B21C — Производство листового металла, проволоки, прутков, труб или профилей иначе, чем прокаткой; вспомогательные операции, применяемые при обработке металлов без удаления материала
Барабан разматывателя

Номер патента: 1706741
Опубликовано: 23.01.1992
Автор: Калашников
МПК: B21C 47/28
Метки: барабан, разматывателя
...части вала; узел складывания, выполненный в виде проходящихчерез эту камеру и закрепленных одним кснцом в донной части основногосегмента стержней с направляющимивтулками, размещенными с упругимиэлементами в ступенчатых отверстияхвала; средства перемещения боковыхсегментов, выполненные в виде закрепленных на боковых сегментах Т-образ"ных клиньев, входящих в соответствую"щие пазы на боковых гранях основновного сегмента.На фиг. 1 показана установка барабана, общий вид на фиг, 2 - то же,вид сверху; на фиг, 3 - разрез А-Ана фиг.1 на фиг. 4 - разрез Б-Б нэфиг.3, на фиг.5 - разрез В-В нафиг.3,осуществляется с помощью системы отверстий 22, выполненной в вале 1,Узел сведения или складывания основного сегмента 6 выполнен в видедвух...
Способ холодной пилигримовой прокатки профильных труб

Номер патента: 1708454
Опубликовано: 30.01.1992
Авторы: Алпатов, Бильдин, Исаков, Никулин, Павлов, Ребрин, Усенко, Шлосберг
МПК: B21B 21/00, B21C 37/15
Метки: пилигримовой, прокатки, профильных, труб, холодной
...профилирования нэ рабочем инструменте изготовляли длиной от 0,2 до 0,5 длины обжимной зоны, Суммарная деформация в конце конусной части калибра(до профилирования) составляла 65 - 68. Профилирование осуществляли с деформацией по толщине стенки от 9 до 26 , Параметры профилирования изменяли путем соответствующей настройки стана, Образцы труб после прокатки подвергали термообрэботке при 1050 - 1080 С, с выдержкой до 5 мин,.Для реализации известного способа (прототипа) применяли валки с постоянным профильным поперечным сечением ручьев, Размеры сечения соответствовали размерам готовой шестигранной трубы. Прокатку при указанных параметрах проводили на расширяющейся по ходу прокатки профильной оправке, Использование расширяющейся оправки при...
Способ оребрения трубы

Номер патента: 1708465
Опубликовано: 30.01.1992
Автор: Трошин
МПК: B21C 37/22
...ее утонение влечетза счет снижение надежности; возможенпробой злектроизоляции, децентровка нагревательной спирали, изменение допустимого расстояния от оболочки трубы до 15нагревательной спирали и т,п,Целью изобретения является упрощение технологии и повышение надежностипри изготовлении ТЭНов.Цель достигается тем, что согласно способу оребрения трубы, заключающемуся внавивке на вращающуюся трубу спирального оребрения с применением элемента,фиксирующего ленту на трубе и проходящего вдоль образующей трубы с последующим 25закреплением концов ленты, в качестве элемента, фиксирующего ленту на трубе, используют металлическую полосу, которуюустанавливают на трубе перед навивкой, азакрепление концов ленты осуществляют 30соединением их с концами...
Устройство для гидравлической штамповки полых изделий

Номер патента: 1708466
Опубликовано: 30.01.1992
Авторы: Антонов, Матвеев, Никонов
МПК: B21C 37/29, B21D 26/02
Метки: гидравлической, полых, штамповки
...включают трубопровод 19. При этом в подпоршневой полости гидроцилиндра 10 5 создают определенное давление (например, 1 МПа), приводящее к уменьшению скорости перемещения подвижной матрицы относительно скорости перемещения осевых пуансонов. Это позволяет наложить на очаг пластической деформации заготовки дополнительные сжимающие напряжения, повышающие пластичность материала заготовки.При необходимости изготовления изделий с увеличенным расстоянием между коленами ч г г-образного изделия, а также для снижения удельных нагрузок на осевых пуансонах выключают нагнетающий трубопровод 19 и включают трубопровод 18 (при положении 1, распределителя 13). При этом скорость перемещения подвижной матрицы становится больше скорости...
Кассета для рулонного материала

