Способ изготовления штампокатанных изделий типа колес
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1234019
Авторы: Валетов, Крашевич, Кузьмичев, Мирошниченко, Стальнокрицкий, Староселецкий



Текст
(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОКАТАНЫХ ИЗДЕЛИЙ ТИПА КОЛЕС, по которому осуществляют осадку заготовки, формовку ступицы и диска, последующую прокатку и калибровку обода и пробивку отверстия в ступице, отличающийся тем, что, с целью упрощения технологии изготовления колес и повышения их качества, по окончании формовки осуществляют выдержку заготовки в течение 1 - 3 с, после чего ведут доформовку заготовки, а в процессе прокатки осуществляют деформацию боковой и наружной поверхностей обода. лургии . Валетов, Староселецки Н. Кра шеви ч М. Я. Проб ндажеи. ССР0.03,85. 4 ь ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ К АВТОРСКОМУ СВИДЕТЕЛЬСТ(71) Институт черной метал1234019 Время выдержки, с 50 Изобретение относится к обработке металлов давлением, в частности к изготовлению изделий типа железнодорожных колес.Цель изобретения - упрощение технологии изготовления колес и повышение их качества.Сущность изобретения заключается в том, что при формовке изделий типа железнодорожных колес используется эффект динамической рекристаллизации стали в процессе ее горячего деформирования. 1 ОВ результате пластической деформации стали ее свойства, характеризующие сопротивление деформации (предел прочности, предел текучести, твердость), повышаются, а способность к пластической деформации снижается. Это явление называется наклепом или нагартовкой. При наклепе твердость и предел прочности могут повышаться в 1,5 - 3 раза, а предел текучести - в некоторых случаях в 4 - .5 раз.Наклеп явно выражен только при холодной деформации, так как с повышением температуры происходит рекристаллизация - диффузионные процессы образования и роста новых зерен в металле, т. е. зерен, свободных от наклепа. В процессе рекристаллизации металл полностью восстанавливает свои свойства, поэтому в металле, деформированном в горячем состоянии, после охлаждения нет следов наклепа. В процессе охлаждения от температуры деформирования рекристаллизация заканчивается задолго до полного охлаждения детали. зо Кроме того, при горячей деформации металла имеет место процесс динамической рекристаллизации, т, е. рекристаллизации, проходящей в процессе самой пластической деформации. При этом, если деформировать 35 металл достаточно медленно, наклеп не препятствует течению процесса, так как полностью снимается (т.е, не образовывается), и пластичность и деформируемость металла в горячем состоянии оказываются значительно выше. Однако замедленная деформация 4 О Толщина диска у обода,мм 30 Из таблицы следует, что при отсутствии выдержки толщина диска выше оговоренной техническими условиями величины 27" мм, г. е. усилия, развиваемого прессом, недостаточно для формовки диска.При выдержке 1 с толщина диска находится в пределах допуска. В дальнейшем рекристаллизация продолжается, металла разупрочняется, но одновременно снижается производительность пресса и всей прессопрокатной линии (сниведет к охлаждению детали и снижению производительности агрегата.В процессе формовки диска железнодорожного колеса по достижении прессом максимального усилия формовку не заканчивают, а осуществляют под нагрузкой выдержкув течение 1 - 3 с для завершения процесса динамической кристаллизации, доформовывают диск колеса под тем же усилием, а затемпрокатывают на колесопрокатном стане ободпо боковым и наружной поверхностям. Формуют ступицу и прошивают центральное отверстие.