Патенты с меткой «труб»
Патрон для соединения концов труб

Номер патента: 1810716
Опубликовано: 23.04.1993
Автор: Махнев
МПК: F16L 37/00
Метки: концов, патрон, соединения, труб
...вто внутреннего диаметра кол их наружный диаметр ра диаметру обоймы. 3 ил. где Р 1 - внутренний диаметр обо02 - наружный диаметр сое труб 1 и 2;О - диаметр поперечного сеч идальных колец 5 и 6,Внутренний диаметр тороида лец 6 второго ряда больше внутр аметра тороидальных колец 5 перкоторый равен наружному диаметру соединяемых труб 1 и 2 02.Наружный диаметр тороидальных колец 6 верхнего ряда равен внутреннему диаметру 01 обоймы 4, т.е. О = 01, где О - наружный диаметр тороидальных колец 6.Процесс сборки патрона осуществляется следующим образом.Конец трубы 1 надевают на гильзу 3 примерно до ее середины, Затем на этот конец трубы 1 надевают обойму 4 и торси- дальные кольца 5 и 6 поочередно. На конец трубы 2 надевают накидную гайку 7, а его...
Стан для волочения труб

Номер патента: 1811423
Опубликовано: 23.04.1993
МПК: B21C 1/24
...волоки 1 перед началом волочения; выполненным в виде привода 10, размещенного в расточке регулируемой части упора 7, Привод 10 представляет собой пневмоцилиндр, шток которого воздействует на хвостовик 5, Хвостовик 5 является деталью задающей тележки 11, осуществляющей задачу оправки 3 в трубу 6 и подачу трубы 6 в волоку 1Стан для волочения труб работает следующим образом, До операции надевания трубы 6 на оправку 3 стержень 4 с оправкой 3 настраивают посредством упора 7 так, чтобы хвостовик 5 стержня 4 плотно прижимался к упору 7, а рабочий поясок оправки 3 располагался напротив рабочего пояска волоки 1, после чего упор 7 фиксируют,1811423 Перед началом волочения трубу 6 (химически обработанную и со сформированной захваткой)...
Патрон для взрывной развальцовки труб

Номер патента: 1545404
Опубликовано: 30.04.1993
Авторы: Константинов, Куприянов
МПК: B21D 26/08
Метки: взрывной, патрон, развальцовки, труб
...ид 1111 Я (ВР) имеетесдер.Евле 5131 е, обратное движению волць 3, т, с. массовая скорость весиРСТВЯ(ДГОДУК ТОЙ ВЗЕ)ЬП)Я И МДТЕРИЯЛЯ ЧДСТИ1корпуса) направлена От днд 3) сторгдцу ФГЯссссе 33031 части корпуса. Послс Г 5 стг)ГЯ 131 е вдбочего заряда ) по дон НОЙ части,к 01)пУса дате)г)НЯ идет ударЕсдя ВОлцд (УВ) того же цдпрацле- ГИГЕ что и дс.".т 031 я 11 ионная волна 10 же ДдГЯЦЕ)а;ГЛС 113 СЗ ЦМЕРТ И МаССОВДЯ СКОРОСТЬ веще.:Твд части 2 кое)цуса зд Г 15 рг)етом 4 зтгй улдрцг)й во)111 й. При выходе удар" ИОй ггдлссьс сса царужцуеи свободсую по" ВО)х,Гф)сть 101133031 чяГти скорость ПОс лсдчсй уцц;ивается ц Оця двГсжетсяЕсддоб Г)абгГ",ГГГ)ЯСЕ 03 ду 33350 тцвоцо)30%О ЛОму )е гр.д-;сц 511)м) кОНЕу рязвйльцое)ьа.дг ц:", труби; со скоростью 27. Ид...
Опорная планка роликового стана холодной прокатки труб

Номер патента: 1811924
Опубликовано: 30.04.1993
Авторы: Бобылев, Кекух, Кирсанов, Король, Кричевский, Ламин, Мотырев, Поклонов, Ткаченко
МПК: B21B 21/00
Метки: опорная, планка, прокатки, роликового, стана, труб, холодной
...на стане 30-60, ЛС = 0,25-0,35 и для труб от 60 до 120 мм, - ЬС = 0,35-0,45.Высота планки на калибрующем участке по его длине, т,е. в любом его сечении приэтом определяется следующей зависимостью:Н = Но - Х тд а- ЬСхгде Но - начальная высота планки на калибрующем участке;Х - расстояние от начальной высотыпланки до рассматриваемого сечения;а - угол наклона основания планки кгоризонту,В процессе работы при перекатываниирабочих роликов (не показаны) по рабочейповерхности планки в зеве подачи и повороте 1 ей осуществляется подача и поворот заготовки, на участке редуцирования 1 рпроисходитдеформация подиаметру, наобжимном участке 1 о - деформация с изменением толщины стенки,Далее на калибрующем участке 1 к осуществляется калибрование...
Способ производства высокопрочных низколегированных стальных труб

