B22C 9/04 — с применением разовых моделей
Комплексный растворитель для этилсиликатного связующего

Номер патента: 1256843
Опубликовано: 15.09.1986
Авторы: Аленичев, Завалуева, Зыскин, Зябрин, Тимошкин
МПК: B22C 1/00, B22C 1/16, B22C 9/04 ...
Метки: комплексный, растворитель, связующего, этилсиликатного
...примеры 4"5 - за пределами оптимального соотношения компонентов),Полученный комплексный раствори" тель используют для изготовления этилсиликатного связующего. Для этого в смеситель при 2800 об,/мин вливают растворитель и воду, подкисленную соляной кислотой. Смешивают их 1-2 мин. Не прекращая перемешивания, добавляют этилсиликат. Соотношение компонентов в этилсиликатном связующем, мас.Е:Зтилсиликат47,3Комплексный раст-воритель 30,7Вода 19,0Соляная кислота 3,0При достижении температуры 40 Со включают охлаждение. Перемешивание прекращаот при охлаждении связующеого до 20-25 С. Прочность керамической формы оценивали общеизвестным методом на трехслойных образцах после их прокаливанйя,Свойства суспензий и форм приведены в табл, 2,Как следует из...
Устройство для транспортировки форм

Номер патента: 1274844
Опубликовано: 07.12.1986
Авторы: Жудинов, Извеков, Коган
МПК: B22C 9/04
Метки: транспортировки, форм
...верхние поверхности крюкообразных концов рычагов 6 оказываются ниже нижних поверхностей цапф 16 основания 14. При подьеме грузо- подъемного устройства вверх сначала поднимается траверса 1, а колпак 8 некоторое время, определяемое величиной хода вала 9 относительно втулки 10, остается неподвижным.В процессе перемещения траверсы 1 происходит сближение концов тяг 3, которые при своем перемещении разводят в стороны нижние крюкообразные концы рычагов 6, входящих в зацепление с цапфами 16 основания 14 и при дальнейшем подъеме устройства обеспечивающих подъем вверх и перемещение основания 14 с формами 15 Такое фиксированное относительно устрой.ства положение основания 14 сохраняется до опускания его на твердую поверхность, например на...
Выплавляющий раствор

Номер патента: 1284679
Опубликовано: 23.01.1987
Авторы: Вакуленко, Евстифеев, Полинец, Синюшин
МПК: B22C 7/02, B22C 9/04
Метки: выплавляющий, раствор
...цвета плоскостью ды = 1,27 - 1,29 г/см, с водойсмешивается неограниченно.Кубовые остатки образуются в результате регенерации растворов моноэтаноламина (МЭА) после абсорбции двуокиси углерода из топочных газов, а также в результате окисления МЭА кислородом топочныхгазов с образованием осмоленных продуктов, Формула изобретения Выплавляюший раствор преимущественно для удаления модельного состава из оболочковых форм, изготовленнь;х с жчдкостекольным связующим, включаюш. й воду и отвердитель жидкого стекла, отличающийся тем, что, с целью повышения прочности форм, в качестве отвердителя жидкого стекла раствор содержит кубовый остаток регенерации моноэтаноламина при следующем соотношении компонентов, мас.Я:Кубовый остаток регенерации...
Установка для нанесения огнеупорного покрытия на модельные блоки

Номер патента: 1284680
Опубликовано: 23.01.1987
МПК: B22C 9/04
Метки: блоки, модельные, нанесения, огнеупорного, покрытия
...11, закрепленный на выходном валу 22 привода 12. надевают модельный блок 3, при этом шток 19 пневмопривода 18 занимает крайнее верхнее положение и вал 22 привода 12 с пневмо зажимом 11 поднят вверх, поэтому модельцый блок 3 надежно удерживается ца валу 22. За обод 17 поворачивают стол 16, вместе с последним цоворачивас гся и цлацшайба14 с пневмозолотниками 10 и 13. При этом пневмозолотник 10 находит на выступающую часть одного диска копира 9, шток пневмозолотника 10 утопляется и подается воздух в пневмопривод 21, передающий вращение на выходной вал 22 и пневмозажим 11. Одновременно от той же пневмомагистрали через отверстие в корпусе привода 12, осевой канал 23 и радиальную проточку 24 пневмозажима 11 сжатый воздух поступает под...
Способ обсыпки модельных блоков и устройство для его осуществления

