Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 827228
Авторы: Касьян, Староселецкий, Хейфец
Текст
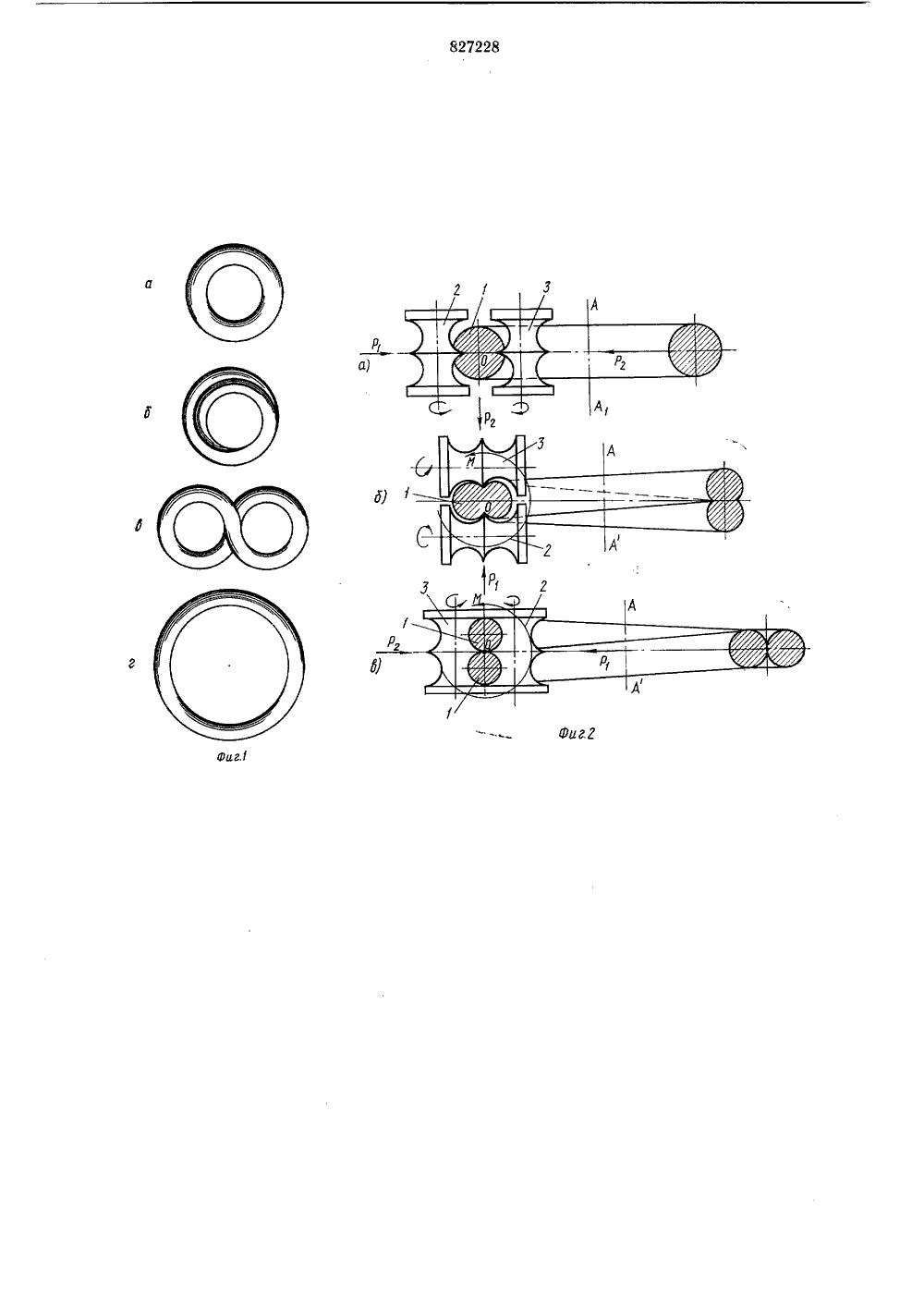
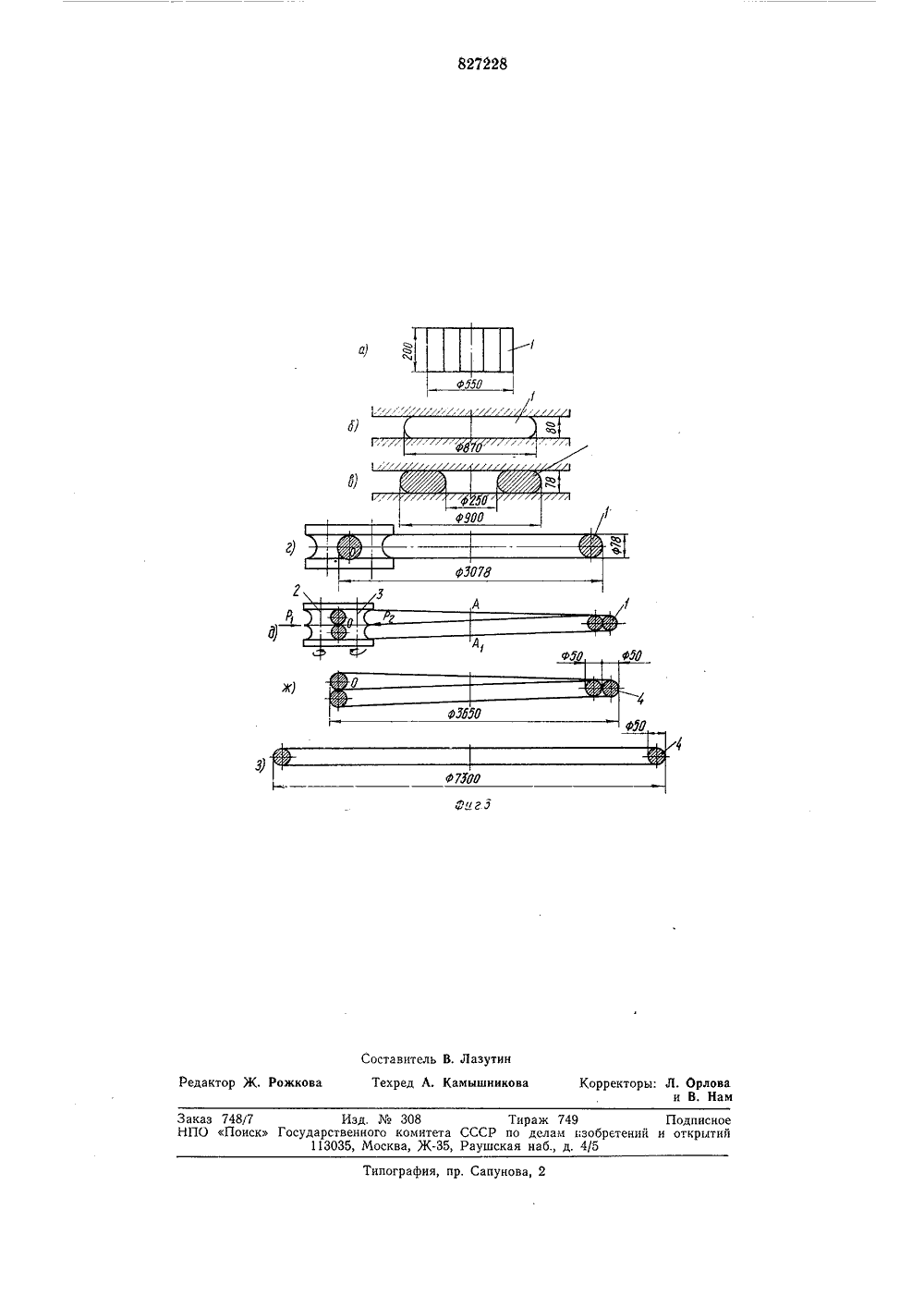
и 11 827228 ОП ИСАНИ Е ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республик(22) Заявлено 05.06.79 (21) 2774629/2551) М К зВ 21 Н 1/06 аявки М с присоединени сударственный комитет 23) Приоритет 3) Опубликовано 07,05.81. Бюллетень175) Дата опубликования описания 07.05.81(53) У 1,771.2988,8) о делам изобретен и открытий 72) Авторы изобретен Х, Касьян, В. И, Хейфец и М. И, Староселецкий,ъ 71) Заявите 54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ию являет- путем про- алиброванв 2.лючается в 20аждом проколько подительностьчивает сор 25расширениепособа изем о вари Изобретение относится к способам обработки металлов давлением, а именно к изготовлению кольцевых изделий, и может быть использовано при изготовлении колец большого диаметра. 5Известен способ изготовления колец, включающий осадку, прошивку, ковку заготовок и дальнейшую их прокатку в калиброванных валках за один проход 1.Недостатком указанного способа являет ся ограниченная производительность, так как после прошивки отверстия заготовка должна раскатываться на роговых молотах или прессе. Кроме того, качество колец низкое. 15 Наиболее близким к изобретенся способ изготовления колецкатки кольцевой заготовки в кных валках в несколько проходоНедостаток этого способа зактом, что величина обжатия в кходе ограничена, требуется несдогревов, что снижает произвопроцесса, а кроме того, огранитамент выпускаемых колец.Целью изобретения являетсятехнологических возможностей сготовления колец.Указанная цель достигаетсяпервом проходе осуществляют тельную прокатку кольца, во втором проходе кольца обжимают калиброванными валками с внедрением реборды в тело заготовки, и одновременно за каждый оборот кольца вокруг своей геометрической оси поворачивают валки на 180 относительно плоскости симметрии поперечного сечения заготовки, осуществляя разделение кольцевой заготовки по спирали и ее формовку, после чего полученное спиральное кольцо разворачивают.