Патенты с меткой «полых»
Электроконтактный способ б. п. фридмана измерения толщины стенок полых электропроводящих изделий и устройство для его осуществления

Номер патента: 1755037
Опубликовано: 15.08.1992
Автор: Фридман
МПК: G01B 7/10
Метки: полых, стенок, толщины, фридмана, электроконтактный, электропроводящих
...торцам парой магнитомягких полюсных на- мер, неорганическими маслами (кремниеконечников 2, выполненных в форме полых,вым и другими), а также магнитомягким цилиндров со свободным полусферическимпорошком-пудрой.. окончанием 3.;::,:.,:,г. Профильный контроль стенок изделийПолюсные наконечники 2 содержат в 40 по данному способу осуществляется следу- своих внутренних осевых каналах 4 посе-ющим образом.ребренные электроды - стержневые щупы 5" У входного отверстия в полость подлес упорным пояском 6 у окончания..::. : жащего контролю изделия 19 устанавливаВо внутренние каналы обоих магнитныхется с наружной стороны подвижная часть наконечников 2 вставлены изолирующие 45 измерительного устрбйства, составленнаяцилиндрические патроны 7 из...
Способ промывки полых изделий

Номер патента: 1755966
Опубликовано: 23.08.1992
Автор: Бондарик
МПК: B08B 9/00
Метки: полых, промывки
...температуру пара в потоке.Этим предотвращается дополнительная конденсация пара, которая могла бы иметьместо при теплообмене с газовым наполнителем.Для расширения технологических воэ-можностей способа промывки, в качестведобавляемого к пару газа используют легкоконденсируемый газ, например углекислыйили закись азота. Можно использовать илегкокипящие жидкости, переводимые в газообразное состояние, например хладон 113 и т.д. Применение газа обеспечиваетсохранность структуры потока при еготранспортировке на значительные расстояния. В воэможность его конденсации позволяет, - за счет общего повышения давленияв системе либо за счет перекрытия потокана выходе, - обеспечить полное кавитационное схлопывание пузырей с получениембольших...
Устройство для гидравлической формовки полых деталей с отводами

Номер патента: 1755992
Опубликовано: 23.08.1992
Авторы: Калюжный, Недугов, Ринчинова, Фоменко, Черный
МПК: B21C 37/29, B21D 26/02
Метки: гидравлической, отводами, полых, формовки
...выполненно- эывают держатель 1 с верхней подвижнойго в стенке корпуса радиального канала, ивтулкой 5, в которой установлен верхнийполостью для подйора отвода, установлен- пуансон 6, имеющий осевой канал для про. ную в корпусе разъемную матрицу с поло хода жидкости. Втулка 5 соосно соединенастями для размещения заготовки и с раэьемной в продольйом направленииобразования отвода, а также пуансоны тор- матрицей 7, которая во время формовкицовой осадки заготовки с осевыми. канала- упирается в нижнюю неподвижную втулку 8,ми, снабжено двумя втулками со содержащую нижний пунасон 9, также иместупенчатыми полостями, одна из которых 35 ющий осевой канал для прохода жидкости.установлена неподвижно на основании в. Верхняя втулка 5, разъемная...
Способ изготовления полых поковок

Номер патента: 1756008
Опубликовано: 23.08.1992
Авторы: Кобелев, Пименов, Суров
МПК: B21J 5/10
Метки: поковок, полых
...обозначения: 1 - прошивень,2 - прошиваемая заготовка, 3 - прокладка, 54 - подкладное кольцо.Способ осуществляют следующим образом.Заготовку 2 равномерно нагревают доковочной температуры, за 1 ем устанавливают на подкладное кольцо 4 с отверстием дляудаления выдры, предварительно положивна подкладное кольцо,соосно отверстиюпрокладку 3 толщиной не менее 0,05 диаметра отверстия поковки, Причем прокладка выполнена из материала, пределтекучести которого не менее предела текучести материала прошиваемой заготовкипри ковочных температурах. При выполнении прокладки из сталиее предварительно 20нагревают до температуры, равной ее ко. вочной температуре, При выполнении прокладки толщиной менее 0,05 диаметрапоковки сопротивления металла...
Способ протягивания цилиндрических полых изделий

