Патенты с меткой «полых»
Устройство для обнаружения отверстии в непрозрачных полых изделиях

Номер патента: 375530
Опубликовано: 01.01.1973
Авторы: Котровский, Мирошник, Никитин
МПК: G01N 21/95
Метки: изделиях, непрозрачных, обнаружения, отверстии, полых
...предлагаемое устройство в разрезе; на фиг. 2 - его принципиальная схема.Корпус 1 раздеотсека 3 и 4. В о лен перегородкои 2 на два тсеке 4 помещен фотоумножитель б, соединенный со светопроводом б.Последний расположен в отверстии перегородки 2 и служит держателем тубы 7, котораявставлена через отверстие в корпусе в отсек5 3 и надета на торцовый конец светопроводаб. В отсеке 3 расположены световые излучатели 8, Сигнальные лампы 9 и 10 вынесеныиз устройства.Устройство содержит реле 11 и 12, а также0 тумблер 13 и выключатель 14.Устройство работает следующим образом.При включении тумблера 13 загораетсялампа 9, сигнализирующая готовность уст 5 ройства к работе, после чего на светопровод бчерез отверстие в корпусе одевают контролируемую...
Способ наплавки металлов на внутреннюю поверхность полых металлических деталей

Номер патента: 376196
Опубликовано: 01.01.1973
МПК: B23K 20/12
Метки: внутреннюю, металлических, металлов, наплавки, поверхность, полых
...отдельных элементов стружки наносимого сплава не должен затруднять ее засыпку в приспособление.Для наплавки может использоваться стружка антифриюционных сплавов из отходов механической обработки, подвергнутая при необходимости, магнитной сепарации для удаления примесей черного металла.После засыпки стружки в приспособление туда же вставляют второй пуансон 3. Перед наплавкой стружку в приспособлении предварительно уплотняют под давлением 15 - 20 кг/мм с помощью одновременного встречного движения пуансонов, в результате чего образуется плотный брикет, Для проведения ,процесса наплавки приспособление с закрепленной в нем заготовкой приводят во вращение со скоростью о=4 в м/сек (относительно поверхности диаметром л.у,), а пуансоны...
Способ изготовления полых изделий из поливинилхлорида

Номер патента: 377997
Опубликовано: 01.01.1973
Авторы: Вальтер, Иностранцы, Янс
МПК: B29C 49/00, B29C 49/08
Метки: поливинилхлорида, полых
...повышается прочность на разрыв, эластичность, усилие продавливания, разрывное удлинение (эластичность), а также уменьшается пластическая деформация (холодная текучесть при долговременном влиянии напряжений деформации). Последнее особенно важно для долговременного поведения находящихся под давлением бутылок (содержащих угольную кислоту и напитки, например пиво),П р и м е р 2. Получают почти такие же результаты при повторении опыта при температуре растягиваемых шишковатых заготовок 110 С и при давлении дутья 1,5 кг/смг.П р и м е р 3, Из экструдированной в области термопластичности (при температурах выц.е 1 о 0 С) шлангообразной заготовки из сернистого поливинилхлорида с собственной гязкостью 65 после охлаждения до 120 С в форме...
Печь для нагрева коротких полых цилиндрических изделийhail3., -. -•, -; 1″. мгли; ч. л: ; л1г. ьп. л: 0ска

Номер патента: 379653
Опубликовано: 01.01.1973
Авторы: Гольбан, Зайченко, Костюченко, Маркевич, Охмат, Павловский, Рогальский, Хейфец, Шифрин
Метки: 0ска, изделийhail3, коротких, л1г, мгли, нагрева, печь, полых, цилиндрических, •п
...неболыпой длины.Известно устройство для перемещения цилиндрических изделий, выполненное из вращающихся валов, оси которых расположены вдоль оси поступательного движения изделий под углом к горизонтальной плоскости. В этом случае продвижение изделий по вращающимся валам осуществляется за счет осевой составляющей их силы тяжести. Имеет место сползание изделий, скорость которого неравномерна и практически не регули руется.Целью изобретения является повышение качества термообработки полых цилиндрических изделий.Предлагаемая печь имеет механизм трансггортировкн изделий и состоит из вращающихся валов, установленных под углом один относительно другого, в результате чего возникает осевая составляющая окружного усилия,...
Инструмент для прессования полых профилей