Номер патента: 1811925
Опубликовано: 30.04.1993
Авторы: Гвамберия, Журули, Кацитадзе, Курашвили, Мирианашвили, Тхелидзе, Чаганава
МПК: B21B 23/00, C21D 9/08
Метки: высокопрочных, низколегированных, производства, стальных, труб
...11 арка стали Пеханикескке свойства пп сотки йймlмг 1 Ген-р отпус ка,фС Тем" раконцапрокатки ОС Тем-раконцаредуцироввнияРС Окпамдение Тем"ра Тем" ранагревепередпрокат- оС Тем-р тетцю калио ровни с хлам ние мнг ение во- а ММ ОьС рева,С 20 С огд е,р 625 0 50 900 16 50 1,230 105 920 575 20 700 820 Е 50 950 10 900 10 дломе реми 0 2,0 н н 575Л 97 09 370 710 2,2 1,6 20 94 00 91 15 ГО 70 иход а пре 23 64 2,000 м превращения при температурах подогрева 920-970 С.Предварительная закалка труб на мартенсит дает возможность повысить температуру подогрева до 920-970 С, так как мартенситно-аустенитное превращение отличается от перлитно-аустенитного превращения тем, что измельчение аустенитного зерна происходит не вблизи температуры фазового...
Оправка для изготовления труб

Номер патента: 1811931
Опубликовано: 30.04.1993
Авторы: Медвинский, Сизоненко, Стасовский
МПК: B21B 25/00, B21C 3/16
Метки: оправка, труб
...за счет перено-:Оправка выполнена в виде стержня, со-са места крепления удерживающего зледержащего рабочую часть 1, нерабочую . мента 3 ивыводят изношенный участок изчасть 2 иограничитель 3 осевогоперемеще- . очага деформации (или обрезают его), сония. При этом диаметр 01 нерабочей части храняя при этом оптимальное расстояние отравен диаметру 02 рабочей части. Ограни- очага деформации до места крепления опчительосевогоперемещенияустановленнаравки,нерабочей части и закреплен на гладкой ци- Предлагаемую оправку опробовали влиндрической ее поверхности с помощью производственных условиях при изготовле1811931 нии труб с внутренним диаметром 6 мм и 2,2 бом участке нерабочей части оправки, За мм и толщиной стенки соответственно 1,9...
Способ изготовления спиральношовных толстостенных гофрированных труб

Номер патента: 1811933
Опубликовано: 30.04.1993
Авторы: Бибик, Бураковский, Заикин, Зарицкий, Макрицкий, Онищенко, Плискановский, Слюсарев
МПК: B21C 37/12
Метки: гофрированных, спиральношовных, толстостенных, труб
...гиба плоских участков полосы.В формующем устройстве 8 полосу сворачивают в спиральную заготовку, стыки 10 кромок сваривают сварочными аппаратами9, разрезают по гладкой части на мерные длины отрезным устройством 10. Далее трубы поступают на агрегат отделки труб 11, где из труб удаляют флюс, обрезают концы 15 труб, снимают фаски, проводят гидравлические испытания, визуальный осмотр и ре-.монт дефектных мест, приемку готовых труб, клеймование, маркировку и складирование.20 Пример конкретного выполнения,Для изготовления спиральношовнйхтолстостенных гофрированных труб, например, размером 1220 16 мм и длиной 12,0 м и углеродистой стали 20, необходимых для 25 сооружения магистральных трубопроводовс колебаниями температуры транспортируемого...
Способ производства сварных прямошовных труб большого диаметра

Номер патента: 1812026
Опубликовано: 30.04.1993
Авторы: Афанасьев, Бучацкий, Винникова, Гутман, Калинин, Коломенский, Лючков, Машинсон, Райчук, Родионова, Рыбаков, Рябов, Ткач, Фурса, Шайтан
МПК: B23K 31/00, B23K 9/23
Метки: большого, диаметра, производства, прямошовных, сварных, труб
...В,Г.Фурса, В,Ф.Рябов, Г,ПБучацкий, А,Б.Калинин, А.А,Рыбаков, В.Н,Ткач, Э.М,Гутман и В.П,Афанасьев з(56) Авторское свидетельство СССР М 1294846, кл. С 21 О 9/08, 1987.Технологическая инструкция ТИ 25201.018 - 86 по производству электросварных газопроводных труб в ТЭСЦХарцызского трубного завода. Изобретение относится к трубному производству, в частности, к способам производства электросварных прямошовных труббольшого диаметра и может быть использовано при изготовлении газопроводных труб,стойких к.сероводородному растрескиванию,Цель изобретения - повышение качества труб путем обеспечения высокой ударнойвязкости и стойкости против сероводородного растрескивания шва при изготовлениитруб из стали, легированной ниобием и...
Устройство для центрирования и сборки под сварку соединяемых труб