Номер патента: 1756042
Опубликовано: 23.08.1992
Авторы: Бобух, Чигиринский
МПК: B23D 37/00, B23D 43/02
Метки: полых, протягивания, цилиндрических
...внутреннего протягивания издеправления со стороны головного участка лия шарнирно закрепленный на оси протяобуславливает изгиб и увод протяжки. По гивания стержень выполняет функциюэтой же причине практически невозможна центрователя (при заданном смещении)обработка отверстия с заданным смещени- внутренней протяжки и при этом испытываем продольной оси изделия относительно 50 ет осевую растягивающую нагрузку, что испродольной оси внутренней протяжки с ключает его изгиб и увод протяжки, Вцелью, например, уменьшения продольной процессе последующего наружного протяразностенности изделияи тем самым повы- гиеания стержень работает аналогичнымшения вго точности. образом, осуществляя центрирование кон-Целью изобретения является повыше цееого...
Пресс для изготовления полых резиновых изделий

Номер патента: 1757896
Опубликовано: 30.08.1992
Авторы: Крейцберг, Нетяга, Фот
МПК: B29C 35/04, B29C 43/34
Метки: полых, пресс, резиновых
...является расширение технологических возможностей пресса,Указанная цель достигается тем, что в прессе для изготовления. полых резиновых изделий, содержащем станину с колоннами, на которых смонтированы верхняя неподвижная траверса с верхн.й полуформой и нижняя подвижная траверса с силовым цилиндром для его осевого перемещения, нижнюю полуформу, дорн и смонтированный на одной иэ колонн с возможностью поворота в горизонтальной плоскости кронштейн для вывода изделия из рабочей эоны пресса,Согласно изобретению кронштейн установлен над нижней траверсой и снабжен приводом поворота, смонтированным на последней, а нижняя полуформз и дорн смонтированы на кронштейне.Сущность изобретения поясняется чер. теками, где на фиг.1 показан обьций вид...
Литьевая форма для изготовления полых длинномерных изделий

Номер патента: 1757900
Опубликовано: 30.08.1992
Автор: Копелиович
МПК: B29C 45/26, B29C 45/42
Метки: длинномерных, литьевая, полых, форма
...при размыкании полуформ, а также обеспечением воэможности смыкания полуформ во внутреннем пространстве этой плиты.Сущность изобретения поясняется чертежами, где на фиг.1 представлен вид формы сверху в сомкнутом состоянии; на фиг.2 - вид по стрелке Б, фиг,1; на фиг,З - разрез по А-А, фиг.1; на фиг,4 - продольный разрез по В-В форм в сомкнутом состоянии; на фиг.5 - то же в разомкнутом состояггии; на фиг,б - поперечный разрез сталкивателя по Г-Г с фиг,1.Литьевая форма для изготовления полых длинномерных изделий содержит две полуформы; неподвижную 1 и подвижную 2, жестко скрепленные соответственно с плитами 3 и 4, а также П-образную плиту 5, несущую на себе корпус б с установленным внутри него знаком 7, жестко закрепленным на держателе 8,...
Устройство для магнитно-импульсной штамповки полых заготовок

Номер патента: 1759504
Опубликовано: 07.09.1992
Авторы: Козлов, Лебедев, Самохвалов
МПК: B21D 26/14
Метки: заготовок, магнитно-импульсной, полых, штамповки
...ей, Управление запуском разрядников 2 и 4 и зарядкой накопителя 1 осуществляется с блока управления 7, Формообразование заготовки 8 производится по штампоаой оснастке (матрице) 6,Устройство работает следующим образом. После заряда емкостного накопителя 1 до определенного ранее уровня энергии, по сигналу с блока управления 7 подается а первый разрядник 2 высоковольтный поджигающий импульс, который ионизирует пространство между электродами разрядника и вызывает электрический пробой воздушного промежутка между ними, При пробое разрядника запасенная в конденсаторах энергия в виде импульса тока проходит чере рабочую обмотку индуктора 3, создает вокруг нее мощное переменное магнитное поле, индуктирующее в электро- проводной заготовке...
Устройство для изготовления полых изделий