Номер патента: 415062
Опубликовано: 15.02.1974
Авторы: Гильденгорн, Изобретени, Керов, Мелехов
МПК: B21C 25/00, B21J 13/02
Метки: инструмент, полых, прессования, профилей
...содержащий Контейнер, вьатрицу, пресс-штемпель и иглу с са 1 мостоятельным приводом, отличается тем, что он снабжен надетым на иглу стаканом, опираьощимся открытым торцом на рассекатель матрицы и имеющим отверстие в дне для прохода иглы, а в пресс-штемотеле выполнено орверстие для размещения в нем упомянутого старикана.Такое выполнение инструмента обеспечивает повышенне стойкости иглы.На чертеже представлен описываемый инструмент, содержащий контейнер 1, матрицу 2. В отверстие рассекателя матрицы входит игла 3, на которую надевают стакан 4.Давление пресса на металл передается через пресс-шайбу 5,Для прессования утолщенной части профиля иглу устанавливают в положение 1. При этом шенка иглы устанавливается против меньшего калибрующего...
Устройство для резки цилиндрических полых деталей

Номер патента: 419484
Опубликовано: 15.03.1974
МПК: B28D 1/06, C03B 33/06
Метки: полых, резки, цилиндрических
...5 лля ходовых втулок 6 5 установочной бабки 3, Перемещение барабана 1 относительно оси барабана 4 производится с помощью пары: гайки 7, закрепленной на бабке 3, и винта 8, закрепленного на барабане 4 во втулках 9 и получающего вра щение от конической шестерни 10, обкатывающейся по нецолвцжной конической шестеренке 11, закрепленной в корпусе 12 устройства, имеющего ооычные направляющие для установочного перемещения устройства в на правлениях, указанных на чертеже стрелками.Боковой отросток 13 стеклянной (керамической) колоы снабжен упругой оправкой 14, удерживающец изнутри отрезаемую часть де тали.Резка боковых огростков 13 происледующим ооразом.Корпус 12 полволипгся по направляющим взаданное положение таким образом, что оси 25...
Пресс-форма для изготовления полых изделий переменного профиля из порошковых материалов

Номер патента: 420480
Опубликовано: 25.03.1974
Метки: переменного, полых, порошковых, пресс-форма, профиля
...по помещают вду насадкой ержнем 4,еньшем усирошок в ко 97%. На чертеже по форма. Пресс-форма с насадки 2, явля снабженной пер стержня 4 и ниж При прессова матрицу 1 и раз 2, пуансоном 5 и При давлении лия срезываниянусной части уплотняется пуансоном 5 и центральным стержнем.При достижении максимального усилия прессования происходит разрушение перегородки, и компенсация в линейных перемещениях порошка в различных участках изделия достигается дальнейпим ходом полой насадки.Снабжение верхнего пуансона перегородкой, разрушающейся при достижении максимального усилия прессования, позволяет создать движение порошка прп заполнении формы в различных направлениях различной величины,Конструкция предлагаемой пресс-формы отличается простотой и...
Инструмент для прессования полых профилей

Номер патента: 421390
Опубликовано: 30.03.1974
МПК: B21C 25/04
Метки: инструмент, полых, прессования, профилей
...через промежутоюнуго серьгу, шарнирно укрепленную на игле и пресс-штемпеле, и имеет выступ для захода в предусмотренный в пресс-штемпеле глухой паз, фиксируемый в нем,На фиг. 1 показан предлагаемьш инструмент; на фиг. 2 - разрез по А - А на фиг, 1.Инструмент содержит иглу 1, укреплепнуго на пресс-штемпеле 2 через серьгу д посредством пальцев 4. На игле предусмотрен выступ гг, служащий для захода в глухой паз, выполненный на пресс-штемпеле.Вследствие поворота игль 1и серьги 3 относи гельно пресс-штемпеля 2 на угол 180 создяется вОзможнос 1 ь Отводя иглы От Оси прессо вания, 1 го позьоляст подавать слиток ббльшей длины ь зону меж,11 оптейнером и пресс ште.,гпелем.Такой пнсгрумсггг гарантирует в процессепрессования совпадение...
Способ изготовления преимущсствян но полых цилиндрических отливок из стали

