B22C 9/04 — с применением разовых моделей
Способ выплавления модельной композиции из многослойной оболочковой формы

Номер патента: 1155347
Опубликовано: 15.05.1985
Авторы: Ашихмина, Басенко, Кириевский, Куц, Мовчан, Найдек, Приступа, Чихачев
МПК: B22C 7/02, B22C 9/04
Метки: выплавления, композиции, многослойной, модельной, оболочковой, формы
...расРабочаятемпераСостав расплава нитрит-нитратных солей тура среды выглавТемлеВремя выплава сод лей, С ратурапрокалнвалия, Сдержкч Фом н ления моделей, С БаИО КИО печи, ч 900 4,0 130 900 4,0 45 150 900 160 140 4,0 48 4,0 900 170 138,9 50 50 900 180 4,0 140 52 48 4,0 900 148 190 перегретого расплава модельной массы,находящегося на поверхности ванны.Продолжительность выплавления моделей зависит от размеров и конфигурации формы и должна обеспечиватьполное расплавление моделей в формах.Выплавление модельного состава врасплаве нитрит-нитратных солей состава 48-527 МаИО и 52-487 КМО посравнению с выплавлением в расплавемодельного состава резко снижает содержание модельных остатков в форме,т,е. потери модельного состава сокращаются примерно...
Способ приготовления жидкостекольной суспензии для изготовления литейных керамических форм по выплавляемым моделям

Номер патента: 1158281
Опубликовано: 30.05.1985
Авторы: Васин, Копылов, Логиновский, Лонзингер
МПК: B22C 1/18, B22C 9/04
Метки: выплавляемым, жидкостекольной, керамических, литейных, моделям, приготовления, суспензии, форм
...сжатым воздухом или инертным газом в принятыхрежимах н течение менее 10.мин неприводит к заметному повышению прочности и термостойкости форм; обработка более 60 мин по тем же причинам нецелесообразна. Снижение удельного расхода сжатого воздуха менее0,2 мз/кг не приводит к заметномуповышению прочности керамическихформ, а его увеличение свыше0,5 и /кг также неэффективно из-эавыброса суспензии из емкости. Этиже закономерности характерны длясоответстнующих значений линейнойскорости, которая определяетсяотношением расхода воэпуха Й м/с)к площади сечения 5 м , через кото 2рое он Фильтруется, Это позволяетучесть влияние применения площадисечения рабочей емкости на качествообработки суспенэии воздухом.На чертеже схематически представлена...
Литейная форма

Номер патента: 1161224
Опубликовано: 15.06.1985
Авторы: Баринов, Иванова, Оболенцев
МПК: B22C 9/04
...Форма состоит из неметаллического стержня 1 с холодильными каналами 2, отделяемыми зоной 3 крупной пористости от поверхностного слоя 4 с мелкой пористостью. Наличие открытых воздушных каналов 2, а также зоны 3 с крупной порис О тостью при сохранении тонкого поверхностного слоя 4 стержня с мелкой пористостью определяет возможность создать регулируемый тепловой режим на границе расплав - Форма. 25 Увеличение пористости от мелкой на поверхности до сквозных воздушныхполостей способствует возрастаниюскорости охлаждения отливки и, какследствие, создаются условия формирования мелкокристаллической структуры отливок. Возможность заполнения полостей различными материалами по величине теплоаккумулирующейспособности практически...
Устройство для прокалки оболочковых форм

Номер патента: 1161226
Опубликовано: 15.06.1985
Авторы: Лапенков, Леонов, Прозоров, Холодов, Шадрин
МПК: B22C 9/04, B22C 9/14
Метки: оболочковых, прокалки, форм
...фиксируется уступом, расположенным в верхней части этой трубы.Подвод воздуха в подрешеточнуюкамеру осуществляется через патрубок 9, жестко соединенный с теплоизоляционным корпусом и являющийся одновременно центрирующим стержнем при установке съемного аппарата. В нижчей части патрубка 9 расположены отверстия, обеспечивающиедоступ воздуха в подрешеточнуюкамеру 5.Для исключения резкого охлаждения форм при переносе устройстводля псевдоожогения снабжено цилиндрическим кот.хом 10 с опорами,Съемность аппарата обеспечиваетсятакже герметичным стыком 11. Подвод воздуха осуществляется трубопроводом 12,Установка работает следующимобразом.с Устройство 3 устанавливается втеплоизоляционный корпус 1, приэтом надевается с помощью трубы 8:на...
Устройство для предотвращения абразивного истирания слоя керамического покрытия при обсыпке модельных блоков

