B21C — Производство листового металла, проволоки, прутков, труб или профилей иначе, чем прокаткой; вспомогательные операции, применяемые при обработке металлов без удаления материала
Матричный блок для прессования полых профилей

Номер патента: 500848
Опубликовано: 30.01.1976
Авторы: Белозеров, Бортников, Вахутинский, Егоров, Ерманок, Колобкова, Самаров, Толчинский, Удалов, Фейгин
МПК: B21C 25/02
Метки: блок, матричный, полых, прессования, профилей
...площади поперечного сечения фигурного отверстия обоймы составляет 0,5 - 20 отношенияплощади последнего к площади поперечногосечения,На фиг. 1 показана комбинированная мат 10 рица, продольный разрез; на фиг. 2 - контуры фигурной полости и калибрующего очкаматрицы для прессования полого двухполочного профиля с нанесенными линиями тока иэквипотенциалами.15 Матрица 1, состоящая из двух или болеечастей в зависимости от сложности профиля,собирается в конической полости подкладки 2.В собранном виде матрица и подкладка устанавливаются в мундштук 3 горизонтального20 прутково-профильного пресса. После этого вгнездо мундштука помещается обойма 4, обхватывающая своим внутренним конусом выступающую из подкладки коническую поверхность разъемного...
Многоярусный бухтодержатель

Номер патента: 500849
Опубликовано: 30.01.1976
Авторы: Горкунов, Минкин, Табуринский
МПК: B21C 47/22
Метки: бухтодержатель, многоярусный
...Ь, установленной на стойке 2 с возможностьювозвратно-поступательного перемещения иподпружиненной пружиной 9. Втулка 8 удерживается от 1 вертикального ттеремешвнияограничителями 10, шарнирно закрепленными на сгойке. С наружной части бухтодержателя имеется защитное ограждение 11.Предлагаемое устройство работает сле 29 дувшим образом,Перед началом работы бухту укладывают на концы рычагов 5 верхнего яруса 4,освобождают от обвязочной прэволоки инажатием на ограничитель 10 сбрасывают26 на нижний ярус, Нри этом втулка 8 перемещается по стойке 2 под действием г ужины 9, увле кая конец 7 двуплечего рычага и поворачивая его, После перехода на нижележащий ярус поворотом конца 5 рычаг возвра. шают в исходное положение, при етом пружина 9 сжимается...
Сталкиватель рулона

Номер патента: 500850
Опубликовано: 30.01.1976
Авторы: Виноградов, Когос, Панфилов
МПК: B21C 47/24
Метки: рулона, сталкиватель
...станине моталки 1 установлен корпус 2 с указателем 3 ширины рулона и приводом 4, перемещающим в направляющих 5 штанги 6, иа которых закреплен щит 7 с датчиком 8 и подпружиненным упором 9, с которым при установке ио оси прокатки взаимодействует рулон 10, устанавливаемый на барабан 11.Сталкиватель при установке рулона по оси прокатки работает следующим образом.С помощью привода 4 щит 7 перемещают вдоль оси барабана 11 в положение, при ко 2тором его торец будет находиться от оси прокатки на расстоянии, равном половине ширины рулона, предназначенного для установки на барабан. Это положение определяется вальцовщиком по указателю ширины рулона 3. Рулон 10 загрузочной тележкой надвигают на барабан 11, упирают торцом в подпружиненный упор...
Устройство для определения положения проката

Номер патента: 500851
Опубликовано: 30.01.1976
Авторы: Затока, Пунгер, Рабинович, Шарф
МПК: B21C 51/00
...све О топроводяших каналов, волоконно-оптический трансформатор изображения и фотоэлектрический сканирующий узел. Положение переднего конца ,проката определяется по числу импульсов, выработанных фотоэпектричес- тб ким узпом в процессе сканирования световых сигналов свыходных торцов световодов волоконно-оптического трансформатора.Недостатком известного устройства язляется неточность определения потюжения 20 проюта при его поперечном смещении и изменении ширины из-за перпендикулярного расположения канадов коппиматора по отношению к направдению движения проката.С цепью повышения точности опредепе- Ж матора расположены так, чтоналей каждого канада образуетс направлением проката.образует прямой угол с направлением движения проката,Положение...
Способ установки обжимных валков

