B21C — Производство листового металла, проволоки, прутков, труб или профилей иначе, чем прокаткой; вспомогательные операции, применяемые при обработке металлов без удаления материала
Способ изготовления сварных прямошовных труб

Номер патента: 1787055
Опубликовано: 07.01.1993
Авторы: Бобылев, Кричевский, Небогатов, Ткачева, Халамез
МПК: B21C 37/08
Метки: прямошовных, сварных, труб
...включающему формовку трубной заготовки, нагрев ее кромок, сварку заготовки в клети с вертикальным приложением равнодействующей усилия от технологического инструмента (валка) к верхней и нижней частям заготовки и перемещение точки приложения усилий к верхней части заготовки в вертикальной плоскости, в отличие от известного процесс сварки ведут со смещением точки приложения равнодействующих усилий относительно точки схождения кромок путем одновременного смещения валков в противоположных направлениях.На фиг. 2 б показана траектория перемещения кромок относительно точки схождения кромок, на фиг,2 а - схема перемещения валков относительно кромок заготовки. Сущность предлагаемого способа .заключается в том; что кромки предварительно...
Способ изготовления медицинских электродов

Номер патента: 1787613
Опубликовано: 15.01.1993
Авторы: Абросов, Изжеуров, Никулин, Ревякин
МПК: B21C 23/22
Метки: медицинских, электродов
...30. В снятую с оправки заготовку для прессования встав. ляется многожильный провод из проволок основного материала значительно выступа.1787613 Фие ющий из заготовки и заготовка прессуется открытым способом (т.е, без матрицы).Упорядочная укладка позволяет получить высокую равномерность распределения материала электрода по его объему, поворот последующего слоя относительно предыдущего на угол в 30 обеспечивает эффективное сцепление спиралей при прес- совании и, как следствие, высокую изгибную прочность готового электрода, Использование цилиндрической оправки позволяет автоматизировать процесс формирования заготовки и получить ее полую с равными краями. Это позволяет избавиться от матрицы при прессовании (т.е. использовать открытое...
Способ изготовления прямошовных электросварных труб большого диаметра

Номер патента: 1787614
Опубликовано: 15.01.1993
МПК: B21C 37/08
Метки: большого, диаметра, прямошовных, труб, электросварных
...течь на телетрубы. Труба считается выдержавшей испытания, если нет разрыва трубы и не обнаружено течи.После испытания трубы производитсясброс внутреннего давления, вывод силовых головок из трубы, Труба выдается изпресса и поступает на инспекционную площадку для осмотра и контроля на наличиедефектов на поверхности трубы.Испытание трубы под внутренним давлением в течение 20 - 30 с является сдерживающим фактором производства труб, таккак при калибровке на гидропрессе с производительностью 20 труб в час теряется10 - 12 мин времени, за которое можно откалибровать дополнительно 3 - 4 трубы,Наиболее близким к предложенному является способ изготовления электросварных прямошовных труб большого диаметра,включающий формовку заготовок, сварку...
Биметаллическая проволока для элементов высокотемпературных тензорезисторов

Номер патента: 1788919
Опубликовано: 15.01.1993
Авторы: Алексеев, Бокшицкий, Ильинская, Левинзон, Новоселова, Поднебеснов
МПК: B21C 23/22, B32B 15/02
Метки: биметаллическая, высокотемпературных, проволока, тензорезисторов, элементов
...металлов и сплавов (правило Муи), Приемлемыми материалами по величине указанного параметра являются сплавы системы никель - медь, Однако они имеют преимущество перед сплавами системы никель - хром только до 400 С и не могут считаться перспективными из-за низкой жаростойкости.Оценивая недостаточные служебные характеристики существующих монометаллических материалов, в качестве объектов исследования были выбраны композиционные материалы в виде биметаллической проволоки на основе систем никель - хром/никель-медь. При этом учитывался положительный и отрицательный характер температурной зависимости,На фиг. 1 изображено относительное изменение электросопротивления сплавов- составляющих композиционных материалов при нагреве в интервале 20 -...
Способ изготовления трубы со спиральным швом и устройство для его осуществления