Номер патента: 1812039
Опубликовано: 30.04.1993
Авторы: Скоморохов, Федотов
МПК: B23K 37/053
Метки: сборки, сварку, соединяемых, труб, центрирования
...устройства в период замены забойных участков на трубопроводах 1, 2, 3 очередейатомных энергетических установок,Перед вырезкой забойных участков трубопровод надлежит зафиксировать разъемной скобой 1 и талрепом 2 аналогично фиг.2. На участках, где существуют конструктивные и тепловые натяги, разъемные скобы 1устанавливают в районе пружинной подвески, фиксируют их талрепом 2, закрепляясь. за.фундамент подвески,После разделки кромок под сварку труборезательными и кромкообрабатывающими машинами типа Амур", "Уссури"производят сборку под сварку на подкладном кольце, для чего производят установку разъемных скоб на стыкуемых трубах. Раэьемные скобы закрепляют на трубах, зеркально совмещая поворотные вилки 5, и 5 обжимают двумя болтами 9 и...
Устройство для очистки от накипи, отложений и осадков поверхности труб

Номер патента: 1812418
Опубликовано: 30.04.1993
Автор: Радецкий
МПК: F28G 3/08
Метки: накипи, осадков, отложений, поверхности, труб
...площади.Устройство устанавливается в закры- . д том резервуаре на площади поверхности нагрева трубной решетки. Станок разбирается и по частям вкладывается через люк.Стойка 2 устанавливается по центру трубной решетки теплообменника и крепится че- Ь тырьмя шпильками. Устанавливаются - д поворотная часть - консоль 4, каретка 7, СО пневмопривод 11, пневмолебедка 12. К вентилям 14 подключаются шланги подачи воздуха, Шток 15 подается в- трубку 17 для очистки,По мере очистки пневмолебедкой опускается пневмопривод для очйстки трубки по всей длине, Пневмолебедкой подается приводу и штоку сверла вертикальное поступательное движение, После очистки трубки пневмопривод пневмолебедкой возвращается в исходное положение.Р. зависимости от диаметра...
Вращающийся вихретоковый преобразователь для контроля труб

Номер патента: 1812485
Опубликовано: 30.04.1993
Авторы: Григорьев, Гускин, Петушков
МПК: G01N 27/90
Метки: вихретоковый, вращающийся, труб
...электромагнитного взаимодействия с ферритовым 8 и проводящим неферромагнитным 9 включениями. Опоры 2, 3 выполнены проводящими, изолированными друг от друга и присоединены к одним жилам соединительного кабеля 13, к другим жилам которого подключены выводы обмоток 11 и 12. Для подачи воздуха к ротору 6 в корпусе 1 выполнены отверстия 14 и, кроме того, к корпусу 1 присоединена гибкая трубка 15. Для выхода воздуха в корпусе 1 выполнены отверстия 16. Внутри опоры 3 расположена проводящая подпружиненная шайба 17.Преобразователь работает следующим образом. Во время контроля преобразователь перемещается вдоль трубы с постоянной скоростью, С помощью обмотки 11 возбуждения в объекте контроля наводятся вихревые токи, С помощью сжатого...
Способ изготовления камнелитых армированных труб