На фиг. 1 - 3 показаны стадии изготовления колец предлагаемым способом,Исходную кольцевую заготовку прокатывают, например, в тор (фиг. 1 а). После прокатки кольцо-заготовку разделяют по спирали до образования в поперечном сечении двух симметричных, равных раздельных сечений (в указанном примере круги) с общим периметром (фиг. 1 б). После разделения полученное изделие последовательно разворачивают в кольцо (фиг. 1 в и 1 г), а затем при необходимости кольцо (фиг. 1 г) подвергают формовке на кольцепрокатном стане с получением заданных размеров и профиля.Полученное кольцо может также быть использовано как конечный продукт.Наиболее технологичными формами поперечного сечения исходного кольца-заго5 10 15 20 25 30 35 40 45 50 55 товки перед и после разделения является круг.Разделение можно осуществлять различными методами. В приведенном примере (фиг. 1) разделение осуществляют валковым устройством с одновременной формовкой (фиг. 2) поперечного профиля - круга. Для осуществления способа исходную заготовку 1 (фиг. 2 а) подают в валковое устройство, состоящее из двух приводных валков 2 и 3, которые под действием сил Р, и Р перемещаются друг к другу, обжимая заготовку 1 и вращая относительно ее геометрической оси симметрии. Одновременно с этим валки 2 и 3 равномерно поворачивают под действием момента М относительно оси симметрии поперечного сечения заготовки 1 таким образом, что за один оборот заготовки (фиг, 26 и 2 в) они совершают полуоборот, т, е. валок 3 занимает положение валка 2 и наоборот, При этом за один оборот заготовки направление сил Р, и Р, со стороны валков 2 и 3 равномерно меняется на противоположное, т. е. за каждую четверть оборота заготовки направление сил Р, и Р, относительно ее поперечного сечения изменяется на 45, за полный оборот - на 180 и за два оборота - на 360. Таким образом, возвращение валков 2 и 3 в первоначальное положение (фиг. 2 а) происходит за два оборота заготовки. Этот процесс протекает до образования в поперечном сечении двух равных кругов с общим периметром. После этого валки разводят, удаляют изделие и загружают следующую заготовку.Конкретный пример осуществления способа представлен на фиг. 3.