Номер патента: 421424
Опубликовано: 30.03.1974
Авторы: Александров, Герливанов, Гюбретеиин, Левин, Львов, Мирзсзтн
МПК: B22D 13/00
Метки: отливок, полых, преимущсствян, стали, цилиндрических
...11 си усгиьст ироисзсодитт биеидтс гиттеиттои формы, что при таодтит к росту трещин. обретзоиавиидгхси раисс. Нзиестттьт попытги, иаттратзлеттттьте па снижепис вибраптит путем установки резипотзьтх ирокцтидток 1: шарикодзътх подитипиттткгтх. иа которые опирается питситтая форма. Но эти иопытки приносит успех только при изтототзхтс иип отцптвот; весом то 100 ка. При отлгпчкит; бостыттего веса регхтхтогэътст гтрот.ти 1 ц; гю-згт вы. пого ттътртт:ттт;тепт;т па ОИИИЗОЧ/Ь 11 таисптиегт поверхности отциттикт. и по Цостиькепип температуры КОкЧЦБС па В 11 Т 17 С 1111 С 11 поиерхпоствт отдпвткдт скорость нриптеттттэт питейиот формы: ;:лето:т;те.т дам ун:ет 1111 тг 11 т то степеих. соотпетстйдутотттет: ухтеиьпзенъпо тр;втъ:тг:т го т;р 1:т:1:те:1...
Устройство для резки полых стеклоизделий

Номер патента: 421639
Опубликовано: 30.03.1974
Авторы: Ахлестин, Борскнй, Владимирский, Воронкова, Зев, Любнмов, Щукин
МПК: C03B 33/06
Метки: полых, резки, стеклоизделий
...ленту 8, неподвижный захват 3, жестко связанныи с кареткой 1, начинает дви гаться вместе с лентой и перемещает каретку1 в направлении, указанном стрелкой (см.фиг. 1). Одновременно на участке между неподвижным и подвижным захватами подводят кольцевые горелки 5 (см. фиг, 2), которые 3 производят местный разогрев изделия до необходимой температуры. Затем горелки отво.дят, и к размягченному участку подводят в исходном положении ножевой механизм (ножницы б в описываемом примере). При син хронном движении каретки 2 подвижный захват 4 начинает двигаться вправо с большей скоростью, чем каретка, поэтому разогретая шейка 10 растягивается и сужается. Ножницы б, сжимаясь, сначала сдавливают и свари вают концы изделия, а затем разрезают их.Таким...
Пресс-штемпель для прессования полых изделий

Номер патента: 422492
Опубликовано: 05.04.1974
МПК: B21C 25/04
Метки: полых, пресс-штемпель, прессования
...разцотолщиццости указанным сопряжением.Цель предлагаемого изобретения - уменьшецие разцотолщиццости прессуемых изделий. Для этого рабочий участок выполнен из двух частей с плоскостью разъема, перпецдикулярцой оси прессования. На фиг. 1 изображен прессовый ицструмецт,в котором используется пресс-цтемпель; ца фиг. 2 - разрез по А - А ца фиг. 1; ца фиг.3 - пресс-штемпель; ца фиг. 4 - пресс-шайба.5 Пресс-штемпель состоит из матрицедержателя 1, в который запрессовывается матрица 2, втулки и коцтейцер 3 с размещеццыми в цей пресс-шацоой 4 и частью рабочего участка 5 пресс-штемпеля, иглы 6 с ввинченным хвосто виком 7 и переходника 8, соедццяющсго проставку 9 с пресс-штемпелем 10.Вследствие перс мещецця части рабочегоучастка 5...
Штамп для формовки гофр в полых конусныхдеталях

Номер патента: 422499
Опубликовано: 05.04.1974
Автор: Бадыров
МПК: B21D 13/08
Метки: гофр, конусныхдеталях, полых, формовки, штамп
...известного шнестабильность процесса формкак следствие, невысокое качванных деталей.Цель изобретения - повышение качества отштампованных деталей.Это достигается за счет того, что предлагаемый штамп снабжен прижимом заготовкисо стороны меньшего торца, расположенногопо оси штампа и выполненного в виде двухвставок с конусной рабочей поверхностью, одна из которых находится в полости пуансонаи связана с верхней плитой, а другая расположена в полости матрицы и подпружиненак нижней плите,1-1 а фиг. 1 изображеобщи 1 вид; на фиг,таль.Полая конусная заготовка 1между матрицей 2 и форм ыл 3, при этом выступы матрицы 2 соответствуют впадинам пуансона 3. Прижим штампа состоит из двух частей с конусной поверхностью: верхняя часть 4...
Штамп для вытяжки полых изделий

