B21C — Производство листового металла, проволоки, прутков, труб или профилей иначе, чем прокаткой; вспомогательные операции, применяемые при обработке металлов без удаления материала
Стан для производства электросварных прямошовных труб

Номер патента: 1391754
Опубликовано: 30.04.1988
Авторы: Белый, Бондаренко, Бураковский, Коломенский, Лебедь, Машинсон, Петрунин, Ульянов, Фурманов, Щербина
МПК: B21C 37/08
Метки: производства, прямошовных, стан, труб, электросварных
...6 , определяющая разницу в подъеме дна нижней образующей в данной клети по сравнению с предыдущей клетью, определяется необходимой величиной продольного изгибающего момента, создаваемого этим перегибом заготовки и обеспечивающего повышение продольной устойчивости кромок перед сваркой. Продольная устойчивость зависит при про 55 чих равных условиях от тонкостенности труб, т.е, от отношения О/Я и от расстояний Е, между калибрами. Продольная устойчивость уменьшается с увеличецием П/8 и с увеличением расстояниямежду калибрами, Поэтому сувеличением П/Б и 1, необходимо по 1вышать продольный изгиб заготовки,т.е. увеличивать величину прогиба циней образующей заготовки и, следовательно, увеличивать величицу д . К.о- (0,5 - 2,5) 10 -...
Устройство для изготовления сварных спиральношовных труб

Номер патента: 1391755
Опубликовано: 30.04.1988
Авторы: Ванинский, Вердеревский, Грум-Гржимайло
МПК: B21C 37/12
Метки: сварных, спиральношовных, труб
...спиРальношовных труб состоит из механизма подачиполосы, проводки 2, формовочного узла 3, сварочндй клети,в состав которой входят калибрующиеролики 4 и ролики 5, поддерживающиесвариваемые кромки. Калибрующие роли Оки 4 снабжены механизмом 6 их радиального перемещения с регулятором 7 давления,Работа устройства осуществляетсяследукццим образом, 25Стальную полосу с помощью механизма подачи 1 направляют под углом формовки через проводку 2 в формовочныйузел 3, в котором она сворачиваетсяв трубную заготовку, которая попадает в калибрующие ролики 4. Затемк калибрующим роликам 4 прикладывается постоянное сварочное давление,создаваемое с помощью механизма 6радиального перемещения и регулятора7 давления Кромки, разогретые до З 5температуры...
Способ штамповки осесимметричных деталей из цилиндрических заготовок

Номер патента: 1391756
Опубликовано: 30.04.1988
МПК: B21C 37/29, B21D 41/02
Метки: заготовок, осесимметричных, цилиндрических, штамповки
...равным м = 12-15Прогиб рассчитывается по Формуле 15 После достижения давления= спри относительном сближении плоских 20 Ь полуматриц - = 0,045 + 1,5 БЙ (чтосоответствует относительному зазору 8Ч/с 1 = 1,68 - (1,189 + 126,25 - )5дй 45) а для О -титановых сплавов - Функцией 50Ц/Ц = 1,2 - (0,123 + 3,94 - )хьй1,639 - )5- (0045+1 5 - )1 8йюУ д При величине зазора, меньшей чем55 п/Й, при дальнейшей осадке цилиндрический очаг деформации между плоскими полуматрицами выпучивается наружу даже без приложения внутреннего- 0 045 + 1 5 Б/с 1) давление 25Фжидкости в эластичной подушке 6 уменьшают по степенному закону, характер которого представлен на фиг. 4 (участок 2-3), Положение полуматриц и за 30 готовки в этот момент показан на фиг, 2, Уменьшение...
Матрица для гидравлической штамповки

Номер патента: 1391757
Опубликовано: 30.04.1988
МПК: B21C 37/29
Метки: гидравлической, матрица, штамповки
...полу 1 атриц 2, которые замыкают и удерживают в этом состоянии с постоянным усилием Р, создаваемым гидравлическим прессом (Фиг.З). При этом мате 35 риал полуматриц в зависимости от усилия смыкания неравномерно упруго деформируется от продольной полости матрицы к периферии. В процессе осад 40 ки трубчатой заготовки 1 и создания внутреннего давления возникающие контактные напряжения 0, действующие на поверхности продольной полости полуматриц, стРемятся упРуго РаскРыть 45 матричный блок (Фиг.З). В то же время, предварительное напряженное состояние полуматриц, равное Ь, компенсирует упругое раскрытие и обеспечивает постоянный контакт между ними на протяжении всего цикла гидроштампов 50 ки.П р и м е р. Проводят гидравлическую штамповку...
Способ образования мотка

