Патенты с меткой «труб»
Устройство для перфорации неметаллических труб

Номер патента: 1609685
Опубликовано: 30.11.1990
Авторы: Баулин, Бученков, Каушлы, Нестеров, Сапожков
МПК: B26F 1/02
Метки: неметаллических, перфорации, труб
...11) поворачиваются в обратном направлении (правая пластина 20 против часовой стрелки, а левая по часовой стрелке, если смотреть с конца рычага 6, на конце которого установлены пластины 20) и прилегают друг к другу (фиг. 7 и 8), т. е. при обратном прохождении пластин 20 между ручками 10 губки 10 не сжимают трубку.После прохождения между ручками 11 пластины 20 под действием силы тяжести занимают исходное положение, изображенное на фиг. 1 и 9.Устройство работает следующим образом.Подбирается в соответствии с диаметром трубки (не показана) и величиной перфорации (диаметр отверстия перфорации) перфорирующий инструмент и закрепляется на корпусе 1. Регулировочным винтом 14 перемещаем и фиксируем в положении необходимого шага перфорации...
Устройство для сварки вертикальных полимерных труб над устьем скважины

Номер патента: 1609702
Опубликовано: 30.11.1990
МПК: B29C 65/02, B29C 65/78
Метки: вертикальных, полимерных, сварки, скважины, труб, устьем
...нены в виде двухсимметрично расположенных полуколец, соединенных между собой зажимами 14,Устройство работает следующим образом. 10Первая труба свариваемой колонныподается в устье скважины и фиксируется в этом положении нижним зажимнымприспособлением 3, Затем в опоры-пяты 13на нижнем зажимном приспособлении 3устанавливают и крепят вертикальные направляющие 6 с подвижным фиксирующимузлом 4. После этого подвижным фиксирующим узлом 4 подают вторую трубу доупора в первую трубу, при этом ось узла 4 совпадает с осью зажимного приспособления 3 и осью трубы. Далее дляобеспечения центровки свариваемых труб устанавливают верхнее зажимное приспособление 9 и соединяют его с механизмом11 перемещения, например, при помощисъемной скобы 12, при этом...
Фундамент дымовых труб большой высоты

Номер патента: 1609872
Опубликовано: 30.11.1990
Автор: Мещеряков
МПК: E02D 27/42
Метки: большой, высоты, дымовых, труб, фундамент
...на опорный диск,3 с образованием внутренней консоли,Верхние концы внешней 1 и внутренней2 оболочек жестко сопряжены друг сдругом и со стволом трубы 5,Фундамент выполняется монолитным.- В начале бетонируется опорный диск3, затем одновременно конические обо,лочки: внешняя 1 и внутренняя 2, пос.ле чего устанавливается мембрана 4.и, наконец, бетонируется ствол трубы 5.4011 ембрана 4 прикрепляется к оболочкам с помощью закладных элементов ввиде арматурных стержней. Для стабилизации поверхности мембраны в нее45,.включены специальные ребра, обладающие изгибной жесткостью. Фундамент работает следующим образом.Внешняя 1 и внутренняя 2 оболочки, распределяя между собой действующие на ствол трубы 5 продольную силу, изгибающий момент и...
Колонна термоизолированных труб

Номер патента: 1609940
Опубликовано: 30.11.1990
Авторы: Бабьюк, Мельничук, Чернов
МПК: E21B 17/00, F16L 59/00
Метки: колонна, термоизолированных, труб
...потери энергиитеплоносителя, и центратор 10, предотвращающий нарушение теплоизоляционного слоя 9 при сборке и эксплуатации колонны, внешние секции труб 45соединены резьбовой муфтой 11, Пространство между резьбовой муфтой 11и муфтой 7 для уменьшения теплопередачи заполняется теплогерметиком 12,При подаче теплоносителя в колонну, при повышенных температурах и давлении, происходит нагрев в первуюочередь внутренних труб 3, муфт 7с цилиндрическими герметичными вставками 8 и герметизирующих колец 6.Поскольку вставки 8 и кольца 6 изготовлены из материала с большим коэффициентом линейного расширения, то вместе их соприкосновения с трубами вставками 8. Кольца 6 и вставки 8выполнены из материала с коэффициентом линейного теплового...
Резьбовое соединение труб

