Патенты с меткой «полых»
Штамп для пробивки отверстий в стенках полых изделий с дном

Номер патента: 1263401
Опубликовано: 15.10.1986
Авторы: Вильданов, Кадыркаев, Павленко
МПК: B21D 28/30
Метки: дном, отверстий, полых, пробивки, стенках, штамп
...на основании 1, промежуточной части 7 и поворотной части 8. Периферийная часть 5 оправки представляет собой два сегмента, на одном из которых закреплена матрица 2. Промежуточная часть 7 установлена с воЗможностью возвратно-поступательного перемещения вдоль оси оправки и снабжена приводом перемещения в виде рабочего цилиндра 9. Поворотная часть 8 установлена на промежуточной части 7 и связана с ней штырями 10, закрепленными в промежуточной части 7 и входящими в дугообразные пазы а, выполненные в поворотной части 8 и служащие для ограничения поворота части 8 относительно части 7.Поворотная часть 8 охватывает стойку 6 и связана с ней с возможностью относительного поворота и перемещения вдоль оси. Для осуществления перемещения на...
Устройство для изготовления полых деталей с фланцем

Номер патента: 1265006
Опубликовано: 23.10.1986
МПК: B21D 26/02
Метки: полых, фланцем
...вставкой 12 и режущей кромкой 11выступа 10 матрицы 4 в этот моментотсутствует, а пуансон 2 одновременно создает усилие на поверхностьЬ вставки 12 и прижимает ее к.втулке3. Вытяжка прекращается при соприкосновении вытянутой части заготовки 16 с режущей кромкой 9, после чего начинается процесс пробивки отверстия. В этот же момент коническая поверхность с вставки 12 поддействием пуансона 2 перемещается кстенке контейнера 1 по коническойповерхности д втулки 3, создавая зазор между вставкой 12 и режущейкромкой 11, и начинается обрезкаФланца 17 вытягиваемой детали 19.После пробивки отверстия при дальнейшем перемещении пуансона 2 осуществляется отбортовка. При этом торец борта перемещается по поверх"ности а, которая осуществляет под-пор,...
Пресс-форма для прессования полых изделий из порошка

Номер патента: 1265010
Опубликовано: 23.10.1986
Автор: Рябцев
Метки: полых, порошка, пресс-форма, прессования
...поверхность выполнена сопряженной с поверхностью конусной частн,оправки. Цилиндрические поверхности оправки сопряжены с поверхностями отверстий (не обозначены)в крьппке 4 и попдоне 5. Обойма 3выполняется разборной, состоящей из 4 Осопрягаемых элементов.Пресс-Форма работает следующимобразом.На поддон 5 устанавливают разрез.ное кольцо 7, эластичную матрицу 1 и 45обойму 3, при этом разрез кольца 7совмещают с сегментом 9 а обойму 3прикрепляют к поддону 5 крепежнымиэлементами 10. После этого на верх. ний торец эластичной матрицы 1 уста- Юнавливают разрезное кольцо 6, совместив разрез кольца с сегментом 8, ав отверстие матрицы 1 устанавливаютпуансон 2. Далее в зазор между эластичной матрицей 1 и обоймой 3 засы- у 10 3лают порошок и...
Форма для изготовления полых центрифугированных изделий из бетонных смесей

