Способ изготовления проволоки круглого сечения из цветных металлов и сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
(71) Всесоюзнький, проектнонологический имышленности иного научно-ис-0 овательси тех",т. й прае союзпроБюл. 9 20 научно-иссл онструкторск ститут кабел пытный завод следовательск ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ектно-конструкторского и техно ческого института кабельной пр ленности(56) Хаяк Г,С. Волочение проволокииз цветных металлов и сплавов, М.:Металлургия, 1967, с. 114-115, 39,Вхвец И,А. Волочильное производство, ч. 1., М.: Металлургия, 1968,с. 52-53.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИКРУГЛОГО СЕЧЕНИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОИ СПЛАВОВ(57) Изобретение относится к обрабоке металлов давлением. Цель изобретения в . расширение сортамента заготовок и повышение выхода годного. Исходную заготовку в виде ленты прямоугольного поперечного сечения с отношением ширины к толщине в пределах 4-20 задают в сдвоенную волоку, Площадь сечения калибрующего пояска первой из сдвоенных волок в 1,5-2,5 раза больше площади исходного сечения заготовки. Первый проход осуществляют с вытяжкой 1,20-1,30. Последующее волочение до готового размера осуществляют через одну волоку с вытяжкой 1,10-1,35 за проход, При получении биметаллической проволоки одновременно в очаг деформации перед первым а п 1 сходом задают сердечник круглого сечения с исходным диаметром в 1,3- 3,0 раза меньше диаметра калибрующего пояска второй из сдвоенных волок. Изобретение обеспечивает изготовление проволоки с высоким выходом годного без обрывов и расширяет сортамент используемых заготовок. 1 з.п, ф-лы, 1 табл.Изобретение относится к обработкеметаллов давлением, в частности кполучению проволоки круглого сеченияиз цветных металлов и сплавов волочением,Цель изобретения - расширение сортамента заготовок и повышение выходагодного.Способ осуществляют следующим образом.Исходную заготовку в виде ленты,например медной, с отношением шири",ны к толщине равной 4"20 заправляют1 ерез сдвоенную волоку, предваритель" 15но закругляя свободный передний конец ленты в вальцах острильной машиНы, при этом площадь сечения калибрующего пояска первой из сдвоенныхВолок больше площади поперечного се 4 ения исходной ленты в 1,5-2,5 раза,Золочение в первом проходе осущестВляют с вытяжкой 1,20-1,30.После этого полученный профиль волочат последовательно на станах многократного волочения со скольжениемчерез одну волоку с вытяжкой за про-ход в пределах 1,10-135.В результате получается круглаяпроволока, злектрофизические и механические свойства которой позволяютиспользовать ее в сварочном проводетипа ПСВ. При этом за счет использования в качестве заготовки отходовмедной ленты стоимость проволоки снижается и повышается выход годного засчет предотвращения обрывов проволоки.Кроме того, для снижения обрывности целесообразно после волочения проВолоки с общей вытяжкой 1 6-20 произФ4Водить отжиг при температуре нагрева от 0,2 до 0,65 температуры плавления материала проволоки.При использовании изобретения для получения биметаллической проволоки в очаг деформации одновременно с лентой вводят сердечник с исходным,диаметром в 1,3-3,0 раза меньшим, чем калибрующий поясок второй из сдвоенных волок.Уже после первого прохода в сдвоенной волоке. лента охватывает сердеч" ник по всему периметру, хотя прочное сцепление между оболочкой и сердечником достигается при дальнейшем волочении.При изготовлении биметаллической, проволоки согласно изобретению повышенной обрывности не наблюдается.При диаметре алюминиевой проволоки меньшем, чем 1,3 диаметра калибрующего пояска второй иэ сдвоенных волок, наблюдается большая обрыв- ность в сдвоенных волоках и в первых двух проходах. При диаметре алюминиевой проволоки больше, чем 3,0 диаметра калибрующего пояска второй из сдвоенных волок, наблюдается разрыв алюминиевого сердечника по длине провода, что ведет к разнотолщинности провода и к повышенной обрывности при волочении. Результаты испытания предлагаемого способа при изготовлении медной проволоки и биметаллической проволоки из медной оболочки (примеры 1-6) и алюминиевого стержня (примеры 7-12), подтверждающие оптимальность предлагаемых параметров, приведены в таблице.