Номер патента: 1813040
Опубликовано: 30.04.1993
Авторы: Воронина, Иванов, Костриц, Огурцова, Чоботов
МПК: B28B 1/54, B28B 21/68
Метки: армированных, камнелитых, труб
...кокильд плава вводят металлическу виде прутков, длину которых о соотношения: ( = 0,20,3 О, прутков, О - наружный диам сле Формования и кристаллиз твердевшую отливку извлека подвергают термообработке. О - наружный диаметр трубы,а введение прутков производят во вращающийся кокиль до заливки расплава.Для изготовления камнелитой армиро-ванной трубы необходимого диаметра берут металлические прутки .определеннойдлины, которая определяется из приведенного соотношения, Затем зти прутки вводят. во вращающийся кокиль специальным приспособлением до заливки расплава. Под действием центробежной силы прутки хаотически распределяются на внутренней поверхности кокиля. Во вращающийся кокиль с прутками заливают расплав, Время заливки 10-50 с. В...
Центратор для одновременной сборки стыков двух параллельно расположенных труб
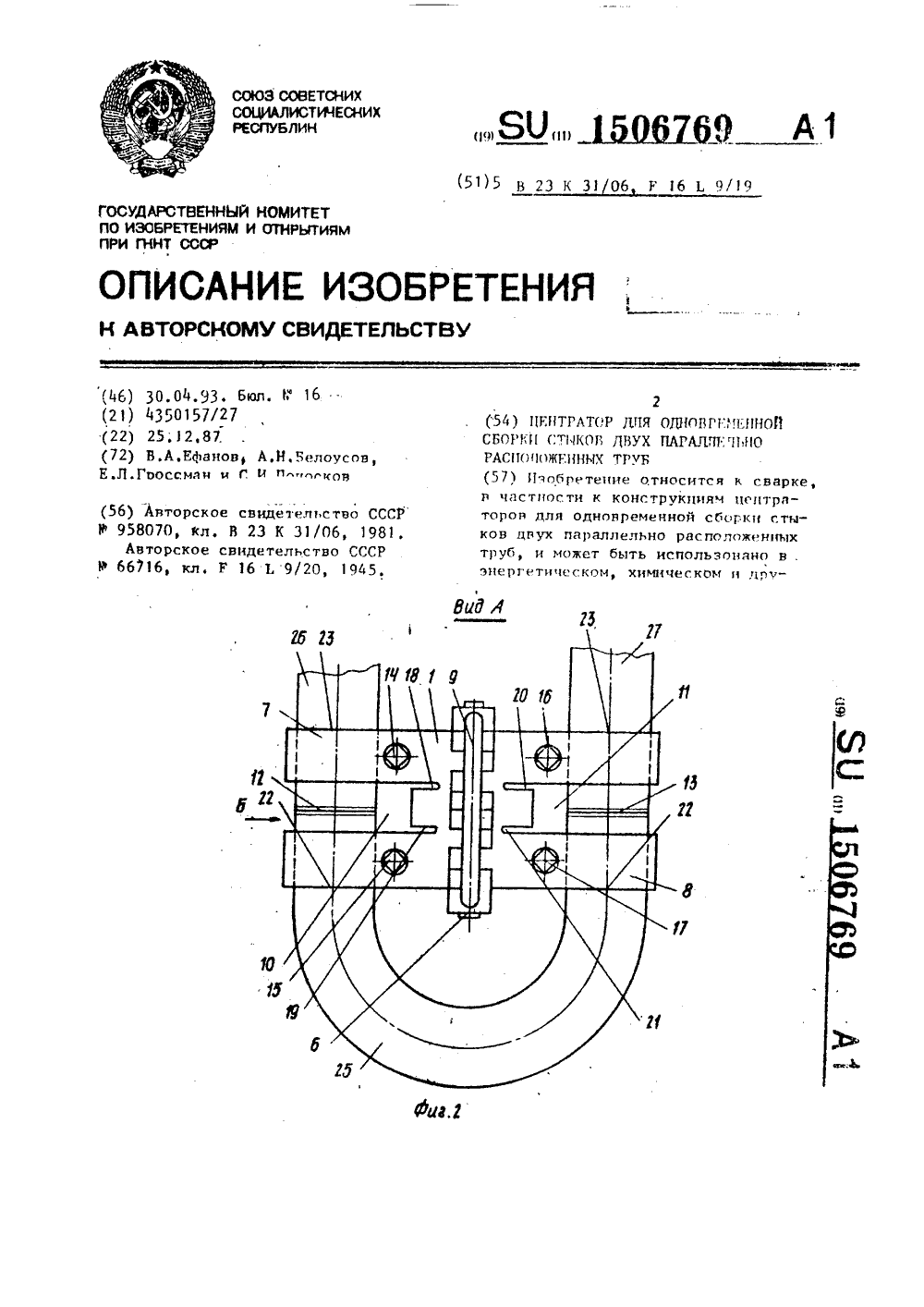
Номер патента: 1506769
Опубликовано: 30.04.1993
Авторы: Белоусов, Гроссман, Ефанов, Полосков
МПК: B23K 31/02, F16L 9/19
Метки: двух, одновременной, параллельно, расположенных, сборки, стыков, труб, центратор
...12,13 под прихватку и последующую свекркуСнимать центратор следует за ру"коятку 9 "на себя", если обстановкаработы соответствует изображеннойна фиг.2, и в сторону, обозначеннуюесли обстановка соответствуетизображенной на Фиг,. и 3.Работа осуществляется следующймобразом,В чистом помещении на свободныеконцы крутоэагнутого отвода 25 сверху со стороны 22 надевается центратор, Эта операция не требует особыйусилий благодаря эаходным фаскам 24,выполненным на .рабочих поверхностялэажимных элементов 7 и 8 г Центраторустанавливается так, чтобы эажимныеэлементы 7 н 8 охватывали концы отво"да 25, а последние располагалисЬпосредине пазов 10 и 11. После этогоположение отвода 25 в центратореФиксируют винтами 15, 17 и переиосФтв рабочую зону.При...
Способ изготовления оребренных радиаторов из труб и устройство для его осуществления