Номер патента: 1265053
Опубликовано: 23.10.1986
МПК: B28B 21/80
Метки: бетонных, полых, смесей, форма, центрифугированных
...внешней поверхНости которых закреплены клиновые упоры 2 и шарнирные резьбовые стяжки 3 супорными гайками 4, соединенными кинематически с бандажами 5, которые контактируют с клиновыми упорами 2. К полуформам 1 прикреплены направляющие 6, в которых расположены ползуны 7.Упорные гайки 4 оперты в торец ползуна 7, имеющего сквозные отверстия, в которых размещены шарнирные резьбовые стяжки 3,Для приведения формы в рабочее положение соединяют полуформы 1 и заводят бандажи 5 на клиновые упоры 2, и далее припомощи вращения упорных гаек 4 сажают ихс расчетным усилием, при этом ползуны 7,упираясь одной стороной в бандажи 5, адругой - в упорные гайки 4, перемещаютсяв направляющих 6 вдоль резьбовых стяжек 3. В процессе центрифутирования система...
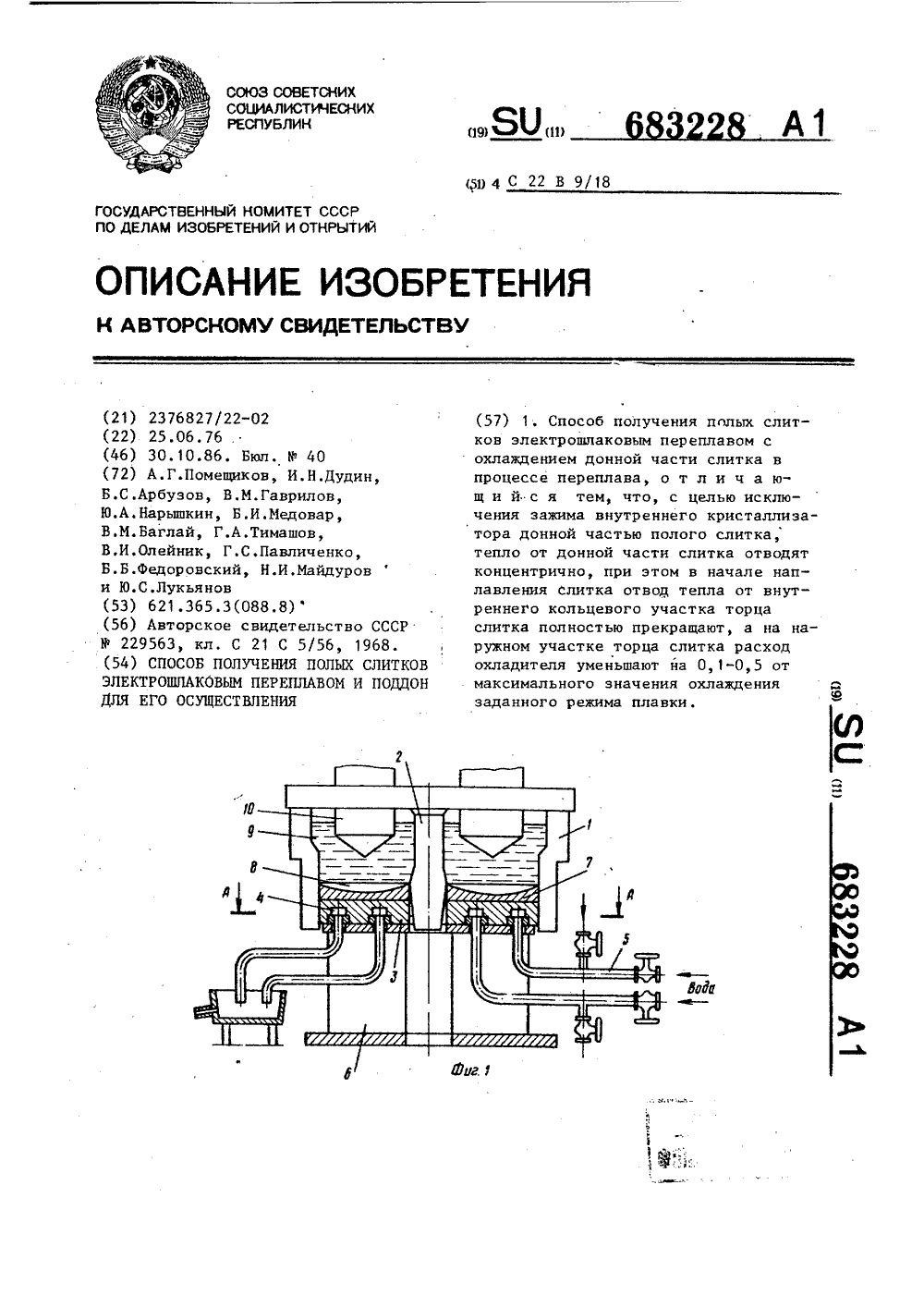
Способ получения полых слитков электрошлаковым переплавом и поддон для его осуществления
Номер патента: 683228
Опубликовано: 30.10.1986
Авторы: Арбузов, Баглай, Гаврилов, Дудин, Лукьянов, Майдуров, Медовар, Нарышкин, Олейник, Павличенко, Помещиков, Тимашов, Федоровский
МПК: C22B 9/18
Метки: переплавом, поддон, полых, слитков, электрошлаковым
...поддон с корпусом с от-,. верстиями для слива охладителя и штуцерами для подвода охладителя .К недостаткам такого устройства следует отнести одновременное охлаждение всей поверхности поддона, приводящее к зажатию внутреннего кристаллизатора наплавляемым слитком.Таким образом известный способ и устройстно не исключают зажатия внутреннего кристаллизатора, что приводит к нарушению нормальной работы печи.Целью изобретения является уменьшение усадки донной части слитка, а также повьппение надежности и производительности работы устройства, путем устранения зажатия внутреннего кристаллизатора закристаллизованшимся слитком в начальной период плавки. 2. Поддон для осуществления способа по п. 1 содержащий корпус и штуцера.подвода воды и...
Устройство для обратного гидромеханического прессования полых изделий

