Способ изготовления полых соединительных элементов трубопроводов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
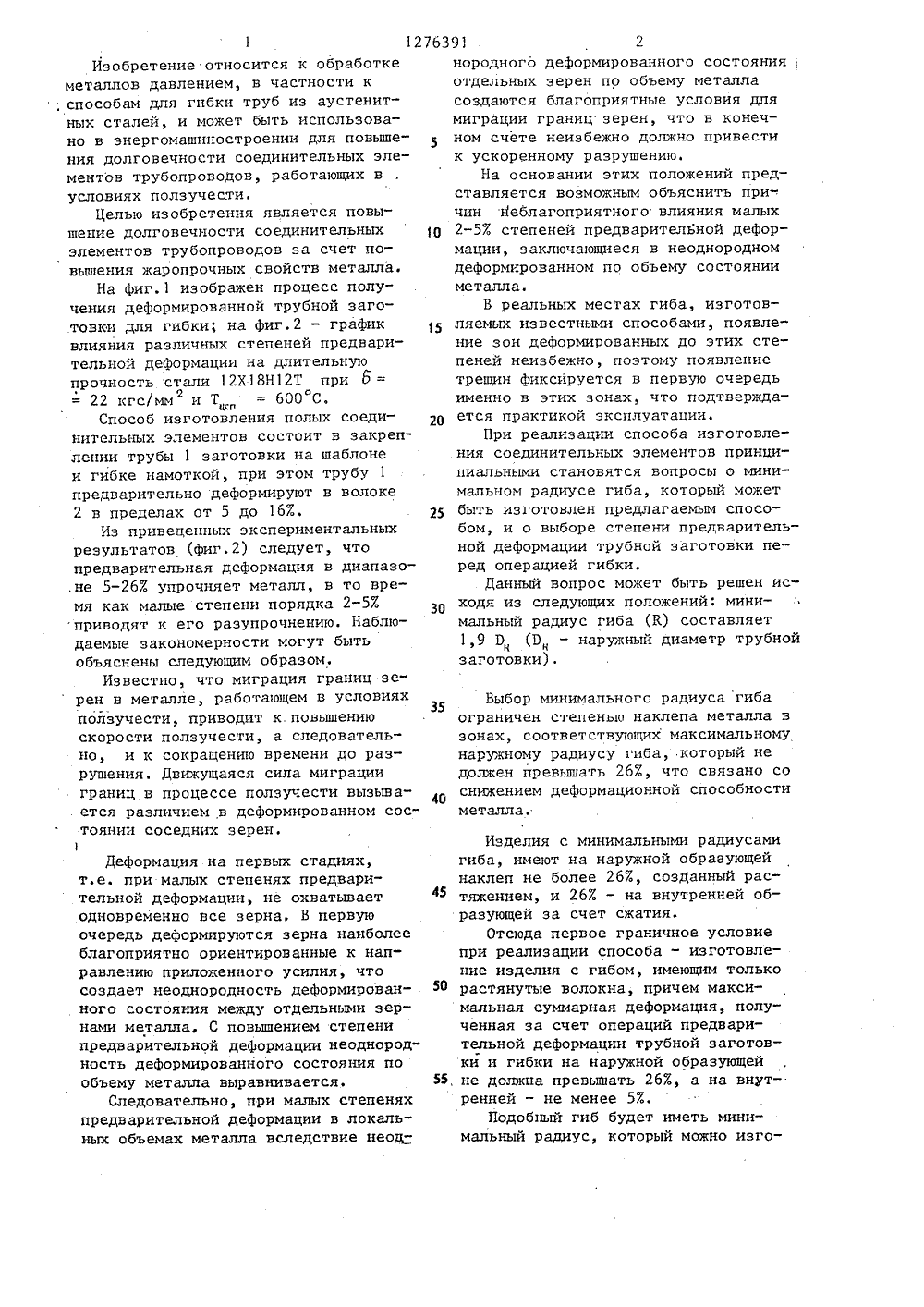
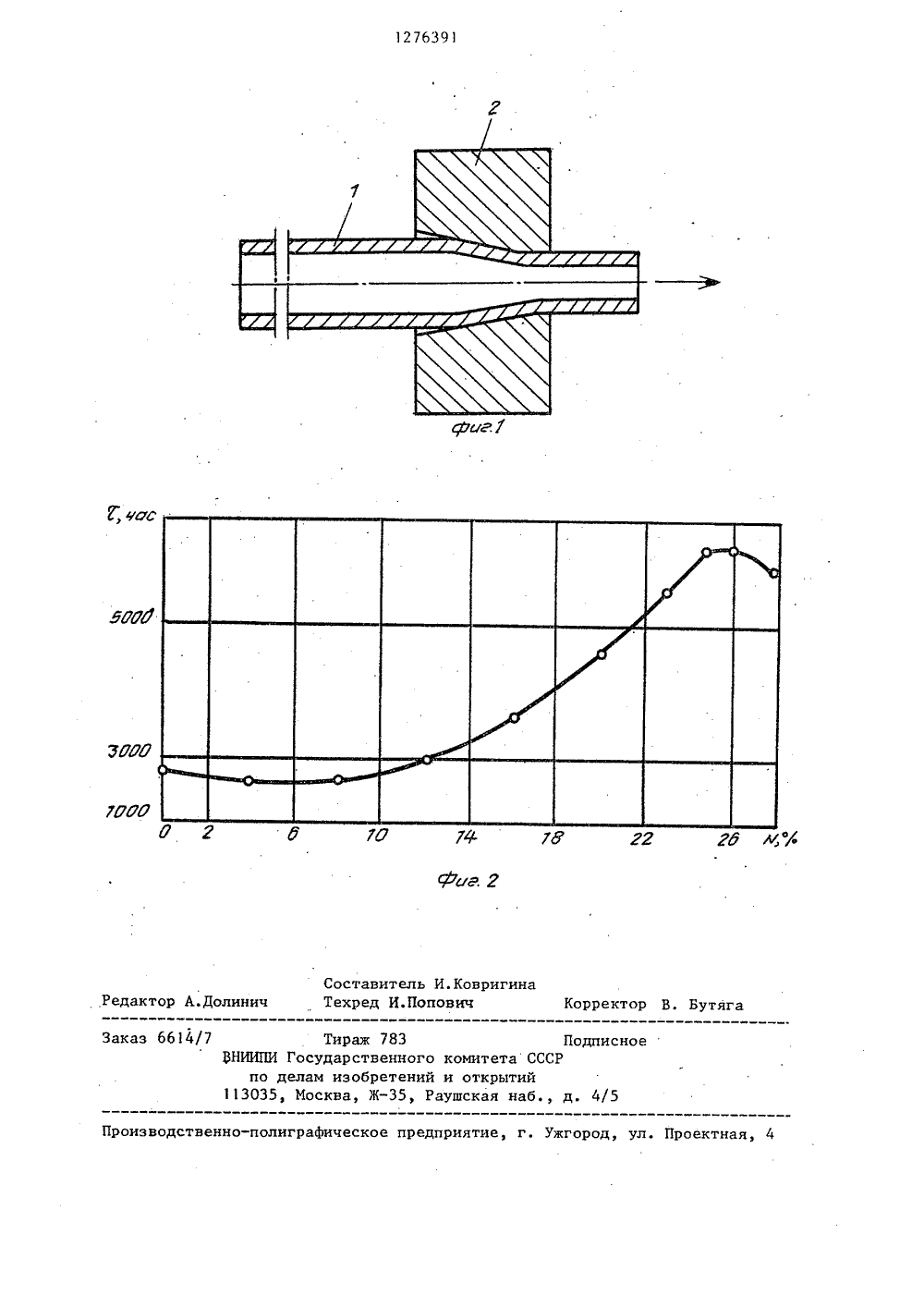
СРОЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 2 21 Р 9/00 ИСАНИЕ ИЗОБРЕТЕНИЯ юстельных элементов трубо позволяет повысить их д водо овеч ость и ордеетиа счет опрочных своис ьпп ения енк ют ают СССР950.1 Х СОЕПРОВОДОВобракои мируюстептрубчают ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ А ВТОРСЯОМУ СВИДЕТЕЛЬСТВУ(71) Московский ордена Ленинна Октябрьской Революции энерческий институт(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЬДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ТРУБО(57) Изобретение относится к ботке металлов давлением, в ч ти к способам гибки полых сое ла. Трубную заготовку закрепна трубогибочном станке и изгина заданный радиус. Перед гибаготовку предварительно дефорт в пределах от 5 до 167 Выборни предварительной деформацииой заготовки перед гибкой полус помощью расчета. 2 ил.15 30 Деформация на первых стадиях,т.е. при малых степенях предварительной деформации, не охватываетодновременно все зерна, В первуюочередь деформируются зерна наиболееблагоприятно ориентированные к направлению приложенного усилия, чтосоздает неоднородность деформированного состояния между отдельными зернами металла. С повышением степенипредварительной деформации неоднород"ность деформированного состояния пообъему металла выравнивается,Следовательно, при малых степеняхпредварительной деформации в локальных объемах металла вследствие неод 50 1 12763Изобретение относится к обработке металлов давлением, в частности к ; способам для гибки труб из аустенитных сталей, и может быть использовано в энергомашиностроении для повыше ния долговечности соединительных элементов трубопровоДов, работающих в условиях ползучести,Целью изобретения является повышение долговечности соединительных элементов трубопроводов за счет повышения жаропрочных свойств металла.На Фиг.1 изображен процесс получения деформированной трубной заготовки для гибки; на Фиг.2 - график влияния различных степеней предварительной деформации на длительную прочность стали 12 Х 18 Н 12 Т при 6 =22 кгс/мм и Т = 600 С.