Номер патента: 1163965
Опубликовано: 30.06.1985
Авторы: Андриенко, Елагин, Жуков, Муляк, Семененко
МПК: B22C 9/04
Метки: абразивного, блоков, истирания, керамического, модельных, обсыпке, покрытия, предотвращения, слоя
...слоев покрытия огнеупорным материалом, 5Целью изобретения является повышение качества форм и обеспечение удаления обсыпочного материала с внутренней поверхности экранирующего элемента при выемке формы из обсыпки 10 за счет защиты слоя керамического покрытия от воздействия восходящего потока обсыпочного материала экранирующим элементом, а также за счет возможности удаления обсы почного материала из экранирующего элемента при его выемке без дополнительных операций.На фиг.1 и 2 показан экранирующий элемент; на фиг.3 - то же, 20 вид сверху.Устройство состоит из пескосы - па 1, экранирующего элемента 2 с подвеской 3 и модельного блока 4, Экранирующий элемент содержит каркас 25 5 и эластичные сектора 6,закрепленные своим основанием к...
Способ получения отливок в многослойных оболочковых формах

Номер патента: 1166885
Опубликовано: 15.07.1985
Авторы: Бреслер, Зуев, Канский, Ларионов, Некрасов, Рыжков, Сыч
МПК: B22C 9/04, B22D 29/00
Метки: многослойных, оболочковых, отливок, формах
...в частности к процессу изготовления отливок литьем по выплавляемым моделям.Цель изобретения - сокращение дли-, тельности процесса изготовления отливок, снижение трудоемкости их очистки и себестоимости отливок.за счет ввода в суспензию и обсыпочные материалы магнитострикторов и воздейст вия ультразвуком на залитую и охлажденную форму, погруженную в воду.Сущность способа заключается в следующем. При приготовлении суспензии для нанесения ее на блок выплав ляемых моделей, в твердую Фазу суспензии на основе .электрокорунда вводят магнитострикционные добавки на никелевой; кобальтовой или железной основе, Предварительно добавки 20 пассивируют в растворах разных кислот, оксидов и щелочей, чтобы предотвратить их взаимодействие со свободными...
Установка для выплавления моделей из керамических форм
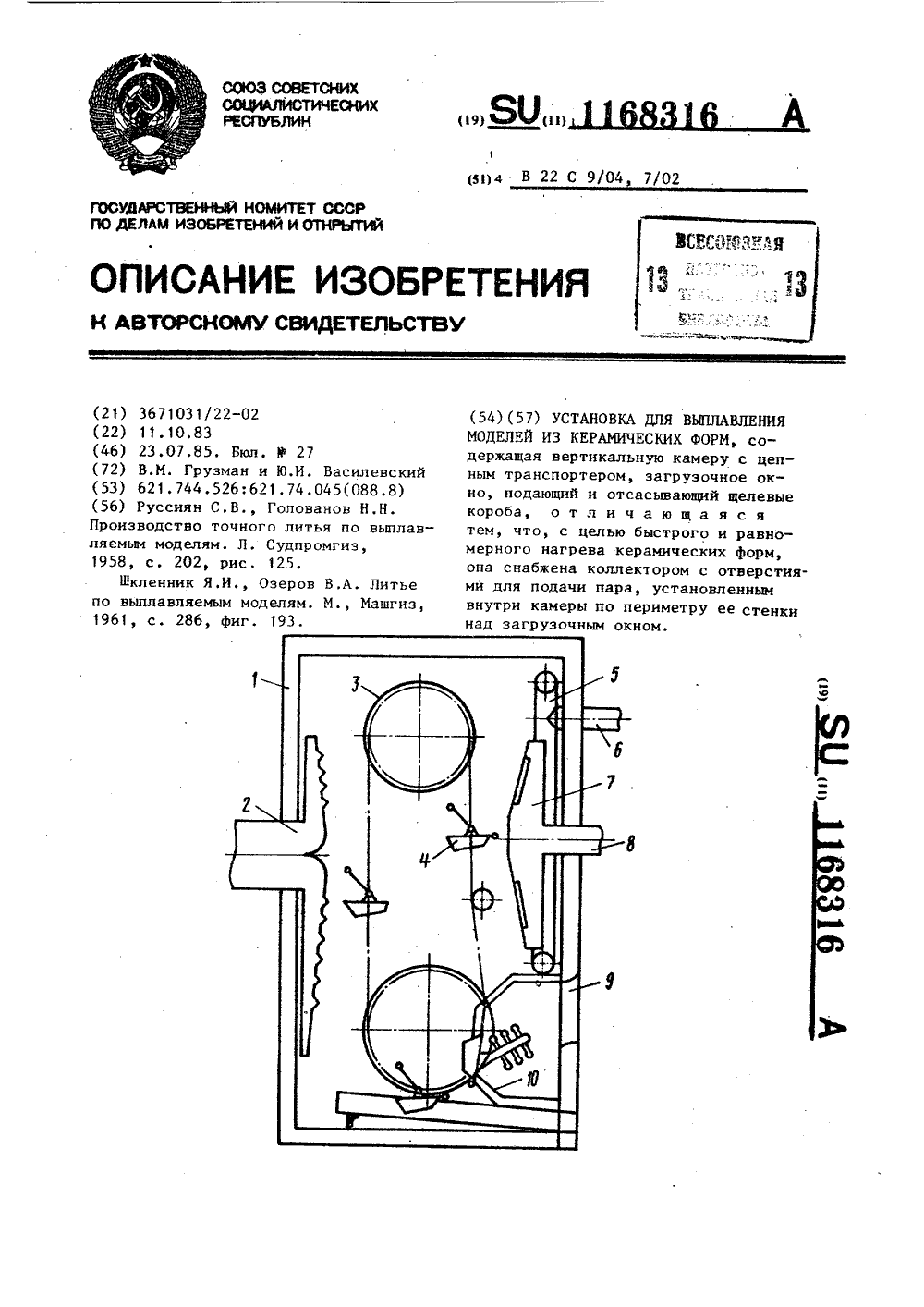
Номер патента: 1168316
Опубликовано: 23.07.1985
Авторы: Василевский, Грузман
МПК: B22C 7/02, B22C 9/04
Метки: выплавления, керамических, моделей, форм
...4 соштырямн для крепления блоков. Попериметру передней стенки выполненколлектор 5 пара с отверстиями,соединенный трубой 6 с паропроводом. 20Воздух и нар отсасываются через щелевой короб 7 н частично выбрасываютсяв атмосферу через патрубок 8. Камера снабжена загрузочным окном 9,Блоки укрепляются на штыри через 25загрузочное окно 9, через негоизвлекаются формы после вытопкимодельного состава. Жидкий модель. ный состав вытекает в корытца подвесок, имеющих рычаг. При подходе З 0подвески к загрузочному окну рычагупирается в копир 10 и наклоняеткорытце.Установка работает следующимобразом,3 камеру 1 установки, через щелевой короб 2 подается горячий воздух, нагретый до 150-180 СОдновременно через коллектор 5 пара сотверстиями подается...
Способ изготовления неразъемных литейных форм

