Патенты с меткой «труб»
Устройство для укладки дренажных труб

Номер патента: 1565975
Опубликовано: 23.05.1990
МПК: E02F 5/10
Метки: дренажных, труб, укладки
...стенками консоли.Устройство для укладки дренажных труб работает следующим образом,Перед началом укладки Аильтрующую ленту 5 разматывают с кассеты 11 и пропускают ее нижний слой в зазор между направляющим кольцом 14 и наклонной стенкой 9, а верхний слой ленты устанавливают по верху наклонного козырька 15 кольца 14, В образованную продольную полость ленты 5сбоку вставляют и пропускают через направляющее кольцо конец дренажной трубы 3, Затем ленту с трубой пропускают через верхний конус 6, где загибанием верхнего слоя ленты под трубу обертывают одним слоем, а нижний слой ленты направляют через прорезь 8 конуса 6. При прохождении ленты с трубой через нижний конус 7 нижний слой ленты с помощью открылок 16 поверхности конуса 7 загибается по...
Устройство для испытания на герметичность соединений труб с трубной решеткой

Номер патента: 1566240
Опубликовано: 23.05.1990
Авторы: Алейник, Куприянов, Чубаров
МПК: G01M 3/04
Метки: герметичность, испытания, решеткой, соединений, труб, трубной
...деформацией тонкостенного сильфона. Отсутствие перепада давления на стенках камеры 5 накопления позволяет снизить требования к качеству герметизации уплотнения б на шероховатой наружной поверхности трубной решетки 3, покрытой плотно расположенными сварными соединениями. После стабилизации температуры испытуемой зоны имитируют эксплуатационные вибрационные нагрузки на трубчатку. Для этого к силовому выступу 8 прикладывают разнонаправленные ударно-вибрационные нагрузки, например, создаваемые при обстукивании выступа легким молотком,Благодаря испытательным температурным и силовым воздействиям в испытуемой зоне возникают дополнительные напряжения, способствующие развитию скрытых дефектов в сквозные, а благодаря охлажпению увеличивается...
Устройство для ультразвукового контроля труб

Номер патента: 1566280
Опубликовано: 23.05.1990
Авторы: Гнедов, Гриценко, Косьмирова, Лещенко, Торопчин
МПК: G01N 29/04
Метки: труб, ультразвукового
...щьвых винтов с правой и лев нми от их середины, направляюновленные на них с Возможностью перемецения основной и дополнительныйультразвуковые преобразователи и кор"пус в вице торцового упора, Взаимодействующий в процессе контроля сторном контролируемой трубы, Контрольпроизводится путем перемещения преобразователей по направляющим и поворотомм наГ ра вл яюих В округ трубы,2 ил1566280 Кроме того, устройство содержитходовьге гайки 9, установленные взахватные рычаги 2 и 4.11 озицией 1 О обозначено контролируемое иэделие,Устройство для дефектоскопиитруб работает следующим образом,Фие1ЮиЯ А Фие 2 Составитель Л,БлохинТехред М,дидык Редактор С,Патрущена Корректор М.Максимигпинец.Заказ 1218 тираж 504 Подписное ВНИИ 11 И Государственного комитета...
Устройство для обработки кромок труб под сварку

