Патенты с меткой «полых»
Пневматическое устройство для ремонта крупногабаритных полых изделий

Номер патента: 1411138
Опубликовано: 23.07.1988
Метки: крупногабаритных, пневматическое, полых, ремонта
...настраивают и клапан 22 с.бросаизбыточного,т, впения. Закрывают кран2.4, Клапаном 22 стравливают сжатыйвоздух в т н 1 сферу,Б резьбовые сквозные отверстия 2нижней стенки 3 ремонтируемого пустотелого крупногабаритного изделия 1 ввинчивают стержни 14. Поверхность стенки 3 у стержней 14 и одну поверхность накладок 5 покрывают клеем.На буртики 16 стержней 14 одевают централыьщи отверстиями 6 накладки 5 до упора их в стенку 3 На стержни 14 одевают малогабаритные опорные плиты 7 с пневмокамерами 9. Гайками 15 поджимают малогабаритные опорные пли" ты 7 так, что выступы 11 касаются буртиков 16 стержней 4. При этом пневмокамеры 9 контактируют с накладками 5.По завершении монтажа всех накладок 5 и малогабаритных опорных плитс нижней стенкой...
Способ изготовления полых осесимметричных деталей

Номер патента: 1412840
Опубликовано: 30.07.1988
Авторы: Башков, Будько, Голубкин, Гулько, Нитиевский, Пахилко, Уваров
МПК: B21D 22/18
Метки: осесимметричных, полых
...роликом 16 но опорному 1)олику 17. При этом нажкмной ролик 16 с помощью гидроцкличдра не показан) перемещается в горизонтальной плоскости. Вьволнение кольцевого периферийного участка 11 двойной кривизны 12 перед закаткой цилиндрического борта и оформление радиуса сопряжения его с криволинейной поверхностью полуфабриката 8 позволяет обеспечить максимально возможную деформацию кромки борта изделия без потери устойчивости при закатке цилиндрического борта 15 криволинейной части полуфабриката 8,После этого кромку цилиндрического борта 15 полуфабриката 8 нагревают токами высокой частоты до темпеоатуры нормализации. Затем выполняют обжим кромки борта 15 нажимным роликом 16 по опорному ролику 17. Таким образом обеспечивают высокую...
Способ изготовления полых изделий тарообразной формы

Номер патента: 1412857
Опубликовано: 30.07.1988
МПК: B21C 37/15, B21D 51/16
Метки: полых, тарообразной, формы
...этого наружный относительно изделия валок 4 применяют с торообразным ручьем, а внутренний валок 5с торообразнымкольцевым выступом. В результате вальцовки этого этапа изготавливают деталь корытообразного сечения. Сварной шов 3 стаовится наружным кольцевым швом тора.На втором этапе вальцовки (фиг. 5)формируют внутреннюю поверхность тора.Для этого вместо внутреннего валка 5 устанавливают другой внутренний валок 6,имеющий торообразный ручей. По окончаниивторого этапа вальцовки ь зависимости оттребований полый тор (фиг. 6) либо разрезают по линии сварного шва 3 и получают полуторы, либо заваривают внутренним кольцевым швом 7.Две заготовки 1 можно стьгковать одна с другой и малыми основаниями (фиг. 7),сваривать их по периметру стыка швом...
Способ получения слитков для полых поковок

Номер патента: 1412882
Опубликовано: 30.07.1988
Авторы: Жулев, Петунин, Сергеев
МПК: B22D 7/00
Метки: поковок, полых, слитков
...избирательной кристаллизации, не обогащают вышележащие слои, Так как к этому моменту затвердевание металла в верхней части слитка завершатся. При более быстром теплоотводе в верхней части слитка переохлаждение жидкой фазы вверху больше, что приводит к температурной конвекции, сохраняющейся до полного затвердевания, и улучшению переМешивания жидкой сердцевины.При сужении усадочной раковины в верхней части слитка увеличивается ее протяЖенность, а зона наиболее обогащенная 11 римесями смещается к низу слитка, что Компенсирует зону отрицательной ликвации. Все это приводит к уменьшению химической неоднородности по высоте слитка.Установлено, что увеличение температуры боковой поверхности от верха к низу слитка со скоростью менее 0,05...
Способ термообработки полых центрифугированных изделий в герметичных формах