Номер патента: 1296278
Опубликовано: 15.03.1987
Авторы: Андриенко, Антипенко, Гришин, Жуков, Куликов, Муляк, Рева, Семененко
МПК: B22C 9/04
Метки: блоков, модельных, обсыпки
...4 Изобретение относится к литейному производству, в частности к изготовлению форм по выплавляемым моделям с сушкой слоев формы вакуумно-аммиачным способом в опорном наполнителе.Цель изобретения - устранение деформаций и поломок модельного блока.На чертеже схематически представлено предлагаемое устройство.Устройство содержит корпус камерысушки, воздухопроницаемую диафрагму 2, 10 опорный наполнитель 3, модельный блок 4, защитный экран 5, пустотелый каркас 6 защитного экрана, отверстия 7 перфорации, подвод 8 сжатого воздуха к каркасу.Устройство работает следующим образом, После выполнения вакуумно-аммиачной сушки слоя формы и разгерметизации камеры сушки подают сжатый воздух через подвод 8 в пустотелый каркас 6 защитного экрана 5....
Способ приготовления суспензии с этилсиликатным связующим

Номер патента: 1303251
Опубликовано: 15.04.1987
Авторы: Кашкин, Уваров, Уварова, Чернышов
МПК: B22C 5/04, B22C 9/04
Метки: приготовления, связующим, суспензии, этилсиликатным
...раствора связующего, При образовании газообразногокислорода легколетучий хлористый водород диффундирует в пузырьки газа ивыносиля вместе с ним за пределыреакционной среды,Таким образом, связующий раствориз неустойчивых областей (рН 0,5-1)переходит в стабильные (рН 2), т.е.по окончании процесса приготовлениясуспензии или связующего происходитдизактивация ненужных порций катализатора, 50Чтобы реализовать эти преимущества перекись водорода должна с самогоначала участвовать в реакциях гидролиза и поликонденсации этилсиликата, а потому ее следует вводитьв смеситель непосредственно послеэтилсиликата,Перекись водорода может быть введена в виде твердого агента (гидро 1 2перита) или в виде 30 -ного водногораствора (пергидроля).Составляющие...
Способ получения тонкостенных отливок из высокопрочного чугуна

Номер патента: 1303252
Опубликовано: 15.04.1987
Авторы: Анген, Кошкин, Лернер, Петров, Сенкевич, Чулкова, Шинкар
МПК: B22C 9/04, B22D 27/04
Метки: высокопрочного, отливок, тонкостенных, чугуна
...в интервале 1120-1000 С са скоростью 3060 град/мин,После достижения отливками тем,пературы 999 С (через 5 - 1 О мин ницей, после которой в микроструктуре нарастает содержание перлита, снижающего ударную вязкость; нижнийпредел выбран исходя из оптимальнойдлительности процесса.Ускоренное охлажденис в интервале 599-400 С со скоростью 150200 грац/мин предотвращает появлениеотпускной хрупкости, резко снижающейударную вязкость.Снижение скорости охлаждения отливок в интервале 599-400 С приводитк резкому падению ударной вязкости,повышение скорости охлаждения вызывает увеличение внутренних напряженийв отливках,П р и м е р, Методам литья па выплавляемым моделям были изготовленыформы на этилсиликатном связующемдля деталей типа пластин с...
Суспензия для изготовления керамических форм по выплавляемым моделям
Номер патента: 1304975
Опубликовано: 23.04.1987
Авторы: Аппилинский, Деуля, Дорошенко, Дубровский, Мельников, Сумин
МПК: B22C 9/04
Метки: выплавляемым, керамических, моделям, суспензия, форм
...качестве наполнителя используют дистенсиллиманит или электрокорунд, обсыпку 5 2производят электрокорундом В 50 или9 63,Трещиноустойчиность керамики присушке определяется для каждого состава на дисковых образцах диаметром80 мм и толщиной 2 и 4 мм. Образцыизготовляют заливкой в ванночки свысотой стенок 2 и 4 мм. После естественной сушки в течение 1-1,5 ч образцы проходят цикл вакуумно-аммиачной сушки, выдерживаются на воздухе12-16 ч. Для каждого состава суспензии изготавливают по 5 образцов. Приналичии трещины хотя бы на одном образце керамику из данной суспензиисчитают неудовлетворительной по трещиноустойчивости.Вязкость суспензий определяют повремени истечения из вискозиметра сдиаметром отверстия 1 О мм.В табл.1 приведен...
Способ изготовления гипсовых литейных форм по выплавляемым моделям
Номер патента: 1308424
Опубликовано: 07.05.1987
Авторы: Поликарпов, Полонникова, Цымбал, Юдешко
МПК: B22C 9/04
Метки: выплавляемым, гипсовых, литейных, моделям, форм
...моделей попадает на верхние, что приводит к воздушным дефектам на их поверхности Кроме того, при заливке металл по каналам, выходящим на поверхность формы, вытекает из нее, что приводит к недоливу отливок.При выдержке модельных блоков с гипсовыми стержнями перед установкой их в опоку в жидкой среде (в воде или30 в растворе поверхностно-активных веществ - ПКВ) воздух из пор заранее вытесняется указанной жидкой средой.Время выдержки блоков в жидкой среде зависит от их пористости и ве личины. В каждом конкретном случае оно определяется экспериментально.Если в качестве жидкой среды используют раствор ПКВ, то помимо удаления воздуха из стержней, происходит обезжиривание моделей.П р и м е р. Сухие гипсовые стерж" ни устанавливают в...
Способ изготовления форм при литье по выплавляемым моделям