Номер патента: 1759506
Опубликовано: 07.09.1992
Автор: Зенкович
МПК: B21D 41/00
Метки: полых
...в матрицу упругий элемент в виде спиральных пружин сжимается и направляющие входят в траверсу, обеспечивая устойчивость пуансона до полного введения его в 40 матрицу, В матрице роль направляющих выполняется ее обоймами, в которых расположены заготовки.Центраторы профилирующего калибра,установленные на дополнительной матрице 45 подвижно с помощью упругих элементов ввиде спиральных пружин с направляющими стержнями, обеспечивают точное введение калибра в заготовку, Если при подходе калибра к центратррам будет иметь место не которое отклонение его заострения из-за,например, небольшого изгиба тела калибра, то центраторы, поджатые пружинами, устранят это отклонение и направят калибр в заготовку, Выполнению этой операции спо собствует...
Способ формовки полых трубчатых заготовок

Номер патента: 1761344
Опубликовано: 15.09.1992
Авторы: Камалов, Нурмухаметов
МПК: B21D 26/14
Метки: заготовок, полых, трубчатых, формовки
...где б, И - проводимость имагнитная проницаемость материала заготовки (при д/К = 0,25 такое жеуменьшение давления достигается при15 Ь/й = 3).Для увеличения части энергии магнитного поля, поглощаемой проставками за счет джоулевой диссипации, иэффективного ослабления им магнитногополя и наводимых токов, проставки изготавливают из металла с относительнонизкой электропроводностью (например,из стали),Дпя создания максимальных по величине осевых усилий необходимо, чтобы максимальные значения токов в индукторе и соленоидах совпали по времени. С этой целью в индуктор подают импульс тока с определенным запаз 30 дыванием по отношению к более продолжительному импульсу тока в соленоидах.Расстояние между соленоидами ииндуктором выбирается...
Способ изготовления полых изделий из сварных трубных заготовок

Номер патента: 1761353
Опубликовано: 15.09.1992
Авторы: Башков, Бедин, Голубкин, Дорошка, Кошевой, Пальцев, Полинец, Попов
МПК: B21D 41/04
Метки: заготовок, полых, сварных, трубных
...известном спосо е иб зготовления обжиме стенка трубы в очаге пласполых деталей из сварных трур бных за" тической деформации изгибается поготовок, при котором трубу устанав- о дуге окружности, имеющей радиус, рав"ливают в штампе с радиал ьным наруж- ный радиусу сферической поверхностиф ( 2-3). П и,ным подпаром и о жимаб ают концевую матрицы 5 т.е. 20 мм (фиг. 2-3). Рин з объемчасть тру ы с по об м щью оправки до по" дальнейшем ходе матрицы вниз, о ъемлучения криволинеинои о" формы соглас- металла (на фиг, 4, штриховка) выно изобретению, стен ку трубы на гра- тесняется в радиальном направлении15нице обжатого и необжатого участков . на плоский торец оправки, образуяпережимают, а о жатиеб ведут со сто- кольцевой участок 6, Кольцевой учасроны...
Устройство для рентгенографии полых органов