л а лтф л л ф о СО СО й СО тСО СтЪ сч со с- л Оа ла аа 1 О СЧ О СЧ Э л 1 0 ЦФ1 1 1 х о Э 1 А ф Х СО ф СЬ 01 л л О О Ю т МО м сс О 1 ХЭ 1 тОЫ 11 Л Юбжй 3 а лО О СО р а щ т СЧ СЧ СЧ л л 1оГде1 О О Ое 0 О О л- СЧ СЧ СЧ + + + л ф 1 Ц Э 1 о к о ц1 Р л 0 л л 3 л л а СЧ СЧ СЧ СЧ 0 в л а л- СЧ а аО 1 О 1 л 1 м О О О О О О л л а 3 СЧ Л О О О О О О л а л СО ф СО Э 1 1 р ХХ,о охэ С 1 Б ол 1 О О О О О О О 1 00 СЧ СЧ СЧ 00 СО С 0 а л л л л л лт- т- О О О В, о е О 1 1 Х 0 1 А ЭЕ СЧ Щ 0 л сО О,Редактор Л. Повхан Заказ 2620/9 Тираж 709 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 5 1398944 бТаким образом, изобретение обес- что, с целью расширения сортаментапечивает изготовление круглой прово- заготовок и повышение выхода годного,локи из прямоугольной ленты и позво- в качестве заготовки используют лентуляет расширить тем самым сортамент 5 прямоугольного поперечного сеченияиспользуемых заготовок и использовать шириной в 4-20 раз больше ее толотходы медной ленты. Кроме того,изоб- щины, причем волочение в сдвоеннойретение позволяет повысить выход год- волоке осуществляют с общей вытяжкойного за счет предотвращения обрывов 1,20-1,30 и площадью сечения каналапроволоки при Волоченииф 10 калибрующего пояска первой волоки,Кроме того, предлагаемый способ большей поперечного сечения исходнойпозволяет также получать биметалли заготовки в 1,5-2,5 раза, а последуюческую проволоку толщиной до 0,4- щее волочение осуществляют с вытяж 0,2 мм, кой 1,10-1,35 за проход через одну во 15 лоху,Формула изобретения 2. Способ по и. 1 о . л и ч а ющ и й с я тем, что, с ял;ю получе 1. Способ изготовления проволоки ния биметаллической п озопоки, однокруглого сечения из цветных металлов временно в очаг дефс акации задаюти сплавов, включающий волочение про сердечник круглого сечения с исходнымкатанной заготовки в сдвоенной водо- диаметром в 1,3-3,0 раза меньше диаке с цилиндрическим калибрующим по- метра калибрующего пояска второй иэяском, о т л и ч а ю щ и й с я тем, сдвоенных волок.
СмотретьЗаявка
3718972, 03.04.1984
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ПРОЕКТНО КОНСТРУКТОРСКИЙ И ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ КАБЕЛЬНОЙ ПРОМЫШЛЕННОСТИ, ОПЫТНЫЙ ЗАВОД ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ПРОЕКТНО-КОНСТРУКТОРСКОГО И ТЕХНОЛОГИЧЕСКОГО ИНСТИТУТА КАБЕЛЬНОЙ ПРОМЫШЛЕННОСТИ
АНТОНОВ ВАСИЛИЙ ВАСИЛЬЕВИЧ, ДЖЕТЫМОВ АЛЕКСАНДР МИХАЙЛОВИЧ, ПАВЛОВ МИХАИЛ ПАВЛОВИЧ, МИЛОВАНОВ ВИКТОР НИКОЛАЕВИЧ
МПК / Метки
МПК: B21C 1/00
Метки: круглого, металлов, проволоки, сечения, сплавов, цветных
Опубликовано: 30.05.1988
Код ссылки
<a href="https://patents.su/4-1398944-sposob-izgotovleniya-provoloki-kruglogo-secheniya-iz-cvetnykh-metallov-i-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления проволоки круглого сечения из цветных металлов и сплавов</a>
Устройство для правки проволоки некруглого сечения

Номер патента: 716680
Опубликовано: 25.02.1980
Авторы: Дзюба, Лапшин, Марков, Хохлов, Шевченко
МПК: B21F 1/02
Метки: некруглого, правки, проволоки, сечения
...угол отно-сительно тянущих роликов 5, Таким образом и тянущие ролики 5 и направляющиеэлементы 6 расположены попарно и симметрично относительно оси барабана 3, 40но в разных пересекающихся плоскостях,причем угол между этими плоскостямирегулируют в пределах 10-120, в линияоих пересечения совпадает с осью бараба-на 3. 45Устройство работает следующим образом,Для подготовки устройства к работепроволоку 1, например, с размерами впоперечном сечении 4,5 х 7 мм из сварочной проволоки марки Св 08 А или Св 08,направляют мекду первой парой направляющих элементов, выполненных в видероликов, таким образом, что более широкие грани проволоки 1 контактируют срабочими поверхностями направляющих ро. лихов, Далее проволоку 1 проталкиваютв отверстие...