Номер патента: 1310098
Опубликовано: 15.05.1987
Авторы: Аверьянов, Васин, Евсеева, Лонзингер, Розовский, Сезганов, Хохлова
МПК: B22C 9/04
Метки: выплавляемым, литье, моделям, форм
...в тлбп.,Каждый слой покрытття сутттттптт в те - чение 3 ч. с 1 етвертттгт Г в 1 т оболочки упрочцялц в течение 60 г в растворе 45 50 алюмохпорила.В табл.2 ттрттвс;тетттт результлты иг - пытдции. 55 структурттрунщегтся млтс ридпд Ппя проЛцатттт т тдб т, 2 пкдзд.т, что в пред -пагаемом гпос в, с.ог:т;тсцо примерам ливке металлом. Сущность способл заключается в 20 25 ЗО 35 40 1-6, прочность форм повышается цриТ = 923 К цд 54,50-84,957 при 1173 1на 29,58-39,667, при одновременномувеличении термостойкостц ца 43,5956,417.,Формы, изготовленные цэ предлагаемому способу, цагревдют до температуры прокаливания 900-1000 С, прокаливают в течение 4 ч, при этом шпак,используемый как обсыпочный материалпромежуточных слоев, це...
Литейная форма

Номер патента: 1310099
Опубликовано: 15.05.1987
Авторы: Бобряков, Боголепов, Лемешко, Моляренко
МПК: B22C 9/04
...н опоке. Кожух 12 закреплен на раструбе жестко с помощью установочного винта 15 с возможностью продольного регулирования. 099 2Литейная форма работает следующим образом.При заливке в литниковую воронку 6 металл вытекает иэ патрубка 8 в виде струи по форме, близкой к цилиндрической, и, не соприкасаясь со стенками стояка 4, попадает на его дно. По мере поступления металла уровень его в стояке увеличивается с одновременным замещением (газифицированием) модели стояка в направлении снизу вверх, Образующиеся газы поднимаются по кольцевому зазору между струей металла и внутренним диаметром еще негазифицированной части стояка в зону, ограниченную раструбом 9 и уровнем 14 сыпучего наполнителя 3, иэ которого их удаляют специальными средствами...
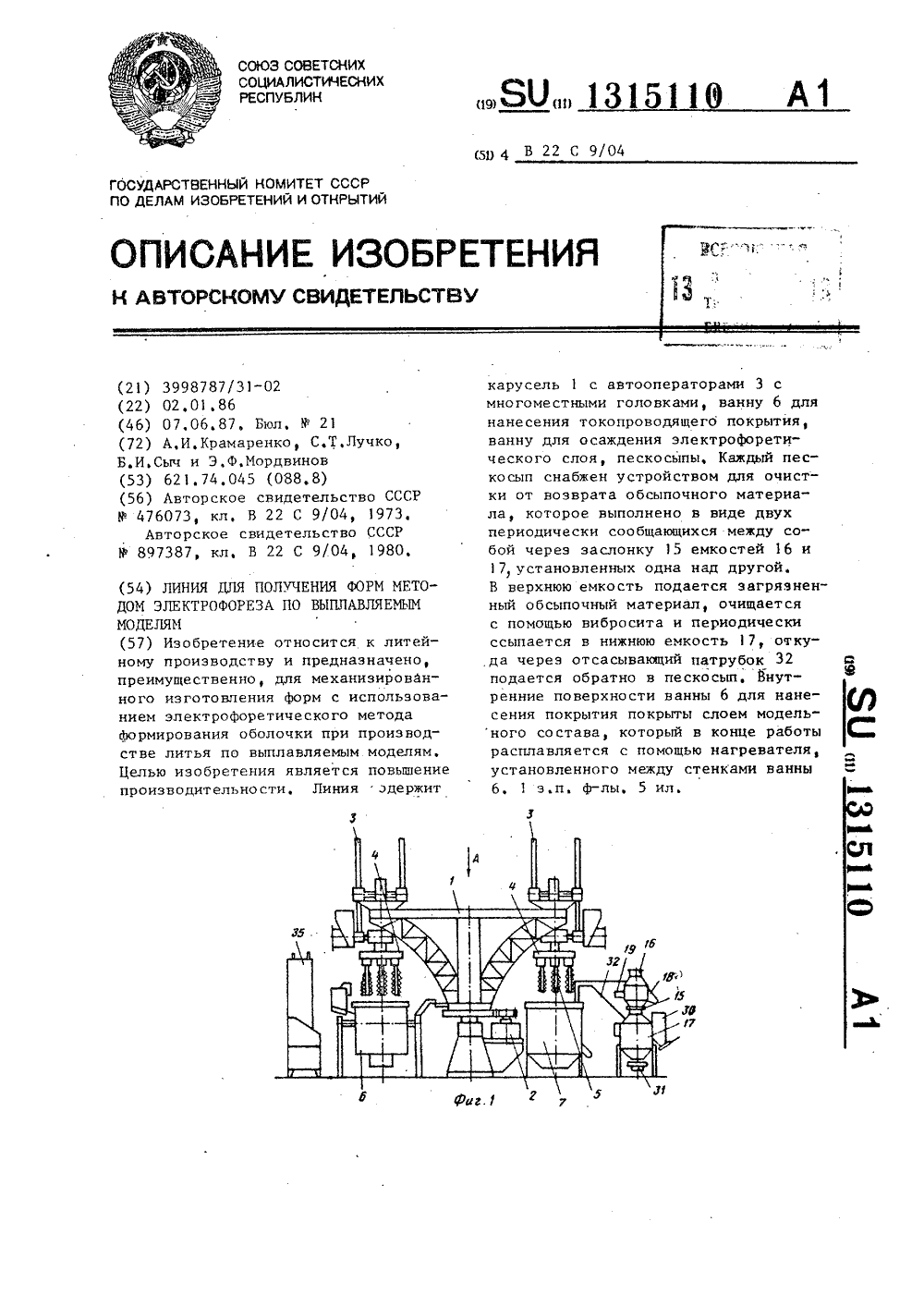
Линия для получения форм методом электрофореза по выплавляемым моделям
Номер патента: 1315110
Опубликовано: 07.06.1987
Авторы: Крамаренко, Лучко, Мордвинов, Сыч
МПК: B22C 9/04
Метки: выплавляемым, линия, методом, моделям, форм, электрофореза