Номер патента: 1609942
Опубликовано: 30.11.1990
МПК: E21B 17/04, F16L 15/00
Метки: резьбовое, соединение, труб
...- ниппель с резьбовой нарезкой и примыкающей к ней кольцевой канавкой и насечкой на ее дне; на фиг.З - уплотнительные кольца с выступами на резьбовой по верхности.Резьбовое соединение труб вклкча ет в себя ниппель 1 и муфтовую часть 2, На муфтовой части и на ниппеле выполнена резьбовая нарезка 3 и 4 соответственно. Уплотнительное кольцо 5 размещено в кольцевой канавке б, примыкающей к резьбовой нарезке ниппеля, Уплатнительное кольцо снаружи выполнено с резьбовой поверхностью 7, профиль которой совмещен с резьбовой наружной 4 ниппеля, т,е, резьбовая поверхность 7 уплотнительного кольца является продолжением резьбовой нарезки 4 ниппеля, На дне кольцевой канавки выполнена насечка 8, а профиль впадины 9 резьбовой нарезки муфтовой части 2...
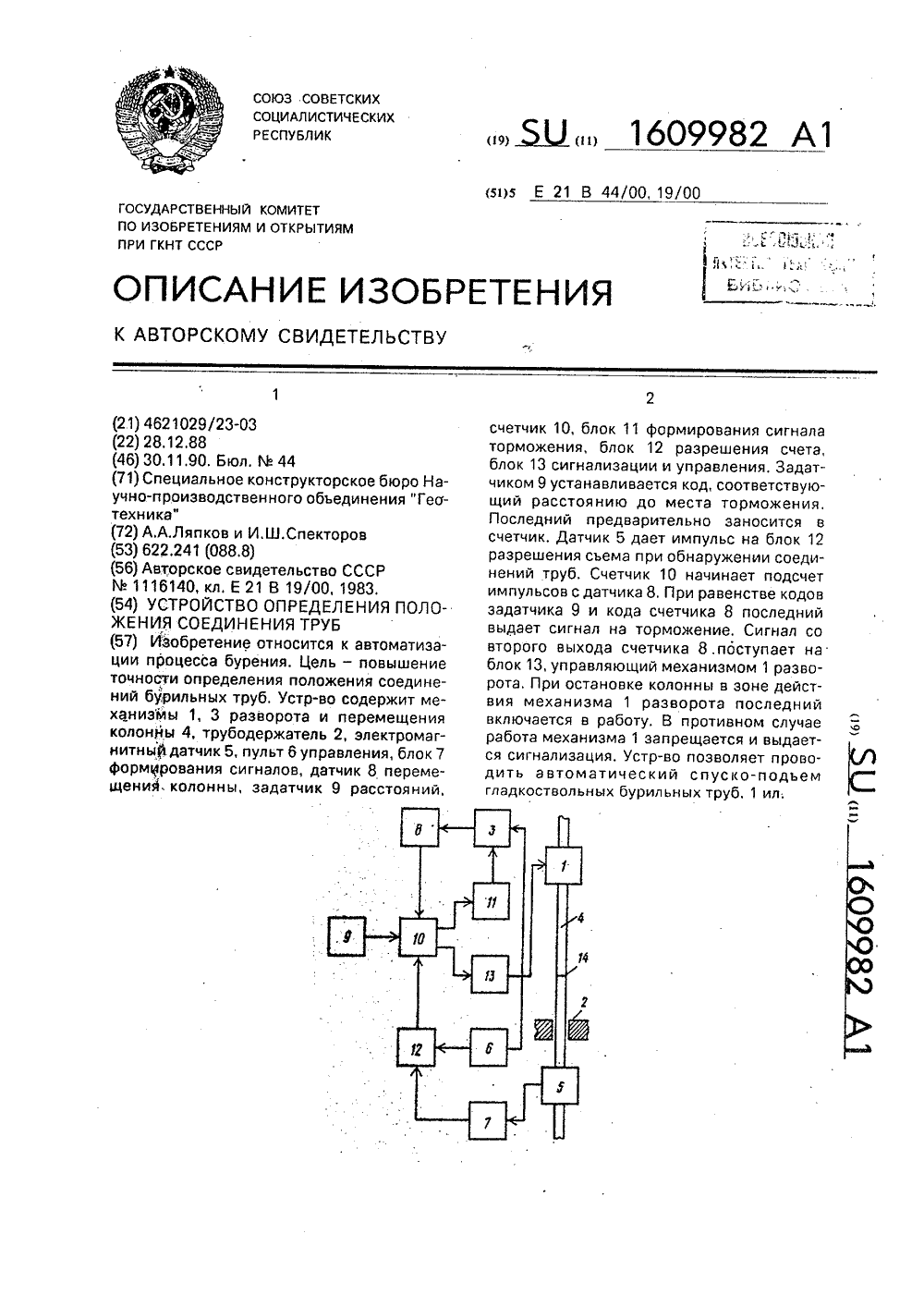
Устройство определения положения соединения труб
Номер патента: 1609982
Опубликовано: 30.11.1990
МПК: E21B 19/00, E21B 44/00
Метки: положения, соединения, труб
...соединен с 35механизмом 3 перемещения колонны, выход которого соединен с входом датчика 8перемещения колонны. Второй выход счетчика 10 соединен с входом блока 13 сигнализации и управления, выход которого 40связан с механизмом 1 разворота колонны.Устройство работает следующим образом.При включении на пульте 1 управлениябуровой установки операции "Подъем" механизм 3 перемещен 1 ля начинает подъем колонньь Одновременно блок 12 разрешениясчета выдает необходимые подготовительные команды счетчику 10, а датчлк 8 перемещения колонны подает импульсы, 50каждый из которых соответствует перемещению колонны на определенныл отрезок,При прохождении через электромагнитныйдатчик 5 резьбового соединения бурильныхтруб сигнал датчика 5 поступает на...
Способ определения верхней границы прихвата колонны труб