Номер патента: 1171186
Опубликовано: 07.08.1985
Авторы: Валигура, Князев, Левчук, Московка, Шевченко, Шинский
МПК: B22C 9/00, B22C 9/04
Метки: литейных, неразъемных, форм
...приводит к выравнива нию температуры по объему формы.Продолжительность выдержки формы после формовки перед заливкой ограничена интервалом 5-30 мин. Минимальное время выдержки перед заливкойнеобходимо для образования достаточной толщины и прочности замороженного слоя, сборки и транспортировкиформы, а максимальное время до начала заливки определяется повьппением температуры в замороженном слое формы, что ведет к потере его прочности и невозможности получения отливки сложной конфигурации.Допускаемая температура охлаждения модели определяется морозостойкостью выбранного газнфицируемого материала. Например, в случае применения в качестве материала модели пенополистирола модель может быть охлаждена до температуры (-60) С. При этом не...
Способ подготовки керамических литейных форм перед заливкой металлом

Номер патента: 1184602
Опубликовано: 15.10.1985
Авторы: Гаюн, Жарков, Мкртычян, Перевозкин
МПК: B22C 9/04
Метки: заливкой, керамических, литейных, металлом, подготовки, форм
...опоках опорным наполнителем (кварцевым песком марки 1 К 0315 Л), нагретым ло 650 С, уплотняют его и выдержива(от после уплотнения 30 мин, затем наполнитель лополнительно уплотняют вибрацией и формы заливак)т металлом. Время ло. полнитсльного уплотнения вибрацией зави. сит от технологии изптовления формы, ее Прока.(ка керамичоскк форм:Отемпература, С За ыпка опорным наподнителем(кварцевым песком); Выдержка после засыпки опорнымнаполнителем, мин Температура напочнителя(госле выдержки, С Допо)(ните)(ьное виброуппотнение, с металлоемкости и сложности конструкции и может колебаться в широких пределах.Повторное перед заливкой металлом дополнительное виброуплотнение наполнителя устраняет нарушение упаковки частиц песка, вызванное уменьшением...
Способ исправления дефектов оболочковых форм

Номер патента: 1186359
Опубликовано: 23.10.1985
МПК: B22C 9/04
Метки: дефектов, исправления, оболочковых, форм
...все пространство дефекта и удерживается в нем силами сцепления со стенками цефекта.Размеры залечиваемого дефекта в холодных оболочковых формах определяются жидкоподвижностью эалечивающего состава. Например, состав по Шоу-процессу способен залечивать сквозные трещины до 3 мм ширины и неограниченной длины.В горячем виде легко залечиваются трещины до 4 - 5 мм.Варьируя вязкостью звлечивающегосостава и его жидкоподвижностью, зале.чивают более крупные дефекты, .Кусочки залечивающего состава, попадающие через сквозные трещины в стояк оболочковой формы, удаляют с помощью инжектирующей системы отсоса воздуха.Далее отверждают залечиваюций состав, а затем контролируют качество де.фектной формы, нагнетая в нее воздух под контролируемым...
Способ получения в литейной форме по газифицируемым моделям отливок