Номер патента: 1762898
Опубликовано: 23.09.1992
Авторы: Иваницкий, Моренец, Поляк
МПК: A61B 6/00
Метки: органов, полых, рентгенографии
...изолированные секции 13. 14, 15, Каждая секция трубки 1 ос, имеет подводящий канал соответственно 16 - 18 и выходные отверстия 19, выполнен- р ные в ее стенке,ОУстройство используют следующим об разом.Через клапаны 20 трубок 9, 10 и каналов 18. 17, 18 соадаатт отрицательное давление аль в частях 7, 8 полости между оболочками 4 и м а 5 и в секциях 13, 14, 15. Устройство при этом имеет наименьший объем. Устройство вводят в исследуемый полый орган, например пищевод, желудок, кишечник. Через клапан 20 в трубку 9 нагнетают рентгеноконтрастное водорастворимое вещество, которое через отверстия 21 заполняет часть 7 полостимежду оболочками 4 и 5. Затем подают последовательно и дозированно воздух в каналы 16-18, который через отверстия 22...
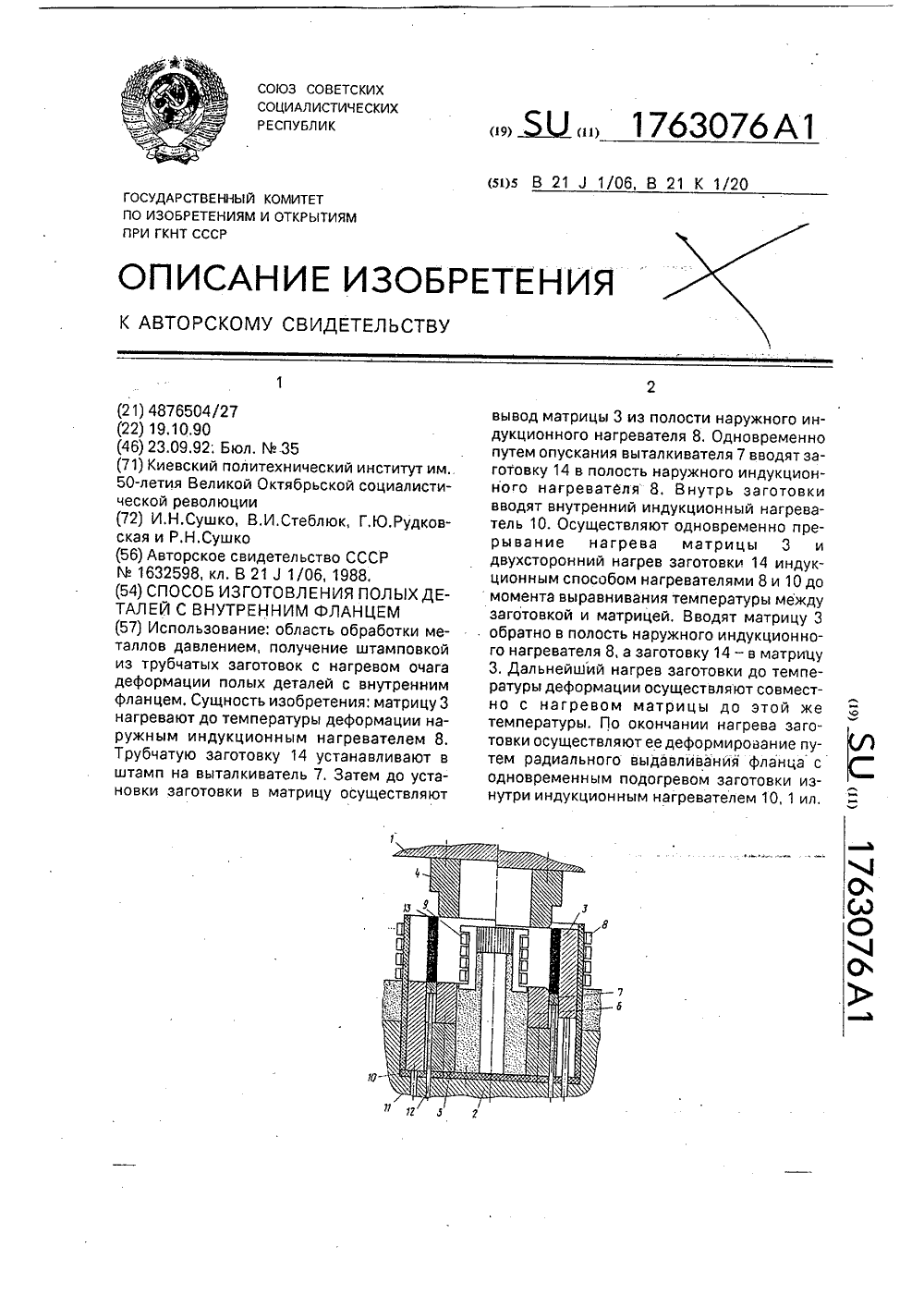
Способ изготовления полых деталей с внутренним фланцем
Номер патента: 1763076
Опубликовано: 23.09.1992
Авторы: Рудковская, Стеблюк, Сушко
Метки: внутренним, полых, фланцем
...заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на...
Устройство для непрерывного литья биметаллических полых заготовок