Номер патента: 1609991
Опубликовано: 30.11.1990
Авторы: Искендеров, Мишиев, Рипп, Степанян, Черняев
МПК: E21B 47/09
Метки: верхней, границы, колонны, прихвата, труб
...и третьей муфтами, а величина между импульсами от первого, затем второго локаторов дает разность расстояний между локаторами и между первой и второй муфтами. Эти величины записываются в запоминающий блок 10 в двоичном коде,При достижении верхней границы интервала измерения производят спуск локаторое муфт 1 и 2 на глубину, соотввтствующую началу первого измере 30 35 40 Отрицательным импульсом с блока 6 управления обнуляется счетчик 8 муфт, логической единицей с блока б управления вычислитель 9 переводят в режим измерения длин труб, а запоминающий блок 10 - в 5режим записи.При подъеме локаторов 1 и 2 муфт дат, чик 5 глубины преобразует перемещение , локаторов в последовательность импульсов, пропорциональных длине, причем каж , дому...
Центратор для сборки трубопровода из самонапряженных железобетонных труб большого диаметра

Номер патента: 1610181
Опубликовано: 30.11.1990
МПК: F16L 1/036
Метки: большого, диаметра, железобетонных, самонапряженных, сборки, труб, трубопровода, центратор
...цилиндр. Для совмещения отверстий 26 трубопровода и монтируемого кольца 6 его поворачивают совместно с опорой 10 гидроцилиндром 11,2 з.п. Ф-лы, 3 ил. К торцу скобы 1 крепится направ=ляющая 22 (Фиг. 1), под которой расположен конечный выключатель 23, управляющий работой гидроцилиндра 3при монтаже трубопровода 24.В нижней части рамы 7 имеетсясерьга 25 для присоединения (принеобходимости) другого крюка грузоподьемного устройства,Устройство работает следующимобразом.В зависимости от внутреннего диаметра монтируемого кольца 6 винтами14,18 устанавливается требуемое расстояние между фиксаторами 1 5 и 20.Центратор подвешивается на крюк грузоподьемного устройства (кран, вертолет и т.п,) за проушину 4 и вводится в монтируемое кольцо 6 до...
Соединение труб

Номер патента: 1610185
Опубликовано: 30.11.1990
МПК: F16L 23/00
Метки: соединение, труб
...содержит уплотняемые 15симметричные Фланцы 1 и 2, приваренные к газопроводу 3, упругую прокладку 4, силовые стяжные элементы,кольца 5 и 6, болты 7, шайбы 8 игайки 9. 20Предлагаемое устройство работает,следующим образом.При сближении фланцев 1 и 2 спомощью колец 5 и 6, стягиваемыхболтами 7 с шайбами 8 и гайками 9, 25осуществляется герметизация стыкаразъемного соединения, Под действиемсилы, возникающей от разрежения вгазопроводе 3, происходит дополнительная герметизация соединения, чему 30оспособствует, наличие уклона 2 - 1 Ояна фланцах 1 и 2 от центра к периферии, а также вырезов П-образной фор-мы по внутреннему диаметру Ч-образной упругой прокладки 4, обеспечивающих ее податливость. Причем при втягивании прокладки 4 в...
Устройство для ультразвукового контроля труб со стороны внутренней поверхности