Номер патента: 1813605
Опубликовано: 07.05.1993
Авторы: Дмитриев, Дьяков, Михеев, Половцев, Трубачев, Якимович
МПК: B21D 53/02, B23P 15/26
Метки: оребренных, радиаторов, труб
...значение угла поворота режущего инструмента (планшайбы) (фиг. 8);- фактор, учитывающий вращениетрубы и планшайбы;- - попутное вращение.Известно также (Справочник по элементарной математике, механике и физике // поверхностью косого среза 12 (фиг. 4). причем последняя выполнена так, что ребра 17постепенно (фиг, 5-7) отгибаются до угла90 по отношению к поверхности трубы 15,5 Планшайбу 13 вместе с резцом 14 вращают с угловой скоростью ор, а поворотную .оправку 16 с трубой 15 рращают с угловойскоростью в, при этом заготовку 15, установленную на столе 3, перемещают в осе"0 вом направлении, причем вр М, Резец14 периодически входит в контакт с заготовкой 15 и при этом подрезается одно ребро17. Пока заготовка 15 повернется на угол...
Инструмент для резки асбестоцементных труб

Номер патента: 1813649
Опубликовано: 07.05.1993
Авторы: Машков, Чупринский
МПК: B28D 1/04
Метки: асбестоцементных, инструмент, резки, труб
...дискаЦель изобретения - повышение долго мм иэ стали 08 КП с двухслойным вечности и надежности инструмента. покрытием (подслой - из никелеалюминиеНа фиг,1 изображен общий вид заявля- вого порошка ПТ-Ю 5 Н, И 1+ 5,2 А,основной емого инструмента; на фиг,2 - инструмент с слой - иэ иэносостойкого термореагирую" покрытием. щего порошка ПТ-ЮНХ 15 СР 2 на никелевойИнструмент для резки асбестоцемент- основе с добавками хрома 15, кремния ных труб состоит из диска 1 с покрытием 2, 10 бора 2, алюминия 1,2,при этом подслой выполнен из порошка ни- Ф о р м у л а и з о б р е т е н и я келеалюминиевой композиции, а основной Инструмент для резки асбестоцементрабочий слой из износостойкого термореа- ных труб, выполненный в виде диска, о т л игирующего...
Способ футерования труб гибкими шлангами

Номер патента: 1813655
Опубликовано: 07.05.1993
МПК: B29C 63/26, F16L 58/10
Метки: гибкими, труб, футерования, шлангами
...надежности футеровки, гами осуществляется следующим образом. .гибкий футеровочный шланг сначала от- Гибкийшланг 1,длинакоторогона 50-70 бортовывают по концам в специальном мм больше длины футеруемой металличеприспОсоблении, затем вводят его в футе- ской трубы, отбортовывают в приспособлеруемую металлическую трубу, после чего нии, состоящем из фланца 2 и жестко между фланцем трубы и отбортовкой уста- соединенного с ним, например, с помощью навливают защитную прокладку из эла- сварки, отрезка трубы 3. Плавный радиусстичного материала, преимущественно ный переход 4 внутренней поверхности высокопластифицированного поливинилх-., фланца в плоскость и отсутствие сварного лорида. шва 5 в зоне отбортовки создают благопри1813655 Составитель А,...
Способ обработки внутренних поверхностей металлических труб в технологическом потоке и устройство для его осуществления

Номер патента: 1813801
Опубликовано: 07.05.1993
Авторы: Доломанова, Кулагина, Нуриахметов, Попович, Фишман, Шифрин
Метки: внутренних, металлических, поверхностей, потоке, технологическом, труб
...обезжиривающий, После заполнения внутренней полости труб технологическим раствором транспортер 10 и привод 11 синхронно начинают перемещать трубы из позиции 1 в позицию 2.Одновременно с перемещением труб двигается система рычагов 15, установленная с возможностью, перемещения в плоскости, перпендикулярной оси обрабатываемых труб. Этим обеспечивается возможность последующего возврата (например, с позиции 2) мундштуков 13 и связанных с ними шлангов 14 в исходное фиксированное положение (например, в позицию 1).В связи с изменением положения трубы в пространстве технологическому раствору, например, обезжиривающему, помимо движения вдоль оси трубы, обеспечиваемого системой прокачки (на чертежах не показано), сообщаются колебательные...
Устройство для очистки внутренней или наружной стенок труб теплообменников