Заготовку из слитка стали марки 45 диаметром 550 мм, высотой 200 мм, весом 370 кг (фиг. За) нагревают до температуры деформации 1250 С. Затем заготовку на прессе осаживают до высоты 80 мм (фиг. Зб), прошивают пуансоном диаметром 250 мм и калибруют по высоте на размер 78 мм (фиг. Зв), соответствующий величине калибра валков кольцепрокатного стана (фиг. Зг).После калибровки заготовку прокатывают в два прохода. В первом проходе на радиальном кольцепрокатном стане (фиг. Зг) со степенью деформации 81% получают черновое кольцо с круглым поперечным сечением, диаметр которого 78 мм.Второй проход осуществляют на валковом устройстве (фиг. Зд), состоящем из двух приводных валков 2 и 3, которые под действием сил Р, и Р непрерывно обжимают кольцо и вращают относительно оси 4симметрии АА. Одновременно под действием момента валки 2 и 3 равномерно поворачивают относительно центра симметрии сечения чернового кольца 1 (точка О).Отношение угловых скоростей поворота валков 2 и 3 относительно центра симметрии сечения кольца 1 (точка О) и самого кольца относительно оси симметрии АА в процессе обжатия равна 0,5, т, е. за каждую четверть оборота кольца 1 валки 2 и 3 поворачиваются относительно точки 0 на 45, за полный оборот - на 180 и за два оборота - на 360.Величина обжатия поперечного сечения чернового кольца за один полный оборот его составляет 5 мм. Процесс обжатия осуществляют до образования в поперечном сечении двух равных кругов диаметром 50 мм (фиг, Зж) с общим периметром 22900 мм и диаметром 3650 мм, После этого процесс прекращают, валки 2 и 3 разводят, полученное спиральное кольцо 4 удаляют. Температура изделия в конце процесса составляет 1050 в 10 С.Полученное спиральное кольцо 4 (фиг, Зж) разворачивают в кольцо на специаль. ном устройстве и правят на правильной роликовой машине. Диаметр полученного кольца 7300 мм, диаметр поперечного сечения 50 мм (фиг. Зз). Формула изобретенияСпособ изготовления колец путем прокатки кольцевой заготовки в калиброванных валках в несколько проходов, о тл и ч а ющи й с я тем, что, с целью расширения технологических возможностей способа, в первом проходе осуществляют предварительную прокатку кольца, во втором проходе кольцо