Номер патента: 1610367
Опубликовано: 30.11.1990
Авторы: Зинчак, Карпаш, Молчанов, Футерко
МПК: G01N 29/04
Метки: внутренней, поверхности, стороны, труб, ультразвукового
...вставить устройство внутрь контролируемого изделия 23. После этого отпускают подвижную Ручку 14, пружина 12 Расп рямляется и преобразователи 3 прижимаются к внутренней поверхности трубы 23. Затем с помощью эксцентрикового зажима 9 прикрепляют устройство 1 к трубе 23, для чего поворотом рычагов 20 поворачивают эксцентрики 19, установленные на втулках 18, сидящих на осях 1, зафиксированных шплинтами 2 1, После закрепления устройства на трубе 23 по кабелю 16 подают электропитание к ультразвуковым преобразователям 3 и включают реверсивный двигатель 2 который через червячнуюпередачу 8 вращает взаимодействующийс ходовой гайкой 5 ходовой винт 4,шаг которого, в частности, .совпадает с шагом контролируемой резьбы 24. Контроль производится...
Устройство для испытания на износ труб

Номер патента: 1610401
Опубликовано: 30.11.1990
Авторы: Гуляков, Ефремов, Лукашенко, Мастушкин, Санников
МПК: G01N 3/56
...на опорах 3, основной нагружающий элемент 4, выполненный в виде эксцентрикового ролика, установленного на оси 5. Устройство смонтировано на основании 6 с закрепленными на нем дополнительными нагружающими элементами 7. Кроме того, устройство содержит вал 8 и привод 9 вращения. В отверстия 10 дисков 1 устанавливаются контробразцы 11, выполненные в виде кольцевых кпнтртел (модели промежуто чной опоры). В отверстия контробразцов устанавливаются образцы 12 (трубы). Устройство работает следующим ОбраЗОМ,Включается привод 9 вращения, Через вал 8 вращение передается на диски 1, которые, совместно вращаясь вокруг оси Ь вращения. перемещают образцы 12 и контробразцы 11 г 1 О окружности. В ходе такого перемещения образцы 12 последовательно...
Способ разбраковки труб из аустенитных материалов

Номер патента: 1610417
Опубликовано: 30.11.1990
Авторы: Абрамович, Бордюговский, Рябова, Смелова, Стасенко
МПК: G01N 27/82
Метки: аустенитных, разбраковки, труб
...и характера дефекта от объемного содержания дельта-Феррита в магнитных пятнах: отсутствию дефектов в материале соответствует 2,5% и менее 40 объемного содержания дельта-феррита, наличию несквознцх и сквозных трешин в материале соответствует 3% объем- кого содержания дельта-феррита, а наличию сквозных трещин в материале соответствует 3-4% объемного содержания дельта-феррита.Как указано выше выделившийся дельта-Феррит в отличие от немагнитного аустенита обладает Ферромагнитными свойствами и его присутствие в стали .можно определить, а количество измерить с помощью Ферритометров.Ферритометр предварительно тарируется на контрольных образцах с объемным содержанием дельта-Феррита 2,5, 3 и 4%. Дпя этого колпачком 9 его ус.танавливают на...
Устройство для ультразвукового контроля труб

Номер патента: 1610429
Опубликовано: 30.11.1990
Авторы: Гавриш, Гольдин, Кольцов, Рапопорт
МПК: G01N 29/04
Метки: труб, ультразвукового
...а также засчет крепления ползунов 7 и 8 толькок верхним или только к нижним ветвямтросов 18 и 19 перемещение ползунов 407 и 8 с преобразователями 9 произво;.дится в одну сторону, производя контроль трубы 22 на установленную ширину прозвучивания. После того, как ползун 9 коснется одного иэ ограничителей 21, происходит остановка реверсивного привода 10 и включение привода 4,который поворачивает трубу 22 на определенную ширину прозвучивания и останавливается, Одновременно включаетсяреверсивное вращение привода 10, иультразвуковые преобразователи 9 начинают перемещаться в обратную сторону,контролируя изделие 22 по следующейполосе прозвучивания,Формула и з о б р е т ения Устройство для ультразвукового контроля труб, содержащее основание,...
Способ холодной прокатки многослойных труб