Номер патента: 1788920
Опубликовано: 15.01.1993
Автор: Вальтер
МПК: B21C 37/12
Метки: спиральным, трубы, швом
...материал 23 с помощью изображенного на фиг. 5 и 6 подающего устройства (которое может также формировать фальц) подается в нэматывающее устройство 4. Нэ некотором 50 расстоянии перед наматывающим устройством 4, меньшем, чем минимальная длина получаемой трубы 21. под полосовым материалом 23, соответственно трубой 21, размещается контролирующее устройство 2.5 состоящее из двух кг нтролирующих точек 3,3, расположенных на линии схода 26, параллельной оси 25 трубы. Если из конструктивных соображений контролирующее устройство 2 нельзя расположить в этом ме 1788920сте, то его можно, как это показано на фиг.4, разместить в любом другом месте сбоку с внешней стороны трубы 21, Перед первой контролирующей точкой 3, на расстоянии, предпочтительно...
Способ производства труб

Номер патента: 1790460
Опубликовано: 23.01.1993
Авторы: Аксючиц, Давыдов, Лаптев, Меньщиков, Мироненко, Танцырев, Фридман, Халамез
МПК: B21C 37/08
Метки: производства, труб
...трубы (толщина стенки) достигаются тем, что в качестве исходной заготовкииспользуют холоднокатаную полосу, уже обладающую механическими свойствами,близкими требуемым для готовых труб, иповышенной или высокой точности по толщине, прокатанную в минусовом поле допуска.Таким образом, в предлагаемом способе не требуется той степени упрочнения металла трубы, которая достигается притехнологической операции волочения на оправке, а требуемая точность по толщинестенки трубы достигается не за счет волочения, а при использовании полосы повышенной или высокой точности по толщине ипоследующим холодным дефармированием- калиброванием трубы, которое в предлагаемом способе применяется главным образом для обеспечения требуемой точноститрубы по...
Линия для производства порошковой проволоки в металлической оболочке

Номер патента: 1790473
Опубликовано: 23.01.1993
Авторы: Андрущак, Белов, Вертебный, Лоик, Позняк, Троцан
МПК: B21C 37/04, B22F 3/00, B22F 7/04 ...
Метки: линия, металлической, оболочке, порошковой, проволоки, производства
...36 на выходном валу, соединенном сцепной муф той 37 с промежуточным валом 38. На промежуточном валу 38 для дозирующих устройств 25 и 26 предусмотрены сцепные муфты 39 и 40, имеющие каждая цепную передачу 41 для привода соответствующе го ленточного транспортера. Привод транспортера доэирующего устройства 27 аналогичен, Муфты 39 и 40 выполнены управляемыми и позволяют при необходимости отключать работу соответствующего 50 дозирующего устройства при наладочных и пусковых работах.Дозирующее устройство 25 и дополнительные дозирующие устройства 26 и 27 расположены в формующем стане на участке дозирования Ы (по схеме фиг, 1 поз. от "д" до "к"), на котором после транспортеров дозирующих устройств установлены разравниватели порошка 42, 43, 44....
Способ изготовления сварочной проволоки с антикоррозийным металлическим покрытием

Номер патента: 1790477
Опубликовано: 23.01.1993
Авторы: Артемов, Монтлевич, Родичкин, Сорокин
МПК: B21C 23/22, B23K 20/04
Метки: антикоррозийным, металлическим, покрытием, проволоки, сварочной
...После этого заготовку дека-пируют (травление, обычно в водном растворе кислоты), промывают в ваннах с проточной водой для удаления продуктов 15 травления и остатков кислоты на поверхности заготовки, На очищенную от окалины поверхность заготовки наносят антикоррозионное металлическое покрытие, например медное, гальваническим способом, 20 после чего заготовку промывают в воде для удаления остатков солей с поверхности проволоки, Обезжиривание, термообработку, декапирование, нанесение антикоррозййного металлического покрытия и промывку 25 заготовки производят непрерывно в нитку.Заготовку 1 диаметром д обжимают на стане многократного волочения для обеспечения плотного антикоррозийного покрытия 2 толщиной д на поверхности 30...
Устройство для деформирования трубных заготовок