Способ изготовления полых соединительных элементов состоит в закреплении трубы 1 заготовки на шаблоне и гибке намоткой, при этом трубу 1 предварительно деформируют в волоке 2 в пределах от 5 до 167., 25Из приведенных экспериментальных результатов (Фиг.2) следует, что предварительная деформация в диапазо.не 5-267 упрочняет металл, в то время как малые степени порядка 2-5% приводят к его разупрочнению. Наблюдаемые закономерности могут быть объяснены следующим образом.Известно, что миграция границ зе" рен в металле, работающем в условиях35ползучести, приводит к.повышениюскорости ползучести, а следовательно, и к сокращению времени до разрушения. Движущаяся сила миграцииграниц в процессе ползучести вызывается различием в деформированном состоянии соседних зерен.) 91 2нородного деформированного состоянияотдельных зерен по объему металла создаются благоприятные условия для миграции границ зерен, что в конечном счете неизбежно должно привести к ускоренному разрушению,На основании этих положений представляется возможным объяснить причин Неблагоприятного влияния малых 2-57. степеней предварительной деформации, заключающиеся в неоднородном деформированном по объему состоянии металла.В реальных местах гиба, изготовляемых известными способами, появление зон деформированных до этих степеней неизбежно, поэтому появление трещин фиксируется в первую очередь именно в этих зонах, что подтверждается практикой эксплуатации.При реализации способа изготовления соединительных элементов принципиальными становятся вопросы о минимальном радиусе гиба, который может быть изготовлен предлагаемым способом, и о выборе степени предварительной деформации трубной заготовки перед операцией гибки.Данный вопрос может быть решен исходя из следующих положений: минимальный радиус гиба (К) составляет 1,9 Э (Э - наружный диаметр трубной заготовки).Выбор минимального радиуса гиба ограничен степенью наклепа металла в зонах, соответствующих максимальному наружному радиусу гиба, который не должен превышать 262, что связано со снижением деформационной способности металла.Изделия с минимальными радиусами гиба, имеют на наружной обравующей наклеп не более 263, созданный растяжением, и 263 - на внутренней образующей за счет сжатия,Отсюда первое граничное условие при реализации способа - изготовление изделия с гибом, имеющим только растянутые волокна, причем максимальная суммарная деформация, полученная за счет операций предварительной деформации трубной заготовки и гибки на наружной образующей не должна превышать 263, а на внутренней - не менее 5 Е.