Номер патента: 1611470
Опубликовано: 07.12.1990
Авторы: Кузнецов, Лисовский, Масальский, Нечмырь, Панченко, Саламанина, Эсаулов
МПК: B21B 21/00
Метки: многослойных, прокатки, труб, холодной
...прокатки конусностью, При выборе конусности оправки учитывают многослойность заготовки и определяют ее величиной, равной 0,00025 (3-(п/игде п - количество слоев заготовки. 1 табл,бах-слоях, сборка м безоправочное волоч аметру, достаточным ров, удаление смаз правка и обварка зад вой шовной машине.Подготовленную товку прокатывают н катки труб р конической оправке по ходу прокатки кон которой учитывают товки и определя ют атку с переднего конца и). Наличие конусности ет в очаге деформации1611470 Диаметр заднего конца оправки выполняли с учетом заданной конусности, Длина заготовки 2500 мм,Результаты опытных прокаток приведе ны в таблице.Анализ приведенных в таблице данныхпоказывает, что расход металла сокращается при использовании оправки с...
Устройство для прессования труб с внутренним утолщением

Номер патента: 1611484
Опубликовано: 07.12.1990
Авторы: Гайворонский, Прокопьев
МПК: B21C 23/08
Метки: внутренним, прессования, труб, утолщением
...иглы находится в контейнере во внутренней полости заготовки, а бурт 7 иглы, выполненный между ступенями, размещен на уровне калибрующего по 1611484яска матрицы. Бурт 7 иглы предназначен для обеспечения перемещения иглы передним торцом выпрессовываемого изделия в процессе деформирования, а также для фиксации иглы в момент формирования утолщения. В полости контейнера установлена эластичная втулка 8, например, из резины, причем ее высоту и диаметры выбирают с учетом размеров заготовки и утолщения трубы. Эластичная втул ка преобразует часть осевого усилия, расположенного соосно с контейнером пресс-штемпеля 9, в радиальное усилие обжатия трубы за счет повышения давления в материале втулки.Устройство работает следующим образом.Устанавливают...
Способ производства сварных труб

Номер патента: 1611486
Опубликовано: 07.12.1990
Авторы: Аксючиц, Ананьев, Лаптев, Мироненко, Фридман, Халамез
МПК: B21C 37/08
Метки: производства, сварных, труб
...более рационален с точки зренияаккумуляции тепла, чем перемещаемая полоса-штрипс,После нагревательной печи осуществляют доформовку незамкнутого профиля в 45трубную заготовку и сварку его кромок,токами высокой частоты, Поскольку доформовку незамкнутого профиля производят вминимальном количестве клетей (например, одной), то и потери тепла при доформовке также минимальны. Поскольку надоформовку поступает уже сформованныйна 180 - 270 прбфиль, то при доформовкепроисходит обеспечение малого угла схождения кромок, что необходимо для получения качественного сварного шва,Температура сварки 1350-1450 С.В таблице приведено обоснование диапазона углов сформованности незамкнутого профиля. Минимальный. перепад температуры между кромками ври...
Способ производства сварных труб

Номер патента: 1611487
Опубликовано: 07.12.1990
Авторы: Вдовин, Евсеев, Козинец, Лебедь, Машинсон, Пархомец, Петрунин, Прокопенко
МПК: B21C 37/08
Метки: производства, сварных, труб
...происходит существенный ростзерна, приводящий к снижению его пластичности. При ширине калибруемого участка кромок менее 0,4 ширины шва затрудненпроцесс стабильного калибрования в связис малой шириной калибруемого участка,В выражении для определения толщины прокалиброванного участка кромок значение величины Л для заданных способовсварки и свариваемого материала определяют экспериментальным путем,Например, для случая двухдуговойплазменной сварки труб иэ нержавеющейстали 08 Х 18 Т 1 величину Л определяют присварке труб размером 33 Х 1,5 мм,Для проведения эксперимента выбранрулон стальной полосы, толщина которойизменялась в пределах от 1,38 до 1,65 мм,Сварку труб проводят по режиму: ско-.рость сварки 1,7 м/мин; сила сварочноготока на первой...
Устройство для обработки труб

Номер патента: 1611501
Опубликовано: 07.12.1990
Автор: Максимов
МПК: B21D 7/02
Метки: труб
...9 и хвостовиком 10, а в нижней части станины выпол ". нен продольный паз 11 для размещения хвостовика 10 опорной колодки.Гибочный полушаблон 2 выполнен с выступом 12, имеющим рабочую поверхность 13, соответствующую рабо; чей поверхности опорной колодки, и установлен с возможностью поочере 1 1611501ного ввода рабочих поверхностен в рабочую зону, Держака 3 выполнена с двумя Фиксирующими пальцами 14 для поочередного крепления. в. рабочей зоне гбочного полушаблона 2 и отрезного ролика 15.. Устройство работает следующим образом.Для осуществления гибки трубы опорную колодку 8 удаляют из устройства. На державке 3 устанавливают гибочный полушаблон 2 выступом 12 вверх. Заготовку устанавливают на опорные ролики 5 и перемещением што"., ка 4...
Устройство для развальцовки концов труб