Номер патента: 1791050
Опубликовано: 30.01.1993
Автор: Емельянов
МПК: B21C 37/24
Метки: деформирования, заготовок, трубных
...гофры дают жесткость 5 10 15 20 25 30 35 40 45 50 корпусу. Крепление перегородки получается надежным, что и подтверждено испытаниями.Экспериментально установлено, что глубина гофр, при обжатии не влияющая на утонение стенок, составляет 2,5 толщины стенки при толщине стенки 1 - 1,5 мм, а отношение диаметра трубы к толщине стенки равно 100 - 200 (примерно).Устройство также отличается от прототипа, тем, что имеет две оправки, действующие одновременно навстречу ДРУГ другу с двух торцов трубы по ее оси, Зто расширяет возможности устройства, позволяет крепить по две перегородки одновременно, причем перегородки могут быть разного исполнения,На фиг. 1 показано положение цанговых оправок в корпусе (трубе) и наладка разъемной формы на первой...
Устройство для размотки каната

Номер патента: 1791051
Опубликовано: 30.01.1993
Автор: Лукин
МПК: B21C 47/22
...(на рис, не показаны). Ролики 17 конуса также съемные и расположенные с возможностью пересечения плоскости горизонтальной платформы, Ролики 5 и 17 соответственно платформам и конуса выполняются малыми по массе и диаметру относительно стола и поэтому обладают низкой инерцией вращения,Стол устройства служит для монтажа на нем платформы и конуса и установки на ролики 5 платформы бухты 18, Конус с роликами 17 служит для размотки каната с бухты. От проворачивания конус удерживается проушинами внутреннего обода 6, от поднятия по оси стола - фиксацией его пальцем 19, Сам палец 19 на стойке 9 в ее отверстии 10 (фиг, 4) фиксируется шплинтами 20 (фиг.2), Стопоры 21 (фиг. 1) служат для фиксации роликов 5 платформы,Позицией 22 обозначен барабан...
Моталка непрерывного действия с вертикальными валами шпуль

Номер патента: 1791052
Опубликовано: 30.01.1993
Авторы: Котерев, Серебренников
МПК: B21C 47/26
Метки: валами, вертикальными, действия, моталка, непрерывного, шпуль
...к работе; на фиг. 4 - разрез шпули со съемником перед подъемом последней; на фиг. 5 - разрез шпули со съемником в момент захвата дополнительными крюками диска.Моталка содержит раскладчик 1, поворотную платформу 2, на которой установлены разборные приводные шпули 3, обводные аппараты 4. На обводных аппаратах 4 установлена плита 5, Отдельно за платформой 2 по линии прокатки смонтированы тянущие ролики 6. шпуля 3 состоит из за- крепленного на валу 7 нижнего несъемного диска 8, в котором установлен механизм 9 разрезания проволоки и зажима ее переднего конца и верхнего диска 10, к которому шарнирно крепятся подвески 11 и опорные сегменты 12, совместно образуя обечайку шпули, при этом сегменты связаны с крюками 13 и имеют шарнирную связь...
Устройство для клеймения проката

Номер патента: 1791053
Опубликовано: 30.01.1993
МПК: B21C 51/00
...10 15 20 25 30 35 40 45 50 закрепленного на рычаге, жестко соединенном с сектором, а также снабжен приводом возврата в исходное положение, выполненном в виде установленного на шарнирной опоре силового цилиндра, шток которого шарнирно связан с сектором.Изобретение иллюстрируется чертежами, где на фиг, 1 представлено схематично устройство в исходном положении; на фиг.2 - то же в момент осуществления клеймения, а на фиг, 3 дан разрез А - А, показывающий средства для доставки проката на позицию клеймения и уборки проката после операции клеймения.Устройство для клеймения проката содержит стационарную клеймовочную головку 1 и транспортер со средствами для разгона заготовок, выполненными в виде установленных на шарнирных опорах секторов 2,...
Барабан разматывающего устройства