обжимают калиброванными валками с внедрением реборды в тело заготовки, и одновременно за каждый поворот кольца вокруг своей геометрической оси поворачивают валки на 180 относительно плоскости симметрии поперечного сечения заготовки, осуществляя разделение кольцевой заготовки по спирали и ее формовку, после чего полученное спиральное кольцо разворачивают. Источники информации,принятые во внимание при экспертизе 1. Производство точных заготовок машиностроительных деталей прокаткой. Вып.7 - 67. М., ВНИИНФОРМТЯЖМАШ, 1968, с. 161, рис, 58.2. Производство точных заготовок машиностроительных деталей прокаткой. Вып, 7 - 67, М ВНИИНФОРМТЯЖМАШ, 1968, с. 162, рис. 59.ипография, пр. Сапунова, 2 Заказ 748/7 Изд.308 Тираж 749НПО Поиск Государственного комитета СССР по делам изобретений 113035, Москва, Ж, Раушская наб., д. 4/5 Поди испо открыти
СмотретьЗаявка
2774629, 05.06.1979
ПРЕДПРИЯТИЕ ПЯ В-8173
КАСЬЯН ВАЛЕРИЙ ХРИСАНФОВИЧ, ХЕЙФЕЦ ВАЛЕНТИН ИЛЬИЧ, СТАРОСЕЛЕЦКИЙ МИХАИЛ ИЛЬИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец
Опубликовано: 07.05.1981
Код ссылки
<a href="https://patents.su/4-827228-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Способ получения заготовок колец п-образного поперечного сечения

Номер патента: 1794586
Опубликовано: 15.02.1993
Авторы: Богун, Жуковский, Лыткин, Панфилов, Феофанов, Шляхин
МПК: B21K 1/38
Метки: заготовок, колец, п-образного, поперечного, сечения
...оси полуфабриката. При этом раскатку полуфабриката осуществляют в профильном валковом инструменте с параллельным расположением 5 осей,На фиг, 1 показано положение исходнойкольцевой заготовки и деформирующего инструмента перед раскаткой, На фиг. 2 изображена стадия получения промежуточной заготовки с Ч-образным расположением полок из кольцевой исходной заготовки. На фиг. 3 и 4 показана стадия получения в результате осадки в плоских бойках готовых изделий с расположенными соответственно снаружи кольца или внутри его полками,Способ осуществляется следующим образом,Из исходной, например, цилиндрической, заготовки, путем осадки, прошивки и 20 последующей предварительной раскатки(см, фиг, 1) получают промежуточную заготовку 1 в виде кольца,...
