Патенты с меткой «труб»
Устройство для навивки арматуры на изделия типа сердечников железобетонных труб

Номер патента: 1384695
Опубликовано: 30.03.1988
Авторы: Биргауз, Измайлов, Орлов, Тарасов, Шматов
МПК: E04G 21/12
Метки: арматуры, железобетонных, изделия, навивки, сердечников, типа, труб
...следующим образом. 30Привод 1 вращает изделие 2 на которое с помощью каретки 4 производится укладка проволочной арматуры 5,сматываемой с бухтодержателя З,Натяжение арматуры 5 происходит при прохождении ее между натяжными роликами 9и 10. При этом давление в силовом цилиндре 15 на тележке 6 с помощью регулятора 16 устанавливают таким, чтобы развиваемое цилиндром 15 усилие было рави 40но требуемому усилию натяжения арматуры 5.В процессе работы устройства возможны два случая нарушения равновесия изделий.45Усилие напрягаемой арматуры становится меньше заданного. В этом случае усилие силового цилиндра 15 становится больше усилия от натяженияарматуры и тележка 6 начинает переме-:щаться вправо, а следящий ролик 1450при взаимодействии с плитой...
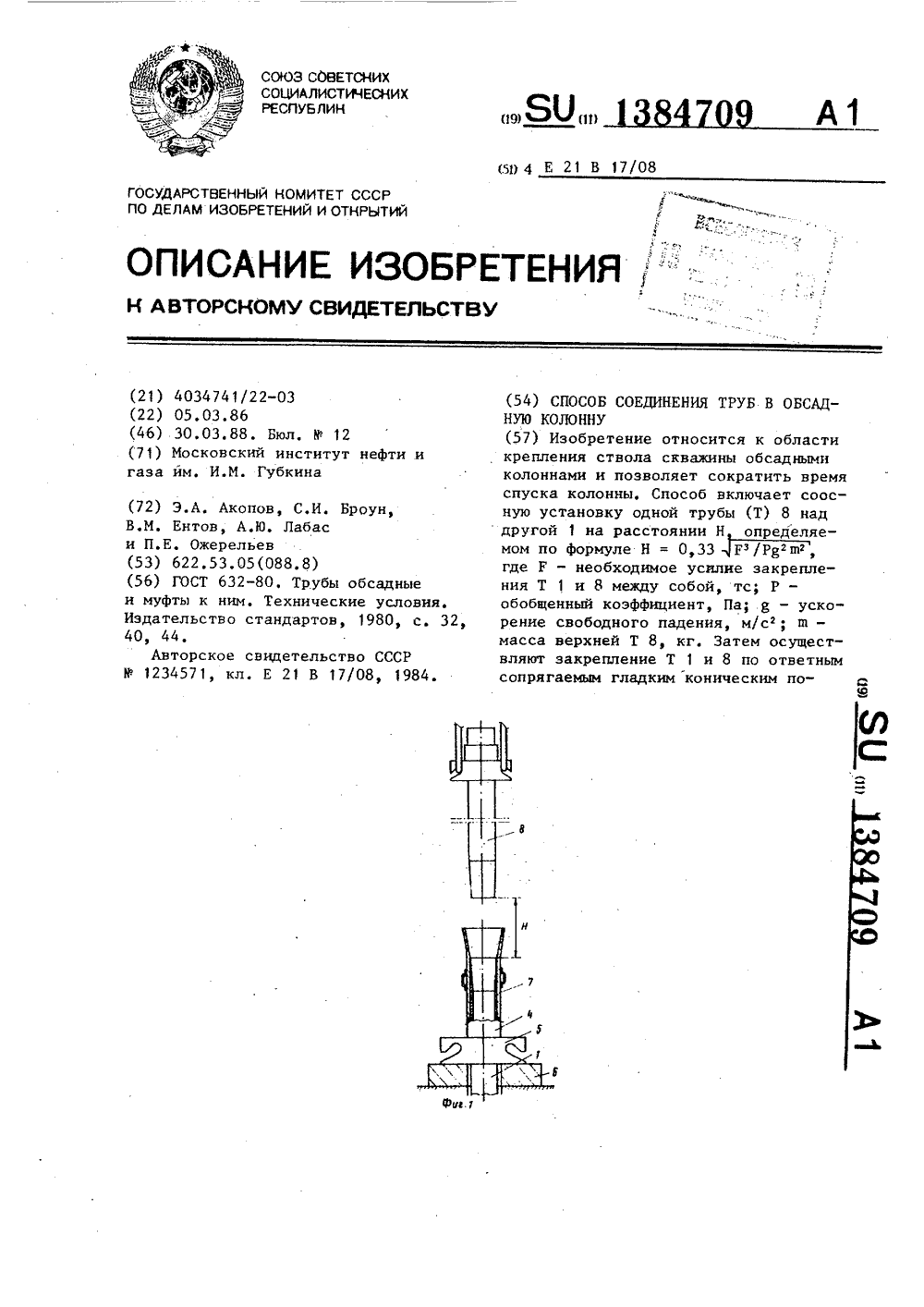
Способ соединения труб в обсадную колонну
Номер патента: 1384709
Опубликовано: 30.03.1988
Авторы: Акопов, Броун, Ентов, Лабас, Ожерельев
МПК: E21B 17/08
Метки: колонну, обсадную, соединения, труб
...остальных труб осуществляется аналогично. Колонную головку для производ" "ства дальнейших работ можно устанавливать на трубах при помощи аналогичных соединений с малой копусностью.1384709 Конструкция обсадной трубы изображена на фиг. 2, Обсадная труба 1 состоит из тела ниппельного конца 2 муф-тового конца 3 и упорного кольца 4,Муфтовый 3 и ниппельный 2 концы выполняются беэрезьбовыми (т,е. гладкими) с конусностью в пределах от1:50 до 1:200. Упорное кольцо 4 имеет толщину на 10-20 мм больше диамет ра тела трубы, устанавливается подмуфтой наглухо методом горячей посадки .и служит опорным элементомпри промежуточных операциях. Соеди-,нительные концы термическому упрочнению не подвергаются.П р и м е р . В скважину, пробуренную на воду...
Элеватор для подъема и вращения труб