Номер патента: 1708467
Опубликовано: 30.01.1992
МПК: B21C 47/24
...и расширения диапазона диаметров обрабатываемых рулонов,Указанная цель достигается тем, что в кассете для рулонного материала, содержащей корпус, блок опорных валков с двумя боковыми и средними поворотными валками, направляющую для поступательного перемещения одного из боковых валков, рычажный узел прижима валков к рулону в виде шарнирно сочлененных друг с другом рычагов, один из которых смонтирован на жестко закрепленной. в корпусе оси и связан со средним валком, а другой сочленен с одним из боковых и средним валками, направляющая выполнена горизонтальной и снабжена боковыми упорами, а другой боковой валок расположен на упомянутой жестко закрепленной в корпусе оси.На чертеже показана кассета для рулонного материала, общий вид,Кассета...
Устройство для определения и фиксации положения сварного шва

Номер патента: 1708468
Опубликовано: 30.01.1992
Авторы: Журавский, Кузнецова, Слаута
МПК: B21C 51/00
Метки: положения, сварного, фиксации, шва
...с входом фильтра, выход фильтра соединен с одним входом компаратора, второй вход которого соединен с выходом датчика швз, выход компаратора соединен со счетным входом счетчика, выходы которого, в свою очередь, подключены к вычислительному устройству.Датчик шва в этом устройстве может быть выполнен в виде толщиномера, например радиоизотопного или рентгеновского.На фиг. 1 представлена блок-схема предложенного устройства; на фиг, 2 - временные диаграммы, характеризующие принцип действия устройства; нз фиг. 3 - временные диаграммы выходных сигналов датчика шва и триггера (в случае замены им счетчика); нз фиг. 4 - временные диаграммы выходных сигналов датчика шва и каждого иэ выходов счетчика; нз фиг, 5 и 6 - временные диаграммы выходного...
Автоматизированная линия изготовления крутоизогнутых отводов

Номер патента: 1708475
Опубликовано: 30.01.1992
Авторы: Буренков, Казаков, Толстых, Якшин
МПК: B21C 37/28, B21D 43/00
Метки: автоматизированная, крутоизогнутых, линия, отводов
...20 с кассетой 21 опускается до взаимодействия с толкателями бункера 22 (фиг. 7, 8), При этом шибер кассеты 21 поворачивается и заготовки отводов скатываются в бункер 22, В исходное положение шибер кассеты 21 возвращается противовесом при подъеме телескопической руки трансманипулятооа 20 с кассетой 21, после чего транс- манипулятор 20 возвращается к лотку 17,Из бункера 22 заготовки при помощи подвижной рамы попадают в лоток 23 с отсекателем 18, который поштучно выдает заготовки в устройство 4 (фиг, 7), Устройство 4 при помощи ротора 26 баками 27, подвижными от профильных стенок устройства 4, зажимает заготовку по торцам и смазывает ее внутреннюю поверхность во время вращения ротора 26, а затем баки 27 расходятся и заготовка...
Устройство для намотки полосового материала

Номер патента: 1710161
Опубликовано: 07.02.1992
Авторы: Белый, Вардзелов, Найденов
МПК: B21C 47/06
Метки: намотки, полосового
...того, высокая инерционность механизмов снижает надежность и точность работы устройства, что важно при его использовании в линиях обработки полосового металла, например, при нанесении макропрофиля на его поверхность в обжимных клетях. В этих случаях необходимы частые технологические остановки с целью контроля качества обработанного металла, а инерционность устройства при этом существенно влияет на точность работы,Цель изобретения - повышение надежности.8 устройстве, содержащем установленный на валу барабан, механизм поворота , барабана с приводным валом, прижим,механизм возвратно-поступательного перемещения прижима, а также узел связи указанных механизмов между собой, механизм поворота барабана выполнен в виде соединительной муфты с...
Устройство для намотки нескольких полос с натяжением