Номер патента: 1186360
Опубликовано: 23.10.1985
Авторы: Бураков, Василенко, Нетес, Никитенко, Сагура, Серебро
МПК: B22C 7/02, B22C 9/04
Метки: газифицируемым, литейной, моделям, отливок, форме
...заключаетсяв том, что металл в процессе литьяпо газифицируемым моделям подаетсяв форму порциями, причем первуюпорцию сливают из полости формы вспециальную бобышку, а вторую заливают для получения отливок,Массу жидкого металла, идущую напервую порцию (М о ), определяют из1следующих соображейий: количествотепла, отбираемого у металла на нагрев и оплавление модели массой Млл ,составляет мод ( ( + т (1 де Ям,- теплота плавления модели;См- удельная теплоемкость модели;Ьтм - интервал температуры нагрева модели до ее оплавленияЯ мо берется у заливаемой порции жидкого металла, имеющей искомую ассу Г 1 ео , причем необходимо обесечить условие, чтобы после оплавлеия модели температура порции жидкоо металла была достаточной для ее...
Устройство для контроля размеров форм литья по выплавляемым моделям

Номер патента: 1186361
Опубликовано: 23.10.1985
Авторы: Белов, Емельянов, Рыбкин, Юсипов
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, размеров, форм
...преобразователи 10 переЭмещений соединяют с керамическойоболочковой формой 19 кварцевымистержнями 13, которые перед установкой для измерения пропускают черезотверстия в заслонках 6.После включения измерительногои регистрирующего устройств производится установка нуля на регистрирующем приборе 22. Это выполняется перемещением преобразователей 10 перемещений в горизонтальном направлениипри совместной работе с преобразова-,телями 12 перемещений, предварительно выставленными на ннольС помощью механизма 2 перемещенияверхняя подвижная часть печи 1 понаправляющим колоннам 3 опускаетсявниз до соприкосновения с поддоном 5,Заслонки при этом перекрывают проемыв печи 1. В результате образуетсянагревательная камера, закрытая совсех сторон...
Способ подготовки к заливке многослойных оболочковых форм

Номер патента: 1196105
Опубликовано: 07.12.1985
Авторы: Новохацкий, Шевелев, Яременко
МПК: B22C 9/04
Метки: заливке, многослойных, оболочковых, подготовки, форм
...форму после выплавления из нее модельного состава помещают в печь с температурой 300 С, нагревают со скоростью 15 С/мин до 400 С. 15На чертеже приведено устройство, реализующее предлагаемый способ.Подогретую оболочку погружают в теплоноситель, в качестве которого используют расплав металла, и подо гревают до 650-700 С в течение .5-7 мин и затем заливают, не извлекая оболочку из расплава. Устройство содержит вытяжной 25 зонт 1, оболочковую форму 2, тигель 3, жидкий металл 4, газовую печь 5.Опробование предлагаемого способа прокаливания проводят с оболочками иэ шести слоев, первые два из З 0 которых - с этилсиликатным связующим и наполнителем из пылевидного кварца с последующей обсыпкой кварцевым песком, а последний слой - с жидко-...
Способ получения отливок в оболочковой форме и литейная форма для его осуществления

Номер патента: 1197767
Опубликовано: 15.12.1985
Авторы: Ефремов, Пушкарев, Ткаченко
МПК: B22C 9/04, B22D 18/06
Метки: литейная, оболочковой, отливок, форма, форме
...отливок методом вакуумноговсасывания или под низким давлениемв газопроницаемых формах по выплавляемым моделям,Целью изобретения ярляется повышение производительности, расширениеноменклатуры получаемых отливок имногоразовое использование керамического металлопровода.На чертеже показана литейная фор"ма после заполнения ее расплавленным металлом методом вакуумного всасывания и отключения вакуума.Литейная .форма содержит рабочиеполости 1 для получения отливок,внутреннюю часть металлоподводящегостояка 2 и наружную часть металлоподводящего стояка 3.Форму помещают в герметичную каме"ру. 4 и опускают металлоподводящим стояком 3 в тигель 5 с расплавленным металлом 6. В камере 4 создают вакуум,под действием. которого расплавленныйметалл 6...
Устройство для прокаливания, заливки и охлаждения керамических многослойных оболочковых форм

