Способ изготовления деталей типаколец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
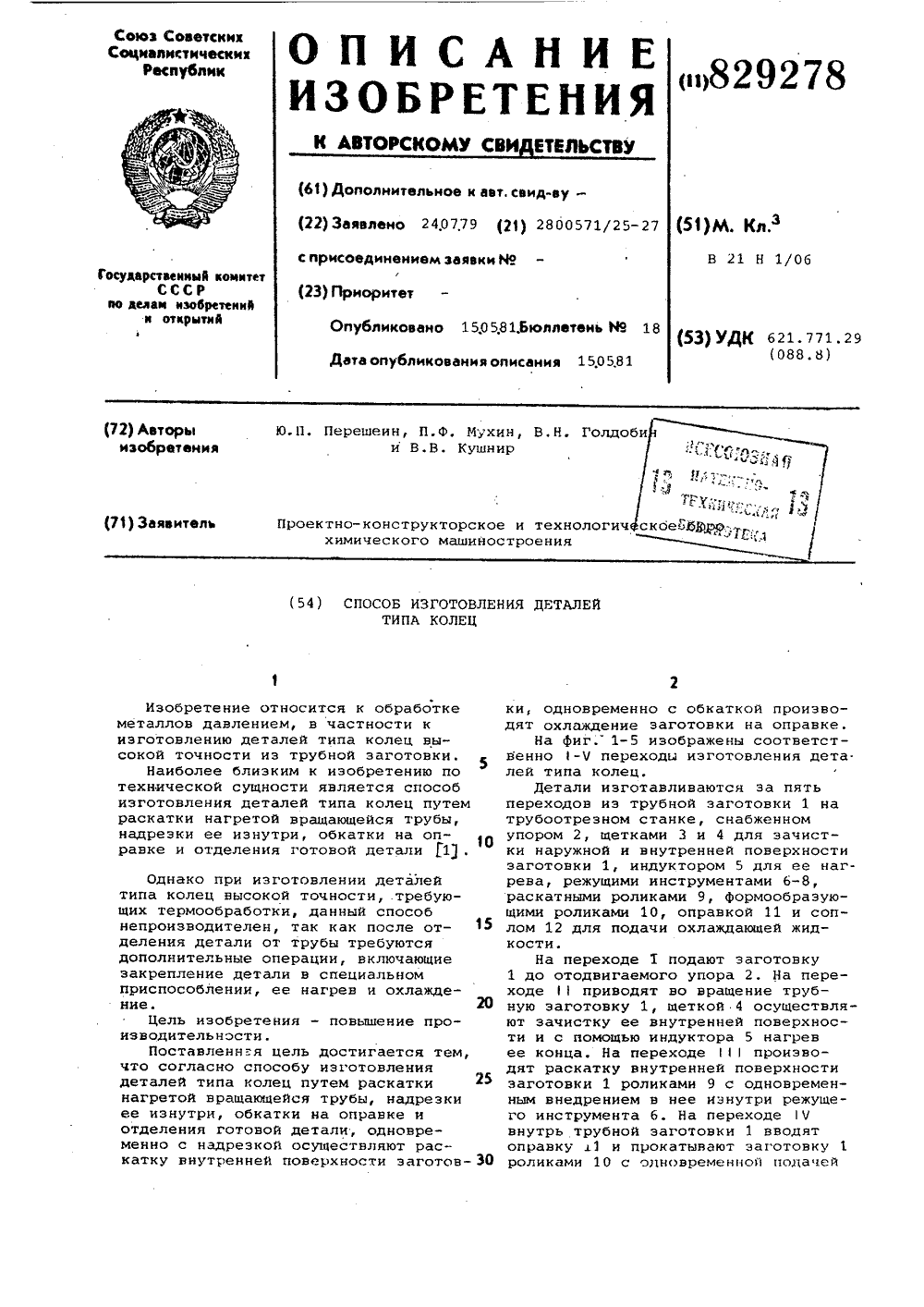
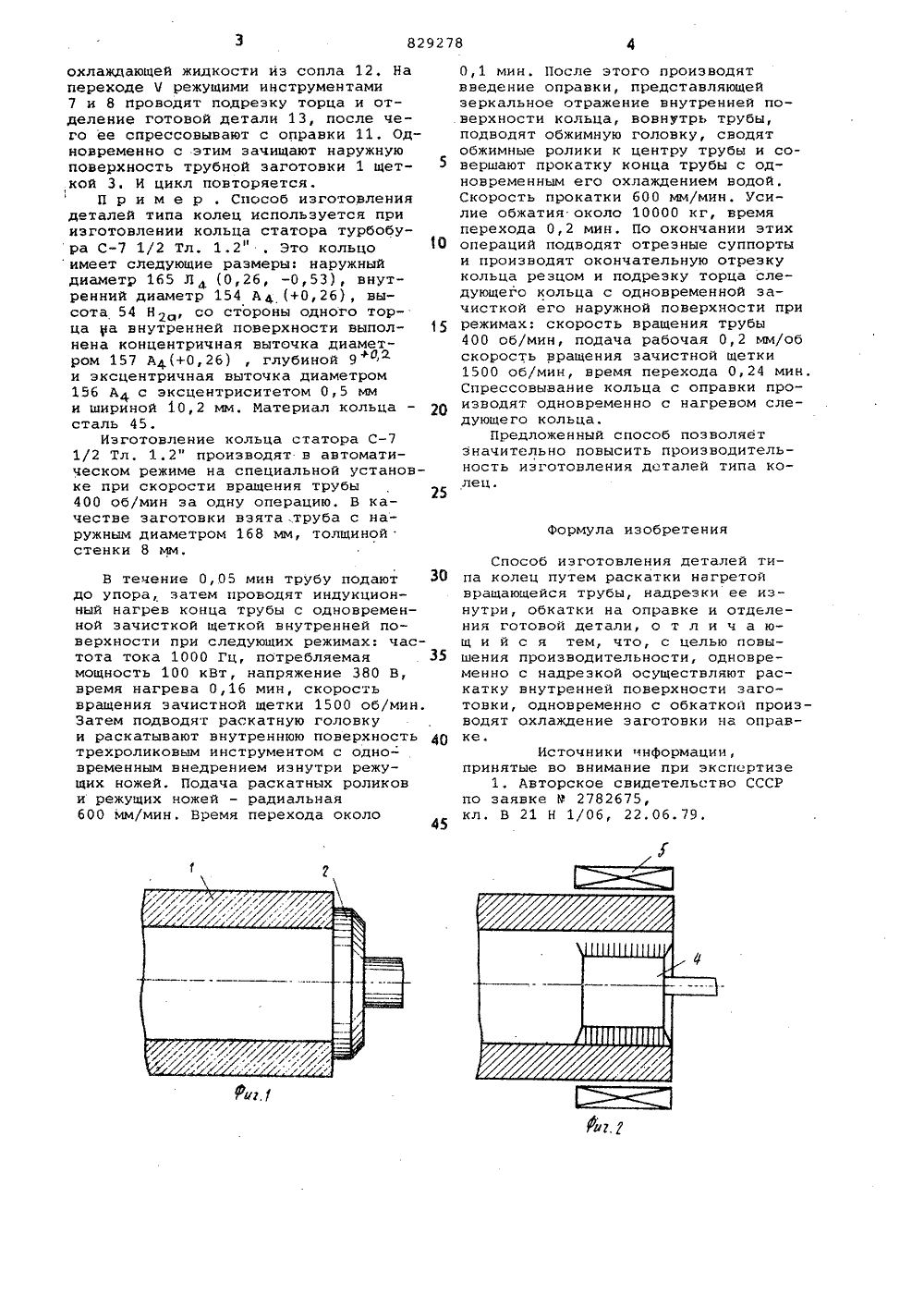
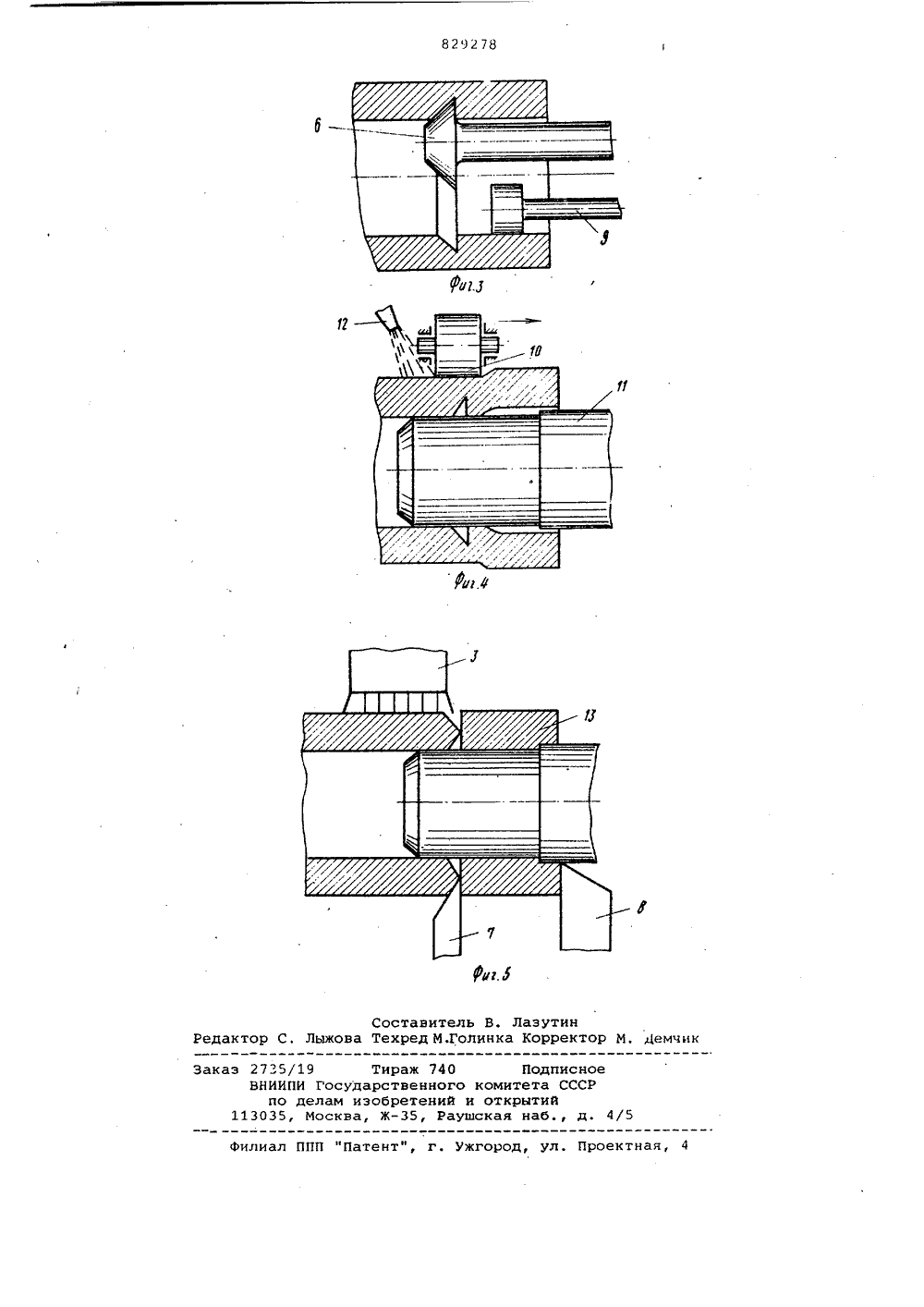
Союз Советскнн Сфеналнстнческнк РеспубликГосударственный коинтет СССР но аелаи нзобретенн н открытнй 4ЗГОТОВЛЕНИЯ ДЕТАЛ КОЛЕЦ к обработке тности кколец вызаготовки.изобретению по является способ типа колец путеающейся трубы, обкатки на оповой детали 1 тся час типа бной Изобретение относиеталлов давлением, вэготовлению деталейокой точности из труНаиболее близким кехнической сущностизготовления деталейаскатки нагретой вращадреэки ее изнутри,равке и отделения гот Однако при изготовлении деталей типа колец высокой точности, .требующих термообработки, данный способ непроизводителен, так как после отделения детали от трубы требуются дополнительные операции, включающие закрепление детали в специальном приспособлении, ее нагрев и охлаждение.Цель изобретения - повышение производительности.Поставленная цель достигается тем что согласно способу изготовления деталей типа колец путем раскатки нагретой вращающейся трубы, надрезки ее изнутри, обкатки на оправке и отделения готовой детали, одновременно с надреэкой осуществляют раскатку внутренней поверхности эаготов ки, одновременно с обкаткой производят охлаждение заготовки на оправке,На Фиг. 1-5 изображены соответственно -Ч переходы изготовления дета.лей типа колец.