Пример. Способ применяли при производстве центров Я 910 мм для тепловозныхколес.Заготовку массой 380 кг нагревали в кольцевой печи до 1260 С и подавали на стол пресса усилием 20 МН, где осуществляли предварительную осадку заготовки для удаленияокалины с ее боковых поверхностей. Затемна прессе усилием 50 МН производили окончательную осадку заготовки в калибровочном кольце и разгонку ее центральной зоныпуансоном,На прессе усилием 100 МН формовалиполномерную дисковую часть центра, т. е. наружный диаметр полотна формовочногоштампа соответствовал внутреннему диаметру обода готового центра в горячем состоянии (866 мм).Усилия, развиваемого прессом, недостаточно для формовки полномерного дисканужной толщины (35- мм у ступицы и27" мм у обода), поэтому по достижениипрессом максимального усилия (100 МН поманометру на пульте управления прессом)делали паузу 2 с (не снимая нагрузки). Поистечении этого времени производили деформовку диска тем же усилием. Контролировали процесс по указателю толщины диска,имеюгцемуся на прессе.Для установления времени, необходимогодля завершения рекристаллизации, проводили эксперименты, результаты которых отражены в таблице. 1 2 3 428 26 24 22 жение производительности линии при увеличении цикла производства с 45 до 48 с составляет 6,7%, до 49 с - 8,9%). Дальнейшее уменьшение толщины диска нецелесообразно, поэтому оптимальной длительностью выдержки считают 2 с, а необходимым для компенсации возможного разброса температуры и свойств металла, а также для учета особенностей конструкции колеса диапазоном времени выдержки заготовки принимают 1 - 3 с.1234019 Составитель И. Ментягова Редактор А. Ога р Техред И. Верес Корректор Л. Ференц Заказ 2679/ 0 Тираж 655 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4В ходе формовки получен полномерный диск колеса, сформирована внутренняя поверхность обода. Заготовку подали на колесопрокатный стан, где выкатали боковые и наружную поверхности обода центра. После прокатки осущесгвляли форчонк ступицы на двухходовом прессе и пропи ку центрального отверстия на отдельно 1 11 н- тивном прессе.
СмотретьЗаявка
3761521, 26.06.1984
ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
КУЗЬМИЧЕВ ВЯЧЕСЛАВ МИХАЙЛОВИЧ, ВАЛЕТОВ МИХАИЛ СЕРАФИМОВИЧ, МИРОШНИЧЕНКО НИКОЛАЙ ГРИГОРЬЕВИЧ, СТАРОСЕЛЕЦКИЙ МИХАИЛ ИЛЬИЧ, СТАЛЬНОКРИЦКИЙ ВИКТОР НИКОЛАЕВИЧ, КРАШЕВИЧ ВИКТОР НАУМОВИЧ
МПК / Метки
МПК: B21H 1/04
Метки: колес, типа, штампокатанных
Опубликовано: 30.05.1986
Код ссылки
<a href="https://patents.su/3-1234019-sposob-izgotovleniya-shtampokatannykh-izdelijj-tipa-koles.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления штампокатанных изделий типа колес</a>
Способ возбуждения бегущей волны деформаций в рабочем колесе турбомашины

Номер патента: 1543968
Опубликовано: 10.09.2005
Авторы: Березкин, Домбровский, Еленевский, Ермаков, Малыгин, Петроченко, Шапошников
МПК: G01M 7/00
Метки: бегущей, возбуждения, волны, деформаций, колесе, рабочем, турбомашины
Способ возбуждения бегущей волны деформаций в рабочем колесе турбомашины, по которому определяют собственную частоту колебаний рабочего колеса и воздействуют на его диск гармонической нагрузкой от точечного источника колебаний, отличающийся тем, что, с целью приближения условий возбуждения к реальным и упрощения процесса, рабочее колесо приводят во вращение, а частоту гармонической нагрузки задают равной P1=f+m при возбуждении волны, бегущей в направлении вращения, и P 2=|f-m | при возбуждении волны, бегущей в направлении против...