Номер патента: 1412976
Опубликовано: 30.07.1988
Авторы: Бугакова, Ционский, Шмурнов
МПК: B28B 21/78
Метки: герметичных, полых, термообработки, формах, центрифугированных
...воздух обеспечиваетдополнительное уплотнение бетоннойсмеси и создает напряженные растяжения в стали цилиндра порядка 1,4 МПа,Скорость подъема давления составляет0,1 МПа/мин. По достижению заданнойвеличины давления кран подачи воздуха перекрывают и производят термообработку при этом избыточном давлении,Затем после окончания термообработки,давление воздуха снижают до нуля,сердечник освобождают от заглушек,навивают на него предварительно напряженную спиральную арматуру, поверхкоторой наносят слой мелкозернистоготоркретбетона и осуществляют вторичную термообработку. В результате испытания полученной трубы было установлено, что прочность бетона сердечника трубы составляет 350 кгс/см , пришаге навивки спиральной арматуры17 мм,Другой пример...
Устройство для очистки полых изделий

Номер патента: 1414484
Опубликовано: 07.08.1988
Авторы: Баронов, Благов, Ефремов
МПК: B08B 11/00
Метки: полых
...с 15 очггтггтдемьгми изделиями 12. Внутри вакуумной камеры 6 ца оси 2 с возможностью поворота установлена пополнительндя ванна 13 с пргтггопом (гге показа) . Емкость 14 лля рабочей жидкости 20 трубкой 15 через запор кран 16 соедицена с вакуумным лоэдтором 17, представляющим собой прозрачную емкость с делениями, обрдщеццымц к окну 18. Через здпорцьдт крдц 19 и труб ку 20 вакуумный дозатор соединен с полостью дополнителггцой вднггы 13. Для слива отработанной жидкости иэ вакуумной камеры 6 имеется сливцое отверстие 21, соединенное трубкой 22 через Зо эдпорцый кран 23 с эжектором 24, Кроме того, полость вакуумной камеры 6 трубкой 25 через треххоловой кран 26 соединена с вдкуумцьгм насосом и атмосферой.35 Устройство работает следуюил...
Устройство для контроля герметичности полых изделий

Номер патента: 1415093
Опубликовано: 07.08.1988
Автор: Бухмиль
МПК: G01M 3/02
Метки: герметичности, полых
...в ориентированном положении. Закрепление иэделия 9 осуществляется следующим образом. Сжатый воздух поступает в полость 33 цилиндра 32 и его шток 35 упирается в седло обратного клапана 5, уплотняясь при этом. Затем сжатый воздух подают через отверстие 36 штока 35 и клапан 5 в камеру 21, где он воздействует на мембрану 8. При этом мембрана 8 перемещает плунжеры 16 и 17 до упора в иэделие 9. После чего сжатый воздух подается в полость 34 цилиндра 32 и шток 35 перемещается вниз, В этом положении изделие 9 закреплено и его полость загерметиэирована.После перемещения штока 35 вниз стол поворачивается и при достижении гнезда с иэделием 9 контрольной позиции гнездо размещается соосно с колпаком 27. При этом сжатый воздух поступает в полость...
Устройство для контроля герметичности полых изделий

Номер патента: 1415096
Опубликовано: 07.08.1988
Авторы: Бакланский, Минин
МПК: G01M 3/06
Метки: герметичности, полых
...цепного транспортера-накопителя 13 (фиг. 3) на двух осях 21 подвешены носители 14 с изделиями 10,Для обеспечения постоянного горизонтального положения носителя 14 с нижней стороны его основания 22 прикреплен груз 23. В плоскости разъема носителя 14 на утяжеленном основании 22 закреплен держатель 24 (фиг. 3 и 4) рядной укладки иэделий 10. Крышка 25 носителя 14 выполнена иэ термостойкого оргстекла с углублениями 26, образующими при закрытом носителе 14 ловушки для пузырьков газа. Крышка 25 и основание 22 носителя 14 шарнирно соединены посредством двух осей 27 (фиг. 7). Для удержания в открытом положении носителя 14 крышо ка 25 откидывается на угол более 90 что обеспечивает свободный доступ робота (не показан) к иэделиям 10. В емкости 2...
Способ изготовления полых изделий