Номер патента: 1792762
Опубликовано: 07.02.1993
Автор: Орлов
МПК: B21C 47/28, B65H 16/04
Метки: барабан, разматывающего, устройства
...барабана разматывателя позволяет расширить технологические возможности иповысить надежность работы, Это достига 25 ется за счет увеличения диапазона разматываемых рулонов, а так как секторы здесьмогут перемещаться только строго перпендикулярно оси разматывателя исключаетсясползание рулона в осевом направлении30 при сведении - разведении секторов.На фиг,1 изображен барабан разматы - вающего устройства, общий вид; на фиг.2 -вид А на фиг.1 (в увеличенном масштабе); нафиг.З - разрез Б - Б на фиг.1 (сегменты раз 35 ведены),Барабан разматывающего устройствасодержитустановленный в корпусе 1 полыйвал 2, в котором размещен с возможностьювращения шток 3 с продольными сквозными40 пазами 4, подвижные сегменты 5. установленные в сквозных пазах 4...
Способ изготовления трубчатых полуторов
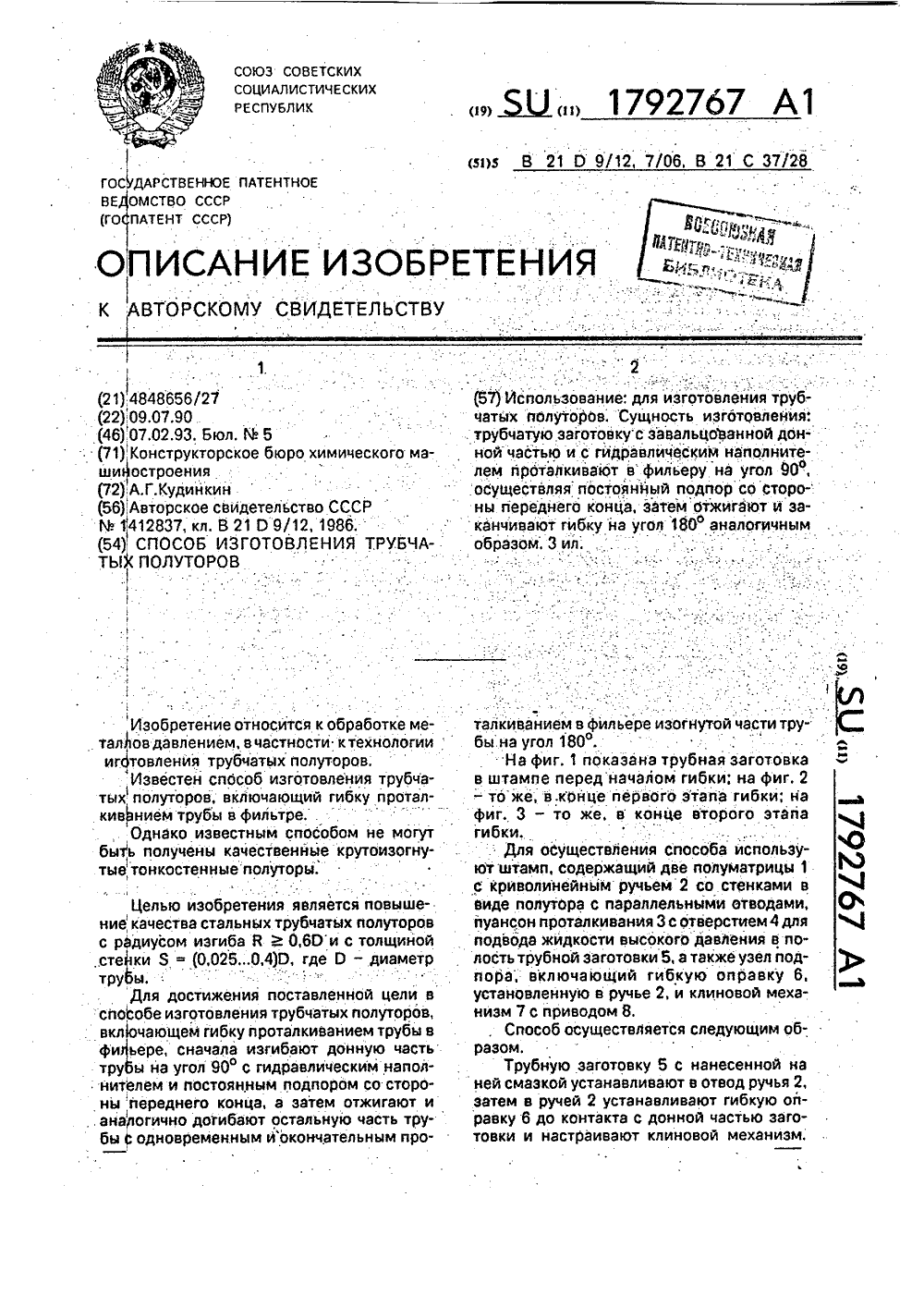
Номер патента: 1792767
Опубликовано: 07.02.1993
Автор: Кудинкин
МПК: B21C 37/28, B21D 7/06, B21D 9/12 ...
...в виде полутора с параллельными отводами, йуансон проталкивания 3 с отверстием 4 для подвода жйдкости высокого давления в полость трубной заготовки 5, а также узел подпора; включающий гибкую оправку 6, установленную в ручье 2, и клиновой механизм 7 с приводом 8.Способ осуществляется следующим образом.Трубную заготовку 5 с нанесенной на ней смазкой устанавливают в отвод ручья 2, затем в ручей 2 устанавливают гибкую оправку 6 до контакта с донной частью заготовки и настраивают клиновой механизм, 3 , 1792767 4Далее пуансон проталкивания 3 герметизи- Затем извлекают трубчатый полутор 10, руется трубную заготовку 5, а через его от- промывают, отжимают его и отрезают дно и верстие 4 подается масло высокого припуск открытого...
Устройство для изготовления прямоугольных труб