Образец для моделирования процесса деформации
Номер патента: 1036406
Опубликовано: 23.08.1983
Авторы: Губайдуллин, Клименко, Левичев, Толпа, Шульгин
МПК: B21B 1/00
Метки: деформации, моделирования, образец, процесса
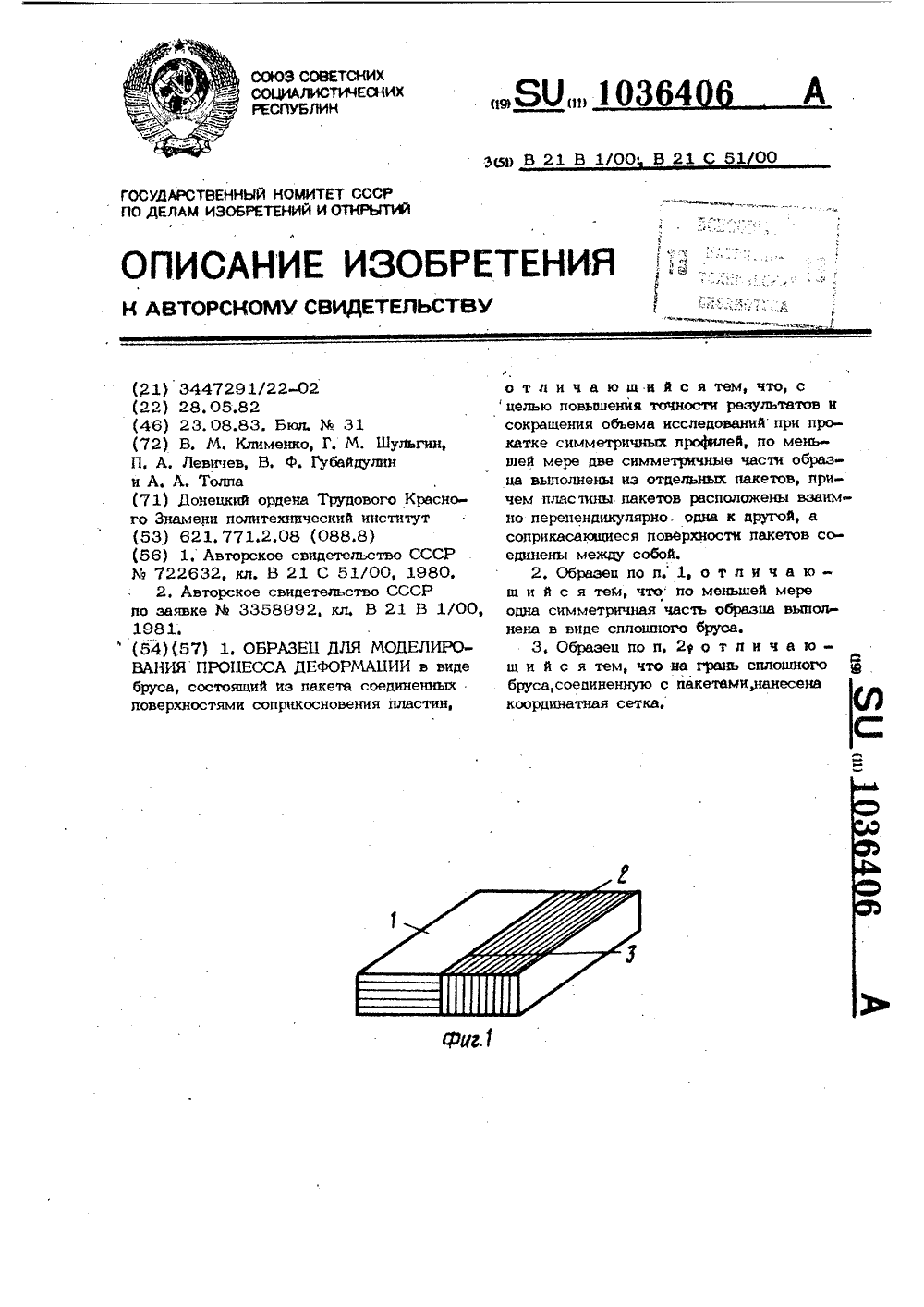
...4 и 5 и сплошной части Ибруса) 6, причем 7- место склейки пакетов, а 8 - место склейки сплошного бруса 6 и пакетов 4 и 5.Образец Ш состоит из пакетов 9 - 11 и сплошного бруса 12. Позициями 13 и .14 обозначены места склейки пакетов, а 15 и 16 - места склейки бруса 12 с пакетами.Образец используют при исследовании симметричных процессов деформации, В частности, при симметричной прокатке, исследуя высотную и поперечную дефор- мации, используют образец Г Ифиг. 1), состояший соответственно иэ пакетов 1 и 2, При исследовании течения метал- ла в горизонтальной плоскости симмеърии используют образец 11 (фиг, 2), состояший из пакетов 4 и 5 и сплошнойчасти 6. На сплошной части 6 наносяткоординатную сетку по месту 8 склейкис пакетами 4 и 5,...