Номер патента: 1416235
Опубликовано: 15.08.1988
Авторы: Асвобудинов, Мельников
МПК: B21D 22/20
Метки: полых
...4 снабжен кли.,ньями 5, взаимодействующими с секциями 2 и 3, которые разводятся в исход- у 5ное положение с помощью пружин;6 и 7.Пуансон 4 осуществляет вытяжку .Заготовку 1 укладывают на матрицу,образующую в открытом положении форму, Движением конического пуансона 4вытягивают полый конический полуфаб", рикат и одновременно смыкают секции 2. Пуансон 4 поднимают. Опускают пуансон 8, создающий усилие надонную часть конического полуфабрика 35.та, вызывающие в нем напряжения, непревышающие предела текучести исходного материала заготовки 1,При этом происходит вытяжка участ-ка полого конического полуфабриката с сечением в форме квадрата со скругленными по радиусу углами. Затем опускают пуансон 4 и обжимают до формы круга с упомянутым...
Устройство для раскатки полых изделий на прессе

Номер патента: 1416256
Опубликовано: 15.08.1988
Авторы: Быков, Кузнецов, Мищенко
МПК: B21J 13/12, B21K 1/38
Метки: полых, прессе, раскатки
...стол 8 из-под пресса, после чего на него устанавливает ся и закрепляется вырезной боек 11. Затем краном устанавливаются тяги 1 с консолью б на специальные опорные площадки, расположенные на бойке 11, и закрепляются. Стол 8 за двигается под пресс, ось П-образной стойки совмещают с осью пресса и прикрепляют тяги 1 к траверсе пресса 2. Стол 8 пресса вторично выдвигают из-под пресса для приема нагретой заготовки 12. Заготовку 12 устанавливают наружным диаметром на вырезной боек 11 После этого в заготовку 12 заводят оправку 3 и перемещают заготовку 12 под пресс. Совместив вертикальную ось заготовки 12 с осью П-образной стойки, медленно опускают траверсу 2 до тех пор, пока направляющие штыри 4 оправки 3 сядут в гнезда тяг 1 и...
Устройство для формоизменения раздачей полых металлических заготовок

Номер патента: 1417968
Опубликовано: 23.08.1988
Авторы: Бондаренко, Краснопольская, Маркин, Чесноков
МПК: B21D 39/08
Метки: заготовок, металлических, полых, раздачей, формоизменения
...осей 27,Рядом со станиной 1 смонтирован портал 28 с манипулятором 29, снабженным двумя схватами 30 и 31 с воз можностью их поочередного позициони"- рования по оси 0-0 (над механизмом 9 ) для установки и съема заготовки 32. Устройство работает следующим образом.В исходном положении устройства (фиг.З) механизм 9 Фиксации и размыкания полуматриц раскрыт (полуматрицы 4 и 5 удерживаются планками 23), оправка 11 с деформирующими элементами 12 находятся в крайнем правом положении. Схватом 30 заготовка захватывается с позиции 1 и при перемещении каретки манипулятора 29 влево (Фиг.2) выводится на ось 0-0 позиционирования, после чего движением схвата 30 вниз устанавливается по оси 0- 0,(фиг 4).Включением силового цилиндра 7 шток 10...
Линия для изготовления полых керамических изделий методом литья

Номер патента: 1418041
Опубликовано: 23.08.1988
Авторы: Зайцев, Зайчик, Клочай, Михайленко
МПК: B28B 1/26
Метки: керамических, линия, литья, методом, полых
...Формы 454 заполняются шликером. При дальнейшей транспортировке люлек 3 по горизонтальному участку ролики 10, перемещаясь по направляющим 11, обеспечивают устойчивое положение люлькам3, создавая благоприятные условия50для набора черепка. Удаление избытка шликера из Форм 4 происходит привзаимоцействии роликов 10 с направляющими 7 и 8. При этом посредством55рычагов 9 осуществляются поворот ификсация люлек 3 на заданный угол,выдерживание их в этом положении необходимый промежуток времени и воэвращение в исходное положение. При дальнейшем перемещении люлек 3 происходит естественная подвялка изделий в Фор- мах 4. Затем иэделия попадают на механизм для обрезки края. При этом формы 4 устанавливаются соосно со шпинделями 12, расположенными на...
Устройство для очистки полых изделий знакопеременным газожидкостным потоком

Номер патента: 1418562
Опубликовано: 23.08.1988
Автор: Молотков
Метки: газожидкостным, знакопеременным, полых, потоком
...сжатый газ и жидкость черезтрубопровод 15, нижний конец которого находится ниже уровня жидкости,и обратный клапан 16 подается в емкость 1. При заполнении емкости 1до требуемого уровня электромагнитраспределителя 21 обесточивается иподача жидкости в емкость 1 прекращается, Клапан 16 служит для предотвращения самопроизвольного сбросажидкости в бак 13.Кратковременным включением другого электромагнита распределителя 20начинается процесс промывки, Сжатыйгаз через клапан 5 подается в отверстие 9 и далее через дроссельнуюпроточку 11 в емкость 1 и через отверстие 10 в выходное отверстие 8,Давление в емкости 1 повышается имоющая жидкость через отверстие 8,рукава 22, промываемое иэделие 23 вы-.тесняется в емкость 2, причем в от-верстии 8...
Устройство для гуммирования внутренних поверхностей полых изделий

