Патенты с меткой «полых»
Способ получения полых изделий

Номер патента: 795697
Опубликовано: 15.01.1981
Авторы: Батурин, Бережной, Гусев, Желтков, Охрименко, Пылаев, Татарников, Щерба
МПК: B21J 5/12
Метки: полых
...конической матрице, диаметр рабо-чей полости которой увеличивается в Ясторону пуансона, при этом матрицуи пуансон перемещают с разными скоростями.Для получения профиля с конуснойповерхностью, имеющей уклон в сторонуз 0 Изобретение относится к обработ ке металлов давлением и может быть использовано для получения полых изделий путем выдавливания.Известен способ получения полых изделий путем обратного выдавливания в подвижной матрице, принудительно перемещаемой в направлении движения пуансона 1. матрицы, матрицу перемещают со скоростью меньшей скорости пуансона.Для получения профиля с конусной поверхностью, имеющей. уклон в сторону пуансона, матрицу перемещают со скоростью большей скорости пуансона. Этот способ получения полых...
Штамп для пробивки отверстийв полых изделиях

Номер патента: 797822
Опубликовано: 23.01.1981
Автор: Смирнов
МПК: B21D 28/28
Метки: изделиях, отверстийв, полых, пробивки, штамп
...или фланца 5 установлен узелотсекания отходов, выполненный в виЗ 0 де зафиксированного от проворота,относительно продольной оси, вала кулачка 9, снабженного на торце со стороны рабочего отверстия 10 матрицы 3 отсекателем отходов в виде выс-, тупов 11, жестко связанных с кулач-, ком 9. Количество впадин 12 соответствует количеству пробиваемых на иэделии отверстий. Для предотвращения заклинивания отходами кулачок 9 подпружинен пружиной 13 с усилим, достаточным для отделения отхода от столбика. В исходном положении и при рабочем ходе полэуна пресса (не показан) вниз одна из впадин 12 отсекателя находится напротив рабочегоотверстия 10 матрицы 3 и частично охватывает его.Штамп работает следующим образом. При ходе ползуна вниз пуансон 1...
Литьевая форма для формованиятонкостенных полых полимерныхизделий

Номер патента: 797885
Опубликовано: 23.01.1981
Автор: Бе
МПК: B29C 7/00
Метки: литьевая, полимерныхизделий, полых, форма, формованиятонкостенных
....держки. одном конце с конусной поверхностью,контактирующей с конусной поверхностьюпуансона, подвижная плита подпружиненаотносительно промежуточной плиты в направлении ее перемещения при разъемеформы, а знак закреплен другим концомна подвижной плите и выполнен с продольными пазами,для подвода воздуха,причем меньшим основанием конуснаячасть знака направленак неподвижнойлитниковой плите.На фиг. 1 изображена литьевая формразрез; на фиг. 2 - форма в раскрытомположении; на фиг. 3 - сечение В-В нафиг. 2,Литьевая форма содержит неподвижнулитниковую плиту 1, подвижную плиту 2размещенную на ней промежуточную плиту 3 с закрепленным в ней пуансоном 4,в котором установлен с возможностью 2 Опродольного перемещения знак 5, закрепленный одним концом в...
Устройство для пробивки отверстийв полых деталях

Номер патента: 799866
Опубликовано: 30.01.1981
Авторы: Апраксин, Орлов, Твердохлебов, Штильман
МПК: B21D 28/28
Метки: деталях, отверстийв, полых, пробивки
...8, имеет направляющие колонки 26, установленные в отверстиях 27 кронштейна 9и плоские Г-образные направляющие28, в которых при помощи заплечиков щ29 закреплена съемная нижняя частьзажима 25, имеющая форму коробки,в отверстиях дна которой с помощьюбыстротвердеющей пластины 30 укрепчены постояннйе магниты 31, уста- д новленные рабочей поверхностью полюсов заподлицо с рабочей поверхностью зажима.Гидроцилиндры 5 (фиг. 5) соединены общими магистралями высокого давления с насосом 32 и питаются черезэлектрогидрораспределитель 33,Контроль за положением пуансоновосуществляется гидроэлектрическимреле давления 34, подключенным к магистрали рабочего хода поршня, игидроэлектрическим реле давления 35,подключенным к магистрали обратногохода...
Способ изготовления полых деталей