Номер патента: 422508
Опубликовано: 05.04.1974
Авторы: Валиев, Короткое, Яковлев
МПК: B21D 22/20, B21D 45/00
...9,Для улучшения условий захвата торца детали на рабочих концах пластин выполняют выемки, Противоположные нерабочие концы пластин 5 скошены и закруглены. Это обеспечивает передачу давления на пластины 5 от упругой подушки 6 также и в направлении пуансона. В случае вытяжки цилиндрических деталей пластины 5 могут быть выполнены клиновидными в плане (фиг. 7) и набраны в непрерывный пакет, охватывающий контур пуансона, Упругая, резиновая или резино-гидравлическая подушка 6 помещена в полости корпуса 2 на подвижном диске 10, установленном на регулировочных винтах 11. С внутренней стороны корпуса 2 упругая подушка 6 ограничена кольцом 8, которое одновременно может служить в качестве шарнирной опоры пластин 5 (фиг. 6, 7). Штамп работает...
Дорн для отливки полых заготовок

Номер патента: 422522
Опубликовано: 05.04.1974
Авторы: Александров, Бардина, Горлов, Мазун, Макаров, Мартынов, Научно, Нечаев, Ново, Ординарцев, Ситнов, Филиал, Фролов, Цейтлин
МПК: B22D 11/055
Метки: дорн, заготовок, отливки, полых
...в предлагаемом дорне на расстоянии не менее 300 мм от верхнего торца выполнены щели высотой от 30 до 70% длины дорна напротив отверстий диаметром 2 - 5 мм в системс подвода охладителя, причем выше щелей выполнены две обтюрирующие канавки, Кроме того, отверстия в системе подвода охладителя ниже полого стержня в каждом последующем ряду смещены на 10 - 25 относительно друг друга,На фиг, 1 показан продосываемого дорна (полостьно не показана); на фиг,на фиг. 1.На дорне 1 с водоохлаждаемыми каналами2 выполнены щели 3 напротив отверстий 4 втрубах 5, 6 и обтюрирующие канавк 7.В нижней части труб 5, 6 имеются о ерстия 8,10 Дорн имеет возможность с помощью механизма поворота совершать возвратно-вращательное движение вокруг вертикальной...
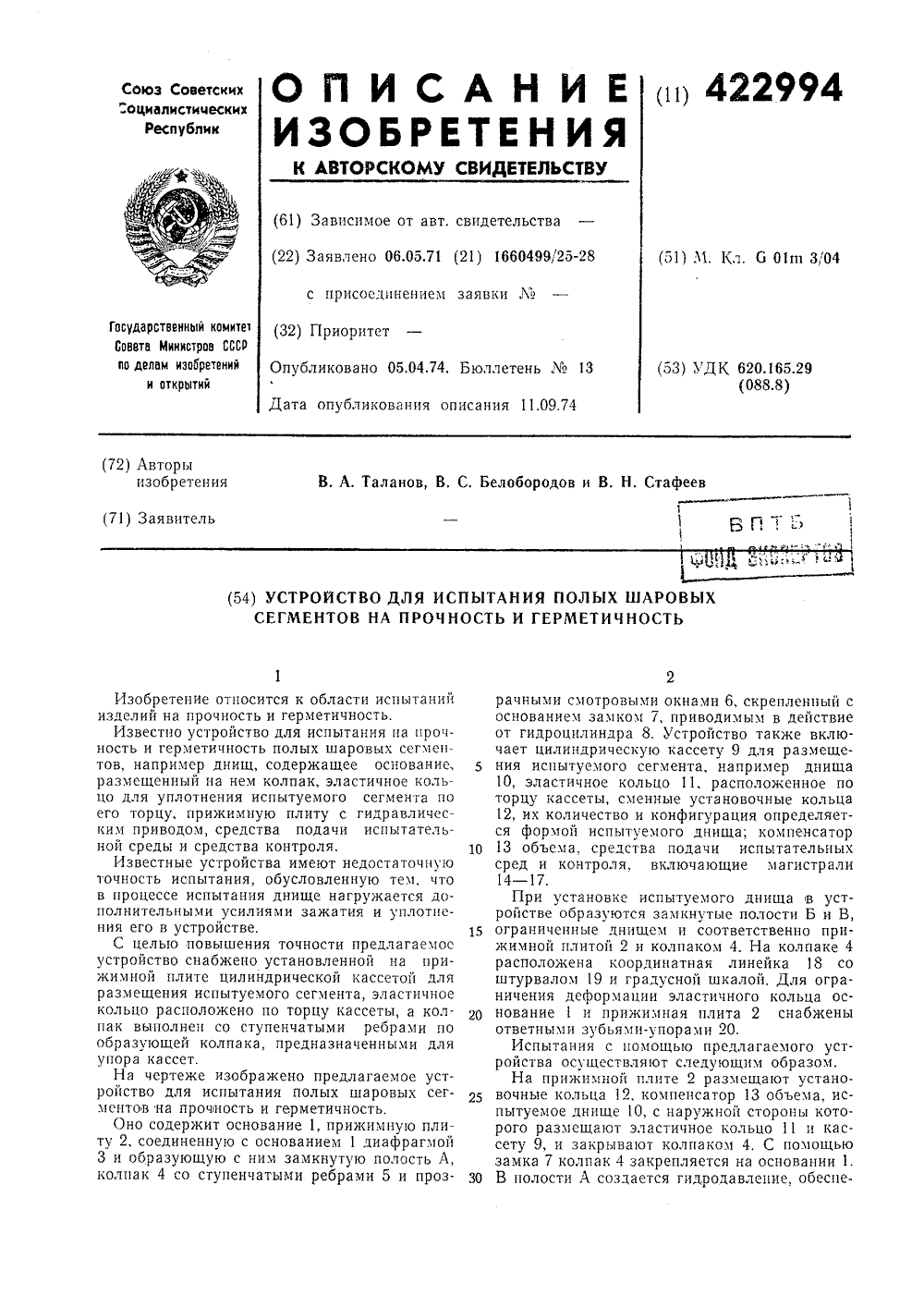
Устройство для испытания полых шаровых сегментов на прочность и герметичность
Номер патента: 422994
Опубликовано: 05.04.1974
Авторы: Белобородое, Стафеев, Таланов
МПК: G01M 3/04
Метки: герметичность, испытания, полых, прочность, сегментов, шаровых
...компенсатор 13 объема, средства подачи испытательных сред и контроля, включающие магистрали 14 - 17.При установке испытуемого днища в устройстве образуются замкнутые полости Б и В, ограниченные днищем и соответственно прижимной плитой 2 и колпаком 4. На колпаке 4 расположена координатная линейка 18 со штурвалом 19 и градусной шкалоц. Для ограничения деформации эластичного кольца основание 1 и прижимная плита 2 снабжены ответными зубьями-упорами 20.Испытания с помощью предлагаемого устройства осуществляют следующим образом.На прижимной плите 2 размещают установочные кольца 12, компецсатор 13 объема, испытуемое днище 10, с наружной стороны которого размещают эластичное кольцо 11 ц кассету 9, и закрывают колпаком 4, С помощью замка 7...
Установка для промывки полых изделий