Номер патента: 1419911
Опубликовано: 30.08.1988
Авторы: Липатов, Подгорбунский, Трифонов, Устинов
МПК: B29C 63/30, B29C 70/78
Метки: внутренних, гуммирования, поверхностей, полых
...траверсе 4 смонтированы ролики35 рольганга для раскладки резиновойзаготовки, держатель 36 для бобины37 с сырой резиной и ролик 38 для отбора прокладочной ткани, Траверса 4смонтирована на основании 3 посредством вертикальных стоек 39 и установленной на них каретки 40 с колеса-.ми 41 для установки траверсы, Приводдля вертикального перемещения траверсы выполнен в виде электропривода 42и ходового винта 43, связанного скареткой 40,Привод продольного перемещения траверсы установлен на каретке 40 ивыполнен в виде электропривода 44 сведущими шестернями 45, которые взаимодействуют с зубчатыми рейками 46траверсы 4Устройство работает следующимобразом.Гуммируемое полое изделие 47 спромазанной клеем и подсушенной внутренней поверхностью...
Устройство для лечения стриктур полых органов

Номер патента: 1421315
Опубликовано: 07.09.1988
Авторы: Джаббаров, Морхов, Пирогов, Плотников, Тулеуов
МПК: A61B 17/00
Метки: лечения, органов, полых, стриктур
...предприятие, г. Ужгород, ул. Проектная, 4 Редактор Г. ВолковаЗа каз 4357,3ВНИИПИ Государственного3035, МосквПроизводственно-полиграфи 1Изобретение относится к медицине, а именно к хирургии, и может быть использовано при лечении послеоперационных рубцовых стриктур в различных полых органах,Целью изобретения является использование устройства при лечении рубцовых стриктур. На фиг. 1 показано устройство в нерабочем состоянии, общий вид; на фиг. 2 - то же, в рабочем состоянии. 10На штоке 1 сцентрированы кольца 2 и 3, выполненные из полимерного материала. В кольце 2 неподвижно установлены скрепляющие иглы 4, равномерно расположенные по окружности. Кольца 2 и 3 имеют выемки 5 и 6. 15Кольцо 2, в котором установлены иглы, прокалывается...
Устройство для испытания полых изделий на герметичность

Номер патента: 1422040
Опубликовано: 07.09.1988
Авторы: Кизяковский, Никонов
МПК: G01M 3/06
Метки: герметичность, испытания, полых
...сечения испытываемогоизделия 26 - по его максимальномурадиусу. По краям упоры 23 имеюткрючк;и 27, на которые своими скобами28 накладываются эластичные пояса29, Скобы 28 имеют воэможность пере"мещения и Фиксации в любой точке поя-:са 29.На конце трубы 13 закреплены ручка 30 и крючок 3, который посредством гибкой связи 32 через ролик 33,закрепленный на стойке 2, на оси 34связан с уравновешивающим грузом 35.Балки 10 соединены перемычкой 36.Устройство работает следующимобразом.Перед началом испытания втулки16 и 20 устанавливают на нужный размер по длине и ширине в зависимостиот размеров испытываемого иэделия26 и стопорят винтами 17 и 21. Вслучае наклона бортов (в плане) производят развсрот упоров 23 на цапФах22 и стопорят винтами 25,В...
Устройство для герметизации полых изделий при их испытании на герметичность

Номер патента: 1422041
Опубликовано: 07.09.1988
Авторы: Соркин, Тараканов, Фролова
МПК: G01M 3/08
Метки: герметизации, герметичность, испытании, полых
...с втулкой 8, одновременно освобождая втулку4, которая перемещается относительно стержня 1 вверх, 3 ил. втулка 4 подпружинена относительно пологе; стержня 1 пружиной 13. Гидро цилиндр 5 закреплен на станине 14.Устройство работает следующим образом.Испытываемое изделие 15 устанавливают и Фиксируют соосно устройству. Подают жидкость н надпоршневую полость (не обозначена) гидроцилиндра 5, Кольцевой поршень 6 перемещается вниз (по чертежу)., своим выступом 10 нажимает на плавающую втулку 4 и последняя также перемещается вниз, увлекая за собой полый стержень 1, с которым она взаимодействует через уплотнительный элемент 3 и пружину 13, вместе с уплотнительным элементом 3, который входит в иэделие 1 5, и упорными втулками 8 и 9, Нижняя...
Способ изготовления полых деталей