Образец для измерения электропроводности гиперпроводящих шин, преимущественно прямоугольного сечения, при поперечном сжатии

Номер патента: 1132309
Опубликовано: 30.12.1984
Авторы: Гостищев, Демьянов, Дрозд, Петровский, Хазов
МПК: H01F 7/20
Метки: гиперпроводящих, образец, поперечном, преимущественно, прямоугольного, сечения, сжатии, шин, электропроводности
...доступностью, устойчивостью к внешним воздействиям проО.стотой и надежностью. Однако, как у1 всех высокочистых металлов, механи ческая прочность гиперпроводниковсравнительно невысока и при их использованин в обмотках моющих электромагни- ,25"тов, где возникают большие электромагнитные нагрузки, часто оказывает,ся недостаточной. В таКих случаяхобычным приемом является искусственное упрочнение обмотки путем введениязОсиловых элементов, например бандажирующих лент, наматываемых одновременно с токопроводящими и служащих.для них жесткой опорой 13,Однако, хотя при этОм существенно снижается растяжение проводника,остается возможность его поперечного сжатия в рабочих условияхв результате прижатия к бандажу) и опасность пластического...
Устройство для осадки полой конической заготовки в плоское кольцо

Номер патента: 1107929
Опубликовано: 15.08.1984
Автор: Кейльман
МПК: B21D 22/00
Метки: заготовки, кольцо, конической, осадки, плоское, полой
...подвижной плите, выполнена цилиндрической с диаметром, соответствующим внутреннему диаметру готового изделия, меньшая ступень имеет высоту, равную высоте конической заготовки, и криволинейную боковую поверхность, радиус кривизны которой равен ширине готового кольца.Угол наклона образующих конических поверхностей секторов и подвижной плиты равен углу пружинения детали.На фиг. 1 изображен штамп, продольный разрез, причем слева от оси симметрии штамп показан в исходном положении, справа - в конечный момент штамповки; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А А на фиг. 1. 5 10 5 20 25 30 35 40 45 50 55 Штамп содержит неподвижную плиту 1, несушую средство торцового подпора заготовки, выполненное в виде обоймы 2, внутри которой...
Способ изготовления колец переменного сечения

Номер патента: 1740093
Опубликовано: 15.06.1992
МПК: B21H 1/06
Метки: колец, переменного, сечения
...выражению. Объем готового кольца (Ч) определялипо выражению; Ч; --Т50где а - масса кольца известна и равна7,267 х 10 кг, а плотность равна у=7,8 х 10-зкг/м, получили длину отрезаемого кускапроволоки: 5511= 7,267 х 1074 18, 10 - 3,7,8 х 10 х 3,14 х 4 10 Заготовка (проволока) покрывается смазочно-защитным покрытием, Например, раствор сульфатно-спиритной барды марки КБЖ по ГОСТУ/8518-57 и нагревается. Далее осуществляли прокатку при температуре 800 +15 С для получения бочкообразной формы заготовки со сферическими концами. Радиус любого поперечного сечения бочкообразной части заготовки определяли по выражению:Б н, -ФЭ:"7 щщи и=Д 2)где Я - толщина кольца, равная 1,7 х 10 м;В - радиус внешней окружности кольца,равный 22,35 х 10м;г 1 - радиус...
Устройство для удаления облоя срезиновых колец круглого сечения

Номер патента: 835810
Опубликовано: 07.06.1981
МПК: B29H 3/06
Метки: колец, круглого, облоя, сечения, срезиновых, удаления
...включающей абразивный участок, согласно изобретению рабочая часть перед абразивным участком вы 15 полнена в виде закрепленных в корпусе режущих пластин с расположенными междуними проставочными пластинами,На фиг. 1 изображено предлагаемоеустройство; на фиг. 2 - вид А фиг. 1; на20 фиг. 3 и 4 - режущий инструмент.Устройство содержит установленный настоле 1 корпус 2 со смонтированными нанем ведущим шкивом 3 и натяжным шкивом 4, установленным на рычаге 5, имею 25 щем подвижную ось 6. Рычаг 5 связан тягой 7 с пневмоцилиндром 8. Привод шкива 3 осуществляется от электродвигателя9 через муфту 10 сцепления.На корпусе 2 смонтиров ийЗО струмент, состоящий из по 1 иподвижной 12 частей, в которых установлены по четыре режущих 13 и по три...
Предыдущий патент: Способ прокатки безребордных колес
Следующий патент: Устройство для поперечной прокатки
Случайный патент: Устройство для фиксации безопочных форм при транспортировании на заливочном конвейере