Номер патента: 1763084
Опубликовано: 23.09.1992
Авторы: Блескун, Бобровский, Гольдин, Зеленский, Иванченко, Мельникова
МПК: B22D 11/04
Метки: биметаллических, заготовок, литья, непрерывного, полых
...подвода жидкого металла составляет 2 = (1,0 - 1,5)1 д 2/д 1,где 1 - минимальная длина входной ступенидорна, мм; д 2 и д 1 - величина зазоровмежду входной ступенью дорна и кристал лизатором и между входной и выходной ступенями дорна соответственно, мм,Такое устройство для непрерывноголитья позволяет получить биметаллическуюполую заготовку с одинаковой по периметрутолщиной внешнего и внутреннего слоев заготовки в условиях горизонтального непрерывного литья.Таким образом, предлагаемое решениеотличается от прототипа тем, что в устройстве для непрерывного литья биметаллических полых заготовок полый дорн выполненглуходонным ступенчатым, причем входнаяступень, обеспечивающая формированиевнешнего слоя с большей толщиной выполнена конической...
Устройство для забивки полых элементов

Номер патента: 1763575
Опубликовано: 23.09.1992
МПК: E02D 7/02
Метки: забивки, полых, элементов
...полости погружаемогоэлемента пуансон с наконечником, снабжено сьемным трамбующим элементом в видегоризонтальной балки, прикрепленной к пуансону под наголовником и расположеннойв вырезах погружаемого элемента.Сопоставительный анализ с прототипом позволяет сделать вывод, что .заявляемое устройство обеспечивает возможностьуплотнения верхних слоев грунта с одновременным погружением полых элементов свырезами в верхней части и выполняет вгрунте консольные приямки, При этом засчет исключения опалубочных работ при устройстве опорных консолей снижается трудоемкость устройства свайного фундаментаи расширяются функциональные возможности устройства.Таким образом, заявляемое техническое решение соответствует критерию "новизна", Анализ известных...
Способ испытания на герметичность крупногабаритных полых незамкнутых изделий

Номер патента: 1763919
Опубликовано: 23.09.1992
Авторы: Асеев, Маловидченко
МПК: G01M 3/02
Метки: герметичность, испытания, крупногабаритных, незамкнутых, полых
...создает условия для возникновения утечек газа из изделия в случае, если изделие негерметично.3 ил. давление контрольного газа, в полости между диафрагмой дел ия.недостатком прототипа являмость использования дололточников сжатого газа при следовательно, и дополниудования. Целью изобретения является упрощение способа испытания на герметичность крупногабаритных полых незамкнутых изделий за счет исключения дополнительных источников сжатого газа,Указанная цель достигается тем, что уменьшение объема с контрольной средой и, следовательно, повышение давления этой среды на стенки изделия осуществляют в результате воздействия модельной оправки на диафрагму, герметично перекрывающую открытый срез изделия,На фиг. 1 изображено изделие перед...
Устройство для соединения полых органов

Номер патента: 1764635
Опубликовано: 30.09.1992
Авторы: Борский, Шарлот, Штыров, Шумилина
МПК: A61B 17/11
Метки: органов, полых, соединения
...органов, например кровеносных сосудов 1, содержит соединительные кольца 2, каждоеиз которых выполнено в виде двух дуг, соединенных между собой шарниром 3 и снабженных фиксатором 4, На кольцах 2выполнены поочередно установочные отверстия 5 и отверстия 6 под заостренныестержни 7, Установочные отверстия 5 и отверстия 6 имеют радиальные лигатурные 15прорези 8. Заостренные стержни 7 снабжены соединенными с лигатурными нитями 9хвостовиками, выполнены съемными, размещены в установочных отверстиях 5, причем поперечное сечение каждого 20хвостовика заостренных стержней 7 выполнено меньше поперечного сечения стержня.Соединительные кольца могут быть выполнены например, из тантала или из специально химически инертных материалов, 25Предлагаемое...
Штамп для вытяжки полых деталей