Номер патента: 1423222
Опубликовано: 15.09.1988
Авторы: Башков, Голубкин, Кошевой, Скидан
МПК: B21D 22/00
Метки: полых
...8,пробивной пуансон 9, пробивная матрица 10,полуфабрикат 11 с отверстием в дне, заходная часть 12 отбортовочного штампа, прижим 13 отбортовочного штампа, отбортовочный пуансон 14, отбортовочная матрица 15,готовая деталь 16.Способ осуществляется следующим образом,Из листового металла вырубают заготовку 1, устанавливают ее в заходную часть 2вытяжного штампа, прижимают прижимом 3и в матрице 5 осуществляют пуансоном 4вытяжку. При этом диаметр вытянутого полуфабриката 6 превышает на 1 О - 25 О диаметрготовой детали 16. После этого полуфабрикат 6 устанавливают в заходную часть 7 пробивного штампа, прижимают его фигурным прижимом 8 и пробивным пуансоном 9 в пробивной матрице О осуществляют пробивку отверстия под отбортовку. Затем...
Способ ротационной вытяжки полых деталей

Номер патента: 1423224
Опубликовано: 15.09.1988
МПК: B21D 22/16
Метки: вытяжки, полых, ротационной
...оси полуфабриката в направлении его дна. Для этого деформирующие элементы 2, 4, 6 подают в направлении, перпендикулярном оси приводной оправки 8, до упора в нее деформирующего элемента 2. После чего деформирующие элементы 2 - 7 подают в направлении оси оправки привода 8 (фиг. 2) (направление подачи показано стрелкой). После того, как сформирован остроконечный кольцевой элемент 10, полый полуфабрикат после остановки приводной оправки 8 переустанавливается на оправку 11 и поджимается в центральной части прижимом 12. 40 На оправке 11 выполняется одна операция с одним переходом. Оправке 11 с полуфабрикатом сообщают вращение, а дефор.мирук)щим элементам 2 - 7 подачу в направлении, перпендикулярном оси оправки 11 45 (к центру).При этом...
Способ изготовления деталей из полых полуфабрикатов

Номер патента: 1423226
Опубликовано: 15.09.1988
Авторы: Белякова, Кочетков, Недоуров, Савина
МПК: B21D 22/20
Метки: полуфабрикатов, полых
...ни;кней границы .сверхпластичности боковойстенки полуфабриката 15 путем пропусканиячерез него от силового трансформатора (непоказан) с помощью шин 11 и 12, матрицы 5 и прижима электрического тока определенной плотности. При достижении по объему стенки полуфабриката 15 указанной температуры включается пресс и осуществляется 5 О 5 20 25 30 35 40 45 50 55 процесс вытяжки, .при этом заданную температуру полуфабриката 15 на участке между верхним его торцом и вытяжной кромкой матрицы 5 поддерживают постоянной, например, путем изменения плотности тока по ходу пуансона 3. После этого ползун (не показан) совершает обратный ход, пуансон 3 уходит вверх, а нижний выталкиватель (не показан) пресса удаляет изделие 14 из матрицы 5.Указанные...
Способ изготовления полых деталей с криволинейной поверхностью

Номер патента: 1423228
Опубликовано: 15.09.1988
Авторы: Архангельская, Ершов, Ливенко, Наделяев, Сторожева
МПК: B21D 26/02
Метки: криволинейной, поверхностью, полых
...и матрицу 3 для оконца;тельного формообразования. На фиг. 1 обозначена заготовка 4, на фиг. 2 готовая деталь 5.Способ осуществляется следующим об;,разом,Заготовку 4 устанавливают на матрицу 3. При подаче давления рабочей средой (например, жидкостью) вначале формуют по матрице 1 куполообразный полуфабрикат 2 высотой, равной 0,09 - 0,10 диаметра готовой детали 5, с кольцевыми концентрическими рифтами, геометрические параметры каждого из которых находятся в диапазоне.0(-"-(О, 14, где Й - высота рифта; а - угол рифта.При этом площадь поверхности полуфабриката 2 равна площади поверхности го1 товой детали 5, После этого осуществляют окончательное формообразование по матрице 3 в направлении, противоположном направлению формовки полуфабриката 2...
Устройство для центробежного литья полых отливок