Номер патента: 1567326
Опубликовано: 30.05.1990
Авторы: Киселев, Пустовалов, Шереметьев
МПК: B23B 5/16
...державок 4 и 5 выполнен равным0,53-0,55 расстояния между осями 2и 3, 1 з,п, ф-лы, 3 ил,обработки, а при вылете более 0,55(т.е. при смещении режущей кромкиножей от горизонтальной плоскости1-1 на расстояние более 0,4 длинывылета державок) не достигается полного удаления окисной пленкиДля обработки торцовой поверхности рабочий нож 14 с помощью державки15 и оси 16 установлен в корпусе 1,Державка совместно с ножом 14 обеспечена возможностью как вращательного, так и поступательного перемещенияна оси 16, для чего она снабжена пружиной-амортизатором 17, Для обеспечения чистоты обработки и создания следов обработки .в поперечном направлении, кромка лезвия рабочего ножа смещена от плоскости 1-1, расположенияосей 2-3, в сторону опережения...
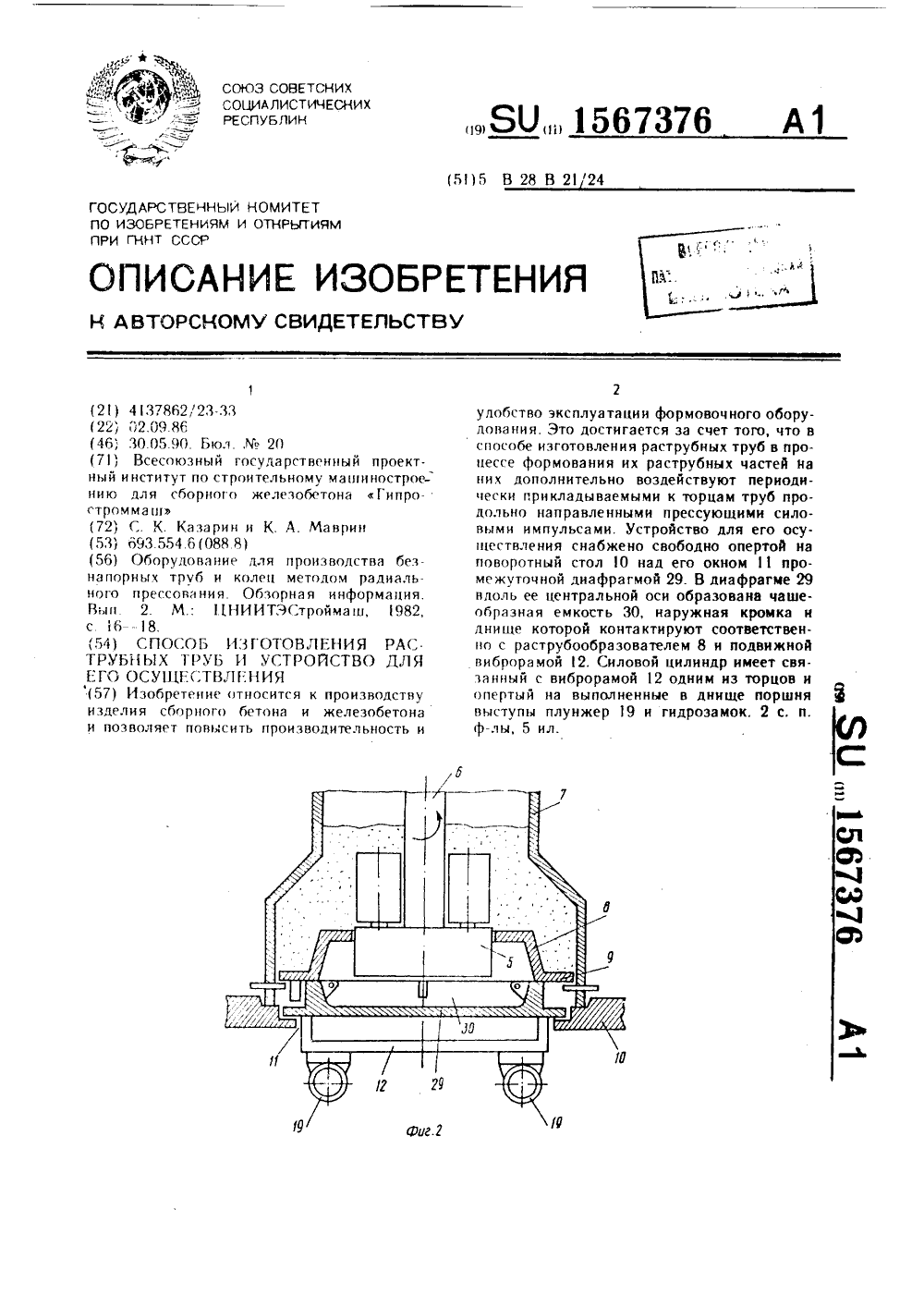
Способ изготовления раструбных труб и устройство для его осуществления
Номер патента: 1567376
Опубликовано: 30.05.1990
МПК: B28B 21/24
Метки: раструбных, труб
...работает слелующич образом5 В исходном положении укатываюпая роликовая го,човка 5 и воронка находятся в верхнем положении, виброрама 12 максимально опущена. Производят поворот стола 10 от привода 13, а поллоц 9 устанавливают соосно виброраме 12 На форму 7 опускают воронку, а роликовую головку 5 опу кают в раструбообразователь 8. 11 ерем цаясь вверх от силового пилцнлрц 17, виброрама 12 полцича т лиафраг 15 му 29, которая полнимает раструбообразоцатель 8 ц поллон 9..1 Лц полъема вцброрачь 12 ма ло податсц в ориневук) волсть илцго ци 1 иил.рц 1, в резч; тате чего происходит совме гцн цер чепгецие норниц 21 и плунже.,ра 2011.) 31 л; 0 ццъ к) ч, и;црац;кпук)ся роликовун) г,цвку 4, котораяотбрав;и т ее ца раструбн)бразователь 8.Бклнчают...
Состав для чистки канализационных труб