Номер патента: 1814722
Опубликовано: 07.05.1993
МПК: F28G 7/00
Метки: внутренней, наружной, стенок, теплообменников, труб
...блок, подвижный в . продольном направлении вдоль труб(стрелюся заметно большей по сравнению с высо.- той а. Когда держатель 20 при опускании коллекторов 14 и 16 попадает на опору 34, серии труб с коллекторами 14 и 16 дополйительно к удару об опору 34 сообщается боковое движение типа удара в направлении стрелками Г фиг,5). Для этого служит подвес с возможностью поворота пластины 21 на поршне-цилиндре 25, который еще дополнительно может быть установлен с возможностью поворота через шарнир 42, Когда коллекторы 14 и 16 поднимаются эа счет поршень-цилиндров 25 в верхнее положение, трубы 7 и 8, поворачиваясь, возвращаются в показанное на фиг.5 исходное положение, в котором держатель 20 находится симметрично над опорой 34.Коллекторы 14 и 16 с...
Патрон для взрывной развальцовки труб

Номер патента: 1663838
Опубликовано: 15.05.1993
Авторы: Константинов, Куприянов
МПК: B21D 26/10
Метки: взрывной, патрон, развальцовки, труб
...оси Х идет первая волна раз- а режения ВР+. Массовая скорость частиц в ( волне разрежения ВР+ имеет направление О обратное волне, т. е. против оси Х.Посл детонации всего заряда 3 в сече нии Х =по продуктам взрыва идет вторая ф ,волна Разрежения ВР- навстречу первой Ы ВР+, что происходит только в данном случае, )00 когда конец рабочего заряда 3 открыт.Массовая скорость частиц в волне раз-режения ВР- направлена вдоль оси Х. Эти две волны разрежения ВР+ и ВР- встречаются в сечении патрона Х = 0,71, где 1 - длина рабочей части корпуса 1, т. е. части корпуса.находящейся в раэвальцовываемой трубе,Под действием волны разрежения ВР часть корпуса 1 патрона от сечения Х:= О до сечения Х = 0,7 1 получает импульс против оси Х, т, е, данная часть...
Ручьевой валок пилигримового стана холодной прокатки труб

Номер патента: 1814936
Опубликовано: 15.05.1993
Авторы: Головачев, Григоренко, Злынько, Кекух, Король, Мацко, Сенкевич, Яременко
МПК: B21B 27/03
Метки: валок, пилигримового, прокатки, ручьевой, стана, труб, холодной
...полукольца 2, фиксируя его наего оси 1 валка, После чего последовательно ввинчивают в полость оси 1 валка винты 9 и 10 до входа их свободных концов в поперечные отверстия - а оси 1 валка. Последовательно в поперечные отверстия - а оси 1 валка и шпоночные пазы обойм 3 и 4 вставляется вначале шпонка 7 и при вращении винта 9 она прижимается совместно с обоймой 3 к боковой поверхности полукольца 2 до тех пор, пока ось прокатки не совпадает с осью ручья переменного сечения полукольца 2, Затем винт 9 фиксируется гайкой 11. В другое поперечное отверстие - а оси 1 валка вставляется шпонка 8 и затем при вращении винта 10 она прижимается совместно с обоймой 4 к боковой поверхности полукольца 2.В процессе прокатки трубка на полукольцо 2...
Устройство для дуговой сварки внутренних кольцевых стыков труб

Номер патента: 1815064
Опубликовано: 15.05.1993
Авторы: Голуб, Гудков, Кулик, Морочко, Новиков, Токарев, Яровинский
МПК: B23K 9/16
Метки: внутренних, дуговой, кольцевых, сварки, стыков, труб
...отверстия этих каналов расположены на поверхности заглушки и направлены в сторону расположения электрода. Угол между осями крайних радиальных каналов составляет не более 90. На заглушке установлен обод из изоляционного материала, Втулка с фланцем выполнена также из изоляционного материала. Наружный диаметр обода равен наружному диаметру фланца, 4 ил,Устройство вводится во внутреннюю полость свариваемых труб 1 и 2 и устанавливается таким образом, чтобы электрод 3 располагался над свариваемым стыком 4,Затем в канал 11 подается защитный 5 гэз, который по каналам 12 и через отверстия 13 в заглушке 6 и 11 в фиксаторе 5 поступает в полость 10, заполняет ее и образует защитную атмосферу, после чего зажигается дуга, включается вращение 10...
Устройство для сборки и сварки кольцевых стыков труб