Номер патента: 1424954
Опубликовано: 23.09.1988
Авторы: Алексеев, Лобов, Янчук
МПК: B22D 13/04
Метки: литья, отливок, полых, центробежного
...12, конец которого входит в гнездо на штоке 8.В таком положении фиксатор находится за счет пружины 13, прижимающей его к лунке на штоке.Привод 6 воздействия на клапаны состоит из штока 14, проходящего через отверстие в кожухе. Нижний конец 15 штока 14 выполнен со скошенными боковыми поверхностями (аналогично верхнему концу 10 штока 8) . Верхний конец заканчивается головкой 16, подпружиненной снизу пружиной 17. Штоки 8 и 14 предохранены от проворота вокруг своей оси. Привод б расположен на кожухе 18.Устройство работает следующим образом.После заливки металла в форму 1 последнюю приводят во вращение вокруг вертикальной оси. При этом металл под действием центробежных сил заполняет всю полость формы, а вытесняемые им газы и шлак...
Устройство для исследования гемодинамики полых органов

Номер патента: 1426538
Опубликовано: 30.09.1988
МПК: A61B 5/05, G01L 19/08
Метки: гемодинамики, исследования, органов, полых
...фиксирующая 12 и направляющая 13 стойки. На фиксирующей стойке 12 шарнирно прикреплена верхняя бранша 14, которая проходит через прорезь в направляющей стойке 13, снабженной резьбой и прижимной гайкой 15. На конце 16 верхней бранши 14 шарнирно прикреплена круглая прозрачная пластина 17, которая противолежит камере 1 давпения,Устройство работает следующим образом.Например, для исследования гемодинакими желудка производят верхнесрединную лапаротомию и делают окно в большом сальнике. Через окно вводят устройство таким образом, чтобы желудок разместился между камерой 1 давления и противолежащей прозрачной пластиной 7, включают источники света (не изображены), расположенные в коаксиальных полых цилиндрах 2 - 4.Для фиксации желудка в...
Способ формоизменения полых цилиндрических заготовок и штамп для его осуществления

Номер патента: 1426675
Опубликовано: 30.09.1988
Авторы: Бирулин, Церна, Шипилов, Шульга
МПК: B21D 41/00
Метки: заготовок, полых, формоизменения, цилиндрических, штамп
...по две ползушки 12, которые могут приводиться впоступательное движение гранями 13клина 10. Грани 13 и 9 клина 10, смещенные относительно друг друга повысоте, обеспечивают задержку во времени при раздвижении кареток 8 иполэушек 12.Каждая ползушка 12 каретки 8 засчет своих Г-образных выступов 14шарнирно соединена с формующими секциями 15 и 16 выполненными в видесегментов, которые в свою очередьшарнирно соединены друг с другомосью 17.Другие концы секций 15 и 16 выполнены со скосами (фиг. 9), что позволяет в исходном состоянии формующимсекциям соседних кареток находить одна на другую, а в конечном состояниисоздавать минимальный зазор междусобой, уменьшая тем самым величинуогранки изделия,Для обеспечения жесткой фиксациив момент первого...
Устройство для формовки полых изделий

Номер патента: 1426738
Опубликовано: 30.09.1988
Авторы: Бобровник, Волкожа, Соколов, Яковлев
МПК: B21C 37/08, B23K 37/04
Метки: полых, формовки
...пружинами 29. Упоры 28установлены с возможностью взаимодей 38 2ствия с балкой 25. В каналах 26 установлены плунжеры 30, шарнирно соединенные со штоком 31 гидроцилиндра 32. Балка 25 со сварочной подкладкой 33 установлена с возможностью воэвратнопоступательного перемещения по направляющим поверхностям корпуса 24.В оправке установлены блоки возврата, содержащие стержни 34, жестко закрепленные в балке 25, и пакет тарельчатых пружин 35. Упоры 28 и блоки возврата ограничены плавками 36. Ограничители 37 закреплены в корпусе 24. Овальный паэ 38 в балке 25 выполнен с учетом перемещения балки.В исходном положении механизм 2 боковой гибки и механизм 13 для при-. жатия заготовки находятся в нижнем положении. Механизмы 9 торцовой гибки разведены....
Захватное устройство для вертикально расположенных полых изделий