Номер патента: 1391758
Опубликовано: 30.04.1988
Авторы: Костяков, Мазур, Марков, Тригуб
МПК: B21C 47/00
Метки: мотка, образования
...спирали осуществляют пгцдчу охладителя по винтовой пицци формирования ее витков, Охлдлв тд.,цм образом полученную спирдль до дддцной температуры, прекрдщдют цоддчу охладителя и спираль с двух сторон с;кимдют с помощью специд ьцо о гцмдющего устройства да перекртиявитков по всей ширине смдтьпдг".ой полосы, Получеццьпю таким обрд ом рудо направляется дальше для поглцнпго передела, При этом охладить,"о и не подавать (исходя цэ требдц.гго ьтехаццчес кцм стс)цстлдм готовог ометалла) .П р и м е р. Проклтинлют л горччетс ос то я н иц тр ц п)ло с.и т олшц ной 2 ммц шириной 300 мм цз стл.пи ) сп,0 дцу полосу сдтиллют цл моталке врулон с внутренним диаметром 100 мми наружцим 200 1 т, рулон охлаждаютна воздухе, вторую свертинают в спираль в виде...
Устройство для натяжения длинномерного материала

Номер патента: 1391759
Опубликовано: 30.04.1988
Автор: Гуревич
МПК: B21C 47/16
Метки: длинномерного, натяжения
...работает следующим образом.Конец наматываемого материала 18 закрепляют на барабане 19. Затем магериал 18 пропускают между лентами 7 и зажимают Рго, прижимая часть 9 корпуса к чаги 10 через пружины 12. Вращаясь против часовой стрелки, барабан 19 натягивает материал 18.Одновременно благодаря упругим лентам 7 части 9 и 10 корпуса сдвигаются в сторону барабана 19, растягивая пружину 14. Лодтормаживание упругих лент 7 осуществляется при помощи диска 15, который воздействует на ось 5 с роликом 6, замедляя вращение последнего, т,е. дополнительно притормаживая намотку материала, препятствуя его деформации.Технико-экономический эффект от внедрения изобретения по сравнению . с базовым объектом обеспечиваетсяповышением качества...
Способ контроля качества волочильного инструмента

Номер патента: 1391760
Опубликовано: 30.04.1988
Авторы: Воронин, Гуров, Сафина
МПК: B21C 51/00
Метки: волочильного, инструмента, качества
...А, СергеевТехред М.Дидык Корректор М. Демчик Редактор С, ЛисинаЗаказ 1845/13 ФПодписное Тираж 709 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-полиграфическое предлриятие, г. Ужгород, Ул. Проектная,Изобретение относится к контролю качества волочильного инструмента,преимущественно алмазных волок, иможет быть использовано при подборе волок, применяемых, например, припроизводстве проволоки.Цель изобретения - повышение точности определения дефектов рабочейЗОНЫ ВОЛОКИ,На чертеже представлено устройство, реализующее предлагаемый способ. Устройство содержит раэмоточное устройство 1, проволоку 2, волоку 3, тензодатчики 4, возбудитель 5 колебаний проволоки,...
Штамп для калибровки полых цилиндрических изделий разных диаметров

Номер патента: 1391778
Опубликовано: 30.04.1988
Автор: Ляховский
МПК: B21C 37/30, B21D 41/04
Метки: диаметров, калибровки, полых, разных, цилиндрических, штамп
...круг,Штамп работает следующим образом.Фильтровальный элемент, полученный путем спекания металлических порошков, имеющий различную эллипсичность по длине, помещается в полостьмежду секциями 2 матрицы. При сжатиисекций матрицы (усилиями Г, например,путем воздействия. бойка пресса) осуществляется калибровка изделий по55диаметру и длине.Установка шаблонов 5 может бытьосуществлена калибровка фильтрональных элементов различного диаметра. Выдержать допуск с большой точностью между плоскостями секций, образованных при смыкании, можно путем нзаимного перемещения клиновой пары шаблона. Осуществить носстановление штампа для его многократного использования можно на .нюбом плоскошлифовальном станке. Для этого после его разборки каждую...
Способ изготовления профильных заготовок