Номер патента: 1710162
Опубликовано: 07.02.1992
Автор: Титов
МПК: B21C 47/06
Метки: намотки, натяжением, нескольких, полос
...направлении упорныйподшипник превращается в дифференциал,если придать вращение сепаратору в качестве водила, шарики, перекатываясь в жело 10 бах пары колец, выполняют рольсателлитов, а кольца; воспринимая враща- .тельное движение, играют роль ведомыхшестерен,На чертеже представлено устройство.15 продольный разрез,Устройство для намотки нескольких полос с натяжением содержит приводной вал1 с винтом-водилом 2, на малом буртикекоторого эацентрирован внутренний ряд20 упорных подшипников 3, подшипника-дифференциала 4 первой ступени, втулок 5 первой ступени.подшипников-дифференциалов 6 вторцйступени, втулок 7 второй ступени диффен 25 ренцирования. Внутренний ряд поджат в,осевом направлении при помощи малоготолкателя 8, малой пружины 9 и...
Установка для подготовки и размотки рулонов ленты

Номер патента: 1710163
Опубликовано: 07.02.1992
Автор: Чернец
МПК: B21C 47/24
Метки: ленты, подготовки, размотки, рулонов
...рулона одновременно по оси разжимного барабана и относительно отгибателя на приводных роликах улавливающего механизма в соче- тании с зажимом неприводной цангой,разжимного барабана, вращающейся от этих же приводных роликов через посредство самого рулона, а также благодаря быстроте и надежности задачи переднего конца рулона в правильную машину через приводные ролики улавливающего механизма, простоте и надежности торможения разжимного барабана. При этом вращение цанги разжимного барабана с рулоном через посредство приводных роликов не требует регулирования усилия натяжения ленты.На всем протяжении процесса от складирования до размотки в тянущих роликах правильной машины сохраняется постоян ство технологической.и измерительной базы,...
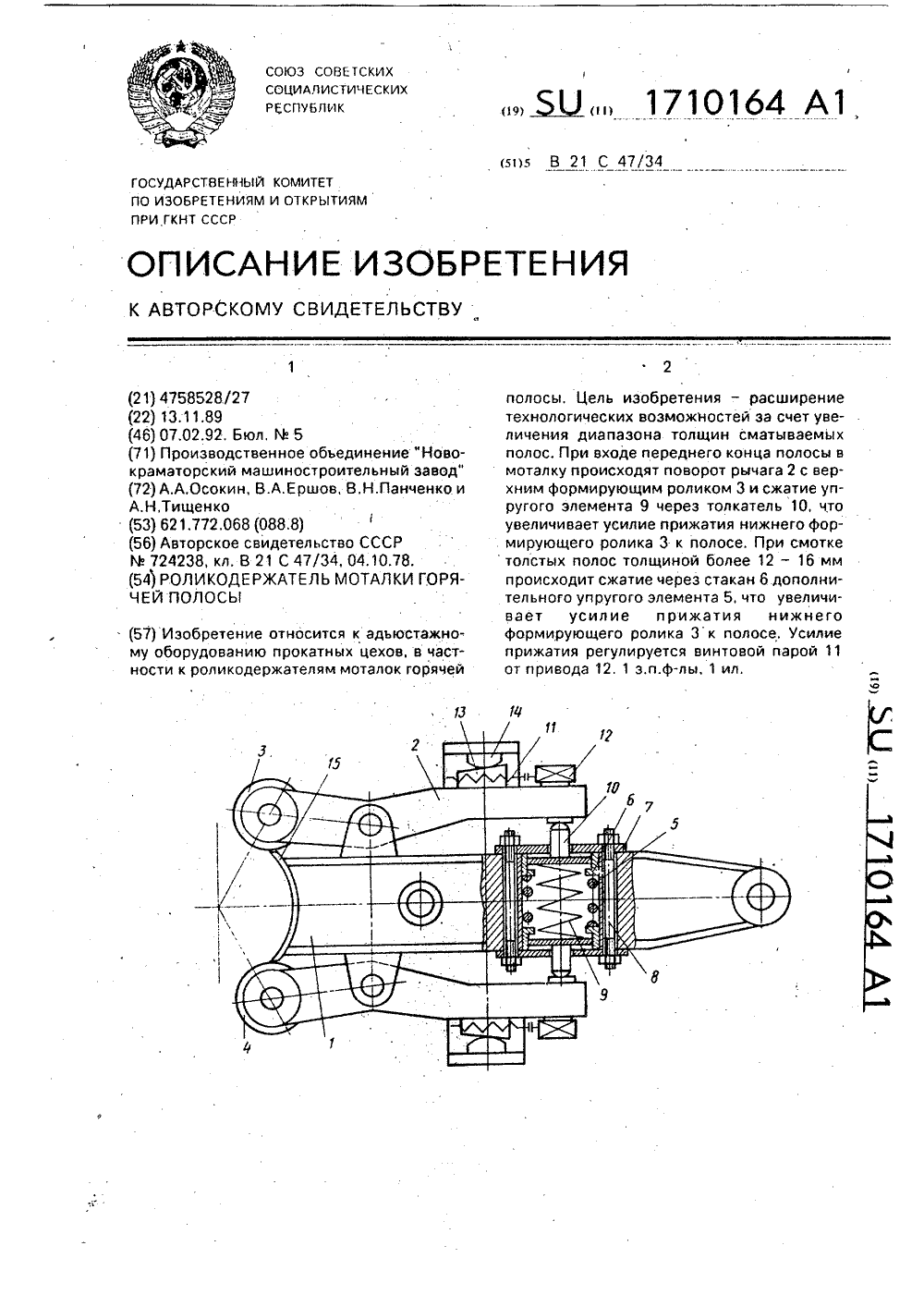
Роликодержатель моталки горячей полосы
Номер патента: 1710164
Опубликовано: 07.02.1992
Авторы: Ершов, Осокин, Панченко, Тищенко
МПК: B21C 47/34
Метки: горячей, моталки, полосы, роликодержатель
...и воэможностью взаимодействия с последними, атакже дополнительным упругим элементом,55 установленным концентрично основномуупругому элементу между стаканами, что позволяет на одной моталке формировать тонкие полосы усилием основного упругогоэлемента, а толстые полосы усилием основного и дополнительного упругих элементов.Узел регулирования положения рычагов от-. При смотке полос толщиной свыше 12 носительно кассеты позволяет регулиро-. 16 мм роликодержатель работает следуювать зазор между фланцем толкателя и щим образом,стаканом, тем самым определить момент При входе переднего конца полосы всрабатывания дополнительного упругого 5 моталку толщиной, больше расстояния межэлемента ду фланцем толкателя 10 и стаканом 6, верИсключениехотя бы...
Способ прессования труб из сплошных цилиндрических заготовок