Номер патента: 1384712
Опубликовано: 30.03.1988
Авторы: Бугаков, Дьяков, Сапунцов, Юрьев
МПК: E21B 19/06
Метки: вращения, подъема, труб, элеватор
...выступов 7профильного участка шпинделя 3. Кроме того, кулачки 10 выполнены с упорами 13 в виде роликов, которые с попощью пружин 14 постоянно прижимаются к проушинам 5, имеющим криволинейные пазы 15 под упоры 13,Элеватор работает следующим образом,При необходимости спуска. труб вскважину или наращивании колонны бурильных труб очередной трубой, размещенной горизонтально на стеллаже(не показан), элеватор опускаетсяв нижнее положение и его корпус 1переводится в горизонтальное положение. В этом случае траверса 4 находится на гладкой цилиндрическойчасти 6 шпинделя 3 и выступы 7 шпинделя 3 находятся выше пазов 8 траверсы 4,При отклонении корпуса 1 от вертикального положения проушины 5 поворачиваются вокруг оси и своими криволинейными пазами...
Машинный ключ для бурильных труб

Номер патента: 1384713
Опубликовано: 30.03.1988
Авторы: Милехин, Парсаи, Подсекаев
МПК: E21B 19/16
Метки: бурильных, ключ, машинный, труб
...икорпус 2, в свою очередь, шарнирносоединены с рычагом 1 посредствомосей 17 и 18.Ключ имеет защелку 19, шарнирноустановленную в корпусе 2 на оси 20и имеющую подвижный упор 21, перемещаемый с помощью винта 22.Корпус 2, челюсть 3 и поворотнаяпланка 9 снабжены сухарями 23 длязахвата бурильных труб.Рычаг 1 натяжным тросом 24 соединен со штоком пневмоцилиндра (на чертеже не показан), а в случае выполнения привода 13 в виде пневмодвигателя имеет на конце вертлюжок 25 дляподачи воздуха по воздуховоду 26. 50Наличие поворотного 4 и регулиро"вочного 6 клиньев позволяет .произво"дить регулировку положения планки 9относительно тела трубы в зависимостиот ее диаметра путем вращения винта8. При этом регулировочный клин 6,перемещаясь в ту или иную...
Способ освобождения прихваченной колонны труб