Детали изготавливаются эа пятьпереходов иэ трубной заготовки 1 натрубоотрезном станке, снабженномупором 2, щетками 3 и 4 для зачистки наружной и внутренней поверхностизаготовки 1, индуктором 5 для ее нагрева, режущими инструментами 6-8,раскатными роликами 9, формообразующими роликами 10, оправкой 11 и соплом 12 для подачи охлаждающей жидкости.На переходе 1 подают заготовку1 до отодвигаемого упора 2. На переходеприводят во вращение труб ную заготовку 1, щеткой 4 осуществляют зачистку ее внутренней поверхности и с помощью индуктора 5 нагревее конца. На переходепроизводят раскатку внутренней поверхностизаготовки 1 роликами 9 с одновременным внедрением в нее изнутри режущего инструмента б. На переходе Чвнутрь трубной заготовки 1 вводятоправку 1 и прокатывают заготовку 1 30 роликами 10 с одновременной подачейохлаждающей жидкости из сопла 12. На переходе Ч режущими инструментами 7 и 8 проводят подрезку торца и отделение готовой детали 13, после чего ее спрессовывают с оправки 11. Одновременно с этим зачищают наружную поверхность трубной заготовки 1 щеткой 3. И цикл повторяется,П р и м е р . Способ изготовления деталей типа колец используется при изготовлении кольца статора турбобура С1/2 Тл, 1.2" , Это кольцо имеет следующие размеры: наружный диаметр 165 Л 4 (0,26, -0,53), внутренний диаметр 154 А 4 (+0,26), высота 54 Н 2 , со стороны одного торца на внутренней поверхности выпал нена концентричная выточка диаметром 157 А 4.(+0,26) , глубиной 9+0,2 и эксцентричная выточка диаметром 156 А с эксцентриситетом 0,5 мм и ширйной 10,2 мм. Материал кольца - щ сталь 45.Изготовление кольца статора С1/2 Тл, 1.2" производят в автоматическом режиме на специальной установке при скорости вращения трубы 400 об/мин за одну операцию. В качестве заготовки взята,.