Номер патента: 1815099
Опубликовано: 15.05.1993
МПК: B23K 37/053
Метки: кольцевых, сборки, сварки, стыков, труб
...гаек 12, 13 закреплены неподвижные фланцы 4. Снаружи телескопически соединенных втулок 6 и 7 установленэкран 14, выполненный в виде цилиндра,установленного на внутренней поверхностиодного из внутренних фланцев 2 с зазором15. В основании экрана 14 по всему периметру выполнены отверстия 16. Междуфланцами 2, 3 и 4 установлены пружины 17.Между фланцами 2 и стержнем 1 установлены уплотнения 18.Устройство работает следующим образом,Внутрь свариваемых труб вводят устройство и устанавливают средней частью настыке труб. После чего, во внутреннюючасть направляющего полого стержня 1 подают защитный газ, который через отверстия11 поступает в полость 8. Под действиемдавления газа фланцы 2 вместе с промежуточными фланцами 3 перемещаются к...
Блок машин для производства железобетонных труб

Номер патента: 1815229
Опубликовано: 15.05.1993
Автор: Андреев
МПК: B28B 21/56
Метки: блок, железобетонных, машин, производства, труб
...муфт конические тормозная и пусковая шестерни. Конические шестерни сцеплены с соответствующими шестернями редукторов, 1 ил. ционные муфты 21 и 22 цепления этих валов с ш акже с шестернями 8 и 10 лок машин установлен н риводы 5 и 6 связаны пе имеет возможность откл ойство работает следую После загрузки и пуска формы 1 производят загрузку формы 2. По истечении заданного времени вращения формы 1 отключают привод 5. Муфту 21 включают на сцепление вала 3 с шестерней 7, а муфту 22 - на сцепление вала 4 с шестерней 10,Кинетическая энергия вращения формы 1 при ее торможении передается через кинематическую цепь элементов 3, 21, 7, 11, 15; 13, 18, 20, 10, 22, 4 для пуска формы 2. После завершения расхода этой энергии, или с некоторым...
Устройство защиты змеевиковых труб от износа

Номер патента: 1815477
Опубликовано: 15.05.1993
Автор: Яковлев
МПК: F22B 37/02
Метки: защиты, змеевиковых, износа, труб
...5, установленные на вертикальных стенках 2, при этом концентрированный поток эоловых частиц, отразившись от неровностей стены 2, попадае частично на зубья гребенки 5, а частично проходит между зубьями и встречает. на своем пути зубья гребенки 1, которые имеют смещение относительно зубьев гребенки 5 на половину шага 3 между г(54) УСТРОЙСТВО ЗАЩИТЫВЫХ ТРУБ ОТ ИЗНОСА(57) Использование; в паровыхных котлах, Сущность изобретновными гребенками, размещтрубами котла, установлены дные гребенки со смещением озубьев основных гребенок на вную половине расстояния меэтих гребенок, 2 ил. зубьями гребенки 1, При прохождении гребенок 1 и 5 происходит выравнивание скорости потока и концентрации эоловыхчастиц по сечению гахохода 3, что снижает Зизнос...
Оребрение для труб

Номер патента: 1815588
Опубликовано: 15.05.1993
МПК: F28F 1/24
Метки: оребрение, труб
...падение давления. При падении давления ф на обтекаемой поверхности пограничный Со слой остается.ламинарным, Воздух в погра- а ничномслое, перемещаясь в пристенной об- у ласти, достигает каналов 5. Выпуклости К каналов 5 выполняют роль пристенных турбулизаторов, с помощью которых можно добиться наибольшего эффекта в О 0 интенсификации теплоотдачи. Желоба каналов 5 вызывают отрыв пограничного слоя, и пОэтому устраняют существенное термиче- а ское сопротивление.На противоположной стороне диска градиентдавления положительный, При положительном градиенте давления на участке С возникает ламинарный пограничный слой, который быстро переходит в турбулентный, На участке Д той же поверхности диска из-за повышения давления происходит отрыв...
Способ уплотнения стеклянных труб в отверстиях трубной решетки теплообменника

Номер патента: 1815592
Опубликовано: 15.05.1993
Авторы: Бессараб, Касинец, Кашурин
МПК: F28F 11/00
Метки: отверстиях, решетки, стеклянных, теплообменника, труб, трубной, уплотнения
...комбинат "Патент", г, Ужгород, ул.Гагарина, 101 ратуры между теплоносителями могут возникнуть нежелательные линейные деформации, уменьшающие долговечность узлауплотнения,Способ уплотнения осуществляют следующим образом,В отверстия трубной решетки вставляют стеклянные трубы. Предварительнотрубную решетку покрывают промежуточным пластичным материалом, поверх которого после установки труб заливают слойуплотнительного материала.Слой промежуточного пластичного материала наносят любым известным способом, например, кистью.или шпателем. Этотматериал входит в кольцевой зазор междутрубой и отверстием в трубной решетке, чтоисключает вытекание уплотнительного материала через трубную решетку вниз по трубам.Уплотнительный материал,...
Стан для сварки прямошовных труб конечной длины