...образом.В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В доэаторы 13 и ванны 6 и 8 заливают суспензию, В пескосыпы7 и 9 подается сжатый воздух длясоздания "кипящего слоя" огнеупорного обсыпочного материала, суспенэиив ваннах 6 и 8 перемешиваются, Напозиции "Загрузка" модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управле ния, Выполнение всех технологических операций при изготовлении форм осу 1315110ществляется в автоматическом режиме согласно циклограмме (фиг.3).С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останавливается над токопроводящей ванной б с суспенэией, после чего...
Установка для изготовления огнеупорных оболочек по выплавляемым моделям

Номер патента: 1329888
Опубликовано: 15.08.1987
Авторы: Богоявленский, Веденьев
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочек, огнеупорных
...6 подъема, а другое плечо 34 рычага 29 посредством шатуна 35 связано шарнирно с круглой штангой 36 и подвижной штангой 37 шахты 7 опускания. Проход круглой штанги Зб в шахту 7 опускания герметизирован уплотнением 38, круглая штанга Зб состокт из двух частей жестко соединенных в одно целое размыкаемым элементом 39, например электромагнитной муфтой.Установка работает следующим образом.Установка для изготовления огнеупорных оболочек по выплавляемым мо-" делям, содержащая установленные в технологической последовательности ванны для нанесения суспензии и устройство для обсыпки моделей в псевдокипящем слое наполнителя, камеры воздушной и вакуумно-аммиачной сушки с окнами загрузки и выгрузки и трайспортные средства с приводом, о т - л и ч а ю...
Способ изготовления форм по выплавляемым моделям
Номер патента: 1331610
Опубликовано: 23.08.1987
Авторы: Макеев, Рыбкин, Юсипов
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...и частичное или полноевыплавление модели, в зависимости отсложности или массы формы. П р и м е р, При проведении эксперимента используют модель детали гидроаппаратуры. Модель и литниковую систему выполняют из пористого модельного состава (30-402), например из модельного состава РЗ или МВС, Затем модель погружают в суспенэию, состоящую из гидролизованного малым количеством воды этилсиликата и пыпевидного кварца. В качестве растворителя используют эфироальдегидную фракцию. После погружения блоки обсыпают кварцевым песком зернистостью 0,2 и затем сразу помещают в камеру с парами аммиака на 2-3 мин, Это время достаточно для удаления иэ нанесенного слоя небольшого количества растворителя (10-153), затем слой обдувают воздухом 1-2 мин, в...
Способ изготовления керамических оболочек