Номер патента: 1393492
Опубликовано: 07.05.1988
Авторы: Бурмистров, Замараев, Упшинский
МПК: B21C 23/01, C21D 7/04
Метки: заготовок, профильных
...слитокподают в индукционную печь с защитнойатмосферой, Плавный и быстрый нагревпозволяет получать качественные (без 55окалины) слитки, Горячее прессованиепроизводят для получения профильнойзаготовки 8, Торец 9 слитка 1, под"вергнутый большему гидромеханическому обжатию, располагают со стороныматрицы 10 в контейнере 11.П р и м е р, ЭШП стали 10 Р 6 М 5осуществляют на установке Рприследующих электрических режимах: напряжение 43 В, сила тока 2,5 А, Кристаллизатор диаметром 175 мм, высотой750 мм и конусностью 3 охлаждают водой, Высота сферической части слитка75 мм, Вес слитка 120 кг,Выбранный режим выплавки позволяет получать слиток с волнистой поверхностью с высотой гребешков 1,82 мм, В процессе выплавки слитка вустановке ЭШ производят...
Способ изготовления труб большого диаметра

Номер патента: 1393493
Опубликовано: 07.05.1988
МПК: B21B 19/02, B21C 37/08
Метки: большого, диаметра, труб
...после отливки и разрезки на краты.Сформированную цилиндрическую заготовку подают к сварочным устройствам, например к автоматам для электрошлаковой сварки, и производят сварку прямым швом. После сварки заготовку нагревают до 1150-1250,Г и прокатывают ца готовый размер преимущественно на станах винтовой прокатки с удлинением заготовки до 2,5 раза при первой прокатке и до 2 раэ при второй. С уменьшением толщины стенки трубы допустимое удлинение за проход из-за возможности потери устойчивости поперечного сечения трубы необходимо снижать до значений 1,51,0.Способ не исключает возможность применения для горячей деформации способов продольной прокатки и пресВ связи с отсутствием специализированного оборудования возможность практической...
Тяговое устройство волочильной машины

Номер патента: 1395401
Опубликовано: 15.05.1988
Авторы: Винницкий, Гомельский, Калита
МПК: B21C 1/14
Метки: волочильной, тяговое
...изобретения является улучшение ремонтнопригодности тягового устройства.На фиг. 1 изображено тяговое устройство, разрез; на фиг. 2разрез А-А на фиг. 1. На ступице 1 тягового устройства в базовых проточках на определенном расстоянии размещены разрезные базовые детали -- фланцы 2. Между фланцами 2 одной ступени размещен бандаж 3 в виде двух полу- колец. По наружному диаметру фланцы 2 охватывает хомут 4, з пазу которого размещена шпилька 5 и гайки 6. В пазах фланца 1 между полукольцами бандажа 3 расположена фигурная шпонка 7.Сборку тягового устройства осуществляют следующим образом.В направляющие проточки ступицы вкладываются разрезные фланцы 2, между ними вкладывается фигурная шпонка 7. На фланцы 2 надевается хомут 4, далее...
Устройство для размотки проволоки

Номер патента: 1395402
Опубликовано: 15.05.1988
МПК: B21C 47/18
...выполнены в виде установленного на балке 5 блока роликов 10 и 11. Бухтодержатель содержит нижнее2 и верхнее 13 основания, центральную втулку 14 и распорки 15. Распорки 15 установлены с возможностью регулировки с помощью болтов 16, упирающихся в центральную втулку 14. Верхнее основание 13 фиксируется болтами 17.Устройство работает следующим образом.Подлежащую размотке бухту 18 проволоки размещают на нижнее основание 12 бухтодержателя 2, устанавливают на место верхнее основание 13. Бухту 18 центрируют распорками 15 через болты 16 и сверху прижимают верхним основанием 13 посредством болтов 17. Затем бухтодержатель 2 ь сборе с бухтой 18 надевают на штырь 3.Конец проволоки 4 пропускают через блок роликов 10 и 11 и прикрепляют к катушке...
Волочильная тележка

Номер патента: 1397113
Опубликовано: 23.05.1988
Авторы: Лемеш, Савин, Черепанов
МПК: B21C 1/28
Метки: волочильная, тележка
...имеющими кольцевые канавки 6 и выступы 7, взаимодействующие с кольце выми.канавками 8 и выступами 9 зажим ных плашек 5 и держателей 2. Плашки 5 содержат гладкую поверхность 10 и поверхность с насечкой 11, утопленной в тело плашки. Плашки имеют пневмопривод 12. 25Тележка работает следующим образом.Тележка с разведенными зажимными плашками 5 подводится к волоке, из которой выступает захватка. Пневмоприводом 12 зажимные плашки 5 тележки сводятся, осуществляя захват короткой захватки зоной зажимных плашек 5, на которой выполнена насечка 11. При выполнении изделия требуемой длины отрезное устройство осуще-, ствляет рез, зажимные плашки раскрываются, проволоченное изделие убирается. При возврате тележки в исходное положение отрезок...
Сварочное устройство