Номер патента: 1712021
Опубликовано: 15.02.1992
Авторы: Букин-Батырев, Смуров
МПК: B21C 23/08
Метки: заготовок, прессования, сплошных, труб, цилиндрических
...контейнера 3 и контрпуансона 4. Поэтому диаметр контрпуансона 4 может быть меньше внутреннего диаметра прессуемой трубы 7 и точная его установка по оси прессования не обязательна. В конце процесса прессования, когда вершина углубления 2 в заготовке 1 приближается к торцу контрпуансона 4, под действием радиального давления среды 6 происходит разрыв металла и увеличение диаметра образующего отверстия на последнем участке хода пуансона 5. Расширение отверстия происходит благодаря блокированию среды 6 в зазоре между торцами двухступенчатого контейнера,3 и контрпуансона 4 металлом заготовки 1, находящимся в пластическом состоянии. Как только двухконусные углубления 2 сравняются с краем контрпуансона 4 блокирование нарушается, давление в...
Пресс для получения панелей прессованием

Номер патента: 1712022
Опубликовано: 15.02.1992
Авторы: Барабанов, Демин, Егоров, Кочев, Малофеев, Мишулин, Нагаев, Шляхин
МПК: B21C 27/00
Метки: панелей, пресс, прессованием
...для прессования заготовки 6 и контейнеродержатель 7 с контейнером 8, На неподвижной траверсе 1 установлены гидроцилиндр 9 для перемещения подвижной траверсы 4 и цилиндры 10 для перемещения, контейнеродержателя 7 и контейнера 8, Контейнеродержатель 7 оснащен гидроцилиндрами 11 с клиновыми ползунами 12. На траверсе 2 установлены плиты 13, 14 с возможностью их смыкания и раэмыкания при помощи штоков гидроцилиндров 15, На плитах 13, 14 установленывкладыши 16-19. Вкладыши 16, 17 фиксируются в сборе внутренней поверхностью конусного кольца 20 с выступами 21,5 Работа пресса осуществляется в следующей последовательности.Заготовку 6 устанавливают в полость,образованную вкладышами 18, 19, которыеразмещены в отверстии контейнера 8. Пере 10...
Способ изготовления электросварных изделий