Номер патента: 799867
Опубликовано: 30.01.1981
Авторы: Пастущак, Соколов, Храпко
МПК: B21D 35/00
Метки: полых
...заготовкой при ее перемещении материалом на позицию Формообразования.На фиг. 1 изображена схема пред лагаемого способа; на фиг. 2 - полоса, отрезанная часть заготовкии готовая деталь.Способ изготовления полой деталииэ полосового и ленточного материа лФ осуществляется следующим образом.,Полосу 1 (или ленту) с шириной,,равной по размеру заготовке с припуском на обрезку кромок, щаговыминожами 2 подают в рабочую зону 20 штампа до ножевого упора (не показан). На первой по ходу технологического процесса позиции кромки полосы 1 обрезают шаговыми ножами2 и Фиксируют ее. Затем на следую щей позиции пробивают отверстия 3и вырезают на передней кромке пазы 4, далее отрезают от полосы 1 заготовку 5 и перемещают ее на следующую пози цию...
Штамп для обработки полых деталей

Номер патента: 799868
Опубликовано: 30.01.1981
Автор: Ашихмин
МПК: B21D 37/00
Метки: полых, штамп
...с параллельными оси впадинами, равномерно расположенными на ее боковой цилиндрической поверхности; на фиг. 5 - разрез Б-Б на фиг. 4,Штамп для пробивки и отбортовки отверстий в дне полой детали содержит верхнюю подвижнуюплиту 1, на которой закреплен пуансон 2 пуансонодержателем 3. На плите 1 также закреплена направляющая 4, в которой с возможностью продольного осевого возвратно-поступательного перемещения установлен прижим 5. На неподвижной нижней плите 6 жестко установлена в матрицедержателе 7 оправка-матрица 8, На наружной поверхности оправки 8 выполнены равномер 799868но расположенные по периметру впадины 9, параллельные оси оправки. Понаружному контуру оправка-матрица 8охватывается концентрично расположенным дисковым съемником...
Способ получения полых макросфер

Номер патента: 801869
Опубликовано: 07.02.1981
Авторы: Кузнецов, Орлов, Покровский
МПК: B01J 13/02
Метки: макросфер, полых
...нагретое до 80 ОС связующее, состоящееиз эпоксидной смолы марки ЭД(30 вес,ч,) и производят перемешивание при температуре 80 С в течение10 мин. В процессе перемешиваниягранулы покрываются слоем связующего и образуют массу из слипшихсядруг с другом частиц, Для разделений такой массы на отдельные гранулы массу перемешивают в течение 55 мин при 50 С с измельченным стекловолокном. Измельченное волокно берут в количестве 100 вес,ч. на100 вес.ч. связующего, По окончанииперемешивания микросферы выгружают, 60отделяют их от избытка порошка иотверждают при периодическом перемешивании при температуре помещения(25 фС) в течение 4 ч и при 60 ОС 3 ч,Затем в тех же условиях производят Я повторное нанесение связующего наповерхность полученных макросфер,В...
Автоматическая линия для нанесе-ния покрытия ha внутреннюю поверх-ность полых изделий