Номер патента: 1397114
Опубликовано: 23.05.1988
Авторы: Вердеревский, Вихрев, Гольберг, Лунин, Панюшкин, Пеньков, Шпигельман
МПК: B21C 37/08
Метки: сварочное
...устройство л внутренним охлаждением (фиг. 1) состоит из основания 1 и поворотных рычагов 2 л полыми шоволжимающими роликами 3, установленными на полых валах 4. Внутри каждого вала 4 л гарантированным кольцевым зазором 5 (фиг. 3) смонтирована на двух опорах 6 и 7 трубка 8. Опоры 6 и 7 выполнены л продольными концентрично ралположенными прорезями 9 (фиг, 2, 4). Кроме того, в опоре 6 выполнены сквозные радиальные каналы 10 (фиг, 2), проходящие через вал 4 и трубку 8.В нижней части вала 4 установлен коллектор 11 л дополнительной полостью 12, Коллектор 1 оснащен плавающей муфтой, состоящей из полумуфт 13 и 14, лоединенных упругим элементом 15. Устройство работает следующим образом, В процессе сварки охлаждающая среда от внешнего источника...
Способ гидростатического волочения тонкой проволоки

Номер патента: 1397115
Опубликовано: 23.05.1988
Авторы: Гусарова, Данилов, Матросов, Раханский
МПК: B21C 43/00
Метки: волочения, гидростатического, проволоки, тонкой
...заготовки в уплотнительной волоке приводит к фильтрации рабочей среды через образующийся кольцевой зазор в уплотнительной волоке. Жидкость под высоким давлением взламывает частицы окалины и окислов, оставшиеся после предварительной подготовки поверхности (электрохимического травления) и отгоняет их вместе с другими продуктами износа и загрязнениями от уплотняющей волоки.В полость высокого давления, и следовательно, в очаг деформации поступает очищенная заготовка, что обуславливает основные показатели процесса и их стабилизацию. Получена проволока из нержавеющих сталей 20 Х 13, ЗОХ 13 диаметром 0,1 - 0,25 мм с предельным отклонением по диаметру до 5 мкм и шероховатостью поверхности 0,16 мкм. "Фильтрация рабочей среды через уплотнительную...
Устройство для разматывания и заправки ленты рулона в захватные органы обрабатывающей машины

Номер патента: 1397116
Опубликовано: 23.05.1988
Автор: Козловский
МПК: B21C 47/22
Метки: заправки, захватные, ленты, обрабатывающей, органы, разматывания, рулона
...6 обнаружения конца ленты и электромагнит 7, а в зоне валков 3 и 4 закреплен упор 8, взаимодействующий с поворотным рычагом 9,установленным на каретке 1. Устройствоснабжено также кронштейном 10.Устройство работает следующим образом.П ри подаче рулона в разматывающиймеханизм ролики 5 начинают вращать рулонв направлении, противоположном размотке,Датчик 6, обнаружив конец ленты, подаеткоманду на реверс и лента, скользя вдольэлектромагнита 7, попадает в каретку 1. Под 25действием сил упругости ленты каретка 1перемещается по направляющим 2 до техпор, пока поворотный рычаг 9 не дойдет доупора 8. В результате взаимодействия с упором 8 рычаг 9 отклоняется, освобождая ленту, которая, образуя петлю размотки, по 162падает под валки 3 и 4. Каретка 1...
Устройство для маркирования изделий краской

Номер патента: 1397117
Опубликовано: 23.05.1988
Авторы: Пастернак, Прозоров, Самарин, Туйков, Цветков
МПК: B21B 15/00, B21C 51/00
Метки: краской, маркирования
...с возможностью огибания маркируемой поверхности изделия, а ветви г (холостые) повторяют профиль холостых канавок б копиров 13. Рычаги 5 расположены в нижней части копиров 13, причем центры тяжести их относительно осей качания смещены таким образом, что при движении маркирующей головки 3 в верхнее положение эти рычаги направляют движение роликов 18 подпружиненных штоков7 по холостым канавкам б копиров 13.Рычаги 16 расположены в верхней части копиров 13, причем центры тяжести их относительно осей качания смещены таким образом, что при движении маркирующей головки 3 в нижнее положение эти рычаги направляют движение роликов 18 подпружиненных штоков 17 по рабочим канавкам б копиров 13. ЗО 35 40 45 50 55 Устройство для маркировки работает...
Способ изготовления проволоки круглого сечения из цветных металлов и сплавов