Номер патента: 1266591
Опубликовано: 30.10.1986
Автор: Гайворонский
МПК: B21C 23/20
Метки: гидромеханического, обратного, полых, прессования
...10 выполняют с заходной частью под матрицу и с хвостовой частью, плотно размещаемой в углублении 9 для исключения утечки рабочей жидкости при рабочем ходе пресс-штемпеля через отверстие 2 в донной части контейнера. Необходимые средства для исключения утечки рабочей жидкости имеет и пресс-штемпель 4. Давление аккумулятора 6 может быть подобрано и из условия обеспечения желаемого режима прессования в отношении контактного трения заготовки по матрице, например, обеспечения жидкостного трения.Перед прессованием заготовку 10 плотно устанавливают хвостовой частью в углублении 9 контейнера, в полость контейнера наливают рабочую жидкость, а в заготовку вводят оправку 3,При контакте матрицы 5 с заходной частью заготовки в рабочей...
Способ вытяжки полых деталей с фланцем

Номер патента: 1266605
Опубликовано: 30.10.1986
МПК: B21D 22/10
Метки: вытяжки, полых, фланцем
...у Редактор М. ТовтЗаказ 5699/7 Корректор Подписное ета СССР крытий на 6., д. 4 л. Проектн. М аксимишинец ВНИИПИ по 113035, М илиал ПППИзобретение относится к листовой штамповке, в частности к способам штамповки эластичными средами,Цель изобретения - повышение качества деталей путем уменьшения неравномерности.На фиг. 1 показана схема процесса; на фиг. 2 - неравномерно вытянутый фланец заготовки и технологической прокладки; на фиг. 3 - схема разворота технологической прокладки относительно заготовки.Плоскую заготовку 1 и технологическую прокладку 2 укладывают на жесткую матрицу 3, При рабочем ходе пресса контейнер 4 с эластичным пуансоном 5 опускается и эластичный пуансон 5 воздействует на технологическую прокладку 2 и заготовку 1,...
Автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок

Номер патента: 1266606
Опубликовано: 30.10.1986
Авторы: Ежов, Засецкий, Морозов, Пагис, Смолкотин
МПК: B21D 22/18
Метки: автоматическая, горячей, заготовок, концов, линия, обкаткой, полых, трубчатых
...средством 3 для контроля длины трубчатых заготовок, две машины 4 для обкатки концов заготовки, имеющие плазменно-дуговые нагреватели 5, источник 6 питания плазменно-дуговых нагревателей, транспортно-охлаждающий рольганг 7, размещенный между машинами для обкатки и снабженный устройством 8 для принудительного охлаждения заготовок, и систему 9 циклового автоматического управления со средством для последовательного подключения источника питания к плазменно-дуговым нагревателям. Длинномерная труба 10 подается в трубоотрезной станок 1, где она режется на мерные заготовки. По приводному рольгангу 2 заготовки проходят через средство 3 для контроля их длины и затем подаются по одной в первую обкатную машину 4. По команде от системы...
Способ испытания полых замкнутых изделий на герметичность

Номер патента: 1267190
Опубликовано: 30.10.1986
Авторы: Герасименко, Добровлянский
МПК: G01M 3/36
Метки: герметичность, замкнутых, испытания, полых
...корпусах и пр.Целью изобретения является повышение производительности путем сокращения времени определения негерметичности, 0На чертеже схематически изображено устройство, с помощью которого осуществляют предлагаемый способ.Устройство содержит вакуумную камеру 1, внутрь которой помещается контролируемое изделие 2, средство 3 разрежения, соединенное патрубком 4 с вакуумной камерой 1. На патрубке 4 установлен вентиль 5. Вакуумная камера 1 соединена вторым патрубком 20 б с атмосферой через второй вентиль 7. Разрежение контролируется по вакуумметру 8, а прогиб стенки изделия измеряется датчиком 9 линейных перемещений .25Способ осуществляют следующим образом.Изделие 2 с установленным на нем датчиком 9 линейных перемещений...
Устройство для прессования полых изделий