Номер патента: 1712023
Опубликовано: 15.02.1992
Авторы: Блинов, Старшинов, Суворов, Шабалин
МПК: B21C 37/08, B23K 37/08
Метки: электросварных
...степени прогрева металла, а также изменяется количество грата, 5 проходящее в единицу времени "пятно"контакта грата с кислородом. Неравномерность ширины и особенно толщины штрипса также вызывают колебания высоты грата, что при постоянном расходе кислорода при водит к неравномерному сгоранию грата и кнекачественной поверхности трубы, Таким образом, при изменении параметров сварки, влияющих на высоту грата или скорость сварки, необходимо корректировать плот ность кислорода, скорость истечения кислорода из сопла или угол наклона кислородной струи. Наиболее просто изменять давление кислорода, что при постоянных параметрах этой системы изменяет 20 скорость истечения кислорода. В предлагаемом способе в каждый момент времени определяют...
Устройство для получения отводов на трубчатых заготовках

Номер патента: 1712024
Опубликовано: 15.02.1992
Авторы: Замчалкин, Перчихин, Стариков
МПК: B21C 37/29
Метки: заготовках, отводов, трубчатых
...и б - начальное положение отводов; б - положение отвода б во вращающейся части матриц 2 после разворота на угол а), надевают на пуансоны 16 кольца 21 и 22 и всю сборку устанавливают на прессе между плоскими плитами. К сборке прикладывают сжимающее усилие Р, которое через кольца 21 и 22 смещает части матриц навстречу одна другой. При этом одновременно происходит сжатие эластичных элементов 18 и 19, которые производят выпучивание заготовки в отводах матрицы. Выпучивание продолжается до тех пор, пока ограничители 7 и 8 не сожмут упругие элементы 9 и 10 и не войдут за срез ограничительного кольца 3. Тогда торцы частей матрицы упрутся в торцы ограничительного кольца 3 и процесс формовки прекратится Снимают нагрузку, освобождают пуансоны 16 и...
Автоматическое устройство для клеймения

Номер патента: 1712025
Опубликовано: 15.02.1992
Автор: Кручинин
МПК: B21C 51/00
Метки: автоматическое, клеймения
...1электропневмоклапан 24, электрически свя ющую позицию .занный с приводом поворота диска, и двамикровыключателя 25, установленные наОчередное изделие 10 поступает в гнезстанине против соответствующего упора 16 до 9, и цикл повторяется. При этом предыдусиловых цилиндров 14 и задающие. работу щая деталь смещается на следующуюпоследних в автоматическом цикле. Микро позицию для нанесения второго знака марвыключатели 25 последовательно электри- кировки, после чего при последующем повочески соединены друг с другом, с роте диска деталь попадает на позициюфотоэлементом 22 и электропневмоклапа- выгрузки и по лотку 13 скатывается в тару.Использование предлагаемого изобрелости одного силового цилиндра 14 20 тения позволяет за счет повышения...
Рабочая клеть прокатного стана

Номер патента: 1713700
Опубликовано: 23.02.1992
Авторы: Гулько, Малыгин, Нагорнов, Панов, Шеркунов
МПК: B21B 13/00, B21C 3/08
Метки: клеть, прокатного, рабочая, стана
...подушками 4 и винтами 15 устанавливаются стаканы 22.Шестерни 14 индивидуальными средствами их вертикального перемещения (на черт.не показано) выводятся из зацепления с центральной шестерней 17. Вращением центральной шестерни 17 каждая из сферических поверхностей стаканов 22 .вводится в соприкосновение с пятой соответствующего винта 15. Фиксатор взаимных вертикальных перемещений, станины 1 и промежуточного основания 11 выводится в нерабочее положение, а шестерни 14 индивидуальными средствами их вертикального перемещения (на черт.не показано) вводятся в зацепление с центральной шестерней .17 и вращением последней устанавливается заданный размер. калибра по высоте. Устройством осевой регулировки 9 нижнего рабочего валка 3...
Зажим для металла