Номер патента: 801896
Опубликовано: 07.02.1981
Авторы: Красных, Чучунов, Юнин
МПК: B05C 7/02
Метки: автоматическая, внутреннюю, линия, нанесе-ния, поверх-ность, покрытия, полых
...которую трубопроводом 44 60 подводится воздух.Отвод воды и воздуха от золотника производится при помощи двух поворотных головок: головки 58 дляотвода от золотника воды и головки 65 59 для отвода воздуха, закрепленныхна корпусе 54 при помощи гайки 60и шайбы 61 между упорными подшипниками 62.Для устранения утечек воды и воздуха при вращении головок 58 и 59вокруг оси золотника последние снабжены уплотнениями 63,Конструкция золотника предусматривает теплоизоляцию друг от друга полостей, 56 и 57, которая в схеме работы золотника не показана.10йвтоматическая линия работает следующим образом.На включенную и находящуюся в движении линию обычным промышленным роботом на нижний транспортер 2 горловиной вниз устанавливается оболоч ка 11. Место...
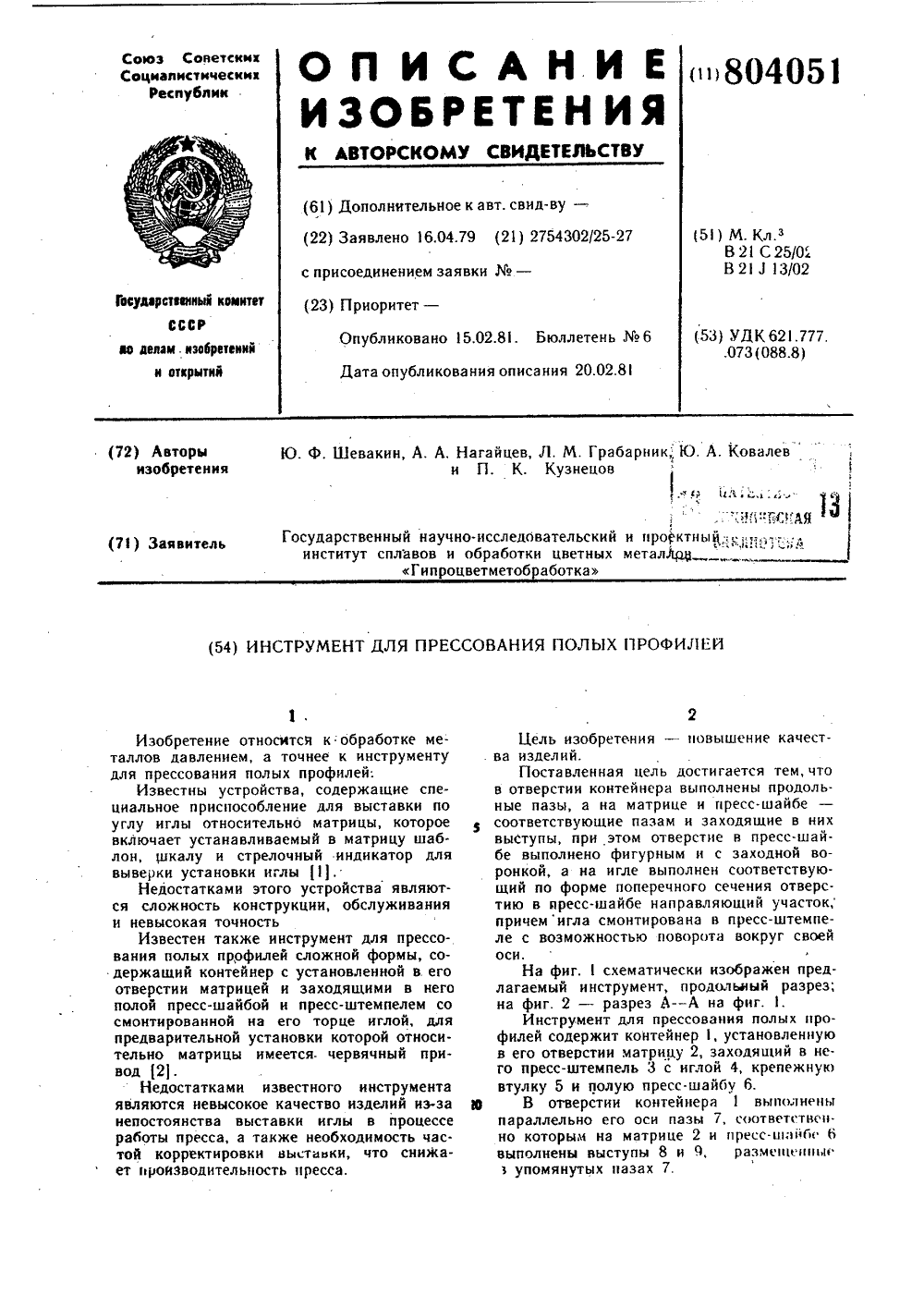
Инстумент для прессования полых профилей
Номер патента: 804051
Опубликовано: 15.02.1981
Авторы: Грабарник, Ковалев, Кузнецов, Нагайцев, Шевакин
МПК: B21C 25/02
Метки: инстумент, полых, прессования, профилей
...воронкой 10, в которое заходит игла 4, снабженная направляющим участком 1 с сечением, соответствующим фигурному отверстию пресс-шайбы б, а рабочий участок 12 иглы 4 соответствует внутреннему каналу прессуемого профиля. Для установки иглы 4 предусмотрена крепежная втулка 5, связанная резьбовым соединением с пресс-штемпелем 3, Игла 4 смонтирована с возможностью поворота в ,крепежной втулке 5.Прессование при использовании предлагаемого инструмента осуществляется следующим образом.В контейнер 1 подается матрица 2, положение которой фиксируется направляю. шими выступами 8 в пазах 7. Затем,в контейнер 1 подается полые заготовка 13 и пресс-шайба б, направляющие выступы 9 которой также входят в пазы 7 отверстия контейнера 1 и фиксируют ее...
Способ изготовления полых деталейс проушиной