Номер патента: 1384721
Опубликовано: 30.03.1988
Авторы: Аниськовцев, Мыслюк, Тишкин, Ясов, Ясова
МПК: E21B 31/03
Метки: колонны, освобождения, прихваченной, труб
...пачку газа (воздуха) 5 длиной 35Ь от устья и, закрывая превентор 6,изолируют затрубное пространство отатмосферы. Далее продавкой насосамитребуемого объема промывочного раствора 7 через колонну труб 4 перемещают 40ванну 2 вверх на высоту Ь сжимаяпачку газа 5 на устье скважины. Приэтом, по мере закачки промывочногораствора, давление жидкости в зонеприхвата 3 увеличивается за счет сжатия пачки газа 5, что интенсифицирует процесс проникновения жидкостнойванны в приствольную часть пласта,а значит, и в область контакта прихваченной колонны труб со стенкой50скважины.После продавки заданного количества раствора останавливают насосы ивнутренее пространство колонны труб 4сообщают с атмосферой. Под давлением сжатой пачки газа 5 жидкостнаяванна...
Устройство для герметизации тепловых труб

Номер патента: 1384910
Опубликовано: 30.03.1988
Авторы: Гутфрайнд, Олефиренко, Сенин, Стасевич, Шелег, Шмелев, Шумейко
МПК: F28D 15/02
Метки: герметизации, тепловых, труб
...предприятие, г,Ужгород, ул.Проектная, 4 Изобретение относится к теплотехнике, а именно к технологии изготовления тепловых труб,Цель изобретения - повышение качества герметизации.На чертеже изображено устройство для герметизации тепловых труб, продольный разрез.Устройство содержит корпус 1 с осью 2 вращения и размещенную по оси с одного из торцов коническую вы емку 3, снабженную на рабочей поверхности ребрами 4, размещенными вдоль образующих конуса, угол при вершине которого заключен в интервале 5060 . Вершина 5 выемки 3 выполнена скругленной и смещена относительно оси 2 вращения на 0,0720,096 наибольшего диаметра конической поверхности выемки 3. Вершина 5 сопряжена с конической поверхностью выемки 3 притирочным поясом 6,...
Устройство для разметки соединений несоосных труб

Номер патента: 1384924
Опубликовано: 30.03.1988
Авторы: Баламутов, Спирин, Чернякин
МПК: G01B 5/24
Метки: несоосных, разметки, соединений, труб
...соответственно перпендикулярно осям направляющих стержней 3, телескопической штанги 5, и рычагов 17, которые с одной стороны жестко соединены с колесами 14, а с другой - с пальцами 15 и 16 при помощи шарниров 18. Оси вращения зубчатых колес 14 и шарниров 18 в каждом узле выставки параллельны одна другой. Оси поворотных пальцев 16, из разных узлов выставки, установленных на телескопическойштанге 5, также параллельны одна другой,Разметка несоосных труб при помощи устройства происходит следующим образом.Соединяют направляющие стержни 3 с узлами базирования и разъединяют кольца 9, после чего узлы 1 устанавливаются на размечаемые трубы 19 и 20, при этом направляющие стержни 3 имитируют оси соединяемых труб 19 и 20, а телескопическая штанга 5...
Индуктор для локального нагрева зоны шва труб