Номер патента: 1816524
Опубликовано: 23.05.1993
Авторы: Барашков, Вольпер, Калинушкин, Макиевский, Райчук
МПК: B21C 37/08
Метки: длины, конечной, прямошовных, сварки, стан, труб
...захват 11 устанавливается соосно с заготовкой и с помощью тележки 8 подается вперед до входа в заготовку. Захват 11 раздвигается до упора во внутреннюю поверхность заготовки, включается привод 12 его вращения и заготовка поворачивается на роликах до тех пор, пока стык кромок не совместится с продольной вертикальной плоскостью, проходящей через ось сварки, После этого заготовка, удерживаемая захватом 11, опускается (одновременно опускается и направляющая линейка 10) и включением привода тележки 8 подается во входную тянущую клеть 3 и далее в сварочную клеть б,При сварке заготовок. имеющих зазор между кромками. верхний валок входной тянущий клети 3 может быть снабжен разрезной шайбой, входящей в зазор между кромками. Тем самым...
Способ изготовления прямошовных сварных труб конечной длины

Номер патента: 1816525
Опубликовано: 23.05.1993
Авторы: Бендер, Вавилин, Верещагин, Калинушкин, Мельник, Рыбаков, Фурса
МПК: B21C 37/08
Метки: длины, конечной, прямошовных, сварных, труб
...вфиксированное положение соосное с осьюсварки, к ним синхронно с двух сторон специальными роликами прижимают кромкитак, чтобы зазор между ними был минимальным и соответствовал толщине дисковогоножа и располагался симметрично относительно вертикальной плоскости, проходящейчерез ось сварки, и в таком заневоленномположении заготовку подают в тянущую, азатем и сварочную клети стана. При этомзаневоленное в двух центрирующих устройствах положение заготовки сохраняют допотех пор,пока не будет сварено около 150 ммстыка, после чего конец заготовки можетвыйти из зоны действия первого из них походу заготовки,В результате проведенных патентныхисследований технических решений, имеющих признаки, сходные с оптимальнымипризнаками формулы, не...
Устройство для термической резки труб изнутри

Номер патента: 1816526
Опубликовано: 23.05.1993
Авторы: Овчинников, Решетникова
МПК: B21C 37/08, B23K 7/00
Метки: изнутри, резки, термической, труб
...гильзы 23 и предназначен для установки гильзы в корпусе 1, В корпусе гильзы 23 вмонтирован подпружиненный палец 28.входящий в.зацепление с винтовым пазом 29, 10 выполненным на поверхности корпуса и переходящий в кольцевую проточку ЗО, находящуюся на расстоянии 1 от торца корпуса 1, большем максимальной длины отрезаемой заготовки, Направление винта паза 29 сов падает с направлением вращения гильзы 23на корпусе 1. Винты 31 предназначены для закрепления резаков головок 3 в необходимом положении. 50 18 подачу режущего кислорода и вращением маховика 11 в направлении, противоположном направлению витков пружины 24, уменьшают диаметр последней, т,е, величину прижатия к стенке втулки 26, освобождая 55 Фот фиксации гильзу 23. Под...
Установка для сборки и контактной сварки труб со спиральными ребрами

Номер патента: 1816597
Опубликовано: 23.05.1993
Авторы: Ананьев, Вагнер, Волонтырец, Пуговишников, Федотов, Хазбулин, Чупин
МПК: B23K 11/00
Метки: контактной, ребрами, сборки, сварки, спиральными, труб
...устройства 5, где оно проходя между роликами 10 принимает необходимую форму поперечного 20 сечения, поджимается к вращающейся трубе 2 укладывающим роликом 19 и навивается вокруг продольных проволок 35. Навивка ребра 9 в винтовую спираль осуществляется за счет продольного перемещения, вместе с 25 суппортом 3, закрепленныхна нем профилирующего устройства 5 и укладывающего ролика 19. Вращающемуся вместе с трубой 2 цилиндру 30 через его щеку 32 от упорных подшипников 28 передается поступатель ное движение от суппорта 3. В процессеперемещения цилиндра 30 вдоль трубы 2 каждый иэ пружинных токосъемников 37 осуществляет скользящий контакт с продольной проволокой 35 к которой он при жат, При вращении трубы 2 и перемещениисуппорта 3...