Номер патента: 1353565
Опубликовано: 23.11.1987
Авторы: Василенко, Кирилишин, Кучмий, Селиванов
МПК: B22C 9/04
Метки: керамических, оболочек
...осуществляется следующимобразом.Вначале приготавливают суспензию,и помещают в специальный бак. Модельный блок 2-3 раза погружают в бак ссуспензией, поворачивая его вокругоси на 45-60 , выдерживают 2-3 с исразу же производят на специальномпескосыпе обсыпку сухим ТК дисперсностью 200-2000 см /г. Полученныйслой проходит тепловую сушку, Такимже способом наносят еще три слоя.Условная вязкость суспензии поВ 3-4 для первого слоя 35-40 с, а дляпоследующих 25-30 с,С увеличением количества слоевоболочковой формы дисперсность обсыпочного материала соответственноуменьшается. Например, для каждогопоследующего слоя она уменьшается на500 см /г и составляет соответственно для 2 слоя 1500 см "/г, для 31000 см /г и тд. После получения оболочки...
Устройство для нанесения обсыпочного материала на блоки моделей

Номер патента: 1360877
Опубликовано: 23.12.1987
МПК: B22C 9/04
Метки: блоки, моделей, нанесения, обсыпочного
...сечения переходных участков 8.Устройство работает следующим образом. 30Ванна 1 заполняется обсыпочнымматериалом, например, кварцевым песком, шамотом, силиманитом и т.п. Вкамеру 2 подается сжатый воздух,Проходя в ванну 1, поток формируется в отверстиях в развернутые струи,максимально распределенные по всейплощади дна 3. Тонкие струи воздухапроходят через отверстия 9 нижнейплиты б, увлекают за собой частицыобсыпочного материала, сначала расположенные над сетчатой перегородкой 4 в объеме отверстий верхнейплиты 5, затем, расширяясь по направлению верхнего конуса 7, верхней45плиты 5, увлекают максимально обсыпочный материал в объеме ванны 1,создавая "кипение" обсыпочного материала. Соосность отверстий в плитах 5 и 6 обеспечивает...
Литейная форма для получения отливок

Номер патента: 1364230
Опубликовано: 30.12.1987
Автор: Дени
МПК: B22C 9/04
Метки: литейная, отливок, форма
...отверстие 26 (фиг.З) с радиально расположенными прямоугольными вырезами 27 под фланец 25. Центрирующая втулка 24 имеет пару прямоугольных лапок 28 и венец 29. Лапки 28 расположены над фланцем 25 и имеют форму, соответствующую форме прямоугольныхвырезов 27. Лапки 28 предназначены для упора в верхнюю поверхность выступа 23 за пределами прямоугольных вырезов 27, вместе с которыми образуют крепежные средства. Верхняя поверхность выступа 23, прямоугольные вырезы 27, лапки 28 и часть центрирующей втулки 24 накрыты защитным колпаком 30, упирающимся с одной стороны в 10 цилиндрическую часть центрирующей втулки 24 и с другой стороны в верхнюю поверхность выступа 23.Таким образом центральная втулка 24 фиксирует стояк, который выполнен 15 в виде...
Устройство для обсыпки модельных блоков