Номер патента: 1713706
Опубликовано: 23.02.1992
Авторы: Горбатюк, Павлов, Шаповал
МПК: B21B 39/24, B21C 1/28
...образом, в предлагаемом зажиме для металла реализуется ряд конструктивных мер, направленных на повышениенадежности защемления металла и быстродействия зажима, Так, выполнение промежуточных тел в виде пластин позволяетсущественно уменьшить их массу, Этоуменьшает частоту ссбственных колебаний зажима; повышается быстродействие зажима и, следовательно, производительностьпроцесса циклического деформированияметалла.Снабжение промежуточных тел 6 отдельными направляющими 4 с индивиду-.альными регулировочными клиньями 5позволяет достичь строгой параллельностизажимных губок 2, тем самым равномерногораспределения давления губок на металл 8,Это предотвращает проскальзывание металла относительно губок и способствуетдополнительному...
Способ изготовления светопроводящего кабеля и устройство для его осуществления

Номер патента: 1715200
Опубликовано: 23.02.1992
Авторы: Герхард, Харри, Эвальд
МПК: B21C 37/06
Метки: кабеля, светопроводящего
...первая формовочная секция 7 снабжены приводом, который обеспечивает металлической ленте 2 перед сварочным устройством 9 продвижение вперед, компенсируя усилия., а охлаждающее устройство 14 способствует тому, что не все сечение трубы нагревается подаваемым сварочным током, так как нагревание ограничивается зоной сварного шва.На фиг, 2 изображена профильная проекция кромкообрезного устройства 4, состоящего из двух роликов 18 и 19, между. которыми пропускают алюминиевую ленту 2. Ролик 18 снабжен двумя режущими кромками 20 и 21, которые от ленты 2 отрезают боковые полосы 22 и 23, наматываемые в дальнейшем известным способом. Ролик 1925 и опорные ролики 28 и 29 сообщают крае 50 55 5 10 15 20 30 35 40 45 снабжен на одной стороне клиноременным...
Способ непрерывного производства электросварных труб с покрытием внутренней поверхности цветными металлами и линия для его осуществления

Номер патента: 1715463
Опубликовано: 28.02.1992
Авторы: Блинов, Гусева, Липкин, Цунин
МПК: B21C 37/08
Метки: внутренней, линия, металлами, непрерывного, поверхности, покрытием, производства, труб, цветными, электросварных
...технологическихрежимов) производят с помощью переносного или стационарного приспособления.В качестве покрытия могут наноситься цинк и сплавы на его основе, в том числе известный сплав "гальфан" (А 5, Еп 95сдобавкой редкоземельных элементов лантана и церия(0,05 ). При этом подготовка поверхности полосового материала осуществляется путем очистки и от жировых загрязнений и окислов и флюсования в 101520303540 на его верхнюю сторону флюса-расплаваили слоя цинка толщиной 7-20 мкм, а сваркапроизводится при подаче защитной атмосферы (инертного газа) в зону сварки внутритрубы,Флюс-расплав на верхнюю сторону полосового материала наносится путем засыпки подогретого порошка или заливки(непрерывной или дозируемыми порциями)после предварительного...
Технологическая линия для производства спиральношовных гофрированных труб

Номер патента: 1715535
Опубликовано: 28.02.1992
Авторы: Бибик, Друян, Заикин, Зарицкий, Канов, Лось, Макрицкий, Новицкий, Плискановский, Россинский
МПК: B21C 37/12, B23K 37/04
Метки: гофрированных, линия, производства, спиральношовных, технологическая, труб
...устройство 5, стан 6 для профилирования гофров, нагревательное устройство 7, стан 8 для раскатки гофров, дисковые ножницы 9, подающую машину 10, нагревательное устройство 11, формующее устройство 12 с направляющим люнетом, сварочную аппаратуру 13, отрезное устройство 14, агрегат 15 отделки труб, станки 16 для обработки торцов труб, устройства 17 для ультразвукового и рентгенотелевизионного контроля швов и пресс 18 для гидроиспытания готовых труб,Линия работает следующим образом.Рулонная полоса после центровки по оси линии в разматывателе 1 подается в листоправильную машину 2. Выправленные концы рулонов обрезают гильотинными ножницами 3 и сваривают в стыкосварочной машине 4 в непрерывную полосу, участки которой индукторами...
Разжимной барабан для размотки полосового металла