Колесо ленточно-кольцевого пресса для прессования капиллярно-пористых материалов

Номер патента: 1219412
Опубликовано: 23.03.1986
Авторы: Буданов, Горячев, Савчук
МПК: B30B 9/24
Метки: капиллярно-пористых, колесо, ленточно-кольцевого, пресса, прессования
...Благодаря жесткой связиблоков 1 через болты 9, установочные отверстия 8 и бобышки 7 исключается их поперечное смещение привращении и под действием силовогонажимного механизма, а плотная беэзазора установка пальцев 15 в соосных радиальных отверстиях 5 и 11обеспечивает передачу крутящегомомента от ведущего звена. При превышении допустимой нагрузки пальцы15 срезаются. Этим кинематическисвязанные звенья привода пресса предохраняются от разрушения, Держатели14 препятствуют выпадению цевок 13иэ отверстий 12 при их разработке,чем обеспечивается равномерное вращение колеса, а полки 16 и скобы 17препятствуют выпадению пальцев 15из радиальных отверстий 5 и 11.Обрабатываемый материал (торф,трава) подают в пространство (зазор) между...
Способ исследования процессов деформации полимеров

Номер патента: 582463
Опубликовано: 30.11.1977
Авторы: Журавлев, Зурабян, Чесунов
МПК: G01K 7/16
Метки: деформации, исследования, полимеров, процессов
...время затухания импульсов, затем повторяют операции нагревания и охлаждения с одновременным деформированием образца, и по разности измеренных интервалов времени определяют температуру исследуемого образца.На чертеже показана схема для осуществления предлагаемото способа.Измерительный мост, в двух плечах которого имеются термосопротивленпя 1 и 2, включается на напряжение постоянного тока. Напряжение выбрано так, что термосопротивление нагревается проходящим током от температуры образца до заданной температуры (температуры уставки). Нуль-орган 3, установленный на выходе моста, выдает,во внешнюю цепь импульс в момент, когда напряжение на выходе моста достигает определенной величины, т. е. температуры уставки=К,(1+ Т),где Р,., -...
Штамп для обжима трубчатых заготовок

Номер патента: 1388153
Опубликовано: 15.04.1988
Авторы: Аверкиев, Гурин, Ильченко, Караханов, Фоменко, Шульга
МПК: B21D 41/04
Метки: заготовок, обжима, трубчатых, штамп
...последняя начинает деформироваться усилием пресса. При этом деформируемая кромка ее скользит по конусному участку 22 внутренней подпорной втулки 5, чем предотвращается образование продольной складки в очаге деформации,Внутренняя подпорная втулка 5 по мере деформации заготовки опускается, поддерживаемая усилием маркета пресса, причем ее выступы 8 заходят в пазы 7 державки 4. Таким образом, в процессе обжима заготовки на внутренней боковой поверхности последней отсутствуют свободные кольцевые участки.Внешняя боковая поверхность заготовки при этом полностью подпирается в процессе формоизменения стенкой матрицы 2, и, следовательно, конструкция штампа исключает образование как внутренних, так и внеш них кольцевых складок.В процессе...
Предыдущий патент: Способ изготовления крупногабаритный пружин
Следующий патент: Устройство для накатывания резьб на пустотелых заготовках
Случайный патент: Способ сушки литейных форм