Подобный гиб будет иметь минимальный радиус, который можно изго 1276товить с помощью предлагаемого способа,Выбор степени предварительной деформации трубной заготовки перед гибкой можно получить с помощью рас-. 5 чета, из которого следует, что для изготовления гиба минимального радиуса необходимо деформировать трубную заготовку не более 153, при изготовлении из этой заготовки полу чается место гиба с наклепом металла на внешней стороне места гиба в 263 и на внутренней - 57., при этом радиус в месте гиба равен 5 0.Следовательно, данный способ мож но рекомендовать для изготовления соединительных элементов с радиусами не менее 5 Р.П р и м е р 1. Берем трубу 9 32 х 6 из стали 12 Х 18 Н 12 Т, закрепляем 20 ее в трубогибочном станке и изгибаем ее по радиусу, равным 5 0. Получаем гиб с максимальным наклепом растяжением на внешней стороне гиба 107 и наклепом сжатия на внутренней сторо не гиба в 10 Е. При экспериментальной проверке места этого гиба было установлено, что долговечность его при напряжении 11 кг/мм и Т = 600 С сос 2 о тавляет 2,5.10 " ч.30П р и м е р 2. Берем трубу 32 х 6 из стали 12 Х 18 Н 12 Т. С целью выноса зоны с критическими степенями деформации за пределы гиба подвергаем трубу предварительной деформации равной 163 например, волочением Закрепляем предварительно деформированную трубную заготовку в трубогибочном станке и изгибаем радиусом равным 5 Р (О - наружный диаметр трубы). Получаем гиб с максимальными наклепами, созданными растяжением на 391 4наружной образующей, равным 263, а на внутренней - 5 Е. При экспериментальной проверке этого места гиба было установлено, что долговечность в данном месте гиба при напряжении,соответствующему пределу длительной прочности этой стали при Т = 600 С равном 11 кг/мм , составляет 1,1.10 ч2 бП р и м е р 3. Берем трубу 6 32 х 6 из стали 12 Х 18 Н 12 Т. Подвергаем трубу предварительной деформации, равной187 (например, волочением), Закрепляем предварительно деформированную трубную заготовку в трубогибочномстанке и изгибаем ее по радиусу, равным 5 0. Получаем гиб с максимальным наклепом, созданным растяжением на наружной образующей, равной 307, а на внутренней - 107. При экспериментальной проверке этого в месте гиба было установлено, что долговечность в месте гиба при напряжении 11 кг/ммо 4 и Т = 600 С составляет 8,5.10 ч.