Номер патента: 1268237
Опубликовано: 07.11.1986
Авторы: Ефимов, Землянов, Ревтова, Савчинский, Унанян
МПК: B21C 25/00
Метки: полых, прессования
...в контейнере 2, н с опорной частью, размещенной в опорной втулке 1. Опорная часть иглы выполнена в виде секторов б (фиг.Э), размещенных между рабочей частью 5 иглы и проставкой 7. Устройство содержит также клиновой механизм радиального перемещения секторов 6, направляющая клина 8 которого установлена в осевых отверстиях частей 4 и 5. Поверхности 9 секторов 6 и клина 8 могут быть выполнены коническими. 30Привод перемещения клина 8 может иметь верхнее (фиг,1) или нижнее (фиг.2) расположение в устройстве, может фиксироваться.зажимом 10 и снабжен шайбой 11.35Устройство для прессования полых изделий работает следующим образом.Перед прессованием в контейнер 2 подается полая заготовка 12 и осуществляется ее выдавливание пресс О...
Способ изготовления полых изделий с внутренними кольцевыми ребрами жесткости

Номер патента: 1268248
Опубликовано: 07.11.1986
Авторы: Исачков, Капорович, Маковецкий
МПК: B21D 22/16
Метки: внутренними, жесткости, кольцевыми, полых, ребрами
...осадку выполняют при осевом перемещении оп- ЗО равки 3.Оправка 3 может быть выполнена в виде двух лепестков 4 и 5 и клина 6. Для радиального пережима заготовки 2 может быть использован инструмент трения 7 либо ролик 8. Осадка заготовки 2 производится 35 либо пуансоном 9 при неподвижной оправке 3, либо подвижной оправкой при неподвижном пуансоне, либо движущимися одновременно. но с различными скоростями, пуансоном 9 и оправкой 3.Пример. Заготовка 2, закрепленная в цанговом патроне модернизированного под обкатку шарнирного станка, приводится во вращение со скоростью 360 об/мин. К заготовке подводят кольцевой индуктор для предварительного нагрева ТВЧ, После этого 45 внутрь заготовки вводят оправку так, чтобы ее торец находился на...
Штамп-автомат для выдавливания полых деталей

Номер патента: 1268274
Опубликовано: 07.11.1986
МПК: B21J 13/02
Метки: выдавливания, полых, штамп-автомат
...пад действием всестороннего сжатия, и силами трения на контакт- ЬХ ПОБЯРХНОСТЯХ11 ри движении ползуна пресса внизвтулки 8 давят на промежуточную плиту 7, которая вместе с матрицей 6опускается вдоль контрпуансона 5.При этом заготовки, находящиеся вматрице ь, соприкасаются с вновьпоступившей заготовкой, а контрпуансон 5 поддерживает их снизу.При рабочем ходе конический пуансон 12, внедряясь в верхнюю заготовку, прошивает ее насквозь и входитв среднюю заготовку так, что полученный полуфабрикат оказывается над рабочим пояском пуансона 12.Под действием упругих сил внутренний диаметр полуфабриката, получившегося из верхней заготовки, становится меньше диаметра рабочего пояска пуансона 12, что гарантирует уда,ление его вместе с пуансоном 12....
Штамп для раздачи полых деталей

Номер патента: 1269885
Опубликовано: 15.11.1986
Авторы: Белименко, Орлов, Ползик
МПК: B21D 22/10
...Ч от верхнего торца втулки 8 до фланца нажимного органа 3 при ненагруженном эластичном пуансоне 5 равноНгде Н - расстояние во внутренней полости матрицы от дна до цилиндрического участка; К - коэффициент производительности.Значения коэффициентаК определялись экспериментально с помощью установки в штампе ползушек 9, матриц 10, опор 4 и эластичных пуансонов 5 различных размеров. Полученные данные сведены в таблицу.Штамп работает следующим образом, При верхнем положении ползуна верхняя плита 1, цилиндрический корпус 2, нажимной орган 3, опора 4, эластичный пуансон 5, жесткий пуансон 6, пружина 7 и втулка 8 подняты над разъемной матрицей. Заготовка 11, представляющая собой цилиндрический стакан, устанавливается внутри нижней...
Устройство для герметизации торцов полых заготовок при пневмотермической формовке избыточным давлением газа в состоянии сверхпластичности