Номер патента: 1567618
Опубликовано: 30.05.1990
Авторы: Бойцова, Деточка, Кокошко, Очертидуб, Поздняков
МПК: C11D 7/50
Метки: канализационных, состав, труб, чистки
...состдв для чистки кдндлиздцион- НЫХ ТРУБ(57) Изобретение касается бытовой хи мии, в частности составов для чистки канализационных труб. Цель изобретения - повышение растворяющей способности состава. Последний содержит, мас,Ф: ЯаОН 15-25; этанол 0,5-20; этиленгликоль 0,1-7,5; натриевое жидстекло 0,01-1; спиртово-эфирная ция с т,кип, 200-300 С 15-40, во о 100. В этом случае время 1 ООФ- ного разрушения загрязнений снижает 2 ч до 14-35 мин. 2 табл. вленных данных следует мый состав является бо3за счет исключения затрат,мых на утилизацию. 1567618 необходи= формула и 3 о б р е т е н и я 15-250,-20,00,1"7,5 0,01-1,00 15-40цо 100 Таблица 1 Компоненты Содервание компонентов, мас.Ф в составе п(едлагавмом извест 257,5 25 15 207,5 5 0,1 13 27005 8...
Способ изготовления металлических труб

Номер патента: 1569045
Опубликовано: 07.06.1990
МПК: B21C 23/22
Метки: металлических, труб
...увеличение диаметральныхразмеров и, соответственно, разделениеслоев, а при соотношении менее 0,75 передобжимным инструментом образуется стоячая волна наплыва металла, препятствующая схватыванию и ухудшаюшая точностные параметры по диаметрам и толщинамстенок, шероховатость также возрастает.Пример 1. Берут заготовку наружногослоя из латуни Л 62 (фиг. 1) с 6-52,8-1+0,17 мм, толщиной стенки Н =0,5+0,03 мми подвергают ротационной вытяжке поРежимам е - " "100 о,=20 Уо,Нн=0,2 мм/об, число оборотов заготовки500 об/мин, шары диаметром 10 мм. Получают трубную заготовку ф 52,6+.0,25 мм,толщина стенки й = - 0,4+.0,0 мм, о,= 40=38 кг/мм,Берут заготовку внутреннего слоя изстали Ст. 3 и 52,6-+0,2 мм, Нв=2+.0,6 мм иподвергают ротационной вытяжке по...
Способ высокочастотной сварки труб

Номер патента: 1569047
Опубликовано: 07.06.1990
МПК: B21C 37/08
Метки: высокочастотной, сварки, труб
...оси,Во время сварочного процесса из-за отсутствия явления суперпозиции дополнительное магнитное поле изменяет пространственное расположение линии 6 магнитной и ндукци и тока, стрем ящегос я шунтироваться, например, по внутреннему контуру трубной заготовки, вынуждает их располагаться в плоскостях, перпендикулярных оси трубы. Таким образом, дополнительное магнитное поле ориентирует высокочастотный ток параллельно. оси трубы, мешает шунтированию, а с усилением эффекта близко- действия по мере приближения к точке сварки вовлекает его в процесс нагрева свариваемых кромок. Для ферромагнитных материалов явление взаимодействия дополнительного поля и полей сварочного тока происходит на границе двух сред: металла и воздуха. Кроме помехи...
Устройство для проточки канавок внутри длинномерных труб