Номер патента: 424625
Опубликовано: 25.04.1974
Авторы: Арм, Митин, Молочной, Московский, Сурков, Усков, Яновский
МПК: B08B 9/032
Метки: полых, промывки
...2 через дроссель 15 и обратный клапан 13 засасывается в инжекторный насос-смеси- тель 4, где, смешиваясь до рабочей концентрации, проходит через нагреватель 5 и, нагретый до рабочей температуры, через регулирующий вентиль 9 и обратный клапан 11 поступает на промываемый трубопровод 1. В последнем под действием пульсатора 17 принимает зпакопеременное ускорение, способст- вующее быстрому удалению загрязнений.После промывки рабочим раствором клапаны 7 и 12 закрываются, и система ополаскивается чистой холодной водой, после чего открывается клапан 8, и дезинфицирующий раствор из емкости 3 аналогично концентрированному раствору прогоняется через трубопро вод 1 при выключенном нагревателе 5 и работающем пульсаторе 17. Предмет...
Способ изготовления полых железнодорожнб1хосей

Номер патента: 425710
Опубликовано: 30.04.1974
Авторы: Большаков, Динник, Осада, Ханин, Чекмарев
МПК: B21H 1/08
Метки: железнодорожнб1хосей, полых
...нагревается в кольцевой печи 1 до температуры прокатки и пропускается через окалиносбиватель 2. На прошивном прессе 3 пуансоном большего диаметра заготовка прошивается в гильзу (см. фиг, 2 а), раскатывается на стане-элонгаторе 4 (см. фиг. 2 б), подогревается в ин дукционной печи 5. Затем на первом трехвалковом стане б поперечно-винтовой периодической прокатки заготовка прокатывается на оправке также несколько большего диаметра (см. фиг. 2 в) и передается на второй стан 10 7 поперечно-винтовой периодическоц прокатки, в котором профильная заготовка вновь прокатывается без оправки с наружной и внутренней конфигурацией, соответствующей профилю изделия (см, фиг, 2 г), После этого 15 заготовки оси подвергаются термомеханическому...
Конвейерная машина для выработки полых стеклянных изделий