Номер патента: 804176
Опубликовано: 15.02.1981
Авторы: Афанасьев, Головин, Ерошкин, Кириллов, Лиэпа, Навроцкий, Ракошиц, Филиппов
МПК: B21K 21/00
Метки: деталейс, полых, проушиной
...1, При этом однавеременно с образованием цилиндрической полости выдавливают два плоскопараллельных отростка длиной с с образованием переходного участка о в виде полуцилиндра радиуса т, равного половине диаметра полости проушины д . Длина отростков с соответствует 0,25 длины окружности проушины.На следующей операции производят гибку плоскопараллельных отростковобразованием цилиндрического отверстия диаметром д и пайку концов отростков в подогретом состоянии, соответствующем температуре отжига.Окончательное формообразование цилиндрической части детали осуществляют методом вытяжки с утонением или ротационным выдавливанием, получая при этом цилиндрическув часть длиной М с наружным диаметром ОСпособ реализуют в лабораторйых условиях при...
Устройство для непрерывного формованияи вулканизации полых резиновыхизделий

Номер патента: 804506
Опубликовано: 15.02.1981
Авторы: Барышев, Макравин, Огрель, Попов
МПК: B29C 33/76, B29C 35/06, B29D 23/24 ...
Метки: вулканизации, непрерывного, полых, резиновыхизделий, формованияи
...достигается тем, что н устройстве для непрерывного формования и вулканиэации полых резиновых изделий, содержащемчервячный пресс с профилирующей головкой, ванну для . жидкого высокотемпературного теплоьои. сителя и связанный с профилирующей головкой спиральный обогреваемой дорн, снабженный системой, обеспечивающей снижение трения при перемеще 804506яии изделия., витки дорна выполненыс диаметром, равным диаметру витковспирали изделия, и с поперечным сечением имеющим наружный диаметр, равныйвнутреннему диаметру изделия,На фиг. 1 изображено предлагаемоеустройство, вид сверху; на фиг. 2то же, вид сбоку,Устройство содержит червячныйпресс 1 с профилирующей головкой 2,ванну 3 для жидкого высокотемпературного теплоносителя и...
Устройство для испытания на гер-метичность полых изделий, например, блок-kaptepob двигателей вну-треннего сгорания

Номер патента: 805090
Опубликовано: 15.02.1981
Авторы: Евстратов, Зайцев, Колбасин, Кунин
МПК: G01M 3/10
Метки: блок-kaptepob, вну-треннего, гер-метичность, двигателей, испытания, например, полых, сгорания
...устройство, общий вид; на Фиг. 2то же, вид сбоку.Устройство для испытания на герметичность полых иэделий, напримерблок-картеров двигателей внутреннего20 сгорания,содержит ванну 1, пневмосистему (на чертеже не показана) иповоротный стол 2 с приводом 3 имеханизмом 4 установки изделиЯ 5 страверсами б, имеющими заглушки 7,25 гидроцилиндрами 8 и опорами 9, приэтом механизм 4 установки выполненв виде основания 10 и связанной сним посредством силовых гидроцилиндров 11 подвижной плиты 12 с тра 30 версой б, имеющей заглушки 7 для ря"805090 Формула изобретения 12 да типоразмеров иэделий 5, и Фиксатор 13.Устройство работает следующим образом.Испытуемое иэделие 5 устанавливается на опоры 9, при помощи Фиксатора 13Траверса 6 закрепляется иа под"...
Способ изготовления полых про-фильных изделий из термопластичныхполимеров и устройство для егоосуществления

Номер патента: 806446
Опубликовано: 23.02.1981
Авторы: Беспалова, Козлова, Листков, Цыганенко, Чернянский
МПК: B29D 23/04
Метки: егоосуществления, полых, про-фильных, термопластичныхполимеров
...тонких элементовпрофиля и частичным охлаждениемостальных его элементов.Оформленное и частично охлажденное профильное иэделие поступает новторую секцию 5 калибратора, которая находится н ванне 7 с проточнойохлаждающей водой.Во второй секции 5 калибраторапрофильное иэделие дополнительнокалибруется по габаритным размерами охлаждается до необходимой температуры, при которой оно способно сохранять заданную форму на последующих стадиях, а затем поступает вохлаждающую ванну 7, где происходитокончательное охлаждение. Протягива-. 15ние профильного иэделия через калибрующую и охлаждающую систему осуществляется с помощью тянущего механизма 8.Сформованное и остывшее профильное изделие может сматываться в бух Оту с помощью намоточного узла 9...
Заглушка полых изделий

