B21H — Производство специальных изделий прокаткой или накаткой, например винтов, колес, колец, цилиндров, шаров
Резьбонакатная плашка

Номер патента: 484926
Опубликовано: 25.09.1975
МПК: B21H 3/04
Метки: плашка, резьбонакатная
...на фиг, 3- элементы резьбы и профиль поперечного сечения ролика в увеличенном масштабе (разрез по А-А нафиг. 1),В корпусе 1 плашки, аналогичном корпусу плашки по авт. св,406610, выполнены резьбовые отверстия, куда ввинчивают ролики 2 и неподвижно фиксируютвинтами 3, Резьба подролики в корпусесмещена так, что она сопрягается с пакатываемой резьбой заготовки. г 4 равномерно по окружности. Вер 5 углов многогранника округленыиусу Г, . Радиус сопряжения межнями выполняется, например, полинаружного диаметра.Каждый ролик имеет криволинейную, заборную часть с расчетом равномерной нагрузки на каждый виток, причем форма кривизны заборной части выполнена с учетом свойств обрабатываемого материала. Профиль резьбы ролика по вершинам и впадинам...
Способ накатывания конических резьб

Номер патента: 484927
Опубликовано: 25.09.1975
Авторы: Быкасов, Васильчиков, Кирпичников, Райхлин, Соколов
МПК: B21H 3/04
Метки: конических, накатывания, резьб
...радиальное и осевое перемещение.При равномерных скоростях перемещения в результате различных условий деформации по длине резьбы появляется ошиб ка по конусности.С целью повышения точности резьбы согласно предлагаемому способу накатывание ведут с изменяющейся скоростью радиального перемещения роликов, причем в начале накатывания на длине трех-четырех ниток резьбы в конце накатывания на длине, равной длине резьбовой части роликов, скорость перемещения роликов в 1,5-2 ра за выше, чем при накатывании средней части резьбы.На чертеже дана схема накконической резьбы по предлагае Коническая резьба, по конусности близкая к прямой, накатывается при неравномерном радиальном перемещении резьбонакатных роликов по длине накатываемой...
Способ изготовления спиральных сверл с отверстиями для подвода смазывающе-охлаждающей жидкости

Номер патента: 485807
Опубликовано: 30.09.1975
Авторы: Кожевников, Ординарцев, Хазанов, Черняков
МПК: B21H 3/10
Метки: жидкости, отверстиями, подвода, сверл, смазывающе-охлаждающей, спиральных
...препятствующееиз чугуна-наполнителя вобеспечивает сохранениеления чугуна ниже температуры нагрева быстрорежущих сталей под закалку.Удаление наполнителя из отверстий в заготовке происходит в процессе нагрева под закалку, вследствие чего отпадает необходимость в длительных химических реакциях по удалению наполнителя, сокращается продолжительность цикла изготовления сверл и появляется реальная возможность использования описанного способа в промышленности.Снижение трудоемкости предлагаемого решения по сравнению с аналогичным способом с применением алюмината натрия по предварительным данным составляет 30/о,На фиг. 1 изображена заготовка спирального сверла, две проекции; на фиг. 2 - заготовка сверла после прокатки, завивки рабочей части и...
Механизм подачи заготовки в прокатную клеть

Номер патента: 485808
Опубликовано: 30.09.1975
Авторы: Выдрин, Гайдабура, Дерябин, Сердега
МПК: B21H 9/00
Метки: заготовки, клеть, механизм, подачи, прокатную
...и пройдет черезнего как через проводку в калибр последнего прохода. Таким образом, вся заготовка пойдет на формирование периодического профиля, а каретка с зяж 11 ыямц ВОЗВрят 11 тся цязя, 11 ис- зО ходное положение. ареткамеха- естер, а с нирно Изобретение относится к машиностроительной промышленности, в частности к прокатке на прокатных станах заготовок периодического профиля в два и более проходов.Известен механизм подачи заготовки в прокатную клеть, содержащий корпус, подвижную каретку, шарнирно установленные на каретке зажимы, приводимые в движение от профильных кулачков, кинематически связанных с приводом рабочих валков.Недостатком известного механизма является значительный технологический отход материала обрабатываемой...
Головка для тангенциального накатывания резьб