Номер патента: 1269886
Опубликовано: 15.11.1986
Авторы: Ватковский, Горленко, Кулаченков, Орехов, Пашкевич
МПК: B21D 26/02
Метки: газа, герметизации, давлением, заготовок, избыточным, пневмотермической, полых, сверхпластичности, состоянии, торцов, формовке
...выполнен или шестигранной, иликвадратной формы в плане. Одно изколец 1 имеет осевое отверстие 425для подачи газа в полость заготовкипри формовке.Наружная боковая поверхность каждого кольца 2 выполнена коническойс наименьшим диаметром, со сторонырабочего торца, соответствующим внут- ЗОреннему диаметру полой заготовки,Кольца 2 выполнены с внутренней резьбой. Одно из колец 2 выполнено с осевым отверстием 5 для подачи газа вполость заготовки при формовке. 35Заглушки связаны между собойстержнем 6 с резьбовыми концами и сообщающимися между собой осевым 7 ирадиальным 8 каналами для подачи газа в полость заготовки при формовке. 40 Наружное кольцо выполнено из материала с коэффициентом термического расшйрения меньшим, а внутреннее - с...
Устройство для раздачи полых заготовок

Номер патента: 1269893
Опубликовано: 15.11.1986
Авторы: Горленко, Орехов, Пашкевич, Попов, Шумаков
МПК: B21D 41/02
Метки: заготовок, полых, раздачи
...из материала с большим коэффициентом термического расширения, и штанг 8.Устройство работает следутоптгтм образом. 30Коническая заготовка устанавхтитта - ется на конус 1, на заготовку надевается матрица 5 до упора в тсотттт-тескую поверхность нижнего основания 2 и нижнюю кромку заготовки. Сверху ка заготовку опускается верхнее основа-. ние 4, которое входит в контакт с матрицей 5 и верхней кромкой заготовки, Затем введением клинт ев 7 в отверстия штанг 8 осуществляется 40 фиксация всех деталей конструкции устройства в собранном положении, и кромки заготовки эажимаются между внешней поверхностью диафрагм 3, матрицей 5 и конической поверхностью верхнего основания 4.Собранкое устройство нагревается до температуры проявления пттампуемым...
Способ испытания полых изделий на герметичность

Номер патента: 1270597
Опубликовано: 15.11.1986
Авторы: Бронфман, Ронин, Храбров
МПК: G01M 3/02
Метки: герметичность, испытания, полых
...оболочки 6 оставляют сообщающимся с испытательной камерой. Внутреннюю полость изделия 2 вакуу ,ру т с помощью насоса 45 7, а затем откачной системой течеискателя 3. После достижения вакуума Р = 1 - 5 10Па включают и настраивают блок 8 измерения ионного тока течеискателя 3 и оценивают его фоновые показатели осс по пробному газу (например, гелию). Затем по эталонной контрольной течи 9 оценивают чувствительность схемы испытаний, заполняют испытательную камеру 1 от пневмапуль- Ы та 10 пробным газом до испытательного давления Рк,п и определяют суммарную негерметичностьиэделия 2. Если суммарная цегерметичность превышает допустимую, сбрасывают из испытательной камеры 1 пробный газ да давлениявеличину каторага определяют Про ь. с епо формуле....
Способ определения усадки полых слитков из металлов и сплавов

Номер патента: 1271636
Опубликовано: 23.11.1986
Авторы: Бровман, Каджая, Кевхишвили, Легейда, Рамишвили, Тавадзе
МПК: B22D 11/00
Метки: металлов, полых, слитков, сплавов, усадки
...расстояние 60 мм заготовка вновьвходит в контакт с дорном, на чтоуказывает возникновение сил трения.Время от начала заливки металла вкристаллизатор - 18- 19 с, а темпера1271636 Еды= х/Ь,Формула 1. Способ определения усадки полых слитков из металлов и сплавов, обладающих преимущественно предуса дочным расширением, включающий заливку расплава в форму и измерение усадочного зазора между стенкой формы и поверхностью слитка, о тл и ч а ю щ и й с я тем, что, с 50 целью повышения точности измеренияусадки внутренней поверхности слитка, перед заливкой расплава в форму вводят дорн с конусной рабочей поверхностью, выдерживают в течение времени предусадочного расширения расплава, затем дорн перемещают вверх и фиксируют повторный контакт его...
Способ прессования полых цилиндрических изделий из порошковых материалов и устройство для его осуществления