Номер патента: 1199430
Опубликовано: 23.12.1985
Авторы: Гудзенко, Жаботинский, Терехов, Цопик
МПК: B22C 9/04
Метки: заливки, керамических, многослойных, оболочковых, охлаждения, прокаливания, форм
...чугунная дробь) сразмером частиц до 1,5 мм и опока заполняется наПолнителем, При повороте диафрагмы11 с помощью рычага 6 отверстия дна опокиперекрлваются плоскостью диафрагмы,После заливки жидкого металла в керамическую форму и небольшой выдержки нагретый наполнитель выпускается из опоки путемсовмещения больших отверстий дна опокии диафрагмы.Для ускоренного охлаждения залитых формво внутрь опоки подается воздух черезмалые отверстия диафрагмы. Подогрев воздухане требуется. Для подачи воздуха диафрагма11 поворачивается в положение до совмещения отверстий дна опоки и малых отверстий,диафрагмы. Подача воздуха может быть осуществлена с помощью диффуэора. Интенсив. ность подачи воздуха можно менягь в зависимости от веса и температуры...
Способ изготовления стальных отливок в многослойных оболочковых формах

Номер патента: 1199442
Опубликовано: 23.12.1985
Авторы: Абадаев, Дереча, Кличко, Решетнева, Танкелевич
МПК: B22C 9/04, B22D 27/04
Метки: многослойных, оболочковых, отливок, стальных, формах
...прилипанию ее к зернам песка, в результатечего водно-восковая дисперсия обволакивает частицы песка и удерживаетсяна них силами поверхностного натяжения, образуя плакированную смесь. Таким образом достигается равномерноераспределение ВВДв смеси и надежное 5 удержание ее на поверхности зерен песка в процессе работы.Приготовление смеси песка с водновосковой дисперсией осуществляется вустановке "кипящего слоя", при этомвыполняют смешение ВВДс песком,имеющим комнатную температуру илинагревшимся по ходу технологическогоопроцесса до температуры 80-100 С. Увлажнение песка оптимальной концентрацией дисперсии препятствует образованию пыли в процессе перемешивания,не приводит к комкованию и снижениютекучести смеси.Способ. опробован при...
Устройство для получения отливок

Номер патента: 1199443
Опубликовано: 23.12.1985
Авторы: Зазерский, Подпалкин, Федоров, Чижиков
МПК: B22C 9/04, B22D 27/04
Метки: отливок
...5 и труба 4), на который по"дается напряжение. В процессе нагрева фсрмы в полость нагревателя че.рез патрубок 8 поступает газообразный теплоноситель, например аргонс расходом 0,4-0,5 м /ч. Проходяпо полостям между ребрами керамической вставки 6 теплоноситель нагревается до 900-950 С. Попадая в полость формы через отверстия в днеэлектропроводной трубы 4, теплоноситель омывает керамическую оболочку 2, тем самым увеличивая теплопередачу между нагревателеми формой;повышая производительность установки путем уменьшения времени нагрева. Во время введения нагревателяв полость формы втулка 7 плотнозакрывает горловину формы, поэтому,поступая в полость формы, теплоно 5 ситель создает избыточное давление15-20 кПа. Теплоноситель под действием...
Способ упрочнения многослойной оболочковой формы