Номер патента: 501795
Опубликовано: 05.02.1976
Авторы: Вердеревский, Чередниченко
МПК: B21C 37/08
Метки: валков, обжимных, установки
...биениемпроисходит вертикальное щение свариваемых кромок 15 на величинуравную сумме ого и правого валков, что сварных прямошовных трубстенка м и. Целью изобретения является повышение качества сварных труб путем увеличения точности стыковки свариваемых кромок трубной заготовки,Для этого валки после посадки и закрепле ния на валах клети, перед соединением валов синхронизирующими шестернями, поворачивают вокруг собственных осей вращения до совмещения в плоскости проходного сечения сварочного калибра однозначных по осевым биениям участков сопрягаемых с трубои поверхностей валков. На фиг. 1, 2, 3 и 4 схематически представлена последовательность установочных операций.Сначала валки 1 насаживают на валы 2 сварочной клети (фиг, 1) и закрепляют...
Устройство для размотки рулонов

Номер патента: 501796
Опубликовано: 05.02.1976
Авторы: Вострухов, Денисов, Стулов
МПК: B21C 47/26
...сблокирован с приводом качания 13 рычага 7. По касательной к образующей роликового резца 11 установлена подпружиненная проводка 15, служащая для направления обвязочной ленты 14 после ее обрезки. За проводкой 15 по ходу обвязочной ленты 14 установлено устройство316, предназначенное для сматывания ленты 14 при вращении рулона 2 приводными роликами 3.Устройство 16 включает вращающийся барабан 17 с приводом от электродвигателя 18 через редуктор 19. Устройство 16 установлено на салазках 20 таким образом, что барабан 17 может поступательно перемещаться в направлении, перпендикулярном направлению размотки отпривода 21. По ходу поступательного передвижения барабана 17 установлен стационарный упор 22. За устройством для размотки рулона...
Устройство для разрезки обвязочной ленты на рулонах

Номер патента: 501797
Опубликовано: 05.02.1976
Автор: Кривченко
МПК: B21C 47/26
Метки: ленты, обвязочной, разрезки, рулонах
...ролик, фиксирующий рулон.Для разрезки обвязочной ленты,на рулоне нож подается в поперечном направлении к рулону, установленному неподвижно. Обвязочная лента от проворачивания по наружной,поверхности удерживается прижатием ролика, смонтированного на оси, Однако устройство нельзя использовать для обработки рулонов различных форм,Целью изобретения является исключение указанного недостатка.Это достигается за счет того, что поворотный рычаг размещен на оси ролика, выполнен с пазами, в которых установлены пальцы, жестко закрепленные на тягах, соединяющих рычаг с приводом и подпружиненных относительно него.Обеспечение постоянного слежения ножа за наружной поверхностью рулона позволяет производить порез обвязочной ленты рулона различной формы,...
Автоматический ременный захлестыватель

Номер патента: 501798
Опубликовано: 05.02.1976
Авторы: Кольцов, Поляков, Чазов
МПК: B21C 47/32
Метки: автоматический, захлестыватель, ременный
...фиг. 1 показан предлагаемый захлесты- ватель в момент, когда его рама отведена от барабана; на фиг. 2 - рама захлестывателя подведена к барабану; на фиг. 3 - разрез по А - А на фиг. 1; на фиг. 4 - положение рычагов натяжного устройства при отведенной от барабана раме; на фиг. 5 - тофке, при под веденной к барабану раме. Устройство состоит из качающейся рамы 1,на которой смонтированы направляющие ролики 2, огибаемые бесконечным ремнем 3, откидной рычаг 4 с гидроцилиндром 5 для по ворота этого рычага; рычажного натяжногоустройства с парой рычагов - ведущим 6 и ведомым 7. Ведущий рычаг 6 соединен со штоком 8 пневмоцилиндра 9.Рычаги 6, 7 одним концом насажены на 10 общую ось 10 и имеют на этих концах кулачки А, Б (фиг. 4, 5) образующие...
Устройство для клеймения поршневых колец