Номер патента: 807095
Опубликовано: 23.02.1981
МПК: G01M 3/08
Метки: заглушка, полых
...а разжимнойконус имеет кольцевой упор, контакти.рующий с уплотнительным кольцом,На чертеже изображена предлагаемая э аглушка.Заглушка содержит полый шток 1, ,на который подвижно установлен разжимной конус 2 с упором 3, разжимные кулачки 4 с опорным буртом 5, взаимодействующие конической внутренней поверхностью с разжимным конусом 2, уплотнительные элементы 6-8, из которых элемент 7 размещен на внешнем диаметре кулачков 4, опорный фланецподвижно насаженный на шток 1.пружину 10, стягивающую кулач807095 формула изобретения ВНИИ Тира 270//63 Подписное Зак 918 илиал ППУжгоро"Патент", ул.Проект Заглушка работает следующим образом.Перед монтажом заглушки в трубу11 шток 1 вместе с раэжимным конусом2 перемещают в паз относительно опорного...
Способ испытания полых изделийна прочность при низких температурах

Номер патента: 811100
Опубликовано: 07.03.1981
Авторы: Каплан, Моношков, Пашков
МПК: G01N 3/12
Метки: изделийна, испытания, низких, полых, прочность, температурах
...следующим образом. В изделие 2 помещают полую вставку 1 переменного сечения с диафрагмами (внешними перегородками) 3 для регулирования объема льда на каждом участке, а на внутреннюю поверхность вставки наклеивают датчики 6.Диафрагмы 3 не препятствуют перетеканию воды из одного участка в другой, но препятствуют перетеканию льда из-за его меньшей текучести, Разные объемы льда обеспечивают различную величину абсолютной объемной его деформации. Так как перетекания льда из зоны в зону не происходит, т. е. не происходит выравнивания811100 Формула изобретения Составитель О. Губерниева Текред О. Павлова Редактор Т. Зубкова Корректоры: О. Тюрина и А. СтепановаЗаказ 368/6 Изд. Мо 184 Тираж 915 ПодписноеНПО Поиск Государственного комитета СССР по...
Способ кислородной резки полых за-готовок

Номер патента: 812462
Опубликовано: 15.03.1981
Авторы: Бровман, Перминов, Пилипенко
МПК: B23K 7/08
Метки: за-готовок, кислородной, полых, резки
...операция - заполнение полости заготовки металлической дробью или стружкой на высоту, равную 10 - 15 диаметрам режущей струи. При этом диаметр режушего сопла выбирается в зависимости от обфо щей толщины разрезаемой заготовки. При толщине заготовки 600 мм диаметр сопла равен 5 мм, для толщины 800 мм - 7 мм, для толщины 1000 мм - 8 мм и т д.Третья операция - зажигание и регулировка необходимой мощности подогреваю- щего пламени и режушей струи кислорода.Четвертая операция - подогрев начальной кромки реза, начало резки, перемещение резака вдоль линии реза и процесс резки заготовки с оптимальной скоростью.Пятая операция - прекращение процесго са резки, гашение резака, удаление, если необходимо, вставки и частей наполнителя.Пример. Необходимо...
Захват механической руки для пере-мещения полых корпусных изделий

Номер патента: 812570
Опубликовано: 15.03.1981
Автор: Васильев
МПК: B25J 15/00
Метки: захват, корпусных, механической, пере-мещения, полых, руки
...которых смонтированы жестко закре 2пленные на корпусе 1 сухари 27 и 28,ограничивающие движение ползуна 8 ифигурного элемента привода 11 вверхи вниз. Пружина 6, сжимаемая консолью2 механической рукой 3 передает дав-,Эление вниз на корпус 1 захвата, сжимается соответственно толщине стенки изделия, а пружина 7 разжимается ипредотвращает падение ползуна 8 и элемента привода 11 в момент, когда упоры9 отрываются от верхнего торца изде 3лия при последующей транспортировкеего. Захватные рычаги 12, закрепленные на корпусе 1, продолжают опускаться вместе с ним и, взаимодействуясвоими выступами 18 с рабочими наклонными поверхностями 13 и 14 фигурного элемента привода 11, выжимаютсяими за габарит корпуса 1 захвата, послечего .они готовы к захвату...
Способ получения полых стеклянныхмикросфер