Номер патента: 1271650
Опубликовано: 23.11.1986
Авторы: Андреев, Бирюков, Миндрул
Метки: полых, порошковых, прессования, цилиндрических
...изделия.Эластичное тело, выдавленное из пространства внутренних секторов 14, перетекает в полость 19 подвижной опоры 5. Послеокончания прессования толкатель 7 движется вниз, выталкивая из зоны прессования внутринние секторы 14 в замкнутом состоянии, сжатое эластичное тело 18, а также подвижную опору 5, Затем выталкиватель 4 вместе с подвижной опорой 5, опе режая ее на высоту изготавливаемого изделия, поднимается вверх и выталкивает готовое изделие таким обра 650 4зом, что ее нижний край устанавливается на уровне верхнего края верх. ней плиты 1. Подвижная опора 5 останавливается в исходном положении. Одновременно с ходом выталкивателя 4 вверх поднимаются крышка 6 и толкатель 7. Высота их подъема должна обеспечивать съем готового изделия....
Устройство для прессования полых изделий из порошка

Номер патента: 1271654
Опубликовано: 23.11.1986
Авторы: Брежнев, Бутенко, Козин, Лобастов, Филимонов
МПК: B22F 3/035, B22F 5/10
Метки: полых, порошка, прессования
...с порошком осуществляется прессование готового изделия. Отпривода (не показан) обойме 5 придают вращательное движение, при этом выступы 6 обоймы 5 одновременно входят в контакт с формующими элементами 7, заставляя их совершать поступательное и вращательное движения с перемещением к центру, при этом формующие элементы перемещаются друг относительно друга, в результате чего рабочие поверхности их постепенно осуществляют прессование как отдельных элементов, составляющих его контур, так и всего иэделия. При дальнейшем повороте обоймы 5 высту" пы 6 выходят из контакта с формующими элементами 7 и за счет упругих элементов 10 формующие элементы 7 возвращаются в исходное положение,освобождая по контуру готовое изделие. После этого привод...
Способ изготовления пористых полых изделий из металлических порошков

Номер патента: 1271657
Опубликовано: 23.11.1986
Авторы: Горячева, Левин, Одуев, Павлоцкий, Перчик, Резниченко, Реут, Сапожников, Собко, Хайкин
Метки: металлических, полых, пористых, порошков
...тех.нологических.возможностей за счетполучения иэделий с толщиной стенки50-70 мм и высотой 1,5-3 мм,П р и м е р. Изготавливают паристые полые изделия цилиндрическойформы из сферического порошка бронзы ПРБ с размерами: 4 175 (й 1)Ф 75 (+0,6); Ф 15 (+1)ф 55 (+0,6);Ф 175 (+1)" Ф 35 (+0,6); высота 1,5- 153 мм, В пространство между оболочкой и оправкой засыпают порошок Фракции 0,2-0,1 мм. При этом соотношениямежду толщинами наружного (оболочки)и внутреннего цилиндров (оправки)Форм находятся в пределах предлагаемого,Спекание проводят в проходной печи ОБпри максимальной температуре 85010 С, период спекания 20- 2530 мин в защитной атмосфере проточного водорода.Для получения сравнительных данныхпараллельно проводят изготовлениепористых...
Способ контроля герметичности полых изделий

Номер патента: 1272137
Опубликовано: 23.11.1986
Авторы: Багрянцев, Гневковский, Знаменский, Иванов, Миронов, Ухаботин
МПК: G01M 3/04
Метки: герметичности, полых
...нембаллонами 14 с дистанционно управляемыми электромагнитными клапанами 15размещают в вакуумной камере 9, Вакуумную камеру 9 откачивают до рабочегодавления. Последовательно, с временными интервалами, с пульта 16 открывают35электромагнитные клапаны 15 баллонов14 в возможные негерметичные эоны 2-7. По показаниям течеискателя 12 регистрируют концентрацию пробнОго газа в вакуумной камере 9 и по при- ращению сигнала судят о наличии эоны негерметичности иэделия. Величина доэ подаваемого пробного газа выбирается из условия получения в изделии 1 смеси заданной концентрации после подачи последней дозы,Таким образом, контрольная смесь создается одновременно с поиском зоны негерметичности, что сокращает время проведения испытаний и упрощает...
Способ измерения кровяного давления в интрамуральных сосудах полых органов