Устройство для изготовления винтообразных колец из проволоки прямоугольного сечения
Номер патента: 751484
Опубликовано: 30.07.1980
Авторы: Вайнтруб, Гельфанд, Джуменко, Куликов, Махтюк, Мирошников, Фрик
МПК: B21F 37/04
Метки: винтообразных, колец, проволоки, прямоугольного, сечения
...на фиг. 2 - разрез А - А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1.Устройство состоит из несущей плиты 1, на которой смонтированы маятниковая подвеска 2, закрепленная с возможностью проворота вокруг оси 3, в подвеске смонтирован диаметрообразующий ролик 4, оправку, выполненную в виде двух цилиндров нижнего 5 и верхнего 6, эксцентрично расположенных по отношению друг к другу. Режущее лезвие 7 оправки выполнено на цилиндре 6, образующая которого с противоположной режущей кромке стороны совпадает с образующей оправки, а со стороны режущей кромки 7 выступает над оправкой. На другом конце оправки выполнен конический хвостовик 8. С его помощью оправка крепится во втулке 9, торец которой представляет собой винтовую линию 10 с шагом,...
Устройство для непрерывно-последовательной закалки профильных изделий из проволоки малого сечения

Номер патента: 1280025
Опубликовано: 30.12.1986
Авторы: Любашевский, Херсонский
МПК: C21D 1/42
Метки: закалки, малого, непрерывно-последовательной, проволоки, профильных, сечения
...фиксирующие элементы 8 с определенным шагом. Приемный ролик 3 выполнен в виде полого барабана с полостями, соединенными ЗО между собой дпя перемещения охлаждающей среды, и кинематически связан с подающим 2 и промежуточным 5 роликами с возможностью осевого пе 2ремещения. Промежуточный ролик 5 выполнен из диэлектрического материала и снабжен сквозными каналами 9, в которых размещены основания фиксирующих элементов 8. Нагреватель 1 выполнен в виде индуктора, огибающего нижнюю часть промежуточного ролика 5 и зону нагрева от подающего ролика 2 до приемного ролика 3. Фиксирующие элементы 8 закреплены по периметру промежуточного 5 и приемного 3 роликов с шагом, величина которого равна 1,04-1,09 шага подающего ролика 2. Устройство работает...
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения
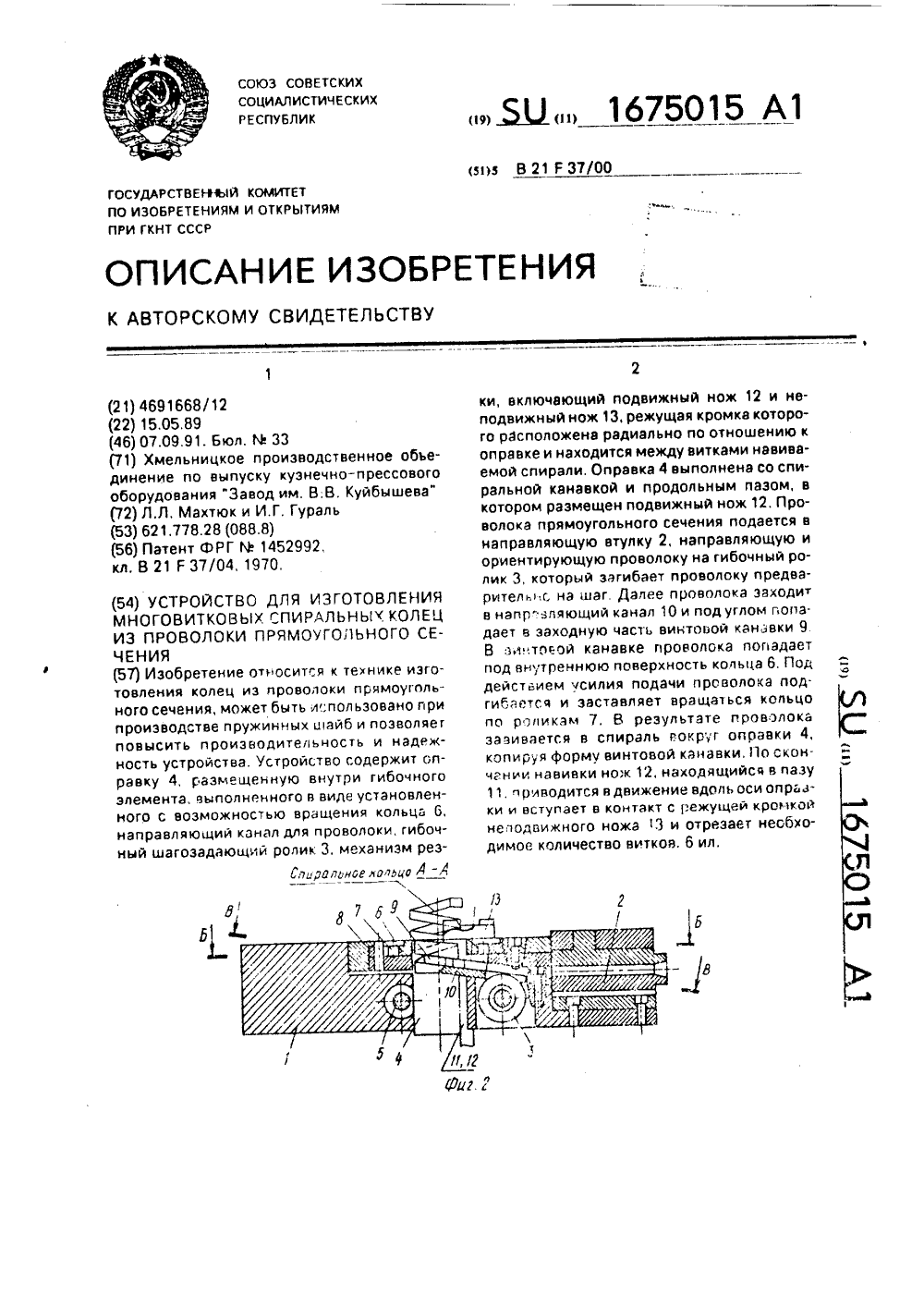
Номер патента: 1675015
Опубликовано: 07.09.1991
МПК: B21F 37/00
Метки: колец, многовитковых, проволоки, прямоугольного, сечения, спиральных
...от выпадания круглой пластиной В, Оправка имеет винтовую канавку 9 с заходной частью, совпадающей с направляющим каналом 10, и продольный паз 11, в котором расположен подвижный нож 12. Имеется неподвижный нож 13, режущая кромка которого расположена радиально по отношению к оправке и находится между витками навиваемой спирали,Устройство работает следующим образом.Проволока прямоугольного сечения подается в направляющую втулку 2, направляющую и ориентирующую проволоку на гибочный ролик 3, который загибает проволоку предьгрлтельно на шаг. Далее проволока захо- направляющий канал 10 и под углом пяадает в заходную часть винтовой кянавк. 3 3 винтовой канавке проволока попадачт под внутреннюю поверхность кольца 6. Псд действием усилия...
Способ многократного волочения алюминиевой проволоки со скольжением

Номер патента: 685377
Опубликовано: 15.09.1979
Авторы: Козырев, Ляпкин, Школьников
МПК: B21C 1/00
Метки: алюминиевой, волочения, многократного, проволоки, скольжением
...проволоки диаметром .0,01 - 0,07 мм.Это достигается тем, что обжатие проволоки осуществляют в волоках с углом рабочего конического участка 27 - 32", преимущественно 29, и длиной калибрующего участка 0,05 - О,5 его диаметра, а скольжение устанавливают в пределах 14 - 50%,преимущественно 155 ь Под скольжением понимается относительное скольжение, определяемое шз формуле С ото =- ---.00 в 1Чкгде Ч - окружная скорость тягового шкива, м/с;гЪ -- скорость дьижсния проволоки ца шкиве, м(с.Волочсцис проволоки по предлагаемому способу позволяет пол чать тончайшую а.поминиевую проволоку диаметром 0.0 - 0,07 мм без обрывов длиной более 70 м.Орииер. Волочением алюминиевой проволоки диаметром 0,0 4 мм цд диаметр 0,01 мм проводят чсрез волоки с...
Предыдущий патент: Способ поверхностной обработки движущегося проката охлаждающей средой
Следующий патент: Роликовая волока
Случайный патент: Устройство для изготовления тарелок ректификационных аппаратов путем сборки полотен тарелок с клапанами