Номер патента: 1569111
Опубликовано: 07.06.1990
Автор: Мустафаев
МПК: B23D 21/14
Метки: внутри, длинномерных, канавок, проточки, труб
...допуски, внутри которой необходимо производить выточку кольцевых канавок, закрепляется на меха низм, обеспечивающий еепередвижение в осевом направлении доупора и фиксацию трубы в необходимомположении.Устройство работает следующим образом.Труба 40 подается до опоры 1 вращателя, Затем специальным ключом (или прутком) утопитель 6 поворачивают, при этом роликовая опора 2, установленная под углом120 в корпусе вращателя, утопляется в паз,В та ком положении устройство заводятвнутрь трубы до утопителя 6, после чегоего возвращают в исходное положение.Под действием пружины 4 ролики 3 находятся в прижатом состоянии к внутреннейстенке трубы 40. Для установления необходимой длины ломаемой трубы параллельношпинделю устройства предусмотрен шаговыйупор...
Способ изготовления стальных биметаллических труб
Номер патента: 1569144
Опубликовано: 07.06.1990
Авторы: Ванин, Замараев, Нуреев, Хамитов, Якимов
МПК: B23K 20/04
Метки: биметаллических, стальных, труб
...конца вытягиванием30 на волочильном стане извлекают сердечник, получая трубы с диаметром Отверстия р 10 мм, Трубы после отделки повторно нагревают до температуры 1160 С и деформируют калиброванием отверстия на прошивном стане Винтовой проволоки со степенью деформации 5, 10, 25, 40 и 503, получая трубы с наружным диаметром ф 32,3; 31,7; 29,9; 29,2 и 28,5 мм и диаметром отверстия ф 10,4; 10,8",40 12,2; 12,8 и 13,4 мм, Полученные трубы охлаждают, подвергают термической обработке, проверяют прочность сцепления слоев, замеряют толщину слоя из порошкового металла, оцени 45 вают состояние поверхности отверстия е трубе и сравнивают с трубами, полученными известным способом. Результаты сравнения приведены в табл, 1,Как видно из табл, 1,...
Устройство для гидроабразивной обработки внутренней поверхности труб

Номер патента: 1569208
Опубликовано: 07.06.1990
Авторы: Дементьев, Засыпкин, Трухачев
МПК: B24B 31/10, B24B 31/116, B24C 1/08 ...
Метки: внутренней, гидроабразивной, поверхности, труб
...имеются отверстия 16,через которые стравливается избыточный воздух иэ рабочих камер 1 и пополняется запас воздуха в надпоршневой полости А в зависимости от положения поршня 17. прессора, От электродвигателя 23 сообщается возвратно-поступательное перемещение поршням 17, Гидроабразив 3одной из камер 1 перетекает черезобрабатываемую деталь 5 в другую кам .ру и совершает при этом полезнуюработу, т.е. обработку детали. 1 ил. Поршень 17 компрессора шарнирно соединен с шатуном 18 и кривошипом 19, который свободно вращается в подшипниковых опорах корпуса компрессора 4. Кривошип 19 соединен с муфтой 20 и редуктором 21, который кинематически связан гибкой передачей 22 с электродвигателем 23.Обработка производится следующим образом....
Устройство для взвешивания круглого проката и труб в поперечном потоке

Номер патента: 1569575
Опубликовано: 07.06.1990
Авторы: Галицкий, Двоскин, Двуреченский, Каменская, Сидаш, Татьянин, Федоров
МПК: B21B 39/00, G01G 17/06
Метки: взвешивания, круглого, поперечном, потоке, проката, труб
...связанного с блоком 8 управления. Минимальное количество кулачков,насаженных на общую ось, - два,Профиль каждого кулачка 4 имеет двасопряженных между собой участка, одиниз которых СС , выполнен по радусу1 фВ (2 г изделия), другой - по плавной кривой спуска, Центр тяжести Окулачка 4 смещен относительно егооси О в сторону груэоприемной призмы 3,Устройство работает следующим40образом. В исходном положении шток, перемещающий грузоприемную призму 3, втянут. Призма находится ниже уров" ня стола 1 кулачок 4 лежит на огра 45 ничителе 5. При перекрывании по столу изделия 9 направление движения изделия указано стрелкой В) оно упирается в рабочий участок кулачка СС, вследствие чего кулачок начинает поворачиваться вокруг своей оси по...
Устройство для изготовления из пластмассы ребристых труб с гладкой внутренней поверхностью

Номер патента: 1570646
Опубликовано: 07.06.1990
Автор: Юри
МПК: B29C 47/20, B29C 47/90, B29C 53/30 ...
Метки: внутренней, гладкой, пластмассы, поверхностью, ребристых, труб
...средств прессования на 257, Часть 20 материала образует стенку трубы, часть 21 подается в канавки 13 и наполняет их, при этом металлические пресс-формы 1 и 2 смещаются в направлении стрелки, показанной на Фиг,2 и 3. Поскольку рабочий объем 14 и объем 15 наполнения являются идентичными, поток материала очень плавньп и ровный вПосредством предлагаемого изобретения легко производить трубы, в .пебря которых делаются из пластмассовь 1 х ма-.териалов различных свойств, которьемогут, например, отличаться в п 11 ете,или могут делаться из материала с мо -дифицированной ударной вязкостьк, между тем как стенка. трубы - из обьпсноВеннОГО и:1 астмассовОГО м,. 1 ераль. Вэтом случае пластмассовьпй материалподается из кольпеобразн 1 го канала 11в...
Способ е. а. колкунова изготовления прессованных труб с утолщением