Номер патента: 427905
Опубликовано: 15.05.1974
Автор: Изобретен
МПК: C03B 9/28
Метки: выработки, конвейерная, полых, стеклянных
...или одновременная подача порций стекломассы в черновые формы производится питателями непосредственно на ходу машины. Формование пульки,15 и окончательное ее раздувание осуществляется с помощью сжатого воздуха и вакуума через камеры 17.Цикл изготовления стеклоизделий начинается с поступления порции (капли) стекломассы 4 б в черновые формы, проходящие в закрытом положении под питателем. Горловые кольца 13 в это время заоерты черновыми формами 5, плунжерный механизм,б кулачком 35 поднят вверх, т. е. поджат к горловине черновой формы, Прессующая головка 7 поднята и поворотным кулачком 47, жестко закрепленным на шарнире держателя 4, отведена в сторону, Поршень 48 прессующей головки 7 под действием пружины 49 находится в крайнем...
Штамп для встречной пробивки отверстий в полых деталях

Номер патента: 428833
Опубликовано: 25.05.1974
Авторы: Гельдерман, Изобретени, Красников, Макарущенко
МПК: B21D 28/28, B21D 45/04
Метки: встречной, деталях, отверстий, полых, пробивки, штамп
...с расположенными в матрице подпружиненным фиксатором ползуна, освобождающим его в момент пробивки отверстий.На фиг. 1 и 2 показан предлагаемый штамп в момент рабочего хода, в двух проекциях; на фиг, 3 и 4 - то же, в момент нахождения ползуна пресса в нижней мертвой точке и удаления отходов, в двух проекциях,Устройство содержит ползун 1, приводимый 2в движение клином 2, неподвижно установленным в верхнем пуансонодержателе 3. Ползун 1 с пружиной 4 и фиксатор 5 с пружиной 6 установлены на плавающую сборную мат рицу, которая состоит из двух пластин 7, разделенных между собой прокладками 8. Пластины 7 обеспечивают внутренний размер детали. Матрица удерживается в исходном положении пружинами 9 и специальными вин тами 10, В нижнем...
Устройство для непрерывной отливки полых слитков

Номер патента: 428847
Опубликовано: 25.05.1974
Авторы: Белокуров, Зебзеев, Подкин, Сергеева
МПК: B22D 11/14
Метки: непрерывной, отливки, полых, слитков
...охлаждения, На трубе 3 закреплена обойма 4 с вставленными в них с возможностью вращения центрирующими элементами с поверх 30 постыл тела вращения. Цситрирующие элементы 5 в виде шариков и роликов иодиружинсны через втулку 6 пружиной 7. Труба 3 имеет радиальные отверстия а для разбрызгивания охлаждающей воды на внутреншою поверхность полого слитка и отверстия б для подвода воды к цснтрирующим элементам. Втулка 6 и обойма 4 также снабжена для охлаждения соответству 1 ощими отверстиями.Работает устройство следующим образом.После заливки металла в кристаллизатор 1 начинастся затвердсванис внутренней корочки 8 и наружной корочки, По мере дальнейшего охлаждения и вытягивания слитка толщина корочек увеличивается и во внутренней корочке 8...
Форма для литья из термопластов полых толстостенных изделий

Номер патента: 428950
Опубликовано: 25.05.1974
Автор: Проскурн
МПК: B29C 45/26, B29C 45/73
Метки: литья, полых, термопластов, толстостенных, форма
...материала применяется механизм 1 О.Форма работает следующим образом.15 Формы смыка 1 от и в оформля 1 ощуюлость Л через втулку 4 вводят уплотняощпйпуансон 7,ь 1 тобы нагреть форму, включаот нагреватели 2 и подают в оформляющую полость Л20 формы по трубопроводу 8, через внутре;пююполость Б пуансопа и каналы в нагревающпйагент, например разогретый технический азог.Впрыскивают расплав термопласта воформляющую полость А через литниковую25 втулку 6, который, вытесняя нагревающийагент, через каналы а попадает в поперечныеканавки 5. При местном охлаждении литниковой втулки б, втулки 4 и плоскостей разъема формы расплав термопласта в охлажден 30 ных местах кристаллизуется, образуя уплотнения, остальная его часть оказывается в...
Способ термической обработки полых тонкостенных изделий