Номер патента: 1375401
Опубликовано: 23.02.1988
Авторы: Карпов, Пантелеев, Шаронкин
МПК: B22C 9/04
Метки: блоков, модельных, обсыпки
...1 от +30 в нижней трубке (фиг. 5) до -15 в верхней трубке (фиг. 3), Благодаря этому наклону воздух подается направленно: из нижней трубки под наклоном вверх, а из верхней трубки - вниз.Устройство работает следующим образом.Через патрубок 5 подается сжатый воздух под определенным давлением, достаточным для возникновения псевдокипящего слоя, далее воздух проходит через пористую прокладку 4, сетку 8 и попадает в корпус 1. Через трубу 12 подается воздух в дополнительную систему 6 подачи воздуха.Воздух проходит по трубкам 13 и выходит из них через отверстиясоздавая псевдокипение обсыпочного материала. Далее в камеру 1 помещают модельный блок (не показан) и производит его обсыпку. 2Дополнительный наддув воздуха от боковых стенок обеспечивает...
Способ изготовления форм по выплавляемым моделям
Номер патента: 1386355
Опубликовано: 07.04.1988
Авторы: Бегак, Демидова, Крутиков, Можаев
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...цвета,. химическая Формула(И 1 д) э Ге(СО) э 3110, предельнаярастворимость в воде 250 г/л, температура разложения 16.з С), разлагаясьпри нагреве, выделяют пары ИН, Н,СОи металлическое железо. Перечисленные газы создадут в печи, где формы нагревают перед заливкой, восстановительную атмосферу, которая предохранит образовавшееся мелкодисперсное железа от преждевременного окисления, После извлечения формы из печи и заливки ее металлом мелкодисперсное железо, равномерно распределенное в Форме, активно взаимодействует с кислородом воздуха, предотвращая тем самым обезуглероживания поверхности отливок.П р и м е р, На модельный блок наносят шесть слоев суспензии на основе электрокорунда и гидролизованного этилсиликата, Каждый слой обсыпают...
Способ покрытия керамических форм пиролитическим углеродом

Номер патента: 1386356
Опубликовано: 07.04.1988
Авторы: Александров, Дубровин, Кулаков, Шадрин
МПК: B22C 3/00, B22C 9/04
Метки: керамических, пиролитическим, покрытия, углеродом, форм
...углей с меньшим выходом летучих приводит к увеличению массы загрузки.Загрузка угля производится порциями периодически (размер порции 1/7 - 1/3 от суммарной массы загрузки) при падении в нем избыточного давления в контейнере выделяющихся газов ниже 0,03 атм, Размеры порций обеспечивают необходимую для сквозного насьпцения форм углеводородным газом величину избыточного давления в реакторе в пределах 0,03-0,2 атм.Время обработки форм составляет 1-3 ч в зависимости от массы загрузки, толщины керамической оболочки, размера и извилистости пор стенки формы, Чем больше масса загрузки, толще оболочка, меньше размеры пор и больше их извилистость, тем продолжительнее процесс обработки,П р и и е р. Формы изготовляют по выплавляемым моделям....
Установка для нанесения сыпучего огнеупорного материала

Номер патента: 1395420
Опубликовано: 15.05.1988
Авторы: Бушуев, Бушуева, Железнов
МПК: B22C 9/04
Метки: нанесения, огнеупорного, сыпучего
...г, Ужгород, ул, Проектная,Изобретение относится к литейномупроизводству, в частности к литьюпо выплавляемым моделям, и можетбыть использовано для нанесения сыпу 5чего огнеупорного материала на молель.Целью изобретения является снижение брака форм путем улучшения перемешивания сыпучего материала. 10На фиг,1 показана установка, общий вид; на Фиг.2 - разрез А-А наФиг,1,Установка для нанесения сыпучегоматериала содержит корпус 1, в кото-. 15ром находится сыпучий наполнитель 2,воздухораспределительную коробку 3с расположенными в ней секциями 4 ипатрубками 5, через которые воздухиз коллектора 6 подается в секцию 20Регулировка расхода воздуха черезсекции 4 осуществляется вентилями 7.На чертеже также показана пористаяпрокладка...
Установка для приготовления связующего и суспензии

Номер патента: 1414496
Опубликовано: 07.08.1988
Авторы: Евстигнеев, Конкин, Сапченко, Чернышов
МПК: B22C 9/04
Метки: приготовления, связующего, суспензии
...с емкостью 1 эа счет шарнира 12, а их герметичность сочленения обеспечивается прокладкой 13.Удержание откидного дна н закрытом рабочем положении производитсяс помощью болтоного соединения 14,которое фиксирует неподвижный 15 иподвижный 1 бф фланцы в одинаковомположении. Фланец 15 соответстненножестко соединен с емкостью 1а фланец 16 - с откидным дном 4,Шарнир 12 позволяет удерживатьоткидное дно 4 при нерабочем положении в висячем состоянии, а такжеоблегчает работу ремонтным рабочимв момент ремонта и осмотра внутренней части газараспределительной каме ры.Установка работает следующим образом,Если перемешиватель 8 зафиксирован н емкости 1 посредством болтового соединения, то после приведенияустановки в рабочее положение подают сжатый газ...
Способ изготовления крупногабаритных форм по выплавляемым моделям