Номер патента: 1385336
Опубликовано: 30.03.1988
Авторы: Будкин, Буртман, Иванов, Филиппов
МПК: H05B 6/40
Метки: зоны, индуктор, локального, нагрева, труб, шва
...типоразмеров труб.На фиг. 1 изображен индуктор,поперечное сечение; на фиг. 2 - токопроводящий шарнирИндуктор состоит иэ нескольких индуктирующих проводников 1 и симметричных им двух обратных проводников2 и 3, параллельных нагреваемой трубе 4. Проводники 1 электрически соединены с проводниками 2 и 3 перемычками, содержащими токоподводные 5 и6 и .шарниры, которые, в свою очередь,состоят из овальной шайбы 7 и оси 8, 20соединенных с индуктирующими 1 иобратными 2 и 3 проводниками. Всясистема проводников 1, 2 и 3 располагается по дуге 9, что обеспечиваетпостоянство зазора между ними и нагре ваемой трубой.Устройство работает следующимобразом,Индуктор размещается над нагреваемой трубой так, чтобы проводники 1 30проходили зоной нагрева...
Устройство для соединения труб

Номер патента: 1386041
Опубликовано: 30.03.1988
Автор: Ханс
МПК: F16L 13/14
Метки: соединения, труб
...кольцевой выступ 8 утолщением наружу. При напрессовке пресс-шайбы 4 гильза 3 деФормируется так, что материалгильзы в зоне утолщения выступа 8вытесняется радиально внутрь, приэтом концевая часть трубы 2 в этомместе приобретает углубление 9 испрессовывается с патрубком 1, создавая плотное соединение с герметичнымзамыканием,Пресс-шайба 4 на своем заднем конце имеет кольцеобразное утолщение10, выступающее внутрь, которое принапрессовке пресс-шайбы 4 на гильзу3 вытесняет радиально внутрь материал гильзы. При .этом появляется дальнейшее кольцеобразное углубление 11в концевой части трубы 2 и в патрубке 1 и происходит припрессовка этихдеталей на конце гильзы 3,Патрубок 1 выполнен из того жематериала, что и .трубы, и его цилиндрические...
Герметичное соединение для двух труб

Номер патента: 1386042
Опубликовано: 30.03.1988
МПК: F16L 37/02
Метки: герметичное, двух, соединение, труб
...цилиндрической поверхности концевогоуплотнительного кольца 12, при этомконец защитной оболочки 11 контактирует с поперечной поверхностью корпуса 14 кольца 8. В этом случае внешние зубья 27 и внутренние выступы 291386042 10 15 20 25 30 анкерного выступа 15 соответственноприжимаются к внутренней поверхностизащитной оболочки 11 и к внешней поверхности раструба 5 (радиальное сжатие анкерного выступа 15 между раструбом 5 и оболочкой 11), что позволяет одновременно обеспечить герметичность между нанесенным слоем 10 иоболочкой 11 и между раструбом 5 ислоем 10, а также эффективное противодействие возможному вырыванию анкерного выступа 15 из составной трубы 1, 2 благодаря перпендикулярным .сторонам выступов 29 и зубьев 27 пооси Х-Х. Затем после...
Устройство для наружного оребрения труб

Номер патента: 1386328
Опубликовано: 07.04.1988
Авторы: Варма, Вийк, Гончаров, Климов, Трошин, Шевяков
МПК: B21B 19/02, B21C 37/20
Метки: наружного, оребрения, труб
...удельных давлений при деформировании ребер, а при ширине более 1/2 расстояния между соседними ребрами мо жет наблюдаться возрастание энерго- силовых параметров прокатки и срыв ребер с накатываемой трубы.Размеры клиньев выбраны так, чтобы они воздействовали на заготовку единичными радиальными и осевыми обжатиями, которые принимаеются такими же, как и при поперечно.-винтовой про катке дисковым инструментом, а именно 0,1-0,25 мм - единичные радиальные 50 обжатия и 0,01-0,05 мм - единичные осевые обжатияУстройство работает следующим образом.Головка 1, вращаясь, захватывает заготовку 7, закрепленную с хвостового торца от вращения хвостовиком и подаваемую принудительно. После захвата отключают принудительную подачу и происходит...
Устройство для развальцовки труб