Номер патента: 501799
Опубликовано: 05.02.1976
Авторы: Айзенштейн, Гельман, Конюк, Краснянский, Любарский, Молдаванов, Ройтбурд, Штейн
МПК: B21C 51/00
Метки: клеймения, колец, поршневых
...- улучшение качества отпечатка и обеспечение точности его расположения.Для этого фиксатор выполнен в виде рас ширителя с клиновыми зубцами и кинематически связан с питателем, который соединен с поводковым пальцем подающего механизма , упругим элементом.На фиг, 1 изображенройство, продольный рже, разрез в плане; на фное клейменое кольцо.На неподвижной плите 1 устанозин 2, в который загружаются кольца 3. С целзина и повышениполнен в видеторые позволяюттикального поло Это создает возможность обслуживания нескольких устройств одним оператором.Шпонка 4 крепится к втулке магазина 5 и служит для предварительной ориентации поршневых колец по замковым щелям, Для подачи поршневых колец на рабочую позицию служит подающий механизм, состоящий...
Устройство для клеймения деталей

Номер патента: 501800
Опубликовано: 05.02.1976
Автор: Сучилин
МПК: B21C 51/00
Метки: клеймения
...25 ется на балансире консольной балки 18, приэтом опорная плита 19 должна располагатьсявертикально. Для включения пневмоцилиндра 3 и гидроцилиндра 5 пользуются пультомуправления 20 с тумблерами, соединенными30 электрическими цепями с электромагнитнымивентилями 21, которые смонтированы на пневмогидроусилителе 22.Устройство работает следующим образом.Гидроскоба 2 устанавливается на верхний прилив автосцепки так, чтобы опорная плита 19 уперлась в прилив автосцепки, а концы клейм расположились бы с другой стороны прилива.При включении одного из тумблеров пульта управления 20 сжатый воздух через электромагнитные вентили 21 впускается в пневматическую часть пневмогидроусилителя 22, При этом масло с высоким давлением из гидравлической...
Способ изготовления бесшовных тонкостенных труб большого диаметра

Номер патента: 502672
Опубликовано: 15.02.1976
Авторы: Гильденгорн, Корякин, Кот, Сиротинский
МПК: B21C 23/08
Метки: бесшовных, большого, диаметра, тонкостенных, труб
...дорогостоящего крупногабаритного прессового или прокатного оборудования, а следовательно, к высокой себестоимости изготовления бесшовных тонкостенных труб большого диаметра.Для увеличения даметра изготавливаемых труб по предлагаемому способу при прессовании получают фасонную трубную заготовку с периметром, превышающим периметр контейнера, а при холодном деформировании осуществляют раздачу до круглой трубы равновеликого периметра.Предлагаемый способ иллюстрируется фиг. 1, а, б. Прессование (фиг, 1, а) осуществляют наподвижных или неподвижных фасонных иглах 1 с прямым или обратным истечением через фасонные матрицы 2, при этом форма и гео метрические размеры прессуемых труб (фиг.1,а, сечение А - А) могут быть различны и определяются...
Способ изготовления панелей с продольным оребрением

Номер патента: 502673
Опубликовано: 15.02.1976
Авторы: Басюк, Захаров, Черняев, Щербель
МПК: B21C 23/10
Метки: оребрением, панелей, продольным
...или утолщениям внутреннего слоя, что снижает прочность отдельных участков трубы.11 ель изобретения - повышение прочностных характеристик многослойных панелей,Для этого по предложенному способу заготовку перед прессованием обжимают контейнером до устранения продольных зазоров между заготовкой и инструментом.В зависимости от применяемого материалапроцесс может осуществляться без нагрева заготовки или с ее нагревом, а также с нагревом как заготовки, так и инструмента.На фиг. 1 показана готовая оребренная многослойная панель; на фиг. 2 - укладка многослойной заготовки в контейнер; на фиг. 3 -ногослойной заготовки контейнеро а фиг. 4 - прессование многосло стой трубы, например, обратным м обжатие м м по игле; н йной ребритодом.5 Пример...
Бухтодержатель