Номер патента: 1419828
Опубликовано: 30.08.1988
Авторы: Каширин, Лакеев, Лучко, Мордвинов, Пелых, Пилипенко, Рыжков, Сыч
МПК: B22C 9/04
Метки: выплавляемым, крупногабаритных, моделям, форм
...Далее блок сушат в сушильной камере при 40 - 50 С в течение 120 мин до остаточной влажности 1,0% по режиму 30 мин 30 мин 30 мин 30 мин 1 камера 2 камера 3 камера 4 камера 40+ 2 С 70+2 С 100+2 С 150 + 2 С При изготовлении крупных отливокна оболочковую Форму наносят слоиметодом электрофореза из токопроводной и Форетической суспенэии повторно(2-3 цикла). Перед нанесением каждого повторного цикла Форму охлаждают до 20 - 25 С путем обдувки ее воздухом в течение 15-20 мин.Нанесение последующих слоев методом электрофореза обеспечивает ловышение производительности и уменьшение времени формирования оболочкивследствие нанесения спаренных слоевиэ токопроводной и Форетической суспензии, увеличения толщины слоев иодновременной их сушки при...
Способ сушки оболочковых форм

Номер патента: 1445848
Опубликовано: 23.12.1988
Авторы: Вайнахт, Гелсциннус, Хоффман
МПК: B22C 9/04, B22C 9/12
Метки: оболочковых, сушки, форм
...уменьшенной скоростьюдостигается улучшение качества первого слоя покрытия, Это выражается вобразовании равномерно толстого алояи на выступающих концах ч углах моделей, в уменьшении образования и склонности к отслоению первого слоя покрытия при сложных формах моделей и вуменьшении склонности к обдуву обсыпочного материала с первого слоя.улучшенное качество первого слояпокрытия ведет к улучшению качестваОТЛИВОК аПервый слой керамического покрытия сушат по одноступенчатому режиму.Температура сушки, С 28 28Относительная Влажность обдуваемоговоздуха, % 45 45Средняя скоростьпотока воздуха, м/с 1,5 3,5Время сушки, мин:при прямом потокевоздуха и одновременном вращениикерамическойформы 27,5 13,5при расположениикерамических формна неболыпом...
Установка для изготовления керамических форм по выплавляемым моделям для точного литья

Номер патента: 1450900
Опубликовано: 15.01.1989
Авторы: Гелсциннус, Хоффман
МПК: B22C 9/04
Метки: выплавляемым, керамических, литья, моделям, точного, форм
...как и поднимающийсяучасток 5 транспортера, связываетнижний туннель 1 камеры сушки с еговерхним каналом, что позволяет достаточно долго двигаться оболочковым Формам 4.Нижний туннель 1 состоит из некоторых прямых участков 10, 11 и 12,которые попарно и переменно связаныпромежуточными участками 13 и 14так, что получается меандрообразноевыполнение туннеля 1, В зоне 15 расположения загрузочного отверстия нижнего туннеля(в направлении движения оболочковых Форм) и после разгрузочного отверстия б расположеныустройства 1 б, 17 обмазки блока моделей керамическим покрытием и устройства 18 и 19 для обсыпки огнеупорным материалом, при этом устройства 16.и 18 предназначены для нанесения первого слоя керамического покрытия, а устройства 17 и 19 -...
Опока для литья по выплавляемым моделям

Номер патента: 1459815
Опубликовано: 23.02.1989
МПК: B22C 21/00, B22C 9/04
Метки: выплавляемым, литья, моделям, опока
...приводит наполнитель в псевдосжиженное состояние. В опорный наполнитель погружают керамические формы. После устайовки форм подача воздуха прекращается, клапаны 5 закрываются, и опока поступает(54) ОПОКА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ(57) Изобретение относится к литейному производству, в частности к оснастке :т 1 я литья по выплавляемым моделям. Цель изобретения - сокращение производственно: о цикла и многократное использование нанслнителя. Опока состоит из основания и обечайки. Основание вьполнено в виде камеры, верхняя стенка которой перфорирована, а в отверстиях перфорации установлены обратные клапаны. 2 ил. ующие операции (заливку, охлаж. д.).СНа позиции удаления залитых блоков в камеру 2 вновь подается сжатый воздух, клапаны 5...
Смесь для изготовления литейных керамических стержней