Номер патента: 1719123
Опубликовано: 15.03.1992
Авторы: Кагановский, Окунь
МПК: B21C 47/30
Метки: барабан, металла, полосового, разжимной, размотки
...обоймы с окнами по числу сегментов,размещение в окнах обоймы сегментных накладок с возможностью радиального и осевого перемещения их, элементы фиксации сегментных накладок относительно обоймы, выполнение каждой пары сегментов и сегментных накладок с призматическими направляющими парами, размещенными на сопряженных поверхностях сегментов и накладок, фиксатор положения накладки относительно сегмента, выполненный в виде закрепленной на накладке выдвижной шпонки, и сопряженного с последней отверстия, выполненного на поверхности сегмента.На фиг, 1 показан предлагаемый барабан, продольный разрез; на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг, 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - обойма с сегментными накладками в...
Способ изготовления арматурной проволоки

Номер патента: 1720768
Опубликовано: 23.03.1992
Авторы: Востриков, Мамаев, Муштей
МПК: B21C 1/00
Метки: арматурной, проволоки
...волоке, согласно изобретению предварительно заготовку деформируют в волоке с овальным калибром, установленной в едином технологическом потоке с профилирующей, перед ней, при этом степень обжатия по1720768 Составитель Н,УмнягинаТехред М,Моргентал Корректор М.Кучерявая Редактор Н.Химчук Заказ 913 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101 малой оси овала устанавливают равной 3 - 6 о Способ изготовления арматурной проволоки осуществляется следующим образом.Заготовка после чистовой волоки попадает в волоку с овальным калибром и далее в профилирующую роликовую волоку для...
Способ прессования труб из сплошных цилиндрических заготовок

Номер патента: 1720769
Опубликовано: 23.03.1992
Авторы: Букин-Батырев, Смуров
МПК: B21C 23/08
Метки: заготовок, прессования, сплошных, труб, цилиндрических
...(смесь глицерина с этиленгликолем или технологическая смазка). С целью устранения утечек среды 5 пуансон 3 снабжают соответствующим уплотнением (не показано). Уплотнение контейнера 2 осуществляется металлом заготовки 1, осаживающейся в ходе выдавливания.Под действием пуансона 3 и радиального давления среды 5, объем которой равен объему цилиндра с диаметром, равным диаметру контрпуансона 4, и высотой, равной толщине стенки трубы 6, происходит разрыв металла и увеличение диаметра образу. ющегося отверстия (фиг. 4). Расширение отверстия происходит до тех пор, пока металл находится между контейнером 2 и торцом контрпуансона 4, уплотняя собой этот зазор. Как только края отверстия сравниваются с краем контрпуансона 4 уплотнение нарушается,...
Способ получения рабочей поверхности тягового барабана волочильной машины

Номер патента: 1722643
Опубликовано: 30.03.1992
Авторы: Аврутин, Агеев, Анциферов, Митрофанов, Озерский, Радостев
МПК: B21C 1/14
Метки: барабана, волочильной, поверхности, рабочей, тягового
...при следующем соотношении компонентов в грануле, мас, ,ь:Карбонитрид титана 30 - 40 Никель 50-60 Молибден 8 - 12 Известен способ упрочнения тягового барабана. однослойным покрытием рабочей поверхности, однакО интенсивный износ покрытий на основе Ю/С, Сг 20 з, А 20 з и т .д, объясняется, в первую очередь, низкой когезионной прочностью оксидных покрытий,а в случае использования карбидных систем - присутствием эффекта "медного разбухания", в основе которого лежит взаимодействие карбидов с медью, что приводит к разрушению покрытий. Существенным отличительным признаком является то, что на рабочую поверхность тягового барабана наносят однослойное композиционное покрытие, Установлено, что материал на основе кэрбонитрида титана с...
Способ волочения труб

Номер патента: 1722644
Опубликовано: 30.03.1992
Авторы: Бовшовская, Сизоненко
МПК: B21C 1/24
...заднего конца заготовки.На фиг.1 представлена схема протяги- вания заготовки на цилиндрической удерживаемой оправке; на фиг,2 - протягивание заднего конца заготовки совместно с цилиндрической оправкой; на фиг,З - стягивание заднего конца трубы с оправки,Способ осуществляют следующим образом,В полость подготовленной к волочению заготовки 1 вводят закрепленную на стержне 2 цилиндрическую оправку 3. Заготовку 1 вместе с цилиндрической оправкой 3 задают в волоку 4, захватывают ее за передний конец волочильной тележкой (не показана) и осуществляют волочение трубы на закрепленной цилиндрической оправке 3 (фиг,1). Перед окончанием волочения стержень 2 освобождают от удержания и заготовка 1 протягивается через волоку 4 совместно с...
Устройство для электроконтактного нагрева изделий в процессе волочения