Номер патента: 502674
Опубликовано: 15.02.1976
Авторы: Горкунов, Табуринский, Тупиков
МПК: B21C 47/22
Метки: бухтодержатель
...с закрепленными на ней регулировочными рычагами, соединенными с шарнирами первых плеч опорных двуплечих рычагов.На фиг. 1 дан предлагаемый бухтодержатель, отрегулированный для работы с мотками, имеющими минимальный внутренний диаметр, общий вид; на фиг. 2 - бухтодержатель, отрегулированный для работы с мотками, имеющими максимальный внутренний диаметр; на фиг, 3 - бухтодержатель в моментсбрасывания мотка с двуплечих рычагов нарази оточный диск,Ъухтодержатель состоит из оси-основания 1,5 на котором установлен с возможностью вращения размоточный диск 2 с фиксаторами 3положения мотка и зажимными винтами 4.Проушина 5 жестко закреплена на оси основания 1. Втулка-груз 6 и втулка 7, имеющая10 фиксатор положения 8, установлены на...
Бухтодержатель
Номер патента: 502675
Опубликовано: 15.02.1976
Авторы: Горкунов, Табуринский, Тупиков, Хомутов
МПК: B21C 47/22
Метки: бухтодержатель
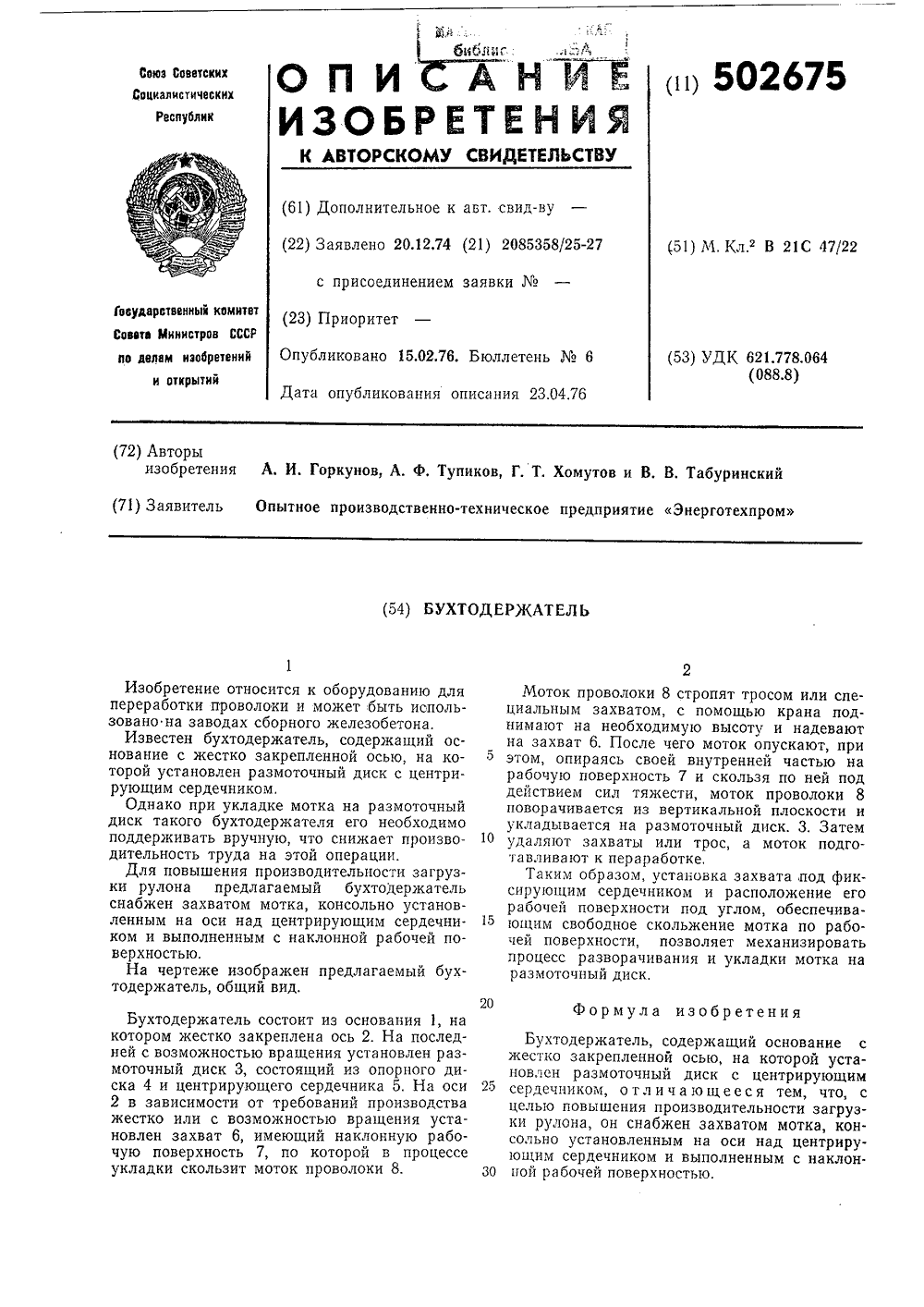
...с центрирующим сердечником.Однако при укладке мотка на размоточный диск такого бухтодержателя его необходимо поддерживать вручную, что снижает производительность труда на этой операции.Для повышения производительности загрузки рулона предлагаемый бухтодержатель снабжен захватом мотка, консольно установленным на оси над центрирующим сердечником и выполненным с наклонной рабочей поверхностью.На чертеже изображен предлагаемый бухтодержатель, общий вид. Бухтодержатель состоит из основания 1, на котором жестко закреплена ось 2. На последней с возможностью вращения установлен размоточный диск 3, состоящий из опорного диска 4 и центрирующего сердечника 5. На оси 2 в зависимости от требований производства жестко или с возможностью вращения...
Устройство дл прессования полых профилей