труба с наружным диаметром 168 мм, толщиной стенки 8 мм.В течение 0,05 мин трубу подают М до упора, затем проводят индукционный нагрев конца трубы с одновременной зачисткой щеткой внутренней поверхности при следующих режимах: частота тока 1000 Гц, потребляемая 35 мощность 100 кВт, напряжение 380 В, время нагрева 0,16 мин, скорость вращения зачистной щетки 1500 об/мин, Затем подводят раскатную головку и раскатывают внутреннюю поверхность трехроликовым инструментом с одновременным внедрением изнутри режущих ножей. Подача раскатных роликов и режущих ножей - радиальная 600 мм/мин. Время перехода около 0,1 мин, После этого производят введение оправки, представляющей зеркальное отражение внутренней поверхности кольца, вовнутрь трубы, подводят обжимную головку, сводят обжимные ролики к центру трубы и совершают прокатку конца трубы с одновременным его охлаждением водой. Скорость прокатки 600 мм/мин. Усилие обжатия около 10000 кг, время перехода 0,2 мин. По окончании этих операций подводят отрезные суппорты и производят окончательную отрезку кольца резцом и подрезку торца следующего кольца с одновременной зачисткой его наружной поверхности при режимах: скорость вращения трубы 400 об/мин, подача рабочая 0,2 мм/об скорость вращения зачистной щетки 1500 об/мин, время перехода 0,24 мин. Спрессовывание кольца с оправки производят одновременно с нагревом следующего кольца.Предложенный способ позволяет значительно повысить производительность изготовления деталей типа колец.