Номер патента: 1722645
Опубликовано: 30.03.1992
Автор: Гордиевских
МПК: B21C 3/14
Метки: волочения, нагрева, процессе, электроконтактного
...металлических шариков. Для осуществления контактного нагрева в процессе волочения реализуется двуплечая схема подвода тока (фиг,2). Волока 7 при этом расположена между двумя устройствами.Устройство работает следующим образом.Нагреваемое в процессе волочения изделие б пропускают через волоку 7. расположенную между устройствами А и В, и укладывают в разрезы емкостей из диэлектрического материала и металлических пластин, соединенных с электроподводом.Включают намоточное устройство не показано) и одновременно подают электрический ток на металлические пластины 2 устройств А и В (фиг.2).За счет натяжения изделие погружается в металлические шарики, находящиеся в охлаждающей жидкости, В качестве охлаждающей жидкости используется...
Устройство для удаления грата из полости трубы

Номер патента: 1722646
Опубликовано: 30.03.1992
Авторы: Гасюк, Метелин, Чижик, Шолин
МПК: B21C 37/00
Метки: грата, полости, трубы, удаления
...А на фиг,1; на фиг,3 - вид Б на фиг.1; на фиг,4 - телескопическая пружина,Устройство состоит из ступенчатой оправки 1, на которую соосно с двух концов посажены на скользящей шпанке 2 две идентичные протяжки 3 и 4, закрепленные гайками 5 и 6(фиг,1), Корпус каждой протяжки имеет жесткую крестообразную форму (фиг,2), В каждом,из трех одинаковых ребер корпуса выполнены продольный паз и радиальные отверстия, в которых установлены своей цилиндрической частью опорные элементы 7 с заборной частью 8, прижимаемые телескопическими пружинами 9 к внутренней поверхности трубы 10. Палец 11, размещенный в овальном отверстии 12 опорного элемента, предотвращает выпадение последнего из корпуса. Четвертое нижнее ребро несет на себе установленные впотай две...
Способ изготовления прямошовных труб

Номер патента: 1722647
Опубликовано: 30.03.1992
Авторы: Вдовин, Ламин, Лебедь, Марар, Мельник, Пелешко, Попов, Ульянов, Фурманов, Хаустов, Цапко
МПК: B21C 37/08, B21C 37/30
Метки: прямошовных, труб
...зависит отинтенсивности охлаждения шва, расстояния и скорости сварки, При постоянных рас. стоянии от места сварки и интенсивности35 охлаждения стабильную температуру в деформируемой зоне можно получить, установив интенсивность подогрева этой зоныобратно пропорционально скорости сварки(подачи заготовки), При этом, чем больше40 скорость сварки, тем меньше устанавливают интенсивность нагрева (величина тока) инаоборот. Величину тока в данном случаепринимают 1000 в 15 А,Нагрев шва начинают на участке заго 45 товки с температурой, меньшей точки Агз на50 - 100 С, т,е. 850 - 900 С, где Агз критическая температура начала выделения феррита аустенита для материала сварного шва.Благодаря подводу электрического токак резцам 3 и 4 одновременно с...
Способ изготовления сварных холоднодеформированных труб

Номер патента: 1722648
Опубликовано: 30.03.1992
МПК: B21C 37/08
Метки: сварных, труб, холоднодеформированных
...повышение пластичности в зоне соединения. При этом снижается тенденция к разрушению сварных труб по соединению при холодной деформации. Схема напряженного состояния процесса ротационной ковки более благоприятна по сравнению с волочением, что также способствует повышению качества труб при холодной деформации из-за исключения тенденции рэстрескивания зоны соединения,При ротационной ковке не требуется специальная подготовка поверхности труб перед деформацией и концов для захвата. Все факторы позволяют снизить производственные затраты. При ротационной ковке обеспечивается хорошая деформационная проработка металла, что важно для повышения качества труб.В качестве примера рассмотрим получение холоднодеформированных труб из стали ОХ 18 Н 10 Т...