Номер патента: 1764743
Опубликовано: 30.09.1992
Авторы: Алиев, Бровман, Бугровский, Ефимов, Савицкий
МПК: B21D 22/20
...устанавливающимся - полусферическим),На фиг,1 показан штамп в разрезе вдоль центральной оси; на фиг.2 - вид по А. Штамп содержит опорные ролики 1 и прижимные ролики 2, расположение равномерно и попарно, Пуансон 3 при движении вниз вытягивает заготовку, заполняя при этом полость матрицы 4. установленной на сферическом подшипнике 5, Привод б осуществляет вращение корпуса 7 и опорных иприжимных роликов вокруг вертикальной оси штампа.ЪРаботает штамп следующим образом, В исходном положении при подаче листа, закрепленного между опорными 1 и прижимными 2 роликами, пуансон 3 поднят вверх. При опускании пуансона 3 заготовка заполняет полость матрицы 4, При этом одновременно с заполнением матрицы привод 6 осуществляет вращение корпуса 7 с...
Способ литья чугунных полых заготовок

Номер патента: 1764783
Опубликовано: 30.09.1992
Авторы: Бевза, Богданов, Мазко, Попов, Ханин
МПК: B22D 11/00
Метки: заготовок, литья, полых, чугунных
...стенкой огнеупорного стержня 3. Кроме того, наличие огнеупорногостержня существенно уменьшает конвективные потоки, возникающие в кристаллизаторе, по сравнению с литьем по способу, описанному в прототипе. Это обстоятельство и позволяет при меньшем времени выдержки наморозить больше металла, что увеличивает производительность процесса.В процессе на ия, когда фронт затвердевани наружнойповерхности огнеупорного стержня, заготовку 5 (фиг. 5) извлекают из кристаллизатора 1 и, продолжая процесс, заливают формообразующую полость 2 очередной порцией жидкого металла, цикл повторяется,Таким образом, получают в непрерывном режиме полые заготовки (отливки) мерной длины, равной высоте кристаллизатора.Наличие полого огнеупорного стержня...
Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления

Номер патента: 1766565
Опубликовано: 07.10.1992
Авторы: Рудковская, Сушко, Штакун
МПК: B21J 1/06
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...упомянутого положения);С - расстояние от торцевой поверхности матрицы, установленной в положении, соответствующем началу деформирования, до магнитопровода внутреннего индукционного нагревателя. (Св, Сн - расстояния соответственно от верхней и нижней торцевых поверхностей матрицы до упомянутого магнитопровода);Пд, Бд - ширина паза и башмака магнитопровода внутреннего индукционного нагревателя;Таким образом:Ам=Аосв+ АоснАосв Сн+ Бд+ 0,1 Пд;АоснСв+ Бд+ 0,1 Пд;По окончании нагрева заготовки дотем пературы деформации осуществляют ее деформирование с одновременным подогревом изнутри нагревателем 8, Готовое изделие удаляют из штампа выталкивателем 9.П р и м е р. Производят штамповку кольцевой детали с внутренним фланцем из трубчатой заготовки...
Стержень для получения полых слитков

Номер патента: 1766596
Опубликовано: 07.10.1992
Авторы: Дуб, Орленко, Рубенчик
МПК: B22D 7/04
Метки: полых, слитков, стержень
...к стреле прогиба, прогиба - 8-10, Выполнение отношения пе- равного более 10, не гарантирует полного риметра рабочей поверхности полого кор протеканияусадочныхдеформацийвстенке пуса в поперечном сечении к длине слитка и может способствовать образоваокружности, описанной вокруг его граней, нию усадочных трещин. Выполнение этого равно 1,02-1,03, и стрелы прогиба грани 1-3 параметра величиной менее 8 снижает намм при отношении ширины грани к стреле дежность в работе стержня, связанную с прогиба 8-10 придает неподатливому ме формированием геометрии отверстия в таллическому стержню новое свойство, за- слитке по хордам вогнутых пазов,ключающееся в том, что он способствует На фиг. 1 изображен стержень в разрепротеканию усадочных деформаций в...
Способ изготовления полых изделий из высокотемпературных сверхпроводящих материалов типа y в с о

Номер патента: 1767541
Опубликовано: 07.10.1992
МПК: H01B 12/00
Метки: высокотемпературных, полых, сверхпроводящих, типа
...габаритах и сложных формах,Слой полибутилметакрилата может быть нанесен намазкой, пульверизацией или каким-либо другим методом,Второй - защитный слой содержит более 80 об.)ь оксида циркония, Количество оксида циркония определяется следующим. При содержании менее 80% происходит перегрев нижнего слоя до температуры кипения полибутилметакрилата, в результате чего начинается интенсивное газовыделение, приводящее к образованию трещин в покрытии из материала У-Ва-Св-О. Количество оксида циркония на поверхности оправки желательно иметь 100 об.%.как идеальный вариант, что невозможно. Поэтому оптимальным вариантом является содержание оксида циркония в количестве более 80 об.% и, чем больше приближено к 100 об,%, тем лучше. При концентрации в...
Устройство для изготовления полых порошковых изделий