Номер патента: 1468639
Опубликовано: 30.03.1989
Авторы: Алешкович, Демонис, Козлов
МПК: B22C 1/22, B22C 9/04
Метки: керамических, литейных, смесь, стержней
...выщелачиваниемпосле любого температурного режимаих кристаллизации, 55Керамическую смесь готовят следующим способом,Молотый пылевидный кварц насыпаютв огнеупорные короба и прокаливают в камерной электропечи при 1300 О1350 С в течение 16-24 ч для перевода40-50 мас , Ъ-кварца в О-кристобалит.Полученную после прокалки массу размалывают в фарфоровом барабане шаровой мельницы в течение 1,5" 2,0 ч ипросеивают через сита с размеромячеек 0,1-0,16 мм.В обогреваемый конверторный смеситель с шарами загружают пластификатор, расплавляют его и нагреваютдо 110-130 С, затем засыпают в негопрокаленный и просеянный пылевидныйкварц и карбонат кальция, перемешивают их вместе с пластификатором втечение 0,5-1,0 ч и вводят электрокорунд зернистостью 50-200...
Способ изготовления отливок по удаляемым моделям

Номер патента: 1470423
Опубликовано: 07.04.1989
Авторы: Ахметзянов, Васин, Евсеева, Карнаухов, Лонзингер, Рысс, Уткин, Чирков
МПК: B22C 9/04
Метки: моделям, отливок, удаляемым
...хорошо смачивается связующим наоснове этилсиликата и жидкого стекла. ОПГЭП - пористый материал с насыпным весом 630-800 кг/м,Использование для первого слоя З 0формы зерен 0,10,315 мм обусловлено. следующим. размер зерна менее0,1 мм не обеспечивает достаточнойпрочности облицовочного слоя формыиз-за растрескивания оболочки присушке. Частицы зерен более 0,315 ммснижают качество поверхности отливоки их точность. Выбор для второго ипоследующих слоев размера частиц обсыпочного материала 0,3151,5 ммсвязан с условием обеспечения минимальной пористости на контакте слоев,частицы больше 1,5 мм увеличиваютпористость контакта, что приводит кснижению прочности формы, частицыменее 0,315 мм не обеспечивают армирования слоя суспензии, что ведет кего...
Способ изготовления форм по выплавляемым моделям

Номер патента: 1496904
Опубликовано: 30.07.1989
Авторы: Абадаев, Аксенов, Замараев, Иванова, Кириллова, Соловьева, Танкелевич
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...с выплавлением модельного состава повышается незначительно. П р и м е р. Керамические формы изготавливают послойным нанесением на модельный блок четырехслоев покрытий на основе этилсиликатного связующего без органического растворителя с последующей присыпкой каждого слоя кварцевым песком,Суыку каждого слоя покрытия проводят на воздухе в течение 30-60 мин . 4при 28 С и скорости потока воздуха2-4 м/с до остаточной влажности в керамической форме 2,0-2,57 Общее время сушки четырехслойного покрытия3,0-4,0 ч. Окончательную досушку керамической формы проводят одновременно с выплавлением модельного составав среде водяного пара при 125-250 Си давлении 0,24-1,0 МПа. Продолжительность выплавления модельногосостава в зависимости от размеров...
Установка для сушки слоев форм по выплавляемым моделям

Номер патента: 1507511
Опубликовано: 15.09.1989
Авторы: Бочаров, Конотопов, Семененко, Черкасова
МПК: B22C 9/04, B22C 9/12, B22C 9/14 ...
Метки: выплавляемым, моделям, слоев, сушки, форм
...в мелкосерийном производстве отливок по выплавляемым моделям. 5Цель изобретения - ускорение процесса сушки слоев форм и снижение энергозатрат за счет оптимального распределения потока теплсносителя.На фиг,1 изображена предлагаемая 10 установка (разрез А-А на фиг,2); на фиг.2 - то же, разрез Б-Б на фиг1.Установка состоит из камеры 1 со ступенчатыми стенками, выдвижного устройства 2 в виде выкатной тележки со 15 ступенчатой стенкой 3, на которой размещены штыри 4 для установки блоков. В результате сочетания ступенчатых стенок камеры и тележки образуются каналы 5, в которых размещены блоки. 20 Один торец камеры соединен с калорифером, а противоположный - с вытяжной вентиляцией 6.Установка работает следующим образом,25Тележка 2 с...