Способ, по сравнению с известным, обеспечивает повышение долговечности соединительных элементов трубопроводов в 4 раза.Формула из обретенияСпособ изготовления полых соединительных элементов трубопроводов, преимущественно из аустенитных сталей,заключающийся в закреплении трубы нашаблоне и гибке намоткой, о т л и -ч а ю щ и й с я тем, что, с цельюповышения долговечности соединительных элементов трубопроводов за счетповышения жаропрочных свойств металла, в качестве заготовки используюттрубу, предварительно деформированную в пределах от 5 до 16 Х,1276391 час Ф% Составитель И.КовригиТехред И.Попович едактор А.Долини Корректор В. Бутя ретений и открытийЖ, Раушская наб.,каз 6614/7 783 Подписное 5 НИИПИ твенного комитета СССРТираж Государс елам изо Москва,113 оизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
СмотретьЗаявка
3749104, 07.06.1984
МОСКОВСКИЙ ОРДЕНА ЛЕНИНА И ОРДЕНА ОКТЯБРЬСКОЙ РЕВОЛЮЦИИ ЭНЕРГЕТИЧЕСКИЙ ИНСТИТУТ
ЧОЛОВСКИЙ ВЛАДИМИР НИКОЛАЕВИЧ, КОХНЕНКО ВАЛЬТЕР АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B21D 9/00
Метки: полых, соединительных, трубопроводов, элементов
Опубликовано: 15.12.1986
Код ссылки
<a href="https://patents.su/4-1276391-sposob-izgotovleniya-polykh-soedinitelnykh-ehlementov-truboprovodov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых соединительных элементов трубопроводов</a>
Способ предварительного формования заготовки верха обуви и последующей затяжки обуви

Номер патента: 1134164
Опубликовано: 15.01.1985
Авторы: Буркин, Загайгора, Матвеев
МПК: A43D 21/18
Метки: верха, заготовки, затяжки, обуви, последующей, предварительного, формования
...излишков материала путем перемещения клешей к опоре, а последующее формирование носочно-пучкового участка заготовки осуществляется при величине деформации на О - 30% большей, чем при затяжке обуви.геформирование носочно-пучкового участка заготовки производят на величину, большую по сравнению с той деформацией, которую испытывает этот участок в процессе последующих обтяжно-затяжных операций. Это делается для того, чтобы выбрать излишки пластических свойств из материала заготовки, и изделие приобретает оптимальные деформационные свойства с точки зрения его эксглуатации.С целью максимального приближения периметра носочко-пучкового участка заготовки к периметру соответствующего участка колодки затяжной кромке заготовки перед...