Номер патента: 1793976
Опубликовано: 07.02.1993
Авторы: Дедков, Дмитриев, Могилевкин, Ровинский, Яковлев
МПК: B21B 13/10, B21B 17/02, B21C 3/08 ...
Метки: прямоугольных, труб
...калибрак заданному,Заявляемое устройство содержит отличительные существенные признаки; а именно, валки клетей, образующие черновой ичистОВОЙ калибры, устаноВлены с воэможностью попарного перемещения для измснения их геометрических параметров, При 45этом валки черновой клети состоя из цилиндрической части и бура и взаимосвязаны друг с другом так, что торец буртапредыдущего валка сопряжены с цилиндрической частью бочки последуощего валка, 50При переходе на другой размер труб припопарном перемещении валков всегда сохраняется арочная форма калибра, что обеспечивает устойчивость полок трубы, полноезаполнение чистового калибра, стабильность процесса. При переходе на другойразмер прямоугольных труб параметры чернового калибра...
Устройство для волочения труб

Номер патента: 1793980
Опубликовано: 07.02.1993
Авторы: Медведев, Одуд, Солодовников, Тюменева
МПК: B21C 1/24
...1 дана схема заявляемого устройства; на фиг, 2 - устройство в работе, т,е. вместе с протягиваемой трубой.Устройство содержит волоку 1 (фиг. 1 и 2) с рабочим каналом, установленную в волокодержателе 2. Со стороны входа в волоку на волокодеркателе расположена одна часть 3 электромагнита, а со стороны выхода расположена другая часть 4 электромагнита, Эти части электромагнита прикреплены соосно оси рабочего каналаволоки. В волоке установлена деформируе 20 мая труба 5, в которой размещена магнитная жидкость б, образующая оправку.Магнитная жидкость заполняет только частьтрубы, находящейся в волоке, т,е. в ее рабочем канале. Части электромагнита установ 25 лены так, что их одноименные полюсанаправлены навстречу друг к другу,Система подачи...
Установка для клеймения изделий

Номер патента: 1793981
Опубликовано: 07.02.1993
Авторы: Дроханов, Картамышев, Милованова, Сметанникова, Шевцова
МПК: B21C 5/00
Метки: клеймения
...перемещения приводной платформой 4, на которойустановлен механизм клеймения, Устройство содеркит также средство определенияположения изделия упор).5 и механизм егозажима. 45Механизм клеймения выполнен в видеустановленной на платформе 4 в роликовыхопорах 6 с возмокностью горизонтальноговозвратно-поступательного перемещениякаретки 7 от привода 8 с закрепленными на 50ней на осях 9 клеймовочной головкой 10 склеймами 11 и опорными ооликом 12, связанных между собой зубчатой передачей 13,и зубчагой рейки 14 с направляющей 15,неподвижно установленной на платформе 4 55с возможностью взаимодействия с опорнымроликом 12, механизм зажима изделия выполнен в виде двух рычагов 16, один изкоторых связан с приводом его поворота 17,шарнирно...
Многоочковая матрица для прессования изделий