Формула изобретенияСпособ изготовления деталей типа колец путем раскатки нагретой вращающейся трубы, надрезки ее изнутри, обкатки на оправке и отделения готовой детали, о т л и ч а ющ и й с я тем, что, с целью повышения производительности, одновременно с надрезкой осуществляют раскатку внутренней поверхности заготонки, одновременно с обкаткой производят охлаждение заготовки на оправке.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРпо заявке Р 2782675,кл. В 21 Н 1/06, 22.06.79.829278 Составитель В. Лазутинедактор С. Лыжова Техред М,Гопинка Корректор М. немчик г. Ужгород, ул. Проектная, 4 лиал ППП ен каз 2735/19 Тираж 740 ВНИИПИ Государственного ко по делам изобретений и о 113035, Москва, Ж, Раушск
СмотретьЗаявка
2800571, 24.07.1979
ПРОЕКТНО-КОНСТРУКТОРСКОЕ И ТЕХНОЛОГИ-ЧЕСКОЕ БЮРО ХИМИЧЕСКОГО МАШИНОСТРОЕ-НИЯ
ПЕРЕШЕИН ЮРИЙ ПАВЛОВИЧ, МУХИН ПЕТР ФИЛИППОВИЧ, ГОЛДОБИН ВЛАДИМИР НИКАНОРОВИЧ, КУШНИР ВЛАДИМИР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: типаколец
Опубликовано: 15.05.1981
Код ссылки
<a href="https://patents.su/3-829278-sposob-izgotovleniya-detalejj-tipakolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления деталей типаколец</a>
Устройство для одновременной очистки внутренней и наружной поверхностей труб

Номер патента: 1054025
Опубликовано: 15.11.1983
Авторы: Клованич, Романенко, Чеботарев
МПК: B24B 5/12
Метки: внутренней, наружной, одновременной, поверхностей, труб