Способ изготовления железобетонных элементов с предварительно сжатой стержневой арматурой

Номер патента: 1564308
Опубликовано: 15.05.1990
Автор: Ганага
МПК: E04G 21/12
Метки: арматурой, железобетонных, предварительно, сжатой, стержневой, элементов
...и трудоемкости элементов. На стержневую арматуру наносят слой серного раствора, нагретого до 110-150 С, После его охлаждения ниже 80 С производят установку арматуры в форму. После набора бетоном прочности арматуру нагревают, например, электрическим током до расплавления серного раствора (около 120 С). Затем производят последовательно сжатие арматуры, охлаждение до температуры твердения серного растовора (ниже 70 С), передачу напряжения сжатой арматуры на бетон. стержни собирают в каркас, путем фиксации их, например, поперечными стержнями, Устанавливают каркас в форму с зазором не менее 5 см и бетонируют. После набора бетоном прочности слой серного раствора нагревают электрическим током до 120- 150 С, при которой серный раствор...
Арматурный элемент для предварительного напряжения железобетонных конструкций

Номер патента: 299623
Опубликовано: 01.01.1971
Автор: Браиловский
МПК: E04C 5/08, E04G 21/12
Метки: арматурный, железобетонных, конструкций, предварительного, элемент
...стержня,На фиг, 1 изображен описываемый арматур. иый элемент; на фиг. 2 - натяжной конец ,стержня, разрез; иа фпг. 3 - гайка, разрез.Предлагаемый армагурный элемент включает анкерные плиты 1 с цилиндрическими огьерстиями, переходяиими на конус 2 и конус- ными отверстиями 8. В отверстиях 2 и 8 расположены стержни 4 с резьбой. На неподвижный аикерный конец 5 стержня наворачивается коническая гайка б, и он фиксируется в конус,ном отверстии д, Высота гайки б принимается равной 1,2 диаметра стержня и одновременно равна толщине анкерной плнты 1. Угол образующей конуса гайки равен 7 - 10. Натяжной конец 7 стержня 4 выполняется с гайкой 8, имеющей переменное сечение по высоте. Поверхность опирания гаек 8 выполнена конусной, причем угол...
Напрягающий элемент для предварительно-напряженных железобетонных конструкций

Номер патента: 920161
Опубликовано: 15.04.1982
Авторы: Крылов, Рабинович, Чернявский
МПК: E04C 5/08
Метки: железобетонных, конструкций, напрягающий, предварительно-напряженных, элемент
...арматуры и вязкой защитной прослойки, расположенной между арма/28 Тираж 721 П ВНИИПИ Государственного комитета по дедам изобретений и открытий 113035, Москва, Ж, Рвушская надписнСССР д 4 шиал ППП Патент", г. Ужгород, ул. Проектная, 4 3 920 16турой и каналообразователем, каналообрвзоввтель выполнен в виде не замкнутого в поперечном сечении профиля, причемканвлообразователь может быть выполнениз армоцементв,На фиг. 1 изображен напрягающийэлемент с одной прядью,или с однимстержнем; на фиг, 2 - вариант въгполнения напрягаюшего элемента с несколькими прядями или стержнями арматуры. 1 цНапрягающий элемент состоит изквналообразователя открытого профиля 1,арматуры 2 и эластичной прослойки 3,заполняющей...
Устройство для высокочастотной сварки труб из нержавеющих сталей

Номер патента: 1540888
Опубликовано: 07.02.1990
Авторы: Баранов, Вострухов, Ермолаев, Курдюков
МПК: B21C 37/08
Метки: высокочастотной, нержавеющих, сварки, сталей, труб
...2, который обеспечивает разогрев кромак до точки сварки. Ферритовый сердечник 3 обеспечивает концентрацию энергии в точке сварки. Через трубку 11, проходящую через ферритовый сердечник 3, смесь газов (аргана и водорода) подается в раздаточный канал 8 обоймы 6, из которого смесь снизу поступаетв щелевидные отверстия 10, направленные на зону сварки под разными углами с определенной скоростью. Через щелевидные отверстия 10, расположенные перпендикулярно зоне свар" ки, производится подача газа для защиты сварного шва на расстоянии, равном протяженности зоны затвердевания шва, В то же время ат раздаточного канала 9, проходящего в обойме 7, установленной над зоной сварки, подается газовая смесь под углом через щелевидные отверстия 10 на...
Предыдущий патент: Способ гибки труб
Следующий патент: Устройство для гибки изделий
Случайный патент: Стабилизатор постоянного напряжения