Номер патента: 487699
Опубликовано: 15.10.1975
Авторы: Бояркин, Дудкин, Коннов
МПК: B21H 3/04
Метки: головка, накатывания, резьб, тангенциального
...с торцевыми зубьями второй полу- муфты 12, сидящей с помощью шпонки па оси шестерни 11.Число зубьев на торце полумуфты 12 некратно числу зубьев шестерни 11, выполненных по ее периферии.Упругие элементы 7, воздействующие на смонтированные аксиально-подвижно ролики 5, прижимают их в нерабочем состоянии к одноименным торцам проушины корпуса 2 в противоположном направлении действия упругого элемента 4, в результате чего ролики 5 постоянно занимают определенное положение относительно подвижных частей станка.Для накатывания резьбы головке необходимо сообщить поперечное движение относительно оси вращения детали. Ролики 5 входят в соприкосновение с поверхностью обрабатываемой детали и начинают обкатываться вокруг детали, постепенно внедряясь...
Способ изготовления торсионных валов

Номер патента: 487700
Опубликовано: 15.10.1975
Авторы: Васильев, Гейшис, Гречко, Дризин, Левин, Маслова, Панкратов, Плюта, Сизов, Терентьева, Цыпкина
МПК: B21H 7/14
Метки: валов, торсионных
...поэтому для предотвращения снятия шлицев при кручении вала на его концах предусмотрены технологические бобышки, которые после кручения отрезаются,С целью экономии металла по предлагаемому способу накатывание осуществляют после термомеханической обработки вала с деформацией кручения, при этом перед накатыванием поверхности концов вала нагревают, а после накатывания производят их закалку.По предлагаемому способу торсионные валы изготовляют следующим образом. Вытачивают заготовку в размере вала, производят а, Б. М. Дризин, К. В, Василь, М, Гречко, Е. Д. Цыпкина,Н. С. Маслова центровку, свсрленис и нарезку резьбы с торцов вала, термомсханпческую обработку с деформацией кручения, поверхностныи нагрев концов вала и накатывание на них шлицев, 5...
Поточная линия для производства сплошных и полых периодических профилей

Номер патента: 487701
Опубликовано: 15.10.1975
Авторы: Барабашкин, Бондаренко, Ермолаев, Жаворонков, Малков, Милютин, Сичевой, Стоша, Тартаковский, Токмаков, Целиков, Ямпольский
МПК: B21H 8/00
Метки: линия, периодических, полых, поточная, производства, профилей, сплошных
...клиновыми калибрами и обрезка концов проката.Прокатанный периодический профиль транспортером 14 передается на клеймение в установках 20 и далее на хо" лодильник 21 для охлаждения,В. Прокатка полого периодического профиля.3. Прокатка полого периодического профиля с малой толщиной стенки осуществляется в следующей последовательности, Заготовки, поштучно выцаваемые из нагревательной печи (фиг, 4), проходят гидросбив окалины в установке 16 и с помощью роль- ганга 2 подаются к прошивному прессу 12, где сплошная заготовка прошивается в гильзу.Прошитая гильза с помощью рольганга 2 и средства поперечной передачи 10 подается в раскатной стан 4, где гильза раскатывается по стенке и удлиняется. Прокатка в раскатном стане может...
Устройство для поперечной прокатки круглых изделий, типа дисков

Номер патента: 488645
Опубликовано: 25.10.1975
МПК: B21H 1/02
Метки: дисков, круглых, поперечной, прокатки, типа
...1 и расположенного над ннм и соосно с ним; приемнойчаши 9 и выходным окном 10 и отсека- М,гелем 11, опоры 12 для чаши 9 и питаю3шей дорожки 13, расположенной вне диска 8 и жестко связанно 1 с чашей 9 питателя.Центробежный диск 8 питателя получает движение непосредственно от деформиру 5юшего валка 1 через шпиндель 4 и своегопривода не имеет,Профиль рабочей поверхности питающейдорожки 13 проходит по винтовой линии,соединяя выходное окно 10 питателя спрокатными ручьями 2 валков 1 и 3. Питающая дорожка 13 состоит из двух частей:часть 14 обеспечивает выход иэделий 6 через выходное окно с центробежного дискапитателя, а часть 18 - спуск изделий с рабочего уровня диска на уровень прокатныхручьев.На станине 16 установлены привод 7,шпиндель 4,...
Способ изготовления турбинных и компрессорных лопаток с двумя цапфами