Номер патента: 1398944
Опубликовано: 30.05.1988
Авторы: Антонов, Джетымов, Милованов, Павлов
МПК: B21C 1/00
Метки: круглого, металлов, проволоки, сечения, сплавов, цветных
...проВолоки с общей вытяжкой 1 6-20 произФ4Водить отжиг при температуре нагрева от 0,2 до 0,65 температуры плавления материала проволоки.При использовании изобретения для получения биметаллической проволоки в очаг деформации одновременно с лентой вводят сердечник с исходным,диаметром в 1,3-3,0 раза меньшим, чем калибрующий поясок второй из сдвоенных волок.Уже после первого прохода в сдвоенной волоке. лента охватывает сердеч" ник по всему периметру, хотя прочное сцепление между оболочкой и сердечником достигается при дальнейшем волочении.При изготовлении биметаллической, проволоки согласно изобретению повышенной обрывности не наблюдается.При диаметре алюминиевой проволоки меньшем, чем 1,3 диаметра калибрующего пояска второй иэ...
Роликовая волока

Номер патента: 1398945
Опубликовано: 30.05.1988
Авторы: Логийко, Никифоров, Пономарев, Щеголев
МПК: B21C 3/08
...4 (фиг.1) или обой 55 ме-рычаге 8 (фиг.3): ось поворота обоймы 4 равноудалена от осей опорных роликов 3 в направлении рабочего1 н 11 нгде С, С контактные напряженияот сил Р , Р (фиг,1и 2);числа циклов контактных1напряжений С , С, выролика 2 и расположена вне треугольника центров рабочего 2 и опорных 3роликов, при этом от равнодействующей Р сил Р и Б (фиг,2), приложенныхк рабочему ролику 2, на обойму 4(или обойму-рычаг 8 устройства пофиг,3) с опорными роликами 3 действует момент Р е, убывающий до нуляпо мере поворота обоймы 4 (8) в равновесное положение, при котором плечо силы Р, е -- 0 и опорные ролики 3нагружены одинаково - силами Р (фиг,1)1при этом Р ( Р, устраняется перегрузка опорных роликов 3 на выходнойстороне волоки,В реальных...
Волока

Номер патента: 1398946
Опубликовано: 30.05.1988
Авторы: Васильев, Гринберг, Смирнов, Соколовский, Черненко
МПК: B21C 3/12
Метки: волока
...труб.Для регулирования размера выходного отверстия в процессе волочениянажимная гайка 3 и упорная гайка 4через зубчатые колеса 5 и 6, закрепленные на гайках 3 и 4, и зубчатыеколеса 7 и 8, закрепленные на валу 9,кинематически связаны друг с другоми общим приводом вращения,Волоку собирают следующим образом,В корпус 1 вставляют коническуювитую пружину 2 и затягивают нажимной гайкой 3 до момента упора конической витой пружины в гайку 4. Прииспользовании кинематической передачи дополнительно закрепляются зуючатые колеса 5 и 6 на гайках 3 и 4, ипри установке в волочильный стан онивводятся в зацепление с зубчатымиколесами 7 и 8,Волока работает следующим образом.В отверстие корпуса 1 волоки задают трубу. При волочении в первых походу...
Способ изготовления труб

Номер патента: 1400691
Опубликовано: 07.06.1988
Авторы: Акчурин, Араптанов, Богатов, Мижирицкий, Толстиков, Шадрин
Метки: труб
...жидкой смазки.МежДу проходами в момент окончания раздачи дополнительно на наружную поверхность трубы подают смазочную эмульсию.Труба на выходе иэ волоки и раздающего устройства имеет высокую температуру, поэтому при подаче смазки возникает прочное сцепление смазки с поверхностью трубы, смазка затягивается в очаг деформации, создавая благоприятные условия для повьппения качества наружной поверхности трубы,П р и м е р, Трубы иэ стали 45 подвергаются волочению на подвижной оправке диаметром 12,1 мм от размеров (15 1) мм до размеров (1 Э 0,45) мм н три прохода с обкаткой после каждого прохода без извлечения оправки из трубы между проходами, Подготовка труб для нолочения включает нанесение фосфатного подсмазочного покрытия и смазки....
Способ непрерывного изготовления труб