Номер патента: 1426926
Опубликовано: 30.09.1988
Авторы: Ипатьев, Коробов, Малашенко
МПК: B66C 1/42
Метки: вертикально, захватное, полых, расположенных
...взаимодействиис пазом на тяге 6.Ъ1 очки крепления звеньев 8 на захватных рычагах 2 выбраны так, чтамасса элементов и частей устройства,расположенных ат этих тачек к центральной еГО Оси, больше массы Остяль151ных частей и элементов.Захватное ус 1 райство работаетследу огим Образам.За,-ватное устройство в раскрытомположении опускают на вертикальноустановленное изделие. При этом тягу6 с внутренними башмаками 11 заводятв центральное отверстие изделия, врезультате чеГО упор 7 располагаетсяна верхней плоскости иэделия, а ваСОхватные рычаги 2 ахватыва 1 от изделие,по боковым поверхностям, С помощьюгибкой тяги 14 защелку 9 выводятиэ паза центральной тяги 6 и поднима;От устройства При этом трос л.наты иваясь через систему блоков й,э.)прижимает...
Устройство для контроля полых тел вращения

Номер патента: 1427176
Опубликовано: 30.09.1988
Авторы: Архипов, Карпюк, Петров, Половников
МПК: G01B 13/22
...относится к машиностроению и может быть использовано для контроля полых тел вращения.Цель изобретения - расширение функ,5 циональных возможностей за счет обес- печения возможности контроля дефектов внутренних поверхностей полых тел вращения.На чертеже изображено устройство для контроля полых тел вращения,Устройство содержит основание 1, размещенный на нем цилиндрический сосуд 2 с жидкостью, приспособление 3 с зажимными элементами 4 в ви де винтовых пружин, свернутых в тор и предназначенных для закрепления испытуемого тела 5, систему измерения (не показана), включающую в себя блок б индикации значения вращающе го момента, вертикальные направляющие 7 со шкалой вертикального перемещения, на которых размещено приспособление 3, и цилиндр 8,...
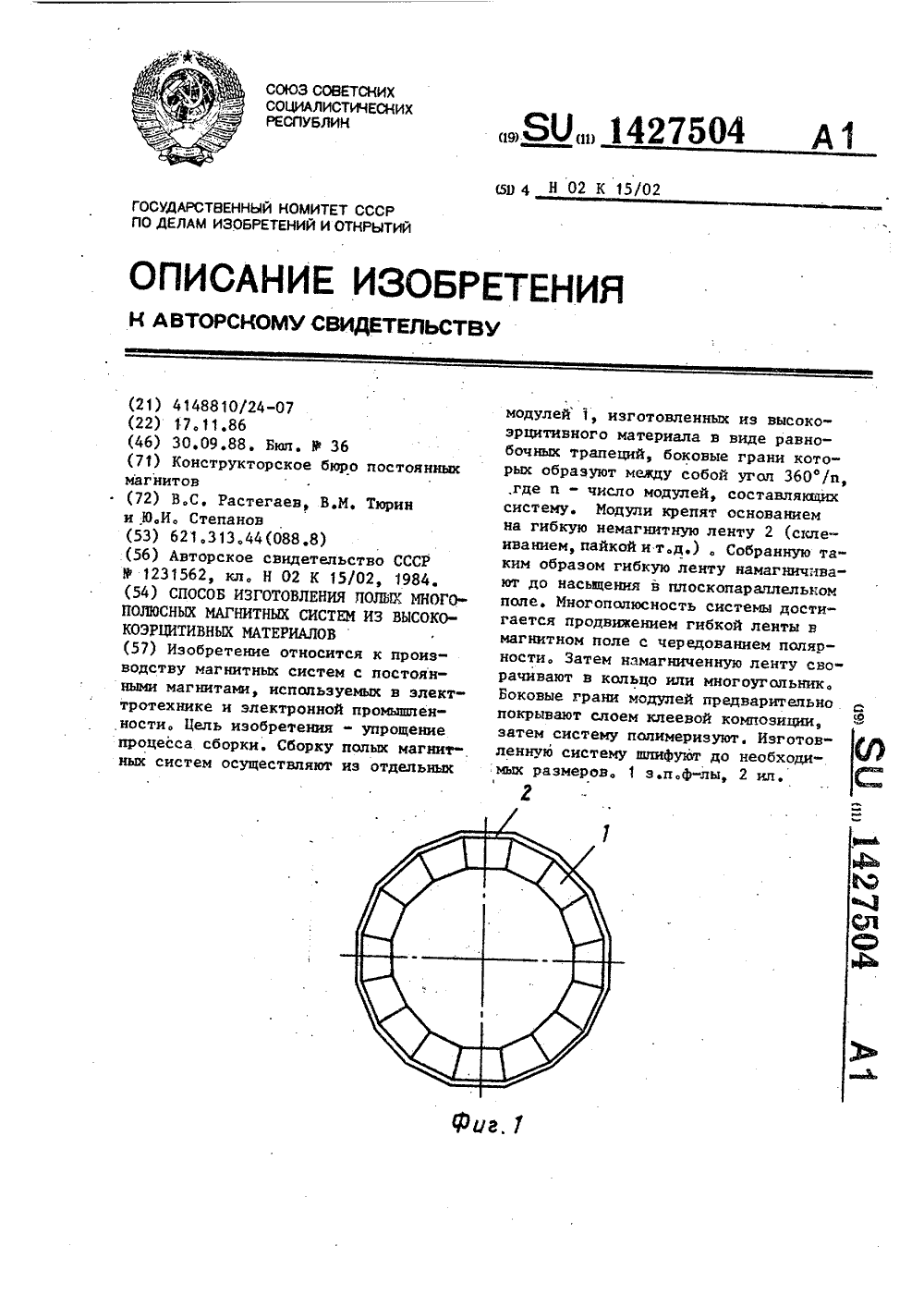
Способ изготовления полых многополюсных магнитных систем из высококоэрцитивных материалов
Номер патента: 1427504
Опубликовано: 30.09.1988
Авторы: Растегаев, Степанов, Тюрин
МПК: H02K 15/02
Метки: высококоэрцитивных, магнитных, многополюсных, полых, систем
...д. 4/5 каз 4861 водственно-полиграфическое предприятие, г, Ужгоро 4, ул, Проектная,Изобретение относится к производству магнитных систем с постояннымимагнитами, используемых в электротехнике и электронной промышпенности.Цель изобретения - упрощение процесса изготовлении и расширение технологических возможностей путем получения систем с радиальной текстурой,На фиг.1 изображена полая многополюсная магнитная система; на фиг.2 развертка магнитной системы,Сборку полых магнитных системосуществляют из отдельных модулей 1,изготовленных из высококоэрцитивного 15материала в форме равнобочных трапеций, боковые грани которых образуютмежцу собой угол 360 /и, где и -число модулей, составляющих систему.Модули крепят основанием на гибкую 20немагнитную...
Способ получения полых профилей