Номер патента: 1386337
Опубликовано: 07.04.1988
Авторы: Еланский, Мазаненко, Осипов
МПК: B21D 39/06, B21D 41/02
Метки: развальцовки, труб
...электрически связанныйс распределителем 12 подачи рабочейсреды, Полость меньшего поршня 6 соединена с атмосферой или сливной трубой (не показано) . В качестве распределителя 12 используется четырехходовой кран с электромагнитным приводом. Устройство работает следующим образом.Вальцуемую трубу 16 устанавливают внутри трубной доски 17. Затем заводят .цангу 8 в трубу 16 до касания дорном 1 ее торца и включают насос 13, направив распределителем 12 давление в полость между поршнями 5 и 6. Давление масла раздвигает поршни 5и 6, разжимая цангу 8 кулачком 10.Инструмент закреплен в трубе 16.Поршни дальше не раздвигаются, давление начинает толкать цилиндр 3 (корпус) вместе с дорном 1 на трубу 16,развальцовывая ее в трубной доске 17.В конце...
Устройство для раздачи и осадки труб

Номер патента: 1386338
Опубликовано: 07.04.1988
МПК: B21D 41/02
...сквозным отверстием 17 для удаления с рабочей зоныготовой детали. На питателе 8 установлен отсекатель 18 труб, перекрывающий окно 19 питателя, через которое на верхнюю плоскость 20 зажимнойполуматрицы подаются обрабатываемыеизделия (заготовки ) 21, На столеоппозитно опорным стержням 12 с их 45противоположных сторон закрепленыупоры 22 и 23. Под столом установлена приемная тара 24,Рабочий цикл начинается с раскрытия полуматрицы 4, В момент окончания р а скрытия з аго товка 21 скатывается на опорные стержни 12, которые от воздействия упоров 22 выдвигаются в сторону опорной полуматрицы 3 иперекрывают часть ширины щели междуполуматрицами, а отсекатель 18 полностью перекрывает окно 19 в питателе 8, При обратном ходе полуматрицы 4 заготовка...
Ножницы для резки труб

Номер патента: 1386385
Опубликовано: 07.04.1988
Авторы: Дубинский, Кирвалидзе, Онищенко, Сильченко
МПК: B23D 15/00
...повышение качества реза на ножницах длярезки труб,На фиг,1 изображена общая схеманожниц для резки труб; на фиг,2 -положение суппортов в момент реза;на фиг.З - вид А на фиг.1; нафиг.4 - вид Б на фиг.2; на фиг.5 -вид В на фиг.2; на фиг.6 - вид Г нафиг.З; на фиг,7 - вид Д на фиг,З,Ножницы для резки труб содержатверхний 1 и нижний 2 суппорты с ножами 3 и 4, имеющие профилированныеотрезные калибры, образующие разрезающий канал 5, Обращенные друг кДругу поверхности обоих суппортов1 и 2 выполнены ступенчатыми и снабжены формообразующим коническим калибром 6, расположенным в ответныхступенях супнортов 1 и 2. Со стороны подачи расположен прижим 7, а спротивоположной стороны - упор 8Ножницы для резки труб работают следующим образом,При...
Ванна для охлаждения пластмассовых труб

Номер патента: 1386482
Опубликовано: 07.04.1988
Авторы: Александров, Колесник, Корпухов
МПК: B29C 47/90, B29C 47/94
Метки: ванна, охлаждения, пластмассовых, труб
...сетичерез вентиль 17 не выше уровня расположения нижних рабочих трубок 5Вентиль 17 закрывают, а рабочие трубки 5 поворачивают в муфтах 15 и ориентируют отверстия 6 в радиальном,тангенциальном или промежуточном направлениях по отношению к поверхностипластмассовой трубы 20,Трубу 20 пропускают через отверстие 