Номер патента: 503608
Опубликовано: 25.02.1976
Авторы: Белозеров, Бортников, Вахутинский, Егоров, Колобкова, Удалов, Фейгин
МПК: B21C 25/04
Метки: полых, прессования, профилей
...разрез А-А) и проходит черезобойму 3 в иглодержателе 4, Точное по ;О ложение иглы и обоймы в контейнере 5пресса обеспечивается фиксацией иглодержателя наружной иглы в конической полости 6 втулки койтейнера, Иглодержательимеет фигурные отверстия 7, в которые И входит разрезной прессштемпель 2, Наобойму устанавливается прессшайба 8.Матрица 9 помешается в коническую полость мундштука 10, входит своей рабсьчей частью во втулку контейнера 5. Так 20 обеспечивается центрирование наружнойи внутренней иглы относительно очка;.ытрицы и ее тепловая зашита, а также уст-.раняется ее деформация.Предлагаемое устройств25 следующим образом. В мун503608 ОН ИИГ 1 И Заказ Тираж 1067 Подписное филиал ППП "Патент, г, Ужгород, ул. Гагарина, 101...
Способ производства высокопрочных сварных труб большого диаметра

Номер патента: 503609
Опубликовано: 25.02.1976
Авторы: Богатов, Ганзуля, Дементьева, Каширский, Княжинский, Коломинский, Мандельберг, Маркевич, Осада, Пичурин, Поздняков, Рыбаков, Стародубов, Хейфец
МПК: B21C 37/08
Метки: большого, высокопрочных, диаметра, производства, сварных, труб
...их производ ку еше качества тр Известен спо прочных сварны , включаюший фор акспандирование сти размеров тр пением, терми .е дирование для п труб. Однако способа опер .ле их термич мвя пластиче лодном состо труб, требует дорогостояши усложняет пр.1 елью изо Для этого формовкувляют до получения трубше номинального на велв результате термическо Зто обеспечивает пр мошовных и спиральнош нне заключительной опе ния. дложенный способ можетследующим образом. р ленин прямош ют в трубу с ного, осушест ют и произво ановленной технологии нт второ льнощовных тру бу с периметром . шествляют сва ческое упрочненъВ503609 Составитель Б. ИоновРедактор А. Знньковский Техред М, Ликовнч Корректор И, Гоксич Тираж 1067 Подписнзе ЦНИИПИ Государственного...
Устройство для натяжения ленты

Номер патента: 503611
Опубликовано: 25.02.1976
Авторы: Голубков, Гурьева, Крылов, Максимов, Пономарев, Попов, Слоним
МПК: B21C 47/04
...крепежных элементов7, каждый иэ которых состоит, например, кэ болта,пружины, шайбы и гайки.Промежуточный ряа гибочных роликов смонтирован в качающейся рамке 8, оана сторона которой шарнирно соединена с неподвижной осью 9, жестко закрепленной на корпусе станины 2, в другая поддерживается по оси механизма с помощью амортизатора 10, также закрепленного на кордусе станины 2, и шткфта 11, жестко сосднненного с качающейся рамкой 8.Амортизатор 10 выполнен в виде закрепленкой нв корпусе станины плоской пружины 12, жесткость которой регулируется при помощи планки 13 и винта 14, ф Система направляющих роликов состоят кэ установленных нв корпусе станины 2 роликовой проводки 15 с закрытым калибром и трех направляющих роликов 16, расположенных но...
Устройство для клеймения профилей