Номер патента: 1570817
Опубликовано: 15.06.1990
Автор: Колкунов
МПК: B21C 23/00, B21C 23/08
Метки: колкунова, прессованных, труб, утолщением
...4, закрепляют ее, дают давление на прессштемпель.Пресс-материал заготовки выдавли 50вается в кольцевое очко между матрицей и иглой и упирается в кольцевойрежущий инструмент 8, герметиэируязону контакта инструмента с армирующей втулкой, Под действием давленияпресс-материала инструмент 8 продавливается через внутреннюю поверхность армирующей втулки, при этом Фор"муется ее продолный профиль путем снятия металла и на загерметизированную поверхность непрерывно выдавливается пресс-материал заготовки,Снятый металл 10 продвигается инструментом в сторону истечения, а затемупирается в бурт упора 6. Инструмент8 занимает положение над меньшейступенью иглы. При этом появляетсязазор между внутренним контуром режущего инструмента и меньшей...
Устройство для управления формовкой спирально-шовных труб

Номер патента: 1570818
Опубликовано: 15.06.1990
Авторы: Леин, Тонконогов, Швецов
МПК: B21C 37/12
Метки: спирально-шовных, труб, формовкой
...импульсов на выкоде фотоимпульсного датчика 12 вышее, чем на выходе Фото- импульсного датчика 11, Гигнал с выхода "О" счетчика 18 импульсов поступает на запрещающие входы логнческих элементов И 13 и 14, запрещая дальнейшее поступление импульсов на входы счетчиков 17 и 18 импульсов, и разрешает прохождение кода числа К, оставшегося к этому моменту записанным в счетчике 17 импульсов, через ключевой элемент 19 на цифровые входы числа К преобразователя 21 код - напряжение, а на выходе последнего, связанном с электрическим входом ре. дукционного клапана 22, появляетсянапряжение, пропорциональное числуК, Знак этого напряжения такой, чторецукционшй клапан 22 уменьшает давление гидроцилиндров 23 и 2 я на закаточные ролики 2 и 3, сила трения...
Станок для резки труб

Номер патента: 1570862
Опубликовано: 15.06.1990
Авторы: Ландсберг, Луцько, Михневич, Ратников
МПК: B23D 45/02
...Крепление копиров осушествляют через отверстия 8 с помощью болтов. На фиг. 5 цифровые обозначения соответствуют позициям фиг. 1 - 4, кроме того, введены обозначения: стрелки С - движение платформы шпинделей; а - эксцентриситеты расположения осей шпинделей; О - ось режущей головки; и - начальное положение роликов 9 при движении по копиру 10; К - конечное положение роликов 9 после разрезания трубы; позиция 1 - вреза ние инструмента 7 в стенку трубы; позиция 11 - разрезание участка (сегмента) трубы; позиция 111 - выход из зоны резания. Ход роликов 9 и торцовых частей инструментов 7 обозначен пунктирными линиями Ь:Станок для резки труб работает следующим образом.Пластмассовую трубу 19, армированную проволочным каркасом 20, пропускают...
Устройство для герметизации верхнего торца формы при изготовлении виброгидропрессованных труб из бетонных смесей

Номер патента: 1570917
Опубликовано: 15.06.1990
Авторы: Мамедов, Оруджев, Фатуллаев
МПК: B28B 21/54
Метки: бетонных, верхнего, виброгидропрессованных, герметизации, изготовлении, смесей, торца, труб, формы
...трубы крестовина 1 с уплотняющим кольцом 2 на гибких связях 8 подвешивается чеоез траверсу на крюк грузо- подъемного механизма (не показаны). При этом захватные рычаги 3 откидываются на зону буртика внутреннего сердечника, Уплотняющее кольцо 2 вместе с крестовиной 1 монтируется на форму так, чтобы оно закрыло загрузочное кольцевое отверстие между наружной формой и сердечником. Затем связи 8 отсоединяются от крюков траверсы, При этом захватные рычаги 3 под воздействием собственного веса поворачиваются вокруг оси 5 и своими нижними захватными частями заходят под буртик внутреннего сердечника. После этого к крюкам траверсы прицепляют другие концы гибких связей 8 и на,чинается подьем. При этом происходит вращение блоков 7. Эксцентрики...
Экструзионная головка для изготовления слоистых труб из полимерных материалов