Номер патента: 1273056
Опубликовано: 30.11.1986
МПК: A61B 5/02
Метки: давления, интрамуральных, кровяного, органов, полых, сосудах
...кровотока в исследуемых сосудах. При уровнекомпрессии, равном нулю, дупликатура самопроизвольно исчезает за счет эластичностистенок полого органа.Пример. Способ осуществляют в экспериментальных условиях на собаке-самке весом 1 О кг под внутривенным тиопенталовым наркозом. Измерения кровяного давления проводят в сосудах подслизистого слоятонкой кишки в О см проксимальнее илеоцекального угла,До проведения непосредственных измерений предварительно из стенки кишки фор-.мируют временную (необходимую только дляпроцесса измерений) поперечную дупликатуру. Формирование дупликатуры производят с помощью зонда с наконечником, вводимого через анальное отверстие. Сформированная таким образом дупликатура направлена в просвет кишки. Листки...
Способ изготовления полых изделий

Номер патента: 1274808
Опубликовано: 07.12.1986
МПК: B21D 22/00
Метки: полых
...4/5 филиал ППП Патент, г. Ужгород, ул. Проектная, 4Изобретение относится к холодной обработке металлов давлением и может быть использовано для изготовления полых деталей с наружным и внутренним переходами у дна малого радиуса.Цель изобретения - получение изделий с минимальными радиусами сопряжения дна со стенкой.На чертеже изображена схема реализации способа.Способ изготовления полых деталей осугцествляется следующим образом.Плоскую заготовку вырубают из ленты и вытягивают пуансоном в вытяжной матрице (не показано), а затем осуществляют калибровку, Предварительно вытянутую заготовку 1 укладывают на оправку 2. При ходе ползуна пресса вниз пуансоном 3 протягивают заготовку 1 через матрицу 4, имеющую размер внутренней поверхности меньший,...
Штамп для формовки полых тонкостенных деталей

Номер патента: 1274810
Опубликовано: 07.12.1986
Автор: Ярцев
МПК: B21D 22/10
Метки: полых, тонкостенных, формовки, штамп
...1 О фиг. 2), перемещение которых происходит по цаправ ляющим 11. На оси втулки 8 специальным болтом 12 к промежуточной плите 7 крепится пуансон, состоящий из ловителя 13, эластичного элемента 14, Нажимого элемента 15 опирающегося через толкатели 16)25 ца верхнюю плиту 2.Штамп работает следующим образом.Деталь 17 устанавливается на фиксатор 4. При опускании цолзуна пресса Н- лая деталь 17 свободно проходит между разведенными полуматрицамц 9, а ловитель 13, эластичный элемент 14 пуансона оцускаются внутрь детали 17. Гри дальцейцсм оцускации ползуна пресса полуматрицы 9 входят в контакт с клиньями 3, перемецаотся в направляющих 11 и плотно смыкаОтея вокруг Втулки 8, 11 цзомежуточ цая плита 7 опирается на клинья 3 и ос. танавливается. 11...
Способ гидравлической штамповки полых деталей сложной формы

Номер патента: 1274815
Опубликовано: 07.12.1986
Авторы: Кобышев, Прошунин, Шарапенко
МПК: B21D 37/00
Метки: гидравлической, полых, сложной, формы, штамповки
...изображена схема штамповки в начальный момент осевой осадки заготов. ки; на фиг.2 - местная раздача цент. ральной части заготовки, момент окончания раздачи центральной части заготовки и начала первого этапа ее осевого обжатия; на фиг.З - то же, после второго этапа осевого обжатия центральной части заготовки.Трубчатую заготовку 1 в холодном состоянии помещают в разъемную матрицу 2. После смыкания полуматриц заготовку заполняют жидкостью и герметизируют ее полость путем перемещения пуансонов 3 и 4 навстречу один другому (фиг.1). Внутрь заготовки 1 через канал, выполненный в пуансоне 3, подают жидкость под давлением Р от источника высокого давления при продолжающемся перемещении пуансонов 3 и 4 в осевом направлении. Одновременно с...
Штамп для обжима полых тонкостенных цилиндрических заготовок

Номер патента: 1274818
Опубликовано: 07.12.1986
Авторы: Алюшин, Березовский, Кадеров, Остриков
МПК: B21D 41/04
Метки: заготовок, обжима, полых, тонкостенных, цилиндрических, штамп
...17.Предлагаемый штамп работает следующим образом.Тонкостенная цилиндрическая заготовка 18 устанавливается на нижнюю плиту 1. Под действием ползуна пресса верхняя плита 2 перемегцается вниз совместно с при. крепленной к ней винтами 10 и подпружиненной пружинами 9 крышкой 6 с заключенными под ней узлом наружного подпора и секционной матрицей 13. Основания 3 секций узла наружного подпора вступают в жесткий контакт с нижней плитой 1, и крышка 6 с заключенными под ней узлом наружного подпора и секционной матрицей 13 останавливается. При дальнейшем перемещении верхней плиты 2 вниз жестко закрепленный с ней привод радиального перемещения, выполненный в виде клиньев 8, вступает в контакт с клиновыми элементами 5 и перемещает их к центру...
Способ изготовления полых соединительных элементов трубопроводов