Номер патента: 1770081
Опубликовано: 23.10.1992
Авторы: Дорофеев, Егоров, Сергеенко, Синельщиков, Шульга
Метки: полых, порошковых
...сдвиговых деформаций, 1770081Поставленная цель достигается тем, что устройство, состоящее из матрицы, установленного соосно с матрицей корпуса с приводом вращения вокругоси, П-обраэных вилок, размещенных в корпусе, с возможностью радиального возвратно-поступательного .перемещения, деФормирующих валиков, устауовленных коаксиально оси матрицы с возможностью вращения, дополнительно оснащаютйриводом вращения деформирующих валиков вокруг собственной оси,На чертеже показано предлагаемое устройство.Устройство для изготовления полых порошковых изделий состоит иэ плиты 1 к которой прикладывается нагрузка со стороны полэуна пресса; конуса 2, размещенного с возможностью вращения в плите 1, П-образных вилок 3, размещенных в корпусе 4 с возможностью...
Устройство для гидростатического прессования полых длинномерных изделий из порошков

Номер патента: 1770084
Опубликовано: 23.10.1992
Авторы: Бабарицкий, Венгер, Власенко, Гаранчук, Гольдберг, Калинин, Мизюк, Попиченко, Скороход
МПК: B22F 3/04
Метки: гидростатического, длинномерных, полых, порошков, прессования
...17700845 10 20 25 30 35 но камеры высокого давления 6. Жидкость по каналу поступает в стержень 8 и отжимает оболочку 9 к стенкам матрицы 10 в радиальном направлении. Таким образом, осуществляется прессование изделия из порошка, контролируемое по давлению в магистрали пресса на чертеже не показано). По окончании прессования плунжер пресса поднимается, пружина 27 синхронно перемещает плунжер 7 с перфорированным стержнем 8 относительно контейнера 6, давление падает и эластичная оболочка 9 за счет своей упругости прижимается к перфорированному стержню, а плавающий стержень 22 под действием пружины 21 устанавливается в первоначальное положение. Отпрессованная деталь нижним пуансоном 18, выталкивателем 23 выталкивается из матрицы 10...
Способ обнаружения сквозных и поверхностных дефектов в полых изделиях

Номер патента: 1770798
Опубликовано: 23.10.1992
Автор: Данченко
МПК: G01M 3/02
Метки: дефектов, изделиях, обнаружения, поверхностных, полых, сквозных
...энергоагрегата, состоящий из соединенных сварными швами 3тонкостенных деталей 2 (труб, переходников, сильфонов и др, элементов), Трубопровод служит для длительного (10 - 15 лет)хранения и транспортировки агрессивного коррозионно-опасного продукта, утечка которого даже в незначительных количествахможет нарушить работу изделия или привести к образованию взрывоопасной смеси. Утечка продукта может происходить через сварные швы 3 или цельный металл деталей 2.В сварных швах 3 показаны возможные разветвления сквозных и несквозных деФектов 4, образуемых с внутренней и наружной поверхности трубопровода 1.Предлагаемый способ обнаружения сквозных и поверхностных дефектов 4 в полых изделиях (трубопроводах) осуществляется следующим...
Способ изготовления и сборки комбинированных полых заклепок

Номер патента: 1771435
Опубликовано: 23.10.1992
Авторы: Ивлев, Миренский, Позняков, Синяков
МПК: B21K 1/60
Метки: заклепок, комбинированных, полых, сборки
...5изготовленной пустотелой гильзы на стержень и их размещения в матрице путем холодного выдавливания пуансоном эа одинрабочий ход,Сопоставление заявленного способа 10показало, что отличительные признаки отсутствуют в известном способе, т.е. предложение соответствует критериюизобретения "новизна".Сравнение предполагаемого изобретения с уровнем техники по известным решениям показало, что заявляемаясовокупность существенных признаков является новой, а ее отличительные признакипридают ей новые свойства - уменьшениерасхода металла, сокращение трудоемкости, повышение производительности и качества изделий, т.е, предложениесоответствует критерию изобретения "существенные отличия".На фиг, 1 изображен стержень комбинированной заклепки; на...
Устройство для локальной гипотермии полых органов