Номер патента: 488646
Опубликовано: 25.10.1975
Автор: Творогов
МПК: B21H 7/16
Метки: двумя, компрессорных, лопаток, турбинных, цапфами
...осуществляют за один переход и обрезку облоя совмещают с закруткой. пера и калибровкой лопатки.На фйг, 1 показана схема технологичессечение которой расчитывается исходя изусловия получения заполнения профиля вмаксимальном сечении (как правило в месте цапфы ),Заготовка нагревается в электрическойВили газовой печи (может, нагреваться виндукторе) и прокатывается в полосу периодического сечения, Каждый элемент поло.сы профилируется прокатными валками вщ соответствии с геометрией заготовок лопаток, которые затем подвергаются калибровке, При этом прокатка заготовок осуществляется за один период, а способ ееосушествления - .с уменьшением обжатия,15 или с увеличением обжатия - не имеетникакого значения,Заготовки лопаток отделяются иэ полосы...
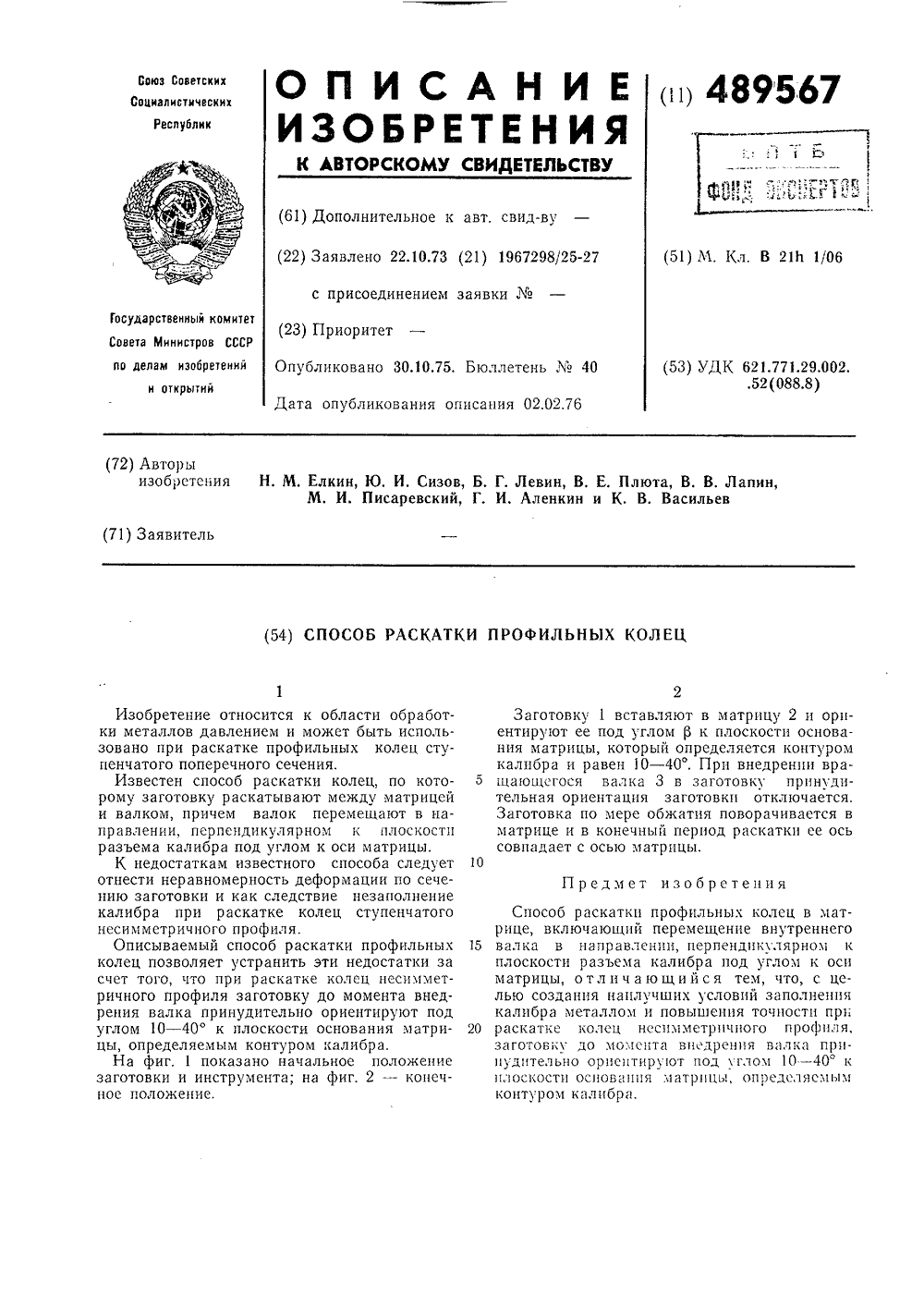
Способ раскатки профильных колец
Номер патента: 489567
Опубликовано: 30.10.1975
Авторы: Аленькин, Васильев, Елкин, Лапин, Левин, Писаревский, Плюта, Сизов
МПК: B21H 1/06
Метки: колец, профильных, раскатки
...обработки металлов давлением и может быть использовано при раскатке профильных колец ступенчатого поперечного сечения.Известен способ раскатки колец, по которому заготовку раскатывают между матриРей и валком, причем валок перемещают в направлении, перпендикулярном к плоскости разъема калибра под углом к оси матрицы.К недостаткам известного способа следует отнести неравномерность деформации по сечению заготовки и как следствие незаполнение калибра при раскатке колец ступенчатого несимметричного профиля.Описываемый способ раскатки профильных колец позволяет устранить эти недостатки за счет того, что при раскатке колец несимметричного профиля заготовку до момента внедрения валка принудительно ориентируют под углом 10 - 40 к плоскости...
Инструмент для поперечно-клиновой прокатки