Номер патента: 1793982
Опубликовано: 07.02.1993
МПК: B21C 25/02
Метки: матрица, многоочковая, прессования
...поверхности споверхностью очка матрицы, максимальноудаленной ат оси симметрии матрицы, а напротивоположном рабочем торце латрицыв периферийной ее части выполнены саасносоответствующим очкам матрицы проточкив виде полукалец.На чертеже изображена предлагаемаяматрица, осевой разрез,Рабочий торец мнагоочканай матрицы, выполнен в центральной 1 ее части о нидепирамиды, на каждой грани которой размещено очко 2 матрицы. Вершина пирамидырасположена на оси симметрии матрлцы.Периферийная 3 поверхность рабочего торца матрицы наклонена к плоскости, перпендикулярной оси симметрии матрицы пад10 15 углом 10-12 с вершиной, обращенной в сторону, противоположнуа размещению оси симметрии матрицьь Периферийная 3поверхность сопряжена с образующей пооерхнасти...
Устройство для сбора витков проволоки в бухту

Номер патента: 1793983
Опубликовано: 07.02.1993
МПК: B21C 47/00
Метки: бухту, витков, проволоки, сбора
...6, в которой установлена каретка 7, Всборной шахте 1 расположен вспомогательный дорн 8, нижняя часть которого выполнена в виде конусообразного элемента снаправляющими выемками 9 на нижнемторце и опорными ступенями 10 для улавливающих рычагов 11, Стойки 12 вспомогательного дорна 8 неподвижно закрепленына каретке 7, выполнены с заостреннымивершинами 13 и располокены по вершинамуглов контура квадрата, Ребра 4 приемногодорна симметрично расположены относительно его продольной оси, а стойки 11вспомогательного дорна смонтированы свозможностью симметричного размещениямежду ребрами 4 и образования вместе сними вершин углов правильного многоугольника.Устройство работает следующим образом,По роликовому транспортеру 2 подаются поддоны 3 с...
Вращающаяся волока

Номер патента: 1794523
Опубликовано: 15.02.1993
Авторы: Алексеев, Бейгельзимер, Богданов, Спусканюк
МПК: B21C 3/02
Метки: волока, вращающаяся
...участок выполнен в виде чередующихся со впадинами деформирующих выступов, с конической по(57) Область использования: для в длинномерных прутков круглого Сущность изобретения; волочильн состоит из входного, рабочего, цил ского калибрующего и выходного Рабочий участок выполнен в виде щихся со впадинами деформирую ступов с конической поверх вершинами сходящимися к калиб участку, 2 ил. верхностью, вершинами сходящимися к началу калибрующего участка,гкПоложительный эффект достигается тем, что предлагаемая вращающаяся волока контактирует с цилиндрическим прутком (на рабочем участке) лишь по деформирующим выступам. Это значительно снижает площадь контакта, силу трения и повышает допустимую степень деформации.На фиг,1 и 2 показана...
Инструмент для волочения в режиме гидродинамического трения

Номер патента: 1794524
Опубликовано: 15.02.1993
Авторы: Битков, Залазинский, Колмогоров, Соколовский
МПК: B21C 3/14
Метки: волочения, гидродинамического, инструмент, режиме, трения
...вязкость смазки увеличиваются. Подаваемая в контактную зону рабочей волоки и деформируемой заготовки спрессованная и охлажденная технологическая смазка с повышенной адгезией создает между трущимися металлическими поверхностями тонкий смазочный слой, выдерживающий без разрушения высокие контактные напряжения и предохраняющий трущиеся поверхности от износа и преждевременного разрушения,На фиг,1 изображен общий вид инструмента; на фиг.2 - разрез А - А на фиг.1.Инструмент для волочения изделий с гидродинамической подачей смазки содержит полый корпус 1, в котором размещены рабочая волока 2, напорная трубка 3 и напорная трубка 4, внешняя цилиндрическая поверхность которой снабжена лысками, а торец сквозными радиальными пазами. Корпус 1...
Способ получения изделий

Номер патента: 1794525
Опубликовано: 15.02.1993
Авторы: Ануфриев, Белов, Касаткин, Чувашов, Ядыкин
МПК: B21C 23/04
...переме-.щении иглы и пресс-шайбы в противоположных направлениях(окончание), при этом 5Чп.ш, = Ч 1, а Ч, = Ч 2, Ч 2Чь, данное условиевозможно при движении иглы в сторону,противоположную движению пресс-шайбы,а также когда Чи = О, в результате чего металл очага пластической деформации истекает в двух взаимно противоположныхнаправлениях - в матрицу 6, т.е, в пресс-изделие 7, и в сторону пресс-шайбы 1, перемещая возможную пресс-утяжину 4 отпресс-иэделия. Максимальная протяженность этой стадии лимитируется длиннойпресс-шайбы,Данный способ прессования был использован при прессовании болта ф 57 мм избронзы БР АЖН 10-4-4. Болт получают прес,сованием из слитка З 175 х 300 мм.Предлагаемый способ включает распрессовку слитка, неполную прошивку...
Устройство для непрерывного прессования