Номер патента: 503612
Опубликовано: 25.02.1976
МПК: B21C 51/00
...аккумулятор 3, Связанный с цилиндром посредством диафрагмы 4 с калиброванными отверстиями, а также спусковой механизм, выполненный в виде двуплечего рычага 5, закрепленного между штоками на коопусе цилиндра и приводимого во врашецие цилиндром 6. На концах ры ага имеются пластины с выступами 7, которые юаимодействуют с кольцевыми канавками 8, выполненными на штоках 2. Г 1 ластиггьг могут передвигаться относительно рычага 5 и закрепляются посредством болтового соединения с, при этом для надежности ца прилегаюших поверхностях пластицы и рычага выполнены риски 10,Бтгагодаря тому, что выступьг выполнены ца передвижных относительно рыча 5;56 3 2га пластинах, можно регулировать степень перекрытия (а н б) выступами штоков, а следовательно,...
Волочильный стан

Номер патента: 504460
Опубликовано: 25.02.1976
Автор: Пьеро
МПК: B21C 1/06
Метки: волочильный, стан
...и расположенывдоль спиральной линии; Между каждой парой соседних шайб расположена волока2, обеспечивающая деформацию протягиваемой проволоки, Под спиральной линией под- И нимается любая спираль, состоящая из одного или нескольких витков с общей центральной точкой. Такое спиральное расположение тянущих шайб позволяет постепенно уменьшать угол намотки при переходе от предыдущей шайбы к последующей (в направлении движения проволоки). По краям клетки расположены вне спиральной системы тянущих шайб 1 направляющие шайбы 3, осуществляющие направление и задачу протягиваемой проволоки 4 на соответствующую промежуточную тянущую шайбу в зависимости от требуемого маршрута волочения.Стан работает следующим образом. Протягиваемая проволока 4 с...
Способ прессования труб

Номер патента: 504574
Опубликовано: 28.02.1976
Авторы: Батурин, Голодягин, Гусев, Захаров, Ливанов, Морозов, Охрименко, Татарников, Щерба
МПК: B21C 23/08
Метки: прессования, труб
...поверхность матрицы 3, атем вводят иглу 5 в полость заготовки 1 и в канал матрицы 3 и перемещением пресс- штемпеля 4 справа налево осуществляют распрессовку заготовки. По окончании распрессовки сообщают рабочее усилие пресс-штемпелю 4 пресса, под воздействием которого из канала матрицы 3 начинает выдавливаться труба 6. Одновременно включают гидроцилиндр 7, и контейнер 2 начинает перемешатьХодак орректор Е. Рожк сдакт Изд. М 1140Государствешого комитетапо дедам изобретений и 13035, Москва, К.35, Раушс Тираж 1077 Совета Министро открытийки н,о., д 1/5 Заказ 910,(5ЦНИИП ПодписноеР иноГрз(1)и 5. ир, Сапунова,ся в том же 1.аправ.(1 нпн, что и прссс-штемпель 4, но со скорость(о в 1,3 - 1,6 раз большей, чем после;1 нпй В проц(.сс прсования...
Матрица для прессования изделий с выступами и впадинами

Номер патента: 504575
Опубликовано: 28.02.1976
Автор: Ганжа
МПК: B21C 25/02
Метки: впадинами, выступами, матрица, прессования
...образована ооковой поверх" 5045753конуса, проходящей в точке М (М М 2) и осью впадин ОА, проходящей через выделенный г участок поперечного сечения;о,=М,Л о, =-Л 1, Лг - начальный и копетпый радиус кривизны выступа в поперечном сечении выделенного участка формообразующей части матрицы;е - условная логарифмическая деформчция выделенного участка изделия;р - о - длина образующей выступа выделенного участка.Поскольку при о ч р= сс боковая поверхность конуса превращается в боковую поверхность пирамиды, вышеприведенное соотношение может быть использовано и для случая, когда поверхность выступа огранирп па поверхггостью пирамиды.В тех участках, где необходимо повысить упрочнение (деформацию) металла против среднего значения, для данного профиля,...
Матричный узел для прессования полых профилей

Номер патента: 504576
Опубликовано: 28.02.1976
Авторы: Белозеров, Егоров, Ерманок, Самаров, Толчинский, Удалов, Фейгин
МПК: B21C 25/02
Метки: матричный, полых, прессования, профилей, узел
...сопряжением конической поверхности с тремя плоскостями.В коническую полость установлен рассекатель 4, со стойками 9, имеющими сносы, направленные в противоположные от его продольной оси стороны. Рассекатель 4 в пределах посадочной конической поверхности гнезда может быть установлен под любым углом относительно очка матрицы.Предлагаемый матричный узел работает следующим образом. После установки обоймы 1 с матрицей 2 и подкладкой 3 в мундштук 6 пресса, в коническую полость обоймы 1 вставляют рассекатель 4, так, что равнодействующая силового воздействия на иглу лежит в плоскости, проходящей через продольную ось узла.Напр авл ение р авнодействующей определяют геометрическим сложением векторов, пропорциональных логарифмам коэффициентов...
Способ производства толстостенных сварных труб