Номер патента: 489568
Опубликовано: 30.10.1975
Автор: Клушин
МПК: B21H 1/18
Метки: инструмент, поперечно-клиновой, прокатки
...с высотой пг и раскатываю ком А, и ступень с высотои /гз и с раскатывающим участком А а также калибрующую часть Б, выполненную на одном уровне с последней ступенью раскатывающей части, т, е, 5 иолеющую высоту lг,. Начало клина с раскатывающим участком Аз отстоит от начала клина с раскатывающим участком А 1 на расстояние 1, Клиновые раскатывающие участки имеют углы наклона боковых раскатываю щих (деформирующих) граней а 1 и ав и углы заострения клиньев Р 1 и Д. В общем случае углы а 1 и р. первой ступени не равны углам а 2 п Д, второй ступени, а количество ступеней раскатывающей части инструмента 15 может быть любым.В процессе работы при движении клиньевнавстречу друг другу происходит внедрение их в исходную заготовку с...
Инструмент для поперечно-клиновой прокатки

Номер патента: 489569
Опубликовано: 30.10.1975
Авторы: Андреев, Горбунов, Клушин, Макушок, Щукин
МПК: B21H 1/18
Метки: инструмент, поперечно-клиновой, прокатки
...клина раскатывающего участка. На чертеже показан предлагаемын пнсмент в двух проекциях и сечения по В -Г - Г,Предлагаемая конструкция клинового ин струмента выполняется цельной нли составной, как показано на чертеже, и включает з себя клиновый раскатывающий участок А с углом заострения р 1 и с наклонной гранью 1 и калибрующий участок Б, выполненный в О виде клина с углом заострения , с наклонной гранью 2 и двумя горизонтальными участками 3 и 4, При этом плоскость 4 выполнена выступающей над плоскостью 3, на величину /т, обеспечивающую раскатку-калибров ку с минимальным обжатием (6=1,0 - 1,1),угол Д, калибрующего участка выполняется равным или мечьшим угла р 1 раскатывающего участка.При работе пара клиновых инструментов, О двигаясь...
Тангенциальная резьбоканальная головка

Номер патента: 489570
Опубликовано: 30.10.1975
Авторы: Божуков, Райхлин, Соколов
МПК: B21H 3/04
Метки: головка, резьбоканальная, тангенциальная
...12, поддерживаемыми винтами 13, и несут пружины 14, которые посредством винтов 15 действуют на штифты 16. Последние размещены во втулках 17, на которые посажены резьбонакатные 5 ролики 18 и кольца 19 с винтами 20.Тангенциальная резьбонакатная головкаработает следующим образом.Головка, закрепленная на суппорте станкаили автомата, посредством хвостовика 1 поается на враща ощуюся заготовку в направении, перпендикулярном ее осн.Первым в работу вступает накатной ролик18, расстояние от осп которого до осп заготовки меньше, чем у второго ролика. В ре зультате этого ролпкодержатели 8 и 9 поворачиваются па осн 10 и через винт 4 действуют на рессору 3, позволяя вступать в работу второму ролику.При достижении полного профиля резьбы О на...
Плашка для получения наружной резьбы