Номер патента: 1400692
Опубликовано: 07.06.1988
Авторы: Акчурин, Бабирь, Богатов, Васев, Мижирицкий, Попов, Титов, Шадрин, Шмелев
МПК: B21C 1/00
Метки: непрерывного, труб
...машинах обычной конструкции, установленных вне линии стана. В момент окончания изготовления труб из бунта, когда задний конец трубы находится в проводке, волочильную головку вводят в задний конец трубы на глубину в 1/2-4/5 от длины головки, Глубина введения 1 40 устанавливается в зависимости от коэффициента вытяжки р в волоке по фор- муле где 1 з - длина головки. 45Диапазон глубины введения головки соответствует диапазону коэффициентов вытяжки, наиболее применяемым при беэоправочном волочении, - 1,2 (глубина введения 4/5) - 2 (глубина введения 1/2). Точная установка нужной глубины введения обеспечивается регулировкой расстояния от переднего торца проводки участка соединения концов труб до волоки 4, В момент, когда задний торец...
Способ волочения труб

Номер патента: 1400693
Опубликовано: 07.06.1988
Автор: Гончаров
МПК: B21C 1/00
...осуществляется захват переднего конца заготовки волочильной тележкой 6, При этом отношение скорости перемещения последней к скорости перемещения тележки 3 равно 30 отношению диаметров заготовки и готовой трубы, В процессе волочения оправка втягивается в очаг деформации, врезается в стенку заднего конца заготовки изнутри до образования кольцевого надреза, и, когда тянущее усилие превышает усилие, необходимое для разрыва трубы, в месте надреза происходит отделение заднего конца от остальной части трубы. При этом благодаря действию упругой отдачи задний конец отталкивается в сторону, противоположную волочению, и сжимает пружину. После окончания процесса волочения тележка3 отводится в исходное положение, задний конец сталкивается с...
Привод перемещения каретки волочильного стана

Номер патента: 1400694
Опубликовано: 07.06.1988
Авторы: Баранов, Долбин, Еремеев, Кравченко, Соколовский
МПК: B21C 1/30
Метки: волочильного, каретки, перемещения, привод, стана
...станину 1, раэме" щенный в последней приводной от электродвигателя 2 через редуктор 3 вал 5 4, последовательно установленные на последнем тяговые барабаны 5 и 6, блок 7, жестко соединенный осью вращения с задним торцом волочильной каретки 8, обращенным к тяговым барабанам, размещенные у переднего торца каретки, обращенного к волоке 9, блоки 10 с натяжными устройствами в виде винтов 11, жестко соединенных с ними ползунов 12, в которых установлены ,25 оси вращения блоков О, и гаек 13, закрепленных на станине, и тяговый орган, имеющий по числу тяговых барабанов рабочие ветви 14 и 15. Рабочая ветвь 14 огибает блок 7, концами закреплена на среднем тяговом барабане 5 и выполнена в виде пакета плоских стальных лент. Рабочие ветви 15 огибают...
Способ волочения круглой заготовки

Номер патента: 1400695
Опубликовано: 07.06.1988
Авторы: Грудев, Должанский, Ковалев, Сигалов, Смаковский
МПК: B21C 3/14
Метки: волочения, заготовки, круглой
...телапри скольжении заготовки по его поверхности.оОтгиб концов каждого тела на 180с образованием крючков и разворот ихв противоположные стороны необходимдля обеспечения крепления тела с возможностью вращения на заготовке припропускании ее сквозь крючки тела иобеспечения прилегания ее к поверхности цилиндрического участка телапо винтовой линии. При изгибе концовокаждого тела на величину менее 180не обеспечивается крепление тела назаготовке, при изгибе концов каждогоотела на величину более 180 появляется необходимость разрезать заготовкудля пропускания ее сквозь крючкитела с последующим свариванием концов эаготонки встык.Выбор внутреннего диаметра крючков каждого тела равным 1,1-2,5 диаметра заготовки обусловлен необходимостью...
Способ калибрования труб