Номер патента: 1611518
Опубликовано: 07.12.1990
Автор: Зенкович
МПК: B21D 41/02
Метки: концов, развальцовки, труб
...снабжен пуан с ном 3. В полости цилиндра 1 расположены направляющие 4, закрепленные гайкой 5. В наклонных пазах направляющих устан влены клиновые зажимные кулачки 6 с возм жностью осевого перемещения. Кулачки 6 с помощью радиальных направляющих (не показаны) связаны с кольцом 7, чем обеспечивается возможность радиального перемещения кулачков 6 в плоскости кольца 7. Ца боковой поверхности кольца 7 выполнены радиальные отверстия 8 с закреплен нЫми в них стержнями 9, которые размещены в продольных пазах 10 полого цилнндра 1. Свободные концы стержней установлены в кольцевом канале 11 гайки 12, установленной на цилиндре 1 на резьбе. Щирина профиля выступов резьбы на гайке 12 меньше ширины профиля впадин на цилиндре 1 при условии равенства...
Способ прокатки ребристых труб для теплообменных аппаратов и устройство для его осуществления

Номер патента: 1611529
Опубликовано: 07.12.1990
Авторы: Кирпичников, Лялин
МПК: B21H 3/08
Метки: аппаратов, прокатки, ребристых, теплообменных, труб
...углом 0 и 360(при и=360 - нет дискретности, при ,=0 - нет внутренних ребер).С целью устранения влияния оправкина характер дефоомации диск 5 внутреннего оребрения расположен на расстоячии 1,= (2 - 3) В от торца оправки, где В ширина диска.Устройство работает следующим образом, Гладкая трубная заготовка 1 задается ввалки 3 с дисками наружного оребрения 4, которые производят накатку наружного винтового профиля с шагом Т, Профильный кулачок 5, отстоящий от торца оправки 8 на расстоянии 1 во время вращения периодически находит своим рабочим участков 6 на межреберную впадину и выдав.ливает стенку трубы, образуя внутренний прерывистый винтовой профиль с шагом внутреннего оребрения:где О - диаметр максимального диска наружного оребрения, мм;д -...
Устройство для механической обработки кромок труб

Номер патента: 1611601
Опубликовано: 07.12.1990
Автор: Петров
МПК: B23D 21/06
Метки: кромок, механической, труб
...4, Совмещая торец втулки 7 с .олной из рисок в пазу поворотного корпуса 4, устанавливают режущие пластины 6 на заданный угол а обработки кромки. При работе устройства резьбовая втулка 7 удерживается от проворота в корпусе 4 стопорным пружинным кольцом 10.Используя олну из рукояток 25 и однуиз направляющих 15 (если труба расположена в горизонтальном направлении), 20 поднимают устройство и подают его вдольоси трубы. При этом торец трубы раздвигает поворотные рычаги 18, поджатые пластинчатыми пружинами 22 в сторону оси трубы, в пазах диска тарельчатого 21.Одновременно пластинчатые пружины 22 поджимают эксцентриковые спаренные кулачки 19 в пазах поворотных рычагов 18. Г 1 ри дальнейшем перемещении устройства сменную втулку 8 вводят в...
Устройство для автоматической сварки неповоротных стыков труб

Номер патента: 1611627
Опубликовано: 07.12.1990
Авторы: Морозенко, Наринский, Шангин
МПК: B23K 9/10
Метки: автоматической, неповоротных, сварки, стыков, труб
...на первом или втором выходе датчика 3 положения сигнала с нуле 5 10 15 20 25 30 35 40 15 50 55 вым уровнем. Этот сигнал с выхода первого элемента И 8 проходит через инвертор 15 и открывает второй элемент И 11, на который поступает разрешающий сигнал с второго выхода блока 4 программного управления. Если был запрограммирован режим коррекции (поиск точки А), то на втором входе второго элемента И 11 появляется сигнал с уровнем логической единицы. Это приводит к формированию сигнала высокого уровня на втором входе аналогичного коммутатора 6. Указанный сигнал переключает коммутатор 6 на прием сигнала с его третьего входа. В результате на выходе аналогового коммутатора 12 появляется аналоговый сигнал требуемой полярности для...
Установка для сварки неповоротных стыков труб