Номер патента: 489571
Опубликовано: 30.10.1975
МПК: B21H 3/04
Метки: наружной, плашка, резьбы
...закрепленными на корпусе плашки со стороны заборной части роликов, при этом режущие кромки резцов установлены на юикний предел допуска наружного диаметра получаемой резьбы.На фиг. 1 показана предлагаемая плашка, вид спереди; на фиг. 2 - то же, вид сбоку.В корпусе 1 плашки имеются резьбовые отверстия, куда ввинчиваются ролики 2. Резьба под ролики смещена так, что она сопрягается с накатываемой резьбой заготовки, Между роликами со стороны захода заготовки на корпу се установлены плоскпс резцы 3, которые прикреплены к корпусу винтами 4, а от проворота пх вокруг винта 4 удерживают ролики. Режущие кромки резцов 3 установлены 5 на нижний предел допуска наружного диаметра с/ накатываемой резьбы.Ролики по наружному диаметру...
Устройство для прокатки периодических профилей

Номер патента: 489572
Опубликовано: 30.10.1975
Автор: Абдульманов
МПК: B21H 8/00
Метки: периодических, прокатки, профилей
...на оси центрального валка 4 с возможностью пово рота раму 5 и дополнительный деформпрующий валок 6, установленный с возможностью вращения в опорах 7 ползуна 8, который перемещается по направляющим 9 рамы вдоль оси центрального валка при действии на стержень 10 механизма возвратно-поступательного перемещения (не показан), например кривошипно-шатунного. Зазор между центральным 4 и деформирующими 2 и 3 валками регулируется гайками 11 и 12, а между центральным валком и дополнительным валком 6 - посредством винтов 13, к которым опоры 7 поджпмаются пружинами 14.Устройство работает следующим образом.Деформ ируемая заготовка размещается между центральным валком и деформирующими основными и дополнительным валками, огибая центральный...
Способ изготовления полых цилиндрических заготовок

Номер патента: 490541
Опубликовано: 05.11.1975
Авторы: Ващенко, Девятисильный, Подгаевский, Стрижак
МПК: B21H 1/18
Метки: заготовок, полых, цилиндрических
...рыхляется, за счет ч 5 фикация режимов све растает стойкость реж улучшается качествопрокатки сердцевиовки раз- интенсиэтом возрумента и ки. инст гото Формула пзобретени Изобретение может быть использовано в прессовом и трубопрокатном производстве при подготовке заготовок перед прессованием и раскаткой.Известен способ изготовления полых цилиндрических заготовок преимущественно пз высокопрочных металлов и сплавов, заключающийся в сверлении сплошной цилиндрической заготовки для получения центрального отверстия. При изготовлении полых заготовок из высокопрочных металлов и сплавов этот способ имеет высокую трудоемкость и сопровождается значительным расходом технологического инструмента.С целью повышения качества изделия и интенсификации...
Способ накатывания резьбы

Номер патента: 490542
Опубликовано: 05.11.1975
Авторы: Божуков, Райхлин, Соколов
МПК: B21H 3/04
Метки: накатывания, резьбы
...возрастающую подачу головки 1 назаготовку 3.Предлагаемый способ накатывания резьбыосуществляется следующим образом,1 ангенциальная резьбонакатная головка 1с несинхронным вращением резьбонакатныхроликов устанавливается на одном из поперечных суппортов токарного или револьверногоавтомата.В результате поперечного перемещениясуппорта в направлении заготовки 3 на заготовку подается резьбонакатная головка 1. 2В процессе накатывания первым в работу вступает один из роликов, приближенный в первоначальный момент накатывания к оси заготовки. В этот момент подача выбирается 5 в нижних пределах диапазона от 0,05 мм/об.Вершины резьбы первого ролика оставляют на заготовке след. Вступая в работу, второй ролик своими вершинами резьбы попадает...
Способ восстановления профиля зубьев зубчатых колес

Номер патента: 490543
Опубликовано: 05.11.1975
Авторы: Васкин, Гервас, Гольденберг, Зотов, Мурзаев
МПК: B21H 5/00
Метки: восстановления, зубчатых, зубьев, колес, профиля
...между колесом и инструментом подают дополнительный металл в виде предварительно нагретой ленты. Кроме того, обработку ведут в среде, препятствующей образованию окислов на колесе и ленте.Изобретение поясняется чертежом,Изношенное зубчатое колесо 1 устанавливают между накатным инструментом 2 и нагревают венец зубчатого колеса 3 токами высокой частоты при вращении зубчатого колеса 1 вокруг своей оси. После нагрева венца зубчатого колеса 1 до температуры 1100 в 13 С, достаточной для пластического деформирования, к нему подводят накатной инструмент 2 и в зону обкатки подают дополнительный металл в виде ленты 4. Лепта 4, проходя через индуктор 5, также нагревается до температуры 900 - 1200"С. Г 1 ри совместной обкатке изношенного зубчатого...
Инструмент для накатывания цилиндрических зубчатых колес