Номер патента: 1400696
Опубликовано: 07.06.1988
Авторы: Андреев, Дейнека, Заплаткин, Иванов, Калинушкин, Кирюхин, Князев, Коломенский, Негляд, Соболевский, Стома, Таничев, Фурса
МПК: B21C 37/30, B21D 41/02
Метки: калибрования, труб
...по овальности эа счет устранения влияния внеконтактньк эон деформации, при этом максимальное значение 1ограничивается длиной инструмента.Таким образом, использование предлагаемого способа калибрования обеспечивает изготовление сварных двухшовных труб большого диаметра для магистральных газопроводов с высокойточностью геометрических размеров.Предлагаемый способ калнброваниясварных двухшовных труб опробован вусловиях ТЭСЦ. Калибруют трубы размером 1420 мм с толщиной стенки15,7 им нэ стали на гидромеханическом экспандере фирмы "Тоггапсе" (США),калибрующая головка которого состоитиз 10 раздвигающихся в радиальном направлении сегментов, длиной рабочейчасти, равной 1370 мм, н имеющем надвух противоположньк сегментах пазы,расположенные в...
Устройство для размотки бухты проволоки

Номер патента: 1400697
Опубликовано: 07.06.1988
Автор: Неволин
МПК: B21C 47/22
Метки: бухты, проволоки, размотки
...на последнейступицу 4, опорный диск, выполненныйв виде кольца 5 и соединенных с ними ступицей 4 направляющих 6, полэуш"ки 7 с центрирующими стержнями 8 атакже смонтированные в направляющих 6перпендикулярно последним и параллельно основаниюоси 9 с роликами 10Ролики 10 охватываются попарногибкими тягами 11, которые верхнимиветвями соединены с полэушками 7, асвоими концами - с поворотной стойкой 3. В ползушках 7 установленывтулки 12, в последние ввернуты винты 13, которые фиксируют втулки 12относительно гибких тяг 11.35Устройство работает следующим образом.При подъеме кольца 5 вместе с ним поднимается и ступица 4, при этом гиб 40 кие тяги 11 перекатываются по соответ ствующим роликам 10 и перемещают ползушки 7 с центрирующими...
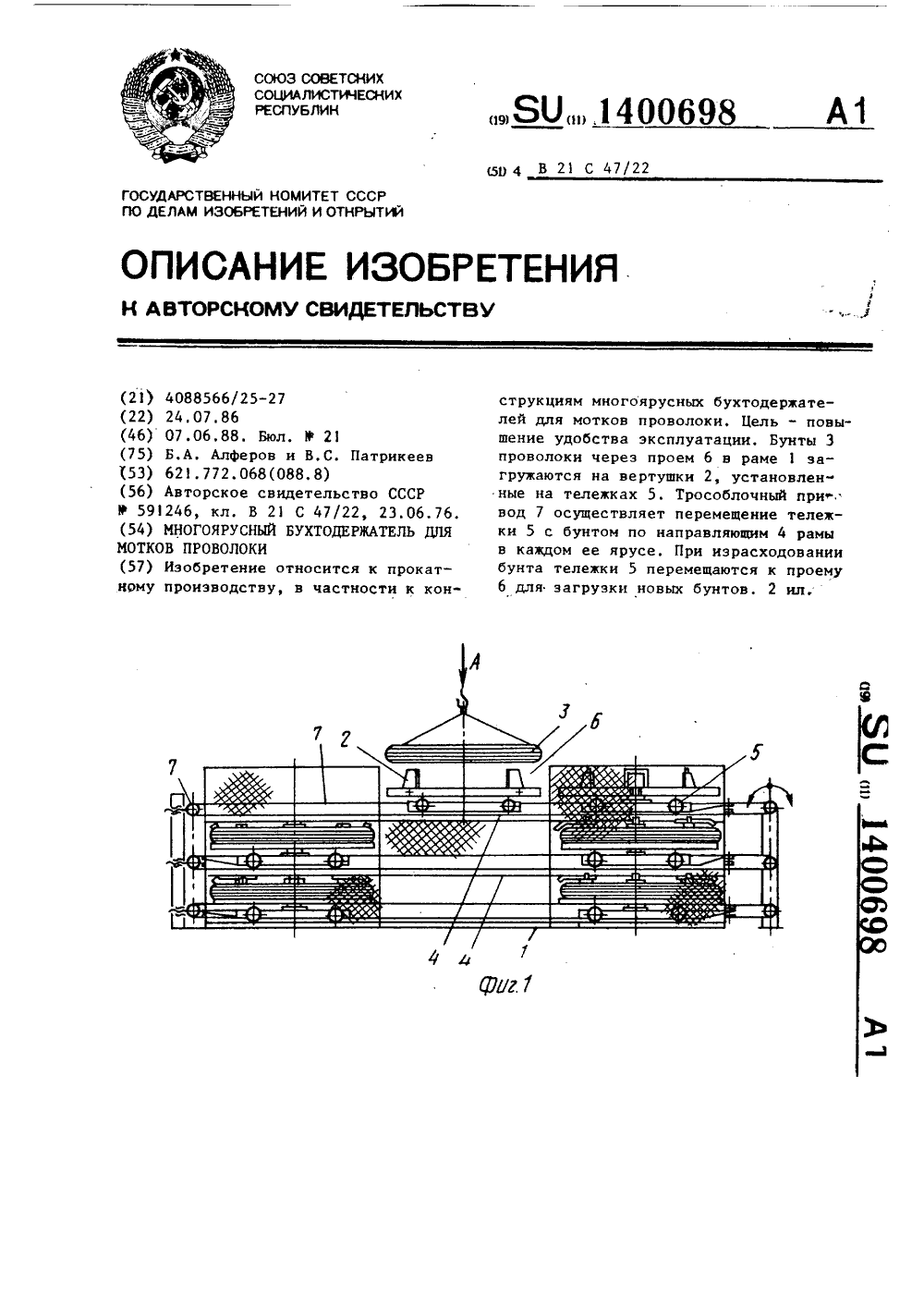
Многоярусный бухтодержатель для мотков проволоки
Номер патента: 1400698
Опубликовано: 07.06.1988
МПК: B21C 47/22
Метки: бухтодержатель, многоярусный, мотков, проволоки
...показан предлагаемый бухтодержатель, общий вид; на фиг, 2вид А на фиг. 1. 10Бухтодержатель содержит раму 1,поворотные вертушки 2 для установкимотков 3 проволоки, а также закрепленные на раме 1 на каждом иэ ярусовгоризонтальные направляющие 4 и размещенные на последних тележки 5. Враме 1 выполнен проем 6. Тележки 5имеют трособлочный привод 7 с лебедкой 8. Для подачи проволоки с каждогомотка 3 в зону армирования служат ролики 9,Каждая тележка 5 снабжена винтовымзажимом (не показан), через которыйпроходит соответствующий трос трособлочного привода 7. При необходимости перемещения соответствующей тележки трос защемляется в ее зажиме. Поворотные вертушки 2 установлены натележках 5.Бухтодержатель работает следующим 30образом.Через проем 6...
Способ штамповки полых деталей из упрочняющихся материалов