Номер патента: 1202692
Опубликовано: 07.01.1986
Автор: Квятковский
МПК: B22C 9/04
Метки: многослойной, оболочковой, упрочнения, формы
...А,Шандор Техред Т.Дубинчак Корректор С.ЧерниЗаказ 8352/10 Т.ираж 74 б ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Иосква, Ж, Раушская наб д. 4/5 филиал ППП "Патент", г,ужгород, ул, Проектная, 4 Изобретение относится к литейному производству и предназначено для уточнения оболочковых форм жидким расплавленным наполнителем.Цель изобретения - дифференциро": ванное упрочнение формы.На чертеже представлена схема устройства для осуществления способа.Схема устройства для упрочнения оболочковой формы содержит оболочковую форму 1, емкость 2, жидкий расплавленный наполнитель 3, канал 4 для подвода металла и расплавленный металл 5.Способ осуществляют следующим образом.Жидкий расплавленный...
Способ получения многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1205986
Опубликовано: 23.01.1986
Авторы: Боровинская, Деев, Ершов, Мержанов, Тимохин, Торопов, Юхвид
МПК: B22C 3/00, B22C 9/04
Метки: выплавляемым, многослойных, моделям, оболочковых, форм
...18 ч (в известномседиментационная устойчивость неприведена).Приготовленную суспензию наносятна поверхность стандартной оболочковой литейной формы с толщинойстенки 4 мм (в известном толщинастенки 25 мм). Стандартную оболочковую литейную форму изготавливаютиз корунда (в известном из цирконового песка). Смесь наносят послойнос сушкой каждого слоя в .сушильномшкафу при атмосферном давлении итемпературе 100- 150 С (в известномсушку проводят при разряжении380 мм рт.ст. при 60 в 1 С) в тече -ние 20-30 мин (в известном 10-14 мин).Толщину слоя термитной смеси постепенно доводят до 3 мм (в известномтолщину защитного покрытия доводятдо О, 15 - 0,40 мм, на этом приготовление защитного слоя заканчивается).Полученный на поверхности стандартной...
Автоматическая линия для изготовления многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1207627
Опубликовано: 30.01.1986
Авторы: Владов, Данилевский, Калинин, Клюкин, Орлов, Стафеев, Троицкий, Шумилов
МПК: B22C 9/04, B22D 47/02
Метки: автоматическая, выплавляемым, линия, многослойных, моделям, оболочковых, форм
...5 (фиг, -4) включает основание 29, на котором сверхуразмещены ложемент 30 для модельногоблока с односторонними прорезямиокнами 31, а снизу - направляющие32 для перемещения кассет-спутниковпо роликам 33, размещенным на поддоне вакуумно-аммиачной сушильной камеры и транспортных ветвях автоматической линии,6.ф", /Автоматичекая линия работаетследующим образом,Модельные блоки 3 устанавливаются в кассеты-спутники 5, которые загружаются ца поддон 6 вакуумно-аммиачной сушильной камеры 7 и транспортное средство Я (фиг, 7), например,по три ца. каждую позицию (на транспортном средстве 8 фиг,две кассеты-с-.утцика условно не показаны),включается система управления автоматической линии ка пульте. 16 и транспортные средства 8 и 9...
Способ изготовления оболочковых форм по моделям из вспененного материала
Номер патента: 1210955
Опубликовано: 15.02.1986
Автор: Померанец
МПК: B22C 9/04
Метки: вспененного, моделям, оболочковых, форм
...давлением 0,2-С,б ИПа с деформацией моделидо образования зазора между модельюи оболочкой, После образования междумоделью и оболочкой зазора давлениеснимают. Удаление модели производятнагревом до температуры полной еегазификации при нормальном давленииили в вакууме для ускорения процессаи снижения температуры газификации.Оболочки с полистироловыми моделями,плотностью до 0,03 г/см, обжимаютгазом или жидкостью давлением 0,5 О,б ИПа при нормальной температуре.Оболочки с полистироловыми моделями,плотностью 0,08 г/см (высокой прочности), для снижения давления обжатия одновременно с обжатием газомили жидкостью давлением 0,2-06 ИПаподвергают нагреву до температурыразупрочнения (размягчения) - 70120 С.Изготавливаются керамические оболочки по...
Способ прокаливания оболочковых форм для литья по выплавляемым моделям

Номер патента: 1210956
Опубликовано: 15.02.1986
Авторы: Ашихмина, Кириевский, Куц, Озеров, Приступа, Чихачев
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, оболочковых, прокаливания, форм
...прокалке форм сложной конфигурации, последняя подается через стояк формы, через сопло трубопровода, отстоящего от стояка на 100 мм, под избыточным давлением 0,6-1,0 кгс/см. При избыточном давлении смеси ниже0,6 кг/см не обеспечивается ее проникновение в труднодоступные участки полости формы, а при избыточном давлении свыше 1,0 кгс/см наблюдается понижение температуры формы, что также не способствует сокращению времени прокаливания Форм.Количество подаваемой в форму паровоздушной смеси должно соответствовать 20-24-кратному объему прокаливаемой Формы. Количество смеси менее 20-кратного объема формы не приводит к сокращению времени прока.тивания, а при более 24-кратного Оболочковые Формы в опорном наполнителе помещали в печь с...
Способ литья по выплавляемым моделям

Номер патента: 1215841
Опубликовано: 07.03.1986
МПК: B22C 9/04, B22D 27/09
Метки: выплавляемым, литья, моделям
...Формыконтролируют повышением температурыформы по ее высоте. Для подъема жидкой стали на 500 мм достаточно разрежения 0,04 ИПа.После этого отсос воздуха прекращают и сразу включают нагнетательное устройство, например компрессор, и над зеркалом металла в литниковом ходе создают избыточное давление. Что обеспечивает слив металла из стояка и действие избыточногодавления на жидкий металл отливок.,Площадь сечений питателей должнарасполагаться на уровне более высоком по сравнению с уровнями полостейотливок и прибылей,На фиг. 1 представлена литейнаяформа продольный разрез; на фиг. 2 сечение А-А на Фиг. 1.Форма состоит из полостей отливок 1, питателей 2, прибыпей 3 и центрального литникового хода 4,выполненного сквозным и имеющимнижнее открытое...
Способ нанесения суспензии на модель

Номер патента: 1215842
Опубликовано: 07.03.1986
Авторы: Кириевский, Куприянов, Марфунин, Приступа, Чихачев, Шипулин
МПК: B22C 9/04
Метки: модель, нанесения, суспензии
...не реагирует с. ЮаОН и НС 1. Будучи в 5 раз тяжелее воздуха, хорошо удерживается в свободной, части емкости мешалки над суспензией.Газ, обладая давлением, большим, чем пар. циальное давление паров растворителя суспензии (этилового спирта или ацетона), препятствует его испарению и тем самым предотвращает изменение вязкости суспензии и как следствие стабилизирует и повышает прочность форм. Исследуют нанесение суспензии на модель пропусканием его через слой газа гексафторида серы, находящегося на поверхности суспензии (по изобретению) в сравнении с известным, когда окунают модель в суспензию, не имеющей защиты от испарения.Эффективность известного способа и предлагаемого определяют длительностью сохранения (изменения) вязкости суспензии...
Способ формовки газифицируемых моделей