Номер патента: 432214
Опубликовано: 15.06.1974
Авторы: Абросимов, Герфанов, Литвинов
МПК: C21D 1/673, C21D 9/06
Метки: полых, термической, тонкостенных
...обеспечивается, например, при применении наружной обоймы с внутренним контуром, соответствующим наружному контуру обечайки, и внутренней разборной оправкой с наружым контуром, соответствующим внутреннему контуру обе. Геефвиов и С, П, Литвино чаики, в случае, когда материал осна имеет меньший коэффициент линейного ширения, чем у обечайки.Предлагаемый способ термообработки был 5 проверен на конических и цилиндрическихобечайках. Обечайка диаметром 1500 мм из сплава АМГ 6 в сборе с наружной обоймой и внутренней разборной оправкой загружается в печь, нагревается до 380 С и выдержива- О ется при указанной температуре в течение2 час. При этом наружная обойма препятствует полному расширению обечайки от нагрева и вследствие этого своим...
Устройство для размельчения инородного телав полых органах

Номер патента: 432901
Опубликовано: 25.06.1974
Автор: Феркельман
МПК: A61B 17/50
Метки: инородного, органах, полых, размельчения, телав
...3и 4, расположенными под углом, и раоочиегубки 5 и 6, Рабочая губка 5 является упорной и выполнена с насечкой 7, а рабочая губка 6 выполнена в виде цилиндрической фрезы8 и имеет защитный щиток 9. Внутри бранши1 расположен гибкий вал 10,При извлечении инородного тела из полыхорганов, например пищевода, устройство вводят в пищсвод через известную металлическую трубу эзофагоскопа. Когда оно достигнет инородного тела, сводят рукоятки 3 и 4, и бранша 2 воздействует на рабочую губку 5 5 так, что она отходит от фрезы 8. Устройствоподводится к инородному телу таким образом, что оно оказывается между фрезой и насечкой 7 рабочеи губки 5. После этого рабочая губка 5 прижимает инородное тело к фре зе своей насечкой 7. От электродвигателя...
Устройство для обработки полых цилиндрических заготовок

Номер патента: 433940
Опубликовано: 30.06.1974
Авторы: Алексеев, Лелета, Лимберг, Мацукин, Предко
МПК: B21D 26/06, B21D 41/02
Метки: заготовок, полых, цилиндрических
...2 споршнем 3 формообразующего пуансона 4,5 В корпусе 2 закреплена неподвижно штанга 5механизма зажима заготовки б. На штанге 5размещены поршень 7, сопрягаемый наружным диаметром с внутренним диаметромпоршня 3 силового узла, толкатель 8 и клино 10 вые втулки 9 и 10 со встречными конусами.При этом клиновая втулка 10 закреплена наконце штанги 5 гайкой 11. На клиновых втулках 1 9 и 10 размещена цанговая втулка 12. Механизм зажима снабжен также разрезной бан 15 дажной втулкой 13, стянутой кольцами 14, обхватывающей заготовку б по наружному диаметру.Рабочий орган состоит из матрицы 15, матричного блока 16 и пуансона 4.20 Устройство работает следующим образом.Заготовку б устанавливают в матрицу 15.В месте ее закрепления надевается...
Подвеска для гальванической обработки полых деталей

Номер патента: 434141
Опубликовано: 30.06.1974
Авторы: Гречухин, Изобретени, Круглое, Прокопов
МПК: C25D 17/08, C25D 17/14
Метки: гальванической, подвеска, полых
...7, которое может быть как постоянным, если на этой подвеске обрабатывается все время одна и та же деталь с определенной толщиной покрытия, так и переменным, если осуществляется от общсц 1 ц:шы, от которой питаются и внешнцс ацоды, на которые требуется подавать рабочий ток большей величины, С целью изоляции катода и анода как между собой, так ц от электролита токоподводы собраны в пакете пластин 8, 9, 10, выполнецных из нстокоцроводного, агрессцвностойкого материала, например, полццропцлеца. Для надежной герметизации стыки цласпш 8, 9, 10 по наружной поверхности проварцваются, Контакты 2 и 5 вставля;отся в пластины 8 и 9 по црессовой посадке, что препятствует проникновенц;о электролита внутрь подвески.Работа подвески происходит в...
Устройство для пробивки отверстий в полых изделиях

Номер патента: 435037
Опубликовано: 05.07.1974
Авторы: Субботин, Суздальцев
МПК: B21D 28/28, B21D 37/02
Метки: изделиях, отверстий, полых, пробивки
...- толка- тель 15, с жестко закрепленным пуансоном 16, 10 Ползушка перемещается под действием клина 2 и пружины 17 по направляющим колонкам 18.Работает устройство следующим образом.В нерабочем положении рамка 8 приподня та (фиг. 2). Изделие 19 устанавливают наподпружиненные упоры 20. Включают силовой цилиндр. Шток 21 с силовым клином 2 перемещается вниз, рамка опускается, ложится пазом 22 на изделие и прижимает его к 20 упору 20,При дальнейшем ходе штока под действиемролика 3 и клина 13, жестко закрепленного к рамке, последняя перемещается справа налево до тех пор, пока ролики 11 не коснутся 25 правой стенки паза 12. При этом матрица 9вплотную подходит к стенке обрабатываемого изделия. Под действием ролика 4 и клина 14 перемещается...
Способ изготовления полых профилей