Номер патента: 1400725
Опубликовано: 07.06.1988
Автор: Кобышев
МПК: B21C 37/29, B21D 26/02
Метки: полых, упрочняющихся, штамповки
...давление Р и давление Р воэрас"ающее в процессе штамповки, задают в зависимости от наиряже ттття текучести Ст материала заготовки с учетом его упрочнения из следующего выражения;5где К - постоянная для матертлала за 35готовки6- напряжение текучести материала заготовки, учитывающееупрочцецце материала и определяемое по формуле 40 заготовки равным Р; =К 6,+А(1 р )" 1Численные значения величин б А ии задают для штампуемого металла поданным справочных материалов, Численное значение величины К определяютопытным путем.Способ осуществляют следующим образом.Гидравлическую штамповку производят иэ трубчатой заготовки с наружным диаметром 25 мм, толщиной стенки 1,5 мм и длиной 140 мм, Материалзаготовки - сталь 1 О. Заготовку раз ,дают на...
Устройство для формообразования и калибровки тонкостенных труб сложного поперечного сечения

Номер патента: 1400727
Опубликовано: 07.06.1988
Авторы: Воронин, Грибанов, Исаченков
МПК: B21C 37/15, B21C 37/30, B21D 41/04 ...
Метки: калибровки, поперечного, сечения, сложного, тонкостенных, труб, формообразования
...выступа, ныполце 1 тцого и боковой поттерхцости ктьш 1 ки и кольцевого паза камеры, обеспечинает высокую герметичность устройств прп високом рабочем давлеции,ЖесткпГТ пуцсоц-оправка имеет поперечпое сечетпТе, плавно мецяюлеесяот сечеи нцутреццего контура исход цой труби-эготовки до ФорТы сечениявнутреннего контура готового изделия.Устройство работает следуТнТцим образом,Трубяготовка 2, имеющая периметр поперечцого сечения, равный периметру поперечного сечения готового изделия, подается н зазор между эластичной камерой 7 и жестким пуацсономоправкой 1.Затем жидкость высокого давления поступает через трубопровод 8 высокого давления н кольцевой кцал 1 Оэластичной кмери 7, Последняя под дейстнием жидкости высокого давленияраздается...