Номер патента: 1794526
Опубликовано: 15.02.1993
Авторы: Белокопытов, Горохов, Катрюк, Константинов, Сергеев
МПК: B21C 23/08
Метки: непрерывного, прессования
...проходящей через продольную ось калибра, а рабочая поверхность сегментной вставки выполнена в виде двух поверхностей, пересекэющихся в плоскости разъема пад углам 120-160", вершина которого обращена в противоположную от дна калибра сторону,Повышение коэффициента использования магериэла достигается путем устране 40 45 50 55 ния выдавливания материала из кольцевого канала между поверхностями сопряжения калибра с сегментной вставкой, Опыты, и роведенные для измерения давления материала заготовки на поверхность сегментной вставки, обращенной к дну калибра, показали, что его величина максимальна по продольной оси калибра и уменьшается к ега периферии. Поэтому плоскость разъема сегментной вставки совпадает с продольной осью калибра. При...
Способ намотки горячекатаной полосы

Номер патента: 1794527
Опубликовано: 15.02.1993
Авторы: Гаращук, Гарцман, Каретный, Литвин, Мазур, Осокин
МПК: B21C 47/00
Метки: горячекатаной, намотки, полосы
...улучшению захвата полосы моталкой, Однако, это усложняет реализацию данного способа. Поэтому ослаблять сечение в нескольких местах целесообразно только на "тяжелых" профилях, т.е. при толщине полосы свыше 1700 мм,Расстояние надреза от торца, равное 0,10-0,20 ширины полосы обусловлено следующим, Для изгиба более широкой полосы в месте надреза необходимо приложить больший момент, чем для узкой, Следовательно, с увеличением ширины полосы необходимо увеличить плечо приложения силы. Отношение, равное 0,10 для узкой полосы и 0,20 для широкой полосы перекрывает диапазон ширин горячекатаной полосы. Увеличение плеча более 0,20 ширины полосы нецелесообразно, т.к, привоцит к повышенному расходу металла, уменьшение менее 0,10 значительно...
Устройство для маркировки изделий

Номер патента: 1794807
Опубликовано: 15.02.1993
Авторы: Вашляев, Прогальский, Сигуньков
МПК: B21C 51/00, B65B 61/26
Метки: маркировки
...к станине таким образом. что в исходном положении кончик головки погружен в объем банки, заполненной краской, а печатающий механизм снабжен копиром в виде упора, имеющим прямоугольный паз, ориентированный в направлении движения маркировочной головки. При этом банка снабжена крь 1 шкой с прямоугольным пазом, выполненным по траектории движения головки маркера, Копир позволяет обеспечить плавность хода, авномерное нанесение краски, исключить азбрызгивание,На фиг. 1 изображено маркирующее устройство, общий вид; на фиг, 2 - то же, вид сверху; на фиг. 3 - маркирующее устройство, в работе.Устройство состоит из станины 1,.кронштейна 2. расположенной на нем емкости с краской 3 и печатающего механизма, содержащего пневмопривод 4 со...
Устройство для обратного прессования изделий

Номер патента: 1796309
Опубликовано: 23.02.1993
Авторы: Алентьев, Ладная, Мороз, Хахалев, Хоренко
МПК: B21C 23/20
Метки: обратного, прессования
...работает следующим образом,В исходном положении поршень 3 опирается на дно цилиндра подпора 1. Продвижение заготовки 7 в контейнер 6производится пресс-штемпелем 2. Распрессовка заготовки 7 производится без наличиярабочей жидкости под поршнем 3 цилиндраподпора 1. После распрессовки заготовки 7в контейнере 6 ходом прессующей траверсы5 осуществляется ее обратное перемещение на величину хода поршня подпора Нпппри одновременной подаче жидкости низ- кого давления под поршень цилиндра подпора 1 из наполнительного бака 15 через распределитель 12 и мультипликатор 10, ми нуя дроссель 11; Околоштоковая полость цилиндра подпора в это время через распределитель 12 соединяется со сливом дляотвода из нее жидкости. Одновременномежду контейнером 6 и...
Способ изготовления теплообменных труб со спиральными ребрами