Номер патента: 1570929
Опубликовано: 15.06.1990
Авторы: Абдрашитов, Анасова, Берсенева, Ибраков, Панов, Расулев, Чуров
МПК: B29C 47/06, B29C 47/26
Метки: головка, полимерных, слоистых, труб, экструзионная
...через наконечник 10 в результате прохода через коническое кольцевое отверстие 14 внутренний поток распределяеФ; ся в радиальном направлении, образуя внутренний слой трубы. Регулировка расхода внутреннего потока расплава полимера производится с помощью изменения проходного сечения подающего канала 6 регул и ровоч н ы м ви нтом 7.Расплав второго материала для среднего слоя трубы поступает по каналу 31 перпендикулярно каналу 22, затем, меняя направление в канале 22, поток расплава проходит через отверстие 26 решетки 25 и далее наслаивается на расплав полимера внутреннего слоя трубы, образуя средний ее слой.Регулировка расхода расплава полимера для среднего слоя производится с помощью изменения проходного сечения отверстий 26...
Способ изготовления труб из боросиликатного стекла

Номер патента: 1571003
Опубликовано: 15.06.1990
Авторы: Моисеев, Пронин, Фирер, Чередниченко, Шипук
МПК: C03B 15/14
Метки: боросиликатного, стекла, труб
...вязкостные условия формования стеклянных труб методом вертикального вытягивания вверх температура стекломассы в луковице должна быть в интервалев " 1150- 1180 С, т.е, должно выполняться соотношение " = 0,88-0,92, при кото"ЛМкфром увеличивается производительность процесса вытягивания и повышается качество труб, где- температура луковицы, С; с ф- температура стеко ломассы в выработочной камере, С.Формование,стеклянных труб различных диаметров осуществляется с использованием формующих насадок мундштука различного диаметра, т.е. для каждого конкретного диаметра изготавливаемых труб существует оптимального диаметра формующая насадка мундштука (см.табл.1),Изготовление стеклянных труб для технологических трубопроводов условным диаметром менее...
Устройство для ликвидации прихвата колонны труб в скважине

Номер патента: 1571214
Опубликовано: 15.06.1990
Авторы: Крайник, Мыслюк, Ткачук, Ясов
МПК: E21B 31/03, E21B 31/113
Метки: колонны, ликвидации, прихвата, скважине, труб
...труб работает следующимобразом,Колонна труб выше зоны прихватаотворачивается, Собирается устройство и иа бурильной колонне спускается в скважину. Рекомендуется нижеустройства устанавливать безопасныйпереводник,После спуска устройства и соединения с прихваченной частью колонныосуществляют промывку. скважины и закачку в зону прихвата необходимогообъема жидкостной ванны. Для этогопоршень 6 перемещают нниэ до упорав шлиценое соединение 16 патрубка 9,что обеспечивает открытие радиальныхотверстий 5 полого штока 4 и продольных отверстий 8 поршня 6, Закачиваемая жидкость, пройдя через этусистему отверстий и далее через всасывающие отверстия 1 2 струйного насоса 2, прихваченную часть колонны идолото, попадает в затрубное пространстно и...
Резьбовое соединение труб

Номер патента: 1572423
Опубликовано: 15.06.1990
Авторы: Джоффрей, Дональд, Кацуо, Эдвард
МПК: E21B 17/042, F16L 15/00
Метки: резьбовое, соединение, труб
...таким образом, что кольцевая уплотнительная поверхность 6 может быть расположена на свободном конце охватывающей детали 2,как это показано на фиг. 2, где подобные элементы имеют те же обозначения, что и на фиг,1, однако в этом случае сжатая и растянутая детали меняются местами. Кроме того, фиг. и 2 иллюстрируют выполнение соединения с размещением резьбы трапецеидальной формы на цилиндрических поверхностях охватываемой и охватывающей деталей.На фиг., 5 и 6 изображены соответственно охватывающая 2 и охватываемая 1 детали с резьбой, размещенной на их конических поверхностях с кольцевыми уплотнительными поверхностями 6 и 5, взаимодействующими друг с 15 20 25 30 35,другом после свинчивания, Резьба 3 охватываемой детали в...
Устройство автоматического управления станом холодной прокатки труб