Номер патента: 812780
Опубликовано: 15.03.1981
Авторы: Алесковский, Вощинин, Кольцов, Малыгин, Цветкова
МПК: C03C 23/00
Метки: полых, стеклянныхмикросфер
...к гидролизу хлорида и осаждению на поверхности микросфер гидро- окиси соответствующего элемента, а следовательно, к загрязнению поверхности, увеличению плотности стекло- сфер, ухудшению качества иэделия.П р и м е р 1. В смеситель заливают 8 кг 45-ного жидкого стекла с модулем 2,7-3,0; 2 кг борной кислоты и 0,1 кг моченины и перемешинают 30 мин. Затем заливают н смеситель нторую порцию жидкого стекла 17 кг и перемешивают еще 2 ч 30 мин до получения однородной массы. Готовую .массу выгружают на противни по -5 кг и. сушат при 300 С 8 ч.Высушенную массу-фритту просеивают через сито. Затем фритту подают в газовую печь. Часовой расход Фритты на одну печь 800-850 г. Температура печи. 1150 С. Общее разряжение Средняя Гидростатическая...
Способ испытания полых изделий нагерметичность

Номер патента: 813152
Опубликовано: 15.03.1981
Автор: Стародубцев
МПК: G01M 3/06
Метки: испытания, нагерметичность, полых
...при испытании поддерживают всостоянии кавитации, которую получают813152 путем создания в ней внутреннего отрицательного давления усилием отрыва.На чертеже показана с:,ема реализации способа.Схема содержит емкость 1, заполняемую обезгаженной жидкостью 2. В верхней части емкости 1 имеется цренажная трубка 3 с вентилем 4, в нижней - поршень 5,Предла гаемый способ осуществляется следующим образом. Испытуемое изделие 6, заполненное контрольным газом поц избыточным давлением, погружают в обезгаженную рабочую жидкость. Для вытеснения воздуха из емкости 1 уровень рабочей жидкости повышают до слива ее через дренажную трубку 3 с вентилем 4. После полного вытеснения воздуха вентиль 4 перекрывают. В атом случае поверхность испарения рабочей...
Штамп для разбортовки полых деталей

Номер патента: 814517
Опубликовано: 23.03.1981
Автор: Абаимов
МПК: B21D 19/00
Метки: полых, разбортовки, штамп
...своем соприкосновении, а боковые скосы 12 и 15 штока 3 выполнены симметрично.Штамп работает следующим образом. В исходном состоянии верхняя плита 1 вместе со штоком 3 поцнята в крайнее верхнее положение. Шеки 5 и 6 развернуты на осях 7 одна относительно другой пружиной 17 так, что винт 10 контактирует с поверхностями 11 и 14 штока 3, т.е. полуматрицы 8 и 9 не соприкасаются между собой. Пуансоны 2 и 18 занимают соответственно крайнее верхнее и нижнее положение. После установки заготовки на хвостовик пуансона 18 включается привод ползуна пресса, и верхняя плита 1 вместе со штоком 3 опускается вниз. Соприкасаясь с головкой пуансона 2, плита 1 сжимает пружину 21. Е это время шток 3 перемещается вниз по пазу корпуса 4, а торцы винтов 10...
Способ изготовления полых из-делий

Номер патента: 816658
Опубликовано: 30.03.1981
Авторы: Дьяконов, Кайбышев, Климов, Пширков
МПК: B21K 21/00
Метки: из-делий, полых
...которое с помощью боковых отверстий соединено с кольцевой выточкой, расположенной на боковой поверхности пуансона, Причем диаметр центрального отверстия должен быть меньше диаметра полости в заготовке и равен для тех же условий выдавливания 0,06 - 0,08 диаметра пуансона.В процессе деформации, когда пуансон коснется верхнего торца заготовки, произойдет боковое запирание смазки, находящейся в полости. При этом отверстие в пуансоне и полость в заготовке расположатся соосно. Дальнейшее перемещение пуансона вниз вызовет сжатие смазки, которая по отверстиям в пуансоне начнет подниматься из полости вверх.Момент выхода смазки через боковые отверстия пуансона регулируется уровнем расположения смазки в полости и при необходимости, в начале...
Способ получения полых отливоки устройство для его осуществления