Номер патента: 1796398
Опубликовано: 23.02.1993
Авторы: Гребенников, Коневских, Липец, Малкис
МПК: B21C 37/20, B23P 15/26
Метки: ребрами, спиральными, теплообменных, труб
...выполняют прорези то торца к основанию, прилегающему к трубе Ширина прорезей обусловлена толщиной инструмента, с помощью которого выполняют прорези, а высота определяется из соотношения:ями из которой изготавли- шириной инструмента (резец, штамп), с поб о ю авторот она ыолеа, При этомваютсяобраз р Рс приваренными ре р; фб ами; на фиг,5 - труба по мере увалеличина поверхности, через коеб ами (разрез А-А на ширины велис приваренными ре ра (5 торую передается тепло, будет снижаться.3 о с б уе у е е ю 0 ес аПолучаемая в результате осуществле- тот.е. фактически сниа теплообменная труба передаваемого тепла, тффект от увеличения коэффициентас продольно-винтовыми 0- р0-об азными ре- жает эстигнуто выполнениембрами содеркйт центральную...
Способ сварки

Номер патента: 1797505
Опубликовано: 23.02.1993
Авторы: Берг, Блинов, Ковынев, Сорокин, Сотников, Ясенева
МПК: B21C 37/08
Метки: сварки
...ток 120 А,Слой самофлюсующегося материалатолщиной свыше 500 мкм (образцы 21 - 25)напылить на кромки не удалось, т.к. он самопроизвольно отслаивался, Толщина слоясамофлюсующегося порошка менее 200мкм не обеспечивает при сварке надежнойизоляции сварного шва, материала расплавившегося самофлюса не хватает для того,чтобы при оплавлении образовать плотныйи ровный слой сплава на поверхности шва,Сварной шов низкого качества, со стороныполоски самофлюсующегося порошка видны несплавившиеся кромки образцов листа,Полученные сварные соединений оценивали по внешнему виду и наличию зонытермического влияния, не закрытой слоемсамофлюсующегося материала.Наличие и ширину зоны термическоговлияния определяли наложением фильтровальной бумаги, смоченной в...
Бухтосвертывающая машина

Номер патента: 1797506
Опубликовано: 23.02.1993
Авторы: Бершадский, Валиев, Голубков, Дрозденко, Тулупов, Хузин
МПК: B21C 37/08, B21C 47/06
Метки: бухтосвертывающая
...трубки на барабан она ложится одним краем на буртик барабана, а другим краем на предыдущий виток трубки, Происходит незначительное искусственное увеличение диаметра намотки, Затем при преодолении сопротивления на сдвиг витков, происходит скачкообразное уменьшение диаметра намотки, а следовательно, и скачкообразное уменьшение скорости движения трубки, Этот недостаток устраняется в предлагаемом техническом решении благодаря применению разделяющего ролика с профильной канавкой в виде полуовала в поперечном сечении и прижимного подпружиненного эластичного ролика, Кроме того, в отличие от существующего устройства в предлагаемом техническом решении накопитель соединен с барабаном посредством быстросъемного гибкого вала, на котором установлена...
Устройство для клеймения в задний торец движущегося проката

Номер патента: 1799301
Опубликовано: 28.02.1993
Авторы: Бурджанадзе, Кашакашвили, Маркушев, Мелкадзе, Пеикришвили, Тхелидзе, Чваладзе, Читорелидзе
МПК: B21C 51/00
Метки: движущегося, задний, клеймения, проката, торец
...этом поводок и упор установлены с противоположных сторон рычага-маятника. 3 ил. взаимодействия с рычагом-м зоне клеймения находится задвижущейся заготовки 10.Устройство работает следующим обра- О эом, ОПеред началом клеймения рычаг-маят- (ф 3 ник б, несущий кассету 7 с клеймами, нахо- . (",) дится в верхнем исходном положении. В м исходном положении рычаг-маятник б поддерживается упором 8,Во время движения по рольгангу заготовки 10 фотоголовка (не показана) передает сигнал приводу 11 упора 8. Упор убирается, Поддействием собственного веса начинает падать рычаг-маятник б с клеймами. При выходе иэ исходного положения рычага-маятника б упор 8 приводом 11 возвращается в исходное положение,В зоне клеймения одновременно оказываются кассета...