Номер патента: 1611661
Опубликовано: 07.12.1990
Авторы: Волошин, Лукьяненко, Остиловский
МПК: B23K 31/02
Метки: неповоротных, сварки, стыков, труб
...вращения планшайбы 4 посредством шестерни 16, входящей в зацепление с шестернями барабанов, осуществлено соединительнойй а рмату рой 18. Подача сва рочного тока от источника питания до горелки 5 производится через разъем неподвижной и подвижной части кабеля 11, выполненный в виде подпружиненной щетки 19 и вращающегося стержня 20, установленного на изоляторах 21. Механизм центровки труб 2 состоит из пневмоприжимов 22 и 23, убирающегося упора 24, подвижной 25 и неподвижной 26 призм. Управление работой установки осуществляется с пульта 27 управления, перекрытия сварных швов - маятниковым выключателем 28 и конечными выключателями 29 и 30.В начале работы (в исходном положении) гибкий шланг 10 с кабелем 11 и трубопроводами 12 уложен в...
Способ изготовления оребренных труб

Номер патента: 1611679
Опубликовано: 07.12.1990
Автор: Злобин
МПК: B23P 15/26
Метки: оребренных, труб
...сплава также равна 25-40 мкм, Затем осуществляют сборку труб 1 с ребрами 2, при которой ребра 2 отбортаванными отверстиями. насаживают на трубы 1 с небольшим зазором (0,05-0,1 мм) в соединении. После сборки трубы раздают изнутри механическим способом (дарнуют), обеспечивая плотное соединение труб 1 с отбортавками ребер 2. Собранную и прадорнованную трубу (пучок труб) помещают в печь с температурой 200- 230 С на время 5 - 7 мин, причем в печи собранную трубу устанавливают вертикально. В результате нагревания оловянно1611679 Формула изобретения Составитель А.СушкинЗаказ 3800 Тираж 600 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5...
Способ нанесения стеклянных покрытий на внутреннюю поверхность труб

Номер патента: 1611987
Опубликовано: 07.12.1990
Авторы: Аникаев, Куликов, Набиуллина, Сапронова
Метки: внутреннюю, нанесения, поверхность, покрытий, стеклянных, труб
...порошка на остальных участках поверхности трубы осуществляют при ее вращении и шунтировании дуги при условиях,укаэанных в .таблице. Толщина наносимых покрытий составляет 3-4 мм, 15Как видно из данных таалицы, адгезия покрытий является достаточно высокой при осуществлении предлагаемого способа.Повышение адгезии покрытии обусловлена тем, чта при осуществлениипредлагаемого способа возникают эг 5 гктрамагнитные силы вследствие Вза 5 мадействия протекающего тока с собственным магнитным полем. Величина этих )5сил определяется, в. част 5 Осты., плотностью тока протекающего через расплав Окоьгти Прк .- сущгствленик способаПра 55 СХадКТ П,О 55 а.: .5 гц 5 г ОСНОВЫ На глу:цн,; .,; , " 51 , 5, "; гкг электра;агнитых с:"1 л Вызь:вагт ра."Вцик...
Способ очистки внутренней поверхности труб теплообменника и устройство для его осуществления

Номер патента: 1612200
Опубликовано: 07.12.1990
Автор: Лежава
МПК: F28G 1/16
Метки: внутренней, поверхности, теплообменника, труб
...труб скорости теплоносителя, Для возобновления режима нормальной эксплуатации распределитель 1 О переводится в исходную позицию. Сочетание четырехлинейного распределителя с шариками, помещенными в коллектор, позволяет производить избирательную очистку достаточно быстро - продолжительность этой операции не превышаетмин.1 редлагаемый способ очистки внутренней поверхности труб теплообменника реализуется следующим образом. Путем двукратного изменения направ. ления движения теплоносителя производят избирательную промывку одной группы труб пучка, что занимает время менеемин. Ввиду значительной тепловой инерции технологического оборудования, постоянная времени нагрева которого может составить от нескольких десятков до сотен минут, изменение...
Устройство для контроля углов поворота при гибке труб