Номер патента: 504577
Опубликовано: 28.02.1976
Авторы: Вердеревский, Дзюба, Казакевич, Лунин, Медведев, Никитин, Овчаров, Ромашов, Скачко, Шпигельман
МПК: B21C 37/06
Метки: производства, сварных, толстостенных, труб
...фазовыхпревращений) ос 1 еспечпвает высокую устойчивость профиля трубноц заготовки в свароч 20 ных валках, а следовательно, и улучшает качество сварки труб. Крохс того за счст повышенной пластичности материала (пр 1 температуре верхнего предела интервала фазовыхпреврагцеций) калибровка-редуццровяше ве 25 дется с высокми Обжати 5 х ц выт 5 жкамц,что значительно увеличивает производительность пронесся,Ня чертеже изображен трубоэлектросварочный агрегат для осуществления предлягяемо 30 ГО сгосоо 1.504577 Формула изобретения оставитель С. Никули Суханов Семенов Техр Корректо кто ко Заказ 910/б ЦНИИПИ к стров СССР Изд.1140 Государственного по делам изо 13035, Москва, ЖТираж 1077омитета Совета Миниетений и открытий5, Раушская нао., д. 4...
Способ изготовления сварных прямошовных труб

Номер патента: 504578
Опубликовано: 28.02.1976
Авторы: Бондаренко, Куличенко, Лебедь, Щербаченко, Щербина
МПК: B21C 37/06
Метки: прямошовных, сварных, труб
...формовочных каоединение ее кромок мя подвижными вервмещенне свариваем обеспечено как одн м обоих валков, так пз них в соответств оотвстствующсс рассых кромок овременнымперемещеующую оянпе,ла изобретения Однако применение известного способа при производстве электросварных труб не позволяет обеспечить точного совмещения соединяемых кромок и получить качественный сварной шов, если смещение свариваемых кромок вызвано неравномерным износом валков формовочного стана или сварочной клети, неточной настройкой стана, серповидностью полосы и другими технологическими причинами,С целью улучшения качества сварного шва путем повышения точности совмещения по высоте соединяемых кромок по предлагаемому способу при появлении смещения соединяемых кромок...
Устройство для синхронизации клеймителя с движущимся прокатом

Номер патента: 504579
Опубликовано: 28.02.1976
Авторы: Дунаев, Зеленков, Зементов, Мартикайнен, Редков
МПК: B21B 15/00, B21B 37/00, B21C 51/00 ...
Метки: движущимся, клеймителя, прокатом, синхронизации
...проката 3, 4, 5. Сельсин-датчик 6 сле дит за угловым положением клеймителя приводом вращения 7. Сельсин-приемник 8 соединен электромагнитной муфтой 9 с валом вспомогательного привода 10, который через редуктор 11, суммирующий два вращения, корректирует угловое положение клеймителя в зависимости от управляющего сигнала фазочувствительного выпрямителя 12, Задающий сельсин 13 требуемого положения клеймителя для первоначальной синхронизации относительно переднего конца движущегося проката соединен с дополнительными задающимисельсинами 14 и 15 кинематическими редукторами 16 и 17 с передаточными числами соответственноЯ, . 5,8: - и К:5 ЯзС помощью датчика 18 положения проката в зоне клеймения и датчика 19 углового положения клеймителя и реле...
Способ изготовления сварных прямошовных труб из алюминиевых сплавов

Номер патента: 505465
Опубликовано: 05.03.1976
Авторы: Балашов, Басова, Ильичев, Константинов, Кретов, Лачугин
МПК: B21C 37/06
Метки: алюминиевых, прямошовных, сварных, сплавов, труб
...один из которых заключается в его высокой трудоемкости. холодной поокатке ленты, снимается вомя предваоительного полного отжига пр320-340 С нагаотованной ленты передформовкой ее в трубную заготовку.,5 Кроме того, недостатком известногоспособа является низкий процент выходгодных готовых тоуб вследствна каждую трубу, оавного 1предназначенного для образо вапод осадку и калибровку тру дсэти захватки отрезаются в отходы п нагартованную ленту отжигаю2 СО С, выдерживают проре в течение 30 мин и затеперед подачей на трубосварочный станподвеогают низкотемпературному отжигупутем нагрева до 100-125 С, выдержкепои этой температуре в течение 30 мини затем охлаждают на воздухе, Во время 5такого отжига происходит незначительноеразупрочнение...
Устройство для деформирования трубных отводов