Номер патента: 816685
Опубликовано: 30.03.1981
Авторы: Батуев, Игнатьев, Качур, Кириндас, Науменко, Рузманов, Чащихин, Ягунов
МПК: B22D 15/02
Метки: отливоки, полых
...исходя израсчетной формулы с тем, чтобы имелась возможность перемещения днища 5 вверх при кристаллизации отливки.В "холодный" тигель 2 загружаютшихту, накрывают печь крышкой (непоказана), вакуумируют, проводятрасплавление шихты и выдержку расплава. По окончании процесса плавкиотключают напряжение с индуктора 3,вводят в расплав водоохлаждаемыйстержень 9 и после этого к упорномукольцу 14 прикладывают с помощьюмеханизма прижатия усилие, равное2 весам отливки, снизу и по мерекристаллизации отливки поднимаютднище 5 совместно с отливкой на14-16 мм, прижимая постоянно черезпружину 8 кристаллизующийся слитокк внутренним конусным стенкам 1 холодного" тигля 2, и тем самым обеспечивают постоянный теплоотвод отслитка на стенки "холодного тигля2,...
Форма для изготовления полых изделийиз термопластичных отходов

Номер патента: 821165
Опубликовано: 15.04.1981
Авторы: Демиденко, Зайчик, Коростовцев, Павленко, Ясь
МПК: B29C 5/04
Метки: изделийиз, отходов, полых, термопластичных, форма
...выполненногоиз двух полуцилиндров, устанавливаемых такимобразом, чтобы между наружной поверхностьюкорпуса 1 формы и внутренней поверхностьюполуцилиндров обеспечивался зазор порядка 1 -32 мм. Корпус формы выполняется с соотноше вием диаметра внутренней полости к его длине порядка 1:3 - 1:10.форма используется следующим образом.Глухой торец корпуса 1 зажимается в патроне токарного станка. Затем в его внутрен. нюю полость вводится пористый цилиндр 2 с шайбой 3 на конце. После этого в зазор между внутренней стенкой корпуса 1 и внешней стенкой пористого цилиндра 2 помещаются термопластичные отходы и производится их уплотнение, Корпус закрывается крышкой 4 и центрируется с помощью задней бабки токар ного станка или специального...
Установка для термообработки кольцевыхсварных швов полых изделий

Номер патента: 821513
Опубликовано: 15.04.1981
Авторы: Бортник, Игнатов, Марянчиков, Рубанов
МПК: C21D 9/50
Метки: кольцевыхсварных, полых, термообработки, швов
...с горелками 8 и прикреплен к траверсе 9, установленного на рельсах 10 самоходного портала 11.Системой гибких металлических рукавов 12 все горелки 8 связаны с магистралью подачи горючего газа. Обрабатываемое изделие 13 установлено на роликовом стенде 2 в горизонтальном положении. Внутренний нагреватель имеет телескопические газопроводы 14, соединенные полыми шарнирами 15 и 16 с автономными камерами 17 сгорания с горелками 8 и газовым распределителем 18, размещенным на полой штанге 3, снабженной кронштейнами 19, которые посрецством шарниров 20 и 21 соединены с рычагами 22, связанными через шарниры 23 и 24 с телескопическими газопроводами 14 и автономными камерами 17 сгорания. Длины рычагов 22 выбираются таким образом, чтобы расстояние...
Способ изготовления полых тонкостенныхоболочек c утолщенным участком

Номер патента: 822950
Опубликовано: 23.04.1981
Автор: Корина
МПК: B21D 22/30
Метки: полых, тонкостенныхоболочек, утолщенным, участком
...венца может быть осуществлено путем телескопической сборки/1-А г. иг. ин Корректор Подписно СССР тий витель В. ДороА. Бойкас888 Соста Техред Тираж И Государств делам изобр осква, Ж - 3 Патент, генного комитета тени й и откры 5, Раушская на Ужгород, ул.д. 4/5 Проектная, 3заготовок в конечный момент вытяжки полой оболочки.Кроме того, заготовка венца может бытьизготовлена из материала с плотностью,меньшей плотности готового изделия, а впроцессе переформовки его уплотняют.На фиг. 1 схематически изображенштамп для осуществления предлагаемогоспособа; на фиг. 2 - сечение А - А на фиг. 1.Штамп содержит матрицу 1 для вытяжки заготовки 2 оболочки с утолщенным участком 3, центральную вставку 4 с профильнымучастком 5 для формовки заготовки 6...
Устройство для автоматического контроляцилиндрических полых деталей c буртом

Номер патента: 823818
Опубликовано: 23.04.1981
Авторы: Мелешко, Менакер, Серветник, Сорина
МПК: G01B 5/08
Метки: буртом, контроляцилиндрических, полых
...4 пе ремещения контролируемых деталей,механизм 5 центрирования детали,выполненный в виде соосных и подвижных в осевом направлении усеченныхконусов б и 7 с продольными пазами, 25 неподвижно закрепленного стакана 8с торцовыми опорными выступами 9,входящими в пазы конуса 7 и контактирукщими с буртом контролируемойдетали 10, а в пазы конуса б входят 30 направляющие 3, подвижную в направлении контролируемой детали 10 каретку 11 с приводом 12 и с закрепленными на ней измерительными скобами 13, 14, 15, и 16, транспортер 17, отсекателс 18, лоток 19 для бракованных деталей, механизм 20 подъема ,конуса 6 и механизм 21 вращения ко нуса 6.Устройство работает следующим образом.В исходном состоянии контролируемая деталь перемещается механизмом 4 из...
Способ испытаний полых изделий нагерметичность и устройство для егоосуществления