Номер патента: 1612205
Опубликовано: 07.12.1990
Авторы: Камнев, Луганцев, Попов, Теплов, Шальнев
МПК: G01B 5/24
Метки: гибке, поворота, труб, углов
...шабг:Ом г:бочцой мацицц, поворотные магнитные блэки 18 измерит="ьцого устройства рукояткой 24 устацдвливаОтся в положение г)тклюцсцо;, что соответствует повороту магнитных баскоп 18 ца 80, и измерительное устройство снимается с трубы, Трубогибочндя маги ца совсрцдет операцию гибки в горизонтальной плоскости, 11 ри цеоб- ХОДИМОСТИ ВЫПОЛ ЦСЦИ и ЕСКОЛЬКИХ ГРОСТРДН- ственцых гибов цикл повторяется для каждо го гиба (фиг, 8).Устройство используется при переустановке трубы 25 цд сдюц и -1: -. в то., слцде, если гибы пр.)язв,"-т,л э, )й - ;,.:,.",;, При этом угл.;,.з; - д сь )с;. )с-ей -1;,-в принимдотся;,г; ;, "= 20 Ций В УСТРОС ;. 111)С ., 0 ",- Ц Д ът ;ОР ЦОСИТЕЛЬЦО ОС: . , .г .,СС,:,)чв - г";уцае невоз)10 и;" .:, -;). т,д цд...
Способ определения параметров осевой прокатки труб

Номер патента: 1612237
Опубликовано: 07.12.1990
Авторы: Бача, Боев, Воевода, Игошин, Кащеева, Кириченко, Лодыгин, Межирицкий, Олейник, Сериков, Фельдман, Хаустов, Штанько
МПК: G01N 3/28
Метки: осевой, параметров, прокатки, труб
...имЕнных деформаций (утонения и утолщения стенки) на участке с минималь 5 ной упрочняемостью используют для выбора оптимальных параметров прокатки, позволяющих без промежуточной термообфаботки достигнуть максимальных ст 6 пеней деформации.П р и м е р. Образец трубы 45 х х 35 мм из Ст. 10 прокатывают на конус до размера 25 х 1,0 мм с оправкой, имеющей конусность 2 йд р 6 = 0,035. За 1 гем образец редуцируют без оправки до наружного диаметра 25 мм. После этого на шлифе, вырезанном из образца устанавливают, что минимальная тв рдость металла имеет место на участ е с суммарной степенью деформации 30 40 Е при соотношении относительных де.ормаций по диаметру и по толщине стенки в пределах 1,3-1,.7. УстановСпособ определения параметров осевой...
Способ холодной пилигримовой прокатки труб

Номер патента: 1613209
Опубликовано: 15.12.1990
Авторы: Боев, Дубоссарский, Король, Кружнов, Ламин, Попов, Фельдман
МПК: B21B 21/00
Метки: пилигримовой, прокатки, труб, холодной
...меньше 4 раз,то в этом случае не будет происходитьполного разупрочнения металла, позволяющего осуществить дальнейшуюдеформацию (без разрушения металла),Любое число чередования указанныхопераций боль 1 пе 4 раз дает эффектразупрочнения и число это практическиопределяется механическими свойствами металла. Оцнако, как показывает .практика, больше 7-8 раз чередованияэтих операций осуществлять нецелесообразно, Нижний предел увеличения 10 15 20 25 30 35 40 45 50 55 числа чередования выше указанных операций в каждом последующем ряду роликов выбран исходя из полученногоэффекта разупрочнения. Если же числоэтих чередований будет больше 3 раз,то эффект разупрочнения исчезнет,Выбор числа чередования также зависитот механических свойств...
Способ изготовления электросварных прямошовных труб

Номер патента: 1613213
Опубликовано: 15.12.1990
Авторы: Дозорцев, Панюшкин, Свидовский
МПК: B21C 37/08
Метки: прямошовных, труб, электросварных
...11- К 6) илиниже этой оси, как показано на Фиг. 1(при этом Ьв главна или несколькобольше высоты 1.и профиля нижней частизаготовки),(3) Н = 1 в + . Н = О с в у меньшается) пэ высоте я при этом не происходит соответствующего перемещения,металла, В результате точкасхождения сваряваемых кромок трубной заготовки вс гда располагаетсямежду валками сварочного калибра ирасплавленный металл беспрепятствен -но выдавливаегсл в грат. не ббразуядефектов в сварном щве (соединении),тем самым обеспечивается улучшениекачества сварного соединения.Отсутствие в профиле заготовкипрямолинейных участков повышает устойчивость к-. эмок Формуемой заготовки. Весь периметр части профиля с щелью Формуется по радиусу, Кроме того, расстояние междуцентрами рэди...