...рычага 14, установленного на 55оси 15 в гильзе 8. Второе плечо рычага 14соединено серьгами 16 и 17 при помощиосей 18 с оправкой 19, на которой закреплен очистной инструмент 20 (например, абразив, щетка, шарошка, резец и т,п.), при этом серьга 17 подпружинена относительно рычага 14 пружиной 21.Между рычагом 14 и гильзой 8 установлена пружина 22, размещенная в стакане 23, жестко соединенном с гильзой,Для свободного осевого перемещения втулки 11 относительно гильзы 8 во втулке выполнены продольные пазы в месте прохода через ее стенки стакана 23 и оси 15. На одном конце втулки закреплена С-образная шайба 24 с возможностью радиального перемещения в ней очистного инструмента 20, а другой конец взаимодействует через толкатель 25 с...
Станок для одновременной чистки щетками внутренней и наружной поверхностей полых изделий, например, буровых коронок

Номер патента: 102548
Опубликовано: 01.01.1956
Автор: Соловьев
МПК: A46B 15/00
Метки: буровых, внутренней, коронок, например, наружной, одновременной, поверхностей, полых, станок, чистки, щетками
...зспссз)к;. всех ггоссоверхостей,Нд, Фиг. 1 сзорддкен ви,с стдка глереди; ца Ц)сг. 2 - вид сооку.От влектродвигатгля (1) посредгт мреме)псой игредачи (2) иолучдет врацсние цпги)цель (3),"н к)и)г которого укреллеца мсталлическпс щетка (4) ллячссстки цдру)кцой иоверхности с)олого изделия. 31 таз,)ичеекдя щепка (5), входящая в)гузрь обрдбкгь)вдемого лолого изде,лия, помещена ца периФерии Лиска (о)укрепленного ца ндлу (7),Диску (6) мог) г бьсгь гообщ ны ка с)тгльцссе лвиже)ся чгри помощи рукоятки (8),По.с,гжпцпс гк Полос )сзлглиг, ид.- иримср, бури короли, и;)Лсдстся )а вцуц ццви мгтдлл и чг ку)о лг г;у (5).1)р)с Ново)Тг Лиги ) и,)дг;пе,)ах ит за узар (с и дтим ирг,)рпц)гггя го сползание со щг гкц (5).Иоередг)вм рукптки ( игрегц;д г...