Номер патента: 490544
Опубликовано: 05.11.1975
Автор: Кислов
МПК: B21H 5/02
Метки: зубчатых, инструмент, колес, накатывания, цилиндрических
...зуба на некоторую величину 1=г соз Р,где г - радиус шлифовального круга,р - угол конуса заборного участка (илиобратного конуса),Если этот шлифовальный круг связать своображаемой реикой 7 (фиг. 2), то в результате ее обкатки будет образована предлагаемая боковая поверхность зубьев заборного иобратного конусов, Торцовый профиль зубатакой рейки очерчен по гиперболе Ь, котораяобразуется путем пересечения конической поверхности шлифовального круга 5 плоскостью,перпендикулярной оси накатника, причем этаплоскость не проходит через ось круга б, Торцовые профили 9 зубьев накатника на указанных участках являются огибающими плоскими кривыми гиперболы 8.Изменяя полоидную окружность, по которойперекатывается без скольжения средняя линия рейки...
Устройство для зачистки заусенцев на головках винтов во время накатки резьбы плашками

Номер патента: 492337
Опубликовано: 25.11.1975
Автор: Парнес
МПК: B21H 3/06
Метки: винтов, время, головках, заусенцев, зачистки, накатки, плашками, резьбы
...станка на каждый новый тип винтов требует дополнительных затрат времени и снижает производительность оборудования. ст йство для винтов во головка плашкам содержит который илку анке становл поворота отн 3, закреплен тел х в а планки винтами нии конт гул руется,руется6. Центрв плоения является обеспечбработки винтов с рази фикайке ли Целью изоб нне возможност личной формой г н 2 располагаетс овки обрабат вкой. Кр тороны н ываемого тштеиныподвижно Для этого устакрепленнымн в набже планки еподвижной планке и неталлов даИзвес сенцев на бы плашк жацее ре Угол поворотнаприлер, двумя20 в нужном положО поворота платскости дна шлицаполукруглой голзакреплены со с25 станка,зачистки заусенцев навремя накатки резьбырежущий инструменткрепится к...
Приспособление для выдавливания внутренней резьбы

Номер патента: 492338
Опубликовано: 25.11.1975
Авторы: Демин, Лихачев, Рекамов
МПК: B21H 3/08
Метки: внутренней, выдавливания, резьбы
...для подачи смазочнойжидкости в зону резьбовыдавливання.Вместо канавок 6 штырь 2 может бытьснабжен каналом, проходяшим через центр штыря 2.Верхний посадочный диаметр ( ст ) штыря 2 равен наименьшему диаметру отверстия под выдавливание резьбы обрабатываемой детали 7, т. е. диаметру гладкогоконтрольного проходного калибра (см. фю,6), К приспособлению прилагается колтплек 1штырей 2 в сборе с диаметрами, соотьет. сцвуюшцми диаметрам выдавливаел 1 ых резьбТочность направления в отверсте метчи- ка 8 и устранение его биения обеспечивает кондукторная втулка 9, закрепленная в кондукторной планке 10 винтом 1 1.На верхней плоскости корпуса располо жены Т-образные пазы 12, в которых фиксируется в зависимости от конфигурации деталей с помощью...
Способ изготовления коротких цилиндрических изделий

Номер патента: 493281
Опубликовано: 30.11.1975
Авторы: Копанев, Прохоренко, Сидоров, Сираков
МПК: B21H 1/00
Метки: коротких, цилиндрических
...изготовлении пх попсрсчно-винтовой прокаткой прутковых заготовок на винтовые калибры цакладьвцот синхро:1- но-противофазныс ультразвуковые колебания в направлении подачи;Грутка, а ца прокатываемьш пруток оНоврелснпо НакладиаОт ультразвуковые колеОация В ццравлсццц, О- перечном его оси.На (рцг. 1 схематично представлено устройство для реализации предлагаемого способа; иа фцг, 2Вид по стрелке Г( ца фцг. ,.Изделия изготавлиВаОт прок 1 ткой Грутп 1 между вицтовымц калибразц 2, опирао:цс:ося в процессе прокатки ца прозодку 3 с гсслсдующим отделепием прокатываемого изделия от прутка. Ультразвуковое поле в зоне прокатки создается, Например, магцитострцкторами 4, установленными ца валах гццтовых 5 калцбрОВ 2 ц ца провоДке 3. При подас...
Инструмент для поперечно-клиновой прокатки