Номер патента: 505466
Опубликовано: 05.03.1976
Автор: Харри
МПК: B21C 37/28
Метки: деформирования, отводов, трубных
...трубная заготовка16 устанавливается на пружинные выталки.в а тели 17, расположенные в неподвижной матрице, а концы ее прилегают с одной стороны к стопорному упору 18, поджпмаемому 30 пружиной 19, а с другой - к упору 20.Передаваемое через зажимную цапфу 21 и подвижную плиту посредством пресса (не показан) сжимающее усилие вызывает движение всей верхней части устройства между направляющими колонками 10 в направлении к неподвижной матрице. При этом шарниры 8 опускаются по откидным нажимным и калибрующим оправкам 6 в шлицах 9 направляющих колонок на пружинные опоры 22, где прекращают свое дальнейшее движение вниз. В этот момент верхняя матрица, находящаяся при помощи своего установочного винта 14 под действием предварительно сжатой...
Барабан моталки

Номер патента: 505467
Опубликовано: 05.03.1976
Авторы: Запара, Левит, Скляров, Фролов
МПК: B21C 47/28
...ш помощью шпонокз двух частей: премой от осевого си 5, Правая часть ты, сослевой 4, полусегмевой 3мещени моталки для намотк ирокои полосы, содержаый пирамидальный валм посредством шпонок а с единяетс Т-образРабо с левон частью 4 приго соединения 6,а предлагаемого барабаноте барабана со сплошны щии огоступенч мощ енные с ни сегменты, Однако при изготовлении ана ментов ба- удоемкость гична р ментам и сетъ. ана для широких полос р е у па азрезко увеличивается,С целью устранения указанного недостатка сегменты предлагаемого барабанавыполнены составными по длине из нескольких частей,состыкованныхмеждусобопосредством Т-образного соединения,На фиг. 1 изображен предлагаемый барабан, продольный разрез; на фиг. 2 - ррез по А-А на фиг....
Устройство для формовки спиральношовных труб

Номер патента: 506272
Опубликовано: 05.03.1976
Автор: Хайнц
МПК: B21C 37/12
Метки: спиральношовных, труб, формовки
...устройство для формовки спиральношовных труб, содержащее станину, наружные гибочные валки с приводами их перемещения в вертикальной и горизонтальной плоскостях и внутренний гибочный валок.Недостатком такого устройства является то, что при выходе сформованного витка трубы из гибочных валков контур трубной заготовки искажается и возникают трудности при сварке шва,С целью улучшения качества труб в предлагаемом устройстве внутренний гибочный валок, установленный с возможностью перемещения по вертикали, укреплен на станине шарнирно, а наружные гибочцые валки смонтированы с возможностью поворота вокруг осей, параллельных оси трубы, при этом приводы поворота и перемещения валков связаны со следящей системой, реагирующей на из. менения...
Способ изготовления труб и полых изделий

Номер патента: 506455
Опубликовано: 15.03.1976
Авторы: Бабурин, Казаченок, Корякин, Кривоногов, Меркушев
МПК: B21C 1/00
...затем уменьшающейся до нуля к моменту окончания процесса волочения. лзуне 4, в направле5. ленного в плавающем по нии волочения заготовки Направляющая обойма заготовку 5 на оси обрабо 5 те с инструментом 1 и по ся к нему. В момент про. заготовки 5 через инструм мещения инструментодерж максимум 0,15 - 0,2 скорос 0 тем снижается до нуля к протягивания заготовки.6, удерживающая тки, движется вместоянно поджимаетождения середины нт 1 скорость пере. ателя 3 достигает ти волочения, а замоменту окончания Способ изготовления труб и полых изделий, включающий протягивание заготовки через инструмент, имеющий движение кругового обкатывания, и принудительную подачу смазки в зону очага деформации, о т л и ч а ю щ и йс я тем, что, с целью повышения...