Устройство для установки внутренних пружинных стопорных колец с профилированной наружной поверхностью

Номер патента: 1087789
Опубликовано: 23.04.1984
Автор: Лобанов
МПК: G01L 7/08
Метки: внутренних, колец, наружной, поверхностью, профилированной, пружинных, стопорных, установки
...съемного кольца, глубина которой превышает суммарную толщину вспомогательного и стопорного колец.На фиг.1 изображен датчик давления; на фиг,2 - внутреннее пружинное стопорное кольцо; на фиг.3 - устройство для установки стопорных колец с датчиком давления.Корпус 1 датчика давления (фиг.1) имеет резьбовой штуцер 2 для подвода давления и цилиндрическую измерительную камеру 3. Ко дну ее прижато тороидальное уплотнительное кольцо 4 через мембрану 5, которое зафиксировано внутренним пружинным стопорным кольцом 6. фиксация происходит за счет установки его в кольцевой канавке 7, выполненной на боковой поверхности камеры 3.Стопорное кольцо (фиг.21 выполнено с выемками на наружной поверхности, расположенными равномерно. по периметру кольца,...
Устройство для базирования и вращения детали типа кольцо подшипника качения

Номер патента: 595128
Опубликовано: 28.02.1978
Авторы: Бойков, Братов, Зыков, Степаненко
МПК: B24B 19/06
Метки: базирования, вращения, детали, качения, кольцо, подшипника, типа
...инструментом 5, Плоский всдущВй торец шпинделя 3 выполняет роль осевой опоры. Сооспо со шпинделем 3 закреплена вращающаяся радиальная опора б, внутренняя цилиндрическая опорная поверхность - поясок 7 которой охВатывает деталь 4 с небольшим зазором. В торце шпинделя предусмотрены радиальные канавки а, а в опоре 6 - проточка б и радиальные отверстия в для отвода шлама. С корпусом 1 связаны неподвижная радиальная опора 8 и прпжимпо ролик 9, взаимодействующие с заготовкой 4. Ролик 9 установлен наклонно и пр 1 ж 1 лас 1 заготоВку 4 ОднОВрсменно к торцу шишделя и к цплиндрическому пояску 7.В устройстве (см. фг. 3 и 4) заготовка 43внутреннего кольца, обрабатываемая инструментом 5, базируется по торцу на торец шпинделя 3 (осевая...
Устройство для одновременной очистки внутренней и наружной поверхностей труб

Номер патента: 1022803
Опубликовано: 15.06.1983
Авторы: Воронов, Губин, Клованич, Романенко, Чеботарев
МПК: B24B 5/12
Метки: внутренней, наружной, одновременной, поверхностей, труб
...основание 1, закрываемое крышкой 2 на которой установлены пневматические тиски 3, ролики 4 и упор 5. Внутри основания размещены направляющие 6, несущие очистную головку 7, которая установлена на роликах 8, и соединена при помощи гибкой связи 9, огибающей отклоняющие звездочки 10, со штоком 11 пневмогидропривода 12. Очистная головка 7 содержит корпус 13, в котором на эластичных втулках 14 размещена гильза 15. В гильзе на подшипниках установлен полый шпиндель 16, приводимый во вращение электродвигателем 1 с тормозом 18 через клиноременную передачу 19.На переднем конце шпинделя установлен узел очистки наружной поверхности 20, содержащий планшайбу с размещенными на рычагах очистными инструментами в виде абразивных брусков (не показаны), а...
Предыдущий патент: Устройство для снятия внутреннихнапряжений и раскатки сварного швав пустотелых изделиях
Следующий патент: Устройство для поперечно-клиновойпрокатки
Случайный патент: Способ диагностики послеродового эндометрита