Номер патента: 1217556
Опубликовано: 15.03.1986
Авторы: Жалимбетов, Кравец, Лукьянов
МПК: B22C 7/02, B22C 9/04
Метки: газифицируемых, моделей, формовки
...в частности к технологии формовки газифицируемых моделей.Цель изобретения - улучшение заполнения опорным наполнителем поднутрений газифицируемой модели и качественное уплотнение наполнителя в процессе формовки,На фиг. 1 приведен пример формовки модели рабочего колеса центробеж- О ного насоса; на фиг, 2 - разрез А-А на фиг, 1.В контейнер 1, имеющий возможность поворота в вертикальной плоскости на цапфах 2 (фиг. 2), устанавливают 15 пенополистироловую модель рабочего колеса насоса 3 и литниковой системой 4 засыпают формовочным песком 5 (марки 2 КОЗ 15 А) с содержанием глинистой составляющей до 27. Затем 20 производят предварительное виброуплотнение песка в течение 30 с, после чего досыпают песок в контейнер и герметиэируют его, например...
Способ формовки и нагрева в опоках многослойных оболочковых форм

Номер патента: 1217558
Опубликовано: 15.03.1986
Авторы: Гудзенко, Жаботинский, Терехов, Цопик
МПК: B22C 9/04
Метки: многослойных, нагрева, оболочковых, опоках, форм, формовки
...зоны, примыкающей к прибылям, осуществляется в период подогрева всей опоки с керамическими формами до заливки жидкого металла, Из-за низкой теплопроводности напонительного слоя, примыкающего к прибялым и состоящего из шамотной крошки, дополнительный обогрев этой зоны обеспечивает сохранение тепла в прибыльной части в период заливки металла в форму и затвердевания отливки. Металл в прибыли сохраняется в жидком состоянии более длительное время, что обеспечивает устойчивое питание отливки в течение всегопериода ее затвердевания,Оболочку до основания прибыли формуют в дробь размером 0,5-1,5 мм,что обусловлено теплопроводностьюнаполнителя в зависимости от размера дроби, Так, с увеличением размера чугункой дроби более 1,5 мм, увеличивается...
Установка для нанесения обсыпочного материала на модельные блоки

Номер патента: 1242290
Опубликовано: 07.07.1986
Авторы: Аппилинский, Деуля, Дорошенко, Сикаченко
МПК: B22C 9/04
Метки: блоки, модельные, нанесения, обсыпочного
...создания необходимого сжатияпоропласта.Установка работает следующим образом.В ванну 1 засыпают обсыпочный материал 2. Затем заполняют воздухорас.пределительное устройство сжатымвоздухом; который поддерживает материалобсыпки в состоянии псевдокипения.. Модельный блок с нанесенной на негоогнеупорной суспензией вручную илимеханически погружают в псевдокипящнй материал; Блок извлекают из ванны 1 и подают на сушку,Для оценки работы установки проведены эксперименты по изменению толщины пористого воздухораспределительного элемента и степени его сжатиявоздухораснределительными трубками.Результаты экспериментов приведеныв таблице,42290 1Таким образом, за счет сжатияпоропласта толщиной 60-90 мм трубчатыми воздухораспределителями до...
Образец для определения горячеломкости литейных сплавов

Номер патента: 1245405
Опубликовано: 23.07.1986
МПК: B22C 9/04, B22D 2/00
Метки: горячеломкости, литейных, образец, сплавов
...и можетбыть использовано при разработке новых сплавов,Наличие трещин, об- наруженных Наличие ре берБеэ ребер Не обнаружено Не обнаружено Ребро на . наружнойповерх О ностиРебро на внутренней поСлабо выражены Явно выражены . Явно выражены верхности Изобретение относится к литейному производству, а именно к определению литейных свойств сплавов, вчастности к определению горячеломкости, и может быть использовано приразработке новых сплавов,Цель изобретения - повышение точности определения горячеломкости литейных сплавов путем увеличения чувствительности образца к образованиютрещин.На фиг. 1 и 2 изображена конструк"ция образца.Образец содержит полый цилиндр 1и ребро 2, выполненное по длине боковой поверхности цилиндра 1 вдоль егообразующей...
Установка для нанесения огнеупорной суспензии на модельный блок