Номер патента: 435878
Опубликовано: 15.07.1974
Авторы: Белов, Воронин, Государственный, Изаков, Изобретени, Обработки, Осударстбенный, Проектный, Ройтман, Ядыкин
МПК: B21C 23/08
Метки: полых, профилей
...конфигурации,5 я полых про готовку покрыя ее через матсачества из меди несении металл, сования ормиро я могут к хром,ют бр етени едм Сносоо изготов тем нанесения па слс лощсго пресс от,тчюоц 1 гп тсз 25 качсствя нздслнй пз мсдп и сс с 5 ла цу, при нанесении пользуют металл,ре проессования о зО при деформированИзобретение относится кки металлов давлением.Известен способ изготовлфилей путем нанесения натия и последующего прессоварицу,Цель изооретения - повышение изделий при прессовании заготовок и ее сплавов через язычковую матрицПо предлагаемому способу при на па заготовку покрытия используют образующий при температуре прес окислы, легко разрушаемые при деф вании. При этом в качестве покрыти быть использованы такие металлы, ка...
Штамп для глубокой вытяжки полых деталей с широким фланцем

Номер патента: 436689
Опубликовано: 25.07.1974
МПК: B21D 22/22
Метки: вытяжки, глубокой, полых, фланцем, широким, штамп
...при помощи регулирово шой пластины 6.Опускается прижим на заданную амплитуду пульсации при усилии Рр, передаваемом на конические кольца 4, Под действием усилия 1 р кольца 4 упруго деформируются так, что при сокращении высоты каждого кольца на величину 7 г/2, контактирующий с заготовкой конец кольца перемещается в радиальном направлении (к оси изделия), на величину 1, 439)81Т 11 и и м Г ) б р а 3 О, с ж и т и с )( О н ие с к и х ко,сус- лием Ррр пРи НУльспни сопРовождаетсЯ Коз. никновением на загогоьп(е повсрхноспых сил трения Я=2 Ррс, которые осуществляот вытяжку фланца заготовки, соровс)ждаюпук)г сокращением )адпус:аго) ок Лдо раду са Йт,=й) -), Трн )с)зврн)с)ии прижим; исходнос полон(с)ис заканиастс 51 псрый цикл...
Способ разбортовки полых изделий из пластических масс

Номер патента: 436750
Опубликовано: 25.07.1974
МПК: B29C 17/00
Метки: масс, пластических, полых, разбортовки
...область иками подверых колебаний. Способ разбортовки стических масс путем роликами стенки изд отличающийся т ния производительно контакта стенки изде гают воздействию ул полых из двусторо елия при ем,что,сц сти проц лия с рол ьтразвуковИзобретение относится к переработке пластических масс.Известен способ разбортовки полых изделий из пластических масс, например труб, включающий операцию двустороннего обжатия роликами стенки изделия при его вращении.Недостатком известного способа является низкая производительность процесса.Предложенный способ отличается от известного тем, что область контакта стенки изделия с роликами подвергают воздействию ультразвуковых колебаний.Предложенный способ обеспечивает повышение производительности...
Способ правки полых изделий с переменным профилем в сечении

Номер патента: 437553
Опубликовано: 30.07.1974
Автор: Казакевич
МПК: B21D 3/16
Метки: переменным, полых, правки, профилем, сечении
...по предлагаемому способу усилие, создаваемое валками, постоянно регулируют путем сведения валков со скоростью, равной величине уменьшения по перечного сечения изделия при заданной с рости охлаждения его.Предлагаемый способ иллюстрируется чертежом,Натретое трубчатое изделие 1 задается в 20 калибр, образованный валками 2, количество которых выбирается исходя из тонкостенности изделия и требуемой точности правки (в данном случае четыре валка). Для удобства подачи в калибр несколько валков, например 25 два, могут быстро перемещаться за счет гидроцилиндров 3 в радиальном направлении до фиксированного положения. После подачи изделия и сведения валков в исходное положение начинают процес охлаждения изделия ЗО с задаиной скоростью при...