Номер патента: 1276391
Опубликовано: 15.12.1986
МПК: B21D 9/00
Метки: полых, соединительных, трубопроводов, элементов
...становятся вопросы о минимальном радиусе гиба, который может быть изготовлен предлагаемым способом, и о выборе степени предварительной деформации трубной заготовки перед операцией гибки.Данный вопрос может быть решен исходя из следующих положений: минимальный радиус гиба (К) составляет 1,9 Э (Э - наружный диаметр трубной заготовки).Выбор минимального радиуса гиба ограничен степенью наклепа металла в зонах, соответствующих максимальному наружному радиусу гиба, который не должен превышать 262, что связано со снижением деформационной способности металла.Изделия с минимальными радиусами гиба, имеют на наружной обравующей наклеп не более 263, созданный растяжением, и 263 - на внутренней образующей за счет сжатия,Отсюда первое...
Способ изготовления полых шаровых сосудов

Номер патента: 1276395
Опубликовано: 15.12.1986
Авторы: Арефьев, Горохов, Зубков, Пакало, Петунин
МПК: B21D 22/26
Метки: полых, сосудов, шаровых
...на фиг.5 - график зависимости величины утонениястенки от коэффициента вытяжки,На чертежах приняты следующиеобозначения. вытяжная матрица 1, вытяжной пуансон 2, контейнер 3, обжимная полуматрица 4, кривая 5 зависимости величины утонения стенки сосуда:от коэффициента вытяжки при зазоре,равном 1,15 исходной толщины заготовки, кривая 6 зависимости величиныутонения стенки сосуда от коэффици 1ента вытяжки, полуфабрикат 7 в виде. стакана со сферическим дном, готовыйсосуд 8,Способ осуществляется следующимобразом.Исходную листовую заготовку (непоказана) устанавливают на матрицу1 и осуществляют вытяжку с зазоромЕо между пуансоном 2 и матрицей 1,ойределяемым следующим выражением.Е = 1,8+4,0(К,6).Бгде К - коэффициент вытяжки,Б, - толщина исходной...
Штамп для пробивки отверстий в стенках полых изделий

Номер патента: 1276398
Опубликовано: 15.12.1986
Авторы: Кулабушев, Нюнин, Фомин
МПК: B21D 28/28
Метки: отверстий, полых, пробивки, стенках, штамп
...пресс и работает следующим образом.Изделие 10 устанавливается по направляющему кольцу 11 на нижнюю пли ту 1. Включается пресс и клин 22, установленный на верхней плите 23, воздействует на нижний клин 20, который смещаясь, двигает центральный клин 6.Клин 6 своими рабочими поверхностями,соответствующими каждой ползушке 3,пЕремещает их в радиальном направлении.Сменные пуансоны 4, закрепленныештифтом 5, пробивают отверстия в стенке детали в тот момент, когда матрицы 13 под действием боковых клиньев14, закрепленных на верхней плите 22,подошли вплотную к детали. В этот жемомент толкающие штыри 16 под воздействием упора 18 планкой 24 проталкивают отходы в провальное окно.Вслед за этим отход от пробивки отверстий в детали отжимает...
Устройство для снятия заусенцев на полых деталях

Номер патента: 1276412
Опубликовано: 15.12.1986
Автор: Тагиров
МПК: B21J 5/02
Метки: деталях, заусенцев, полых, снятия
...элемент 10с режущей кромкой 11, размещеннойниже опорной поверхности 8 Фиксатора с целью защиты ее от повреждений,и опорной поверхностью 12. Режущийэлемент 10 прикреплен к пуансону болтом 13 сшайбой 14, диаметр которойменьше диаметра режущего элемента.Матрица 15 смонтирована на верхнейподвижной плите 16, На данном устройстве предусмотрена обработка детали17 с заусенцем 18.Устройство работает следующим образом,Обрабатываемая деталь 17 своимбольшим по диаметру отверстием надевается на наружную поверхность 6 Фиксатора 3 положения, при этом обрабатываемое отверстие устанавливаетсяконцентрично режущему элементу 10пуансона 1. Подвижная верхняя плита16 опускает матрицу 15, матрица воздействует на верхний торец детали,412 йв результате деталь...