Номер патента: 1428482
Опубликовано: 07.10.1988
Авторы: Губин, Зеленый, Ивахненко, Клочко, Меньщиков, Мошаров, Новиков, Старостин, Хайдуков
МПК: B21C 23/08
Метки: полых, профилей
...матрицы, равная 1,3 -1,5 тол)цины готовой стенки трубы, назначается, исходя пз того, что при окончательной прошивке происходит утоцение металла от действия ряст 51 ГНБ 1 юпих паГря)кении и пр 1 топине ,иа меньие 1,3 толщины степки готовой заготовки толщина спрофплировацпого учас)- кя будет мецьше Еоминальцой толщины степки труоы, что приводит к увеличению отходе, а при толщине лця заготовки болыпе 1,5 толципы стенки уху,ешается захват металла валками при,альпейшей деформации. Величина перемещения матрицы должна бьть це менее 0,6 длины Луги, описывающей сферический участок прошивного пуансона, что обеспечивает окончательное формирование внутренней полости заготовки с учетом растяжения горячего металл а при ск оз псй и рош и вке. При...
Штамп для калибровки полых изделий

Номер патента: 1428483
Опубликовано: 07.10.1988
МПК: B21C 37/30
Метки: калибровки, полых, штамп
...посредством шариковых фиксаторов 8. Соосность матрицы 2 и пуансонаобеспечивается колонками 9 и втулками 10, закрепленными на верхней плите 5. Соосность дорна 11 с торцовым фланцем 12 и направляющей хвостовой частью 13 обеспечивается выполнением опорного вкладыша 14 с наклонной рабочей поверхностью, а также выполнением ответных поверхностей направляющей хвостовой части 13 и выемки вкладыша 14 - сферической формы. Вкладыш 14 размещается с упором вертикальной площадкой в корпусе 1. Штамп снабжен призматическими фиксаторами 15.Штамп работает следукхцим образом.11 редварительно отформованные детали 6 и 17 фиг. 1) размещаются на матрице 2, после чего на заготовки воздействукт пуансоном 7, проталкивая их в зазор между матрицей 2 и дорном 11....