Номер патента: 1771725
Опубликовано: 30.10.1992
Авторы: Анисимов, Бураков, Купин, Терешин, Щербинов
МПК: A61F 7/12
Метки: гипотермии, локальной, органов, полых
...выполнен с возможностью замены.На фиг. 1 - представлен общий вид устройства, в разрезе: на фиг. 2 - внешний вид устройства со снятыми экраном и эластичным баллоном.Эластичный латексный баллон 1 (например, резиновый презерватив) надет на стержень 2 и закреплен на его входной расширенной части 3, имеющей внутреннюю полость с резьбой. По оси стержня 2 выполнен сквозной канал 4, предназначенный для подвода хладоносителя и имеющий на выходном конце чашеобразную расширенную часть 5. На внешней поверхности стержня 2 выполнена сеть каналов 6, 7 шириной 0,5 - 1 мм и глубиной 1-1,5 мм. В его расширенной части 3 выполнено несколько отводящих каналов 8, Подводящая 9 и отводящая 10 трубки закреплены в пробке 11, соединяемой с расширенной...
Способ очистки полых изделий

Номер патента: 1771832
Опубликовано: 30.10.1992
МПК: B08B 9/04
Метки: полых
...комплексов,Известен способ механического удаления твердых отложений с помощью различных приспособлений. Однако он не пригоден для полых систем, имеющих сложную конфигурацию, Укаэанный .недостаток устраняется в известных способах.Наиболее близким к предлагаемому по техническому решению является способ удаления гуммировки на основе бутадиенового и натурального каучука,ретения: способ очистки полых ключается в воздействии на очиверхности путем термической сущность способа состоит в том, рованные изделия помещают в ю камеру, оборудованную систева и выпуска летучих продуктов выдерживают при 400-500 фС в 30 мин, Термически неустойчилы соли разрушаются с образоов воды и аммиака, в твердые опроиэвольно распадаются,1771832 Составитель...
Способ изготовления полых осесимметричных деталей со ступенчатой внутренней поверхностью

Номер патента: 1771851
Опубликовано: 30.10.1992
МПК: B21D 22/16
Метки: внутренней, осесимметричных, поверхностью, полых, ступенчатой
...Я.Недостатком указанного способа является необходимость выбора исходной заготовки с учетом возможности получения окончательных диаметральных размеров ступенчатой поверхности механической обработкой, поэтому заготовка имеет значительную толщину стенки, а также раздельное по участкам заготовки ротационное выдавливание с промежуточной механической обработкой участка в зоне ступа снаружи или внутри заготовки, что увеличивает трудоемкость изготовления детали.5 10 15 Ролики подают на расстоянии 2 от поверхности большего диаметра оправки 2 в на 20 30 35 40 45 50 55 1 цель изобретения -. зкономия металла и снижение трудоемкости изготовления изделий за счет уменьшения толщины стенки исходной заготовки и исключения промежуточной механической...
Способ вытяжки полых изделий

Номер патента: 1771852
Опубликовано: 30.10.1992
Автор: Жарков
МПК: B21D 22/20
Метки: вытяжки, полых
...полых изделий из листовой заготовки путем размещения заготовки в штампе, прижима, формирования на свободном от прижима участке фланца рифта и вытяжки ее с распрямлением рифта, Формирование рифта осуществляют со стороны широкой части фланца путем свободного изгиба заготовки на ограниченном участке за счет подпора в торец упомянутой части Фланца.Формирование рифтз может быть совмещено с вытяжкой,Способ проиллюстрирован чертежом.Реализуется способ в вытяжном штампе, содержащем пуансон 1, матрицу 2 и прижим, состоящий из двух секций 3 и 4, одна из которых выполнена с возможностью перемещения относительно другой и отстоит от нее на заданном расстоянии.Листовую заготовку 5 укладывают в штампе на секции 3 прижима и прижимают рабочей плоскостью...