Номер патента: 493282
Опубликовано: 30.11.1975
Авторы: Веремеевич, Горовой, Шмелев
МПК: B21H 1/18
Метки: инструмент, поперечно-клиновой, прокатки
...радиуса 20 заготовки, а его ширина равна полушагу прокатки и не больше радиуса заготовки.На фиг. 1 представлена развертка предлагаемого инструмента; на фиг. 2 - разрез по А - А на фиг, 1. 25Клин 1 имеет наклонные деформирующие поверхности 2 с углом подъемаи углом наклона а, непосредственно примыкающие к ппм деформирующие пояски 3 с высотой а и шириной (, а также базовые поверхности 4, 30 Процесс прокатки предлагаемым инструментом начинается с одновременного внедрения в заготовку носика клина 1 и прилегающих к нему участков поясков 3, причем наличие последних обеспечивает хорошее раскручивание заготовки в начальный момент прокатки. При дальнейшем движении инструмента полностью вступают в работу наклонные деформирующие поверхности 2 и...
Способ изготовления спиралей шнеков

Номер патента: 493283
Опубликовано: 30.11.1975
Авторы: Винокуров, Крылов, Макалиш, Петров, Рябоконь
МПК: B21H 3/12
...а после прокатки осуществляют доводку кольца до конечного диаметра с одновременным утолщением его наружной кромки путем сдавливания по наружному диаметру в радиальном направлении.На фиг, 1 и 2 приведен пример осуществления предлагаемого способа; на фиг. 3 - виток образующейся спирали в поперечном сечении.Способ осуществляется следующим образом. Прямоугольнуюмежду валками с клв кольцо заведомо бочего на выходе из ванаружному диаметрудо получения утолщенс одновременной додиаметра, а затем равоздействуя на неговом. з и а готовку прокатывают новидной рабочей щелью льшего диаметра, после лков его сдавливают по поджимным устройством ия по периферии кольца водкой до необходимого стягивают его в спираль, отклоняющим устройст 10 етени редме...
Трехвалковая клеть стена винтовой прокатки

Номер патента: 493284
Опубликовано: 30.11.1975
Авторы: Ермолаев, Самохин, Сичевой, Тартаковский
МПК: B21H 8/00
Метки: винтовой, клеть, прокатки, стена, трехвалковая
...связанных тягами 11 рычагов 12 и 13. Рычаг 13 подключен к гидроцилиндру 6 обратного действия гидравлических нажимных устройств 3. Механизм 5 синхронного пе ремещения валков установлен с внешней стороны корпуса 1 клети посредством закрепления рычагов 12 и 13 на консольно выполненных концах 14 осей 8.Средство для демонтажа выполнено в виде 0 распорной втулки 15 и кольца 16, соединенных резьбовым соединением.Втулка 15 и кольцо 16 выполняют одновременно роль распорного узла между опорой 9 оси 8 и рычагом механизма синхронного пере мещения валков,Упор 17 служит для ограничения максимального разведения валков. Фиксация рычага на оси осуществлена с помощью гайки 18.Трехвалковая клеть стана винтовой прокат ки работает следующим...
Устройство для установки валка в клети стана переодической винтовой прокатки

Номер патента: 493285
Опубликовано: 30.11.1975
Авторы: Ермолаев, Жаворонков, Минтаханов, Тартаковский
МПК: B21H 8/00
Метки: валка, винтовой, клети, переодической, прокатки, стана, установки
...прокатки содержит гидроцилиндры 2 и 3 с плунжерами 4и 5, барабан б и центральную уравновешивающую тягу 7. Плунжеры 4 и 5 соединены рас 10 порной втулкой 8, внутри которой пропущенастягивающая плунжеры полая гильза 9. Центральная уравновешивающая тяга 7 проходитвнутри полой гильзы 9, подсоединена с одногоконца к поворотному барабану б, а с другогоконца упруго оперта на плунжер 4 и подпружинена относительно него пружиной 10. Накорпусе гидроцилиндра 2 выполнена резьбаи установлена регулируемая втулка 11, а натяге 7 посажен опорный диск 12,20 Работает устройство следующим образом.Для настройки рабочих валков на заданныйкалибр и сохранения его в процессе прокаткивтулка 11 устанавливается в соответствующемполокении на корпусе гидроцилиндра 2....
Устройство для поперечной раскатки высокоточных цилиндрических оболочек