Номер патента: 1252017
Опубликовано: 23.08.1986
Авторы: Гофман, Каспревич, Нагорный, Шубников
МПК: B22C 23/02, B22C 9/04
Метки: блок, модельный, нанесения, огнеупорной, суспензии
...цад дномванны и отделяет от ванны 1 кожух 3с потоком охлаждающей воды от цагнетательцой системы 4 по гибким рукавам5 к системе 6 счива, состоящей иэ ка- Омеры 7 с переливной кромкой 8 и переливных патрубков 9 и камеры 10 слива со сливным патрубком 11.Эластичная мембрана 2 при помощиштанги 12 соединена датчиком 13 положения мембраны. Сигнал от датчика 13поступает в блок 14 управления, который выдает сигнал на перемещение системы 6 слива исполнительному механизму 15. По линии 16 блок управле- ЗОция подает сигнал на включение агрегата транспортировки суспецзии длядолива емкости (мембрана и переливное устройство в этом положении показаны пунктиром) при постоянномуровне 17 суспензии в ванне 1. Дляперемешивация суспецэии в ванне...
Способ изготовления по удаляемым моделям литейных оболочковых форм
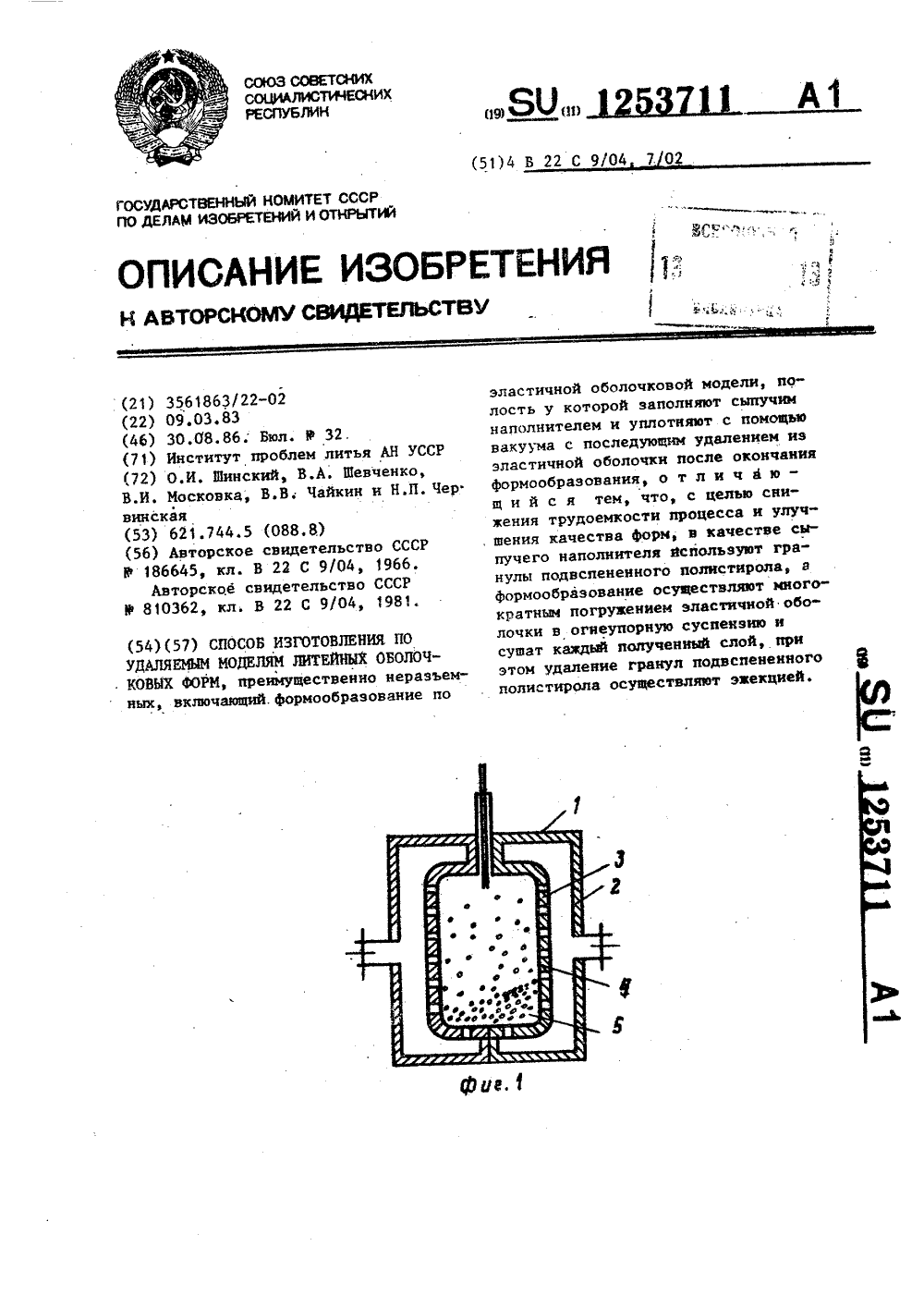
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
МПК: B22C 7/02, B22C 9/04
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...