Номер патента: 1572723
Опубликовано: 23.06.1990
Авторы: Воронко, Дубинин, Нападайло, Тахири, Чернышев
МПК: B21B 37/78
Метки: прокатки, станом, труб, холодной
...количество подач для определения средней величины подачи. Информация сцатчика 6 величины подачи, кинематически связанного с механизмом 20подачи, при прокатке трубы-заготовки24 поступает в вычислительный блок 8,на второй вход которого поступают им"пульсы с датчика 7 положения клети.В вычислительном блоке 8 происходитвычисление Фактического перемещенияпатрона 23 подачи вперед за один двойной ход рабочей клети 26 (двойной ходклети контролируется датчиком 7 положения клети), представляющее алгебраическую сумму движения патрона подачи вперед под воздействием механизма20 подачи (подача) и назад под воздействием осевого усилия, возникающего в процессе прокатки при движении рабочей клети назад (отдача) . й =3 В -Ш 11где 1 ц - . фактическая...
Способ прессования труб из тугоплавких металлов и инструмент для его осуществления

Номер патента: 1572726
Опубликовано: 23.06.1990
Авторы: Калантырь, Кравченко, Станкевич, Чмых
МПК: B21C 23/08
Метки: инструмент, металлов, прессования, труб, тугоплавких
...сжимают и утапливают в йроточке 11. Хвостовик вставляют в отверстие опорного стержня 10и проталкивают до расправления опорного кольца в кольцевой выборке 13.Теперь рассекатель может перемещаться относительно опорного стержня навеличину размера выборки и в то жевремя он зафиксирован на опорномстержне и при перемещении последнегоперемещается вместе с ним.Способ реализуют следующим образом.ФДо начала цикла прессования игла5 выдвинута относительно рассекателя.Нагретый слиток помещают в контейнереи сверху укладывают вьщрессовочную шайбу 4. Производит несквознуюдвустороннюю прошивку слитка иглой3, закрепленной на пуансоне 2, и иг 55лой 5, установленной в рассекателе.После Формирования полости со стороны переднего конца слитка...
Установка для оплавления торцов труб из термопласта

Номер патента: 1572824
Опубликовано: 23.06.1990
Авторы: Бабаян, Бердыев, Петрова, Таиров, Шрамков
МПК: B29C 57/06, F24J 2/42
Метки: оплавления, термопласта, торцов, труб
...осуцествляет поворот установки в направлении, перпендикулярном солнечным лучам. По достижении требуемой температуры дисков 2 отбрасывается крышка приемника 5, ввинчивается рукоятка 3 и диск 2 переносится на место сварки.Сварку осуцествляют контактированием торцов свариваемых труб с горячей поверхностью диска 2, После нагрева и оплавления торцов труб до пластического состояния диск 2 удаляют и помещают его в приемник 5 для нагрева, а размягченные торцы труб осевым усилием прижимают друг к другу. Б,результате получают сварное соединение. Могут быть использованы все диска 2 для одновременной сварки несколькими сварщиками, что повышает производительность выполняемых сварочных работ.Предлагаемая установка может применяться при сварке труб из...
Способ изготовления труб из аустенитных коррозионностойких сталей

Номер патента: 1573037
Опубликовано: 23.06.1990
Авторы: Дергач, Иванилова, Северина, Сухаревская, Сухомлин
МПК: C21D 9/08
Метки: аустенитных, коррозионностойких, сталей, труб
...в проходной газовой печи при 1120 С, травлению с целью удаления окалины, прокату на промежуточный размер 45 х 4,1 мм,обеэжириванию в щелочно-селитровом расплаве с последующим осветлением в аэотно-плавиковом растворе, термической обработке в проходной электрической печи ОКБ 4121 при 750, 800 и 850 С, прокатку на готовый размер 25 х 2 мм, обеэжириванию, дополнитель1573037 аким образом, использованиепредлагаемого способа изготовлениятру обеспечивает получение труб сповфшенной стойкостью против МКК итребуемым уровнем механических итехнологических свойств,Температура, С Оп Механические свойства послетермической обработки Максимальная глубинанауглеро -живания,мкм Среднеесодержаниеуглерода 3110 П р и м,е ч а н и е, Для определения...
Рабочий орган устройства для бестраншейной прокладки труб методом продавливания

Номер патента: 1573108
Опубликовано: 23.06.1990
Авторы: Бавыкин, Барышев, Евдокименков, Ефимов, Юрченко
МПК: E02F 5/18
Метки: бестраншейной, методом, орган, продавливания, прокладки, рабочий, труб, устройства
...МЕТОДОМ ПРОДАВЛИВАНИЯ (57) Изобретение относится к горной про-, мышленности и строительству и м.б. использовано при бестраншейной прокладке подземных коммуникаций. Цель изобретения - повышение эффективности работы за счет ускорения разгрузки грунтоноса от глинистых вязких грунтов. Рабочий орган содержит грунтонос в виде цилиндрического стакана 1 с днищем 2 и выемкой для тросового механизма транспортировки. В стакане 1 размещено с возможностью осевого перемещения ножевое кольцо (К) 4. Фиксатор 5 блокирует К 4 в переднем положении. Тяги б жестко связаны с К 4, размещены в направляющих 7 и имеют проушины 8 для соединения с пригрузком 9. На последчем укреплены вибраторы 10. Стаканперемещают в прокладываемой трубе до заполнения его...
Устройство для очистки наружной поверхности труб