Номер патента: 823926
Опубликовано: 23.04.1981
Авторы: Горгидзе, Кручонок, Ольшанский, Щербаков
МПК: G01M 3/02
Метки: егоосуществления, испытаний, нагерметичность, полых
...до заданного давления Р производится ступенчато путем соединения ее попеременно с и емкостями объема Ч = ф , предварительно отвакуумированными, а число ступеней вакуумирования определяют из соотношения19 РРО19 Рн (Ч+чгде Р - заданное давление в изделииР - начальное давление во внутиренней полости изделия;Ч - объем внутренней полостиизделия, 15Ч, - объем секции емкости Че,нВ устройстве цель достигается тем,что емкость выполнена с внутреннимиперегородками, разделяющими герметично емкость на и секций равного объема, каждая из которых снабжена запорным вентилем.На чертеже приведена принципиальная схема устройства.Устройство содержит емкость 1 объема Ч , разделенную герметичнымиевнутренними перегородкамина и сек 1 еций 3 равного объема Чи...
Установка для испытания сварногосоединения b полых изделиях

Номер патента: 823927
Опубликовано: 23.04.1981
МПК: G01M 3/04
Метки: изделиях, испытания, полых, сварногосоединения
...контактирования со сварным соединением, имеют выпукло-вогнутые участки.На чертеже изображена установка для испытания сварного соединения в полых иэделиях.Установка содержит гидравлическую систему 1, подсоединенную к отверстию 2 в заглушке 3 н вторую заглушку 4. По центру заглушек установленшток 5, подпружиненный в осевом направлении пружиной 6 и связанный с помощью шарнираф 7 с одним кой 11 ом многовитковой пружины 8 бочкообразной формй второй конец которой жестко связан с заглушкой 3. Витки пружины 8, контактирующие со сварным соединением 9 изделия 10, имеют выпуклые 11 и вогнутые 12 участки. Ка заглушке 4 расположен стопор 13 для фиксации штока относительно заглушки. Для воз О .врата штока в положение фиксации служит толкатель с...
Способ очистки полых изделий

Номер патента: 825204
Опубликовано: 30.04.1981
Авторы: Качан, Комаров, Мигунов, Танцюра
МПК: B08B 3/10, B08B 9/032
Метки: полых
...Заказ 2302/16 Тираж 656ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д,4/5 Подписное Филиал ППП "Патент", г,ужгород, Ул.Проектная,4 можно использовать смесь трансформаторного масла с керосином.Эти фиксаторы создают условия для интенсивного механического воздейст-, вия потока на загрязненную поверхность изделия;5 Способ очистки полых изделий путем подачи через полость иэделия вин.-. тообразного пульсирующего потока рабочего агента, о т л и ч а ю щ и й -с я тем, что, с целью повышения эффективности очистки, при подаче потока направление его вращения периодически изменяют, а частоту пульсаций регулируют в соответствии с частотой изменения направления вращенияпотока.Источники...
Штамп для вытяжки полых деталей

Номер патента: 825234
Опубликовано: 30.04.1981
Авторы: Канишев, Нестеров, Ротницкий, Сагалович, Сизов, Сизова, Эрбейгель
МПК: B21D 22/00
...9 соседних формообразующихэлементов и полостях 11-13. При достижении требуемого начального давлениясо стороны гидроэластичной матрицы 2открывается управляемый дроссельныйклапан 6, и жидкость из кольцевой полости15 при соответствующем противодавлении создаваемом управляемым дроссельным клапаном 6, выдавливается. В результате прижим 3 перемещается вниз,и жидкость из полости 11 по кольцевомузазору 18 перемешается в образующуюся кольцевую полость 19.В связи с тем, что кольцевая полость19 увеличивается постепенно, в полости11 всегда имеется соответствующийобъем жидкости, предотвращающий продавливание (разрушение) заготовки 10 взоне между прижимом 3 и наружным пуан соном-прижимом 4. После гого, какжидкость из кольцевой полости 15...