Номер патента: 494216
Опубликовано: 05.12.1975
Авторы: Добровольский, Знаешев, Пащенко, Севереденко, Шаповалов
МПК: B21H 1/18
Метки: высокоточных, оболочек, поперечной, раскатки, цилиндрических
...из диэлектрика. Индуктор, с целью охлаждения, изготовлен полым для обеспечения циркуляции охлаждающей жидкости,Кроме того, устройство содержит гидроцилиндр 30, расположенный диаметрально гидроцилиндру 16, зубчатый сектор 31 с приводом его перемещения, входящий в зацепление с зубчатым сектором 17, оправку 32 и вращающийся центр 33.Устройство работает следующим образом.Раскатная оправка 32 с закрепленной на ней раскатываемой цилиндрической оболочкой поджата вращающимся центром 33 и движе;ся поступательно, вращаясь с необходимым числом оборотов. Катушки 3 и 9 электромагнитов обесточены, Обратный клапан 14 открыт, обеспечивая подачу защитного газа от трубопровода 15 через каналы корпуса 1 в зону раскатывания. Участок раскатываемой...
Способ изготовления глобоидных червяных валов

Номер патента: 494217
Опубликовано: 05.12.1975
Авторы: Васильчиков, Волков, Коротков, Муконин
МПК: B21H 3/12
Метки: валов, глобоидных, червяных
...менты 2, представляющие собой две полукруглые зубчатые косозубые рейки, состоящие из захватывающих деформирующих ц калцбрую 1 иих участков, перед началом прокатк,1 распслага 1 ст так, чтобы осц их были параллельн 1 мц между собой н лежали в плоскости, проходящей через наименьштц 1 д;1 аметр глобоцдного участка заготовки перпендикулярно ее оси.Прц прокатке рейки перемещают вдоль цх осей навстречу друг другу.Прц таком поступательном перемещении все ступени инструментов поочередно входят во взаимодействие с заготовкой. Первая ступень инструментов предназначена для захвата и предврцтельного деления прокатываемого у детка зготовки, а следую 1 цие ступени ;1 ля формирования профиля витков червячного вал за сче- деформцровацця металла...
Способ изготовления цельноканатных колес

Номер патента: 496079
Опубликовано: 25.12.1975
Авторы: Валетов, Зархин, Панников, Серяченко, Тубольцев
МПК: B21H 1/04
Метки: колес, цельноканатных
...способ не позволяетполучать колеса высокого качества, так,как в результате прокатки заготовки происходит смешение ступицы относительнообода, и это приведет к геометрическойассиметрии готовых колес,Для устранения этого недостатка согласно предлагаемому способу формовку сту пицы осушествляют в два приема. Предварительный, перед прокаткой ступицу формуют до достижения 0,75 0,95 диаметра ступицы готового колеса, и окончательный осушествляемый после завершения калибровки обода,Способ заключается в следуюшем. На ретую до температуры деформирования колесную заготовку после осадки и разгонкив кольце подают на формовочный пресс, гдепроизводят предварительную формовку ступицы, имеющей диаметр, равный 0,75 -0,95 диаметра ступицы готового...
Устройство для накатывания резьб

Номер патента: 496080
Опубликовано: 25.12.1975
Авторы: Адамия, Кикнадзе, Ломсадзе, Мамацашвили, Микаутадзе
МПК: B21H 3/04
Метки: накатывания, резьб
...зацепляющиеся с ведущей шестерней 4,установленной в пиноли 5 станка,На оси одного из роликов 1 через демпфирующую прижину 6 с возможностью осевого перемещения закреплен кулачок 7,взаимодействующий с тормозящей муфтой8. механизма для остановки заготовки, насаженной шлипами на ннноль 9, Пцноль 9установлена на подщппниках 10 в неподвижном корпусе 11, установленном н стойках 12,йасажена шлипевая втулка 13, которая крепится болтом 14. Внутри пиноли 9 с возможностью продольного перемещения установлен шток 15 с головкой, имеющей отверстие для захвата заготовки 16, Заготовка 16 крепится к головке штока при помощи шпонки 17.Устройство работает следующим образомПредварительно механически обработанную заготовку 16 насаживают в отверстие,...