Номер патента: 1574286
Опубликовано: 30.06.1990
МПК: B08B 9/023
Метки: наружной, поверхности, труб
...14ведомой планшайбы выполнены в виде двуплечих рычагов-коромысел, имеющих возможность качания вокруг осей сателлитовпланетарной передачи и вокруг осей, жестко связанных с ведомой планшайбой 11.Одни концы двуплечих рычагов-коромысел являются опорами вращения рабочихинструментов, другие концы соединены с тягачи 5. На тягах закреплены грузы 16,масса которых создает вращающий моментпод действием центробежных сил, превышающий вращающий момент, создаваемый рабочими инструментами.Балансиры 14 ведомой планшайбы снабжены рычагами 17, расположенными на оправках 18 и заканчивающимися роликами19. Ролики постоянно поджаты пружинами 20 к рабочим поверхностям механизмаподвода и отвода рабочих инструментов, выполненным в виде конических...
Способ периодической прокатки тонкостенных ребристых труб

Номер патента: 1574296
Опубликовано: 30.06.1990
Авторы: Алпатов, Дубоссарский, Исерова, Никулин, Павлов, Шлосберг
МПК: B21B 21/00
Метки: периодической, прокатки, ребристых, тонкостенных, труб
...не имеет дефектов, характерных для известных способов прокатки тонкостенных труб с продольными наружными ребрами,Инструмент для осуществленитг предла гаемого способа выполнен таким образом, чтобы после каждого поворота заготовки на угол а о контактные поверхности 6 роликов 4 обжимали стенку с перекрытием ее участков, находившихся перед поворотом между выпусками роликов, а формирование ребер осуществлялось только канавками, При таком конструктивном выполнении роликов обеспечивается требуемое высокое качество внутренней поверхности ребристых тонкостенныхх труб.Интервалы значений угла ар для прокатки 4- и 6-реберных труб определяли экспериментальным путем. Для этих трубопределили и соответствующие величиныотношений а р /а о . Угловые...
Способ изготовления спирально-шовных труб и устройство для его осуществления

Номер патента: 1574310
Опубликовано: 30.06.1990
Авторы: Абраменков, Вердеревский, Иванов
МПК: B21C 37/12
Метки: спирально-шовных, труб
...по углу формовки а,НЗ чертежах показаны также полоса 16,трубная заготовка 17, труба 18 и гратосниматель 19. Способ осуществляют следующим образом, 10 Ррасп., создаваемое гидроцилиндром 9 при поджатии внутреннего кромкосжимающего 20 ролика 6 и распорного оолика 12, Это уси 25 30 35 40 Полосу 16 задающей машиной 1 через проводки 3 подают в формовочную втулку 2, где из нее формуют трубную заготовку 17. Смежные кромки полосы 16 разогревают сварочным устройством 4 и сваривают между собой, удерживая их в требуемом положении кромкосжимающимися роликами 5 и 6,Регулирование положения наружного кромкосжимающего ролика 5 по высоте, в значительной степени задающего диаметр изготавливаемой трубы 18, производят винтовым механизмом 7. В...
Способ получения изогнутых труб

Номер патента: 1574317
Опубликовано: 30.06.1990
Авторы: Горбатенко, Гутерман, Янов
МПК: B21D 11/07
Метки: изогнутых, труб
...непрерывно - последовательном перемещении трубы через индукторы 4 и 5 со скоростью у осуществляется гибка трубы с угловой скоростью в на заданный радиускривизны с одновременной осадкой в очаге деформации.В результате получают гнутую трубу требуемой геометрии с высоким качеством металла,П р и и е р. Требуется согнуть трубу диаметром 530 мм с толщиной стенки 28 мм из стали 15 ГС на радиус 850 мм. Гибку производили на стане УЗТМ-ТВЧ 820 с местным индукционным нагревом трубы. Частота тока при индукционном нагреве 500 Гц, мощность нагрева 250-260 КВа, скорость гибки Ч = 0,2 м/с,На трубе предварительно размечали участок., подлежащий гибке. Затем устанавливали трубу в стан и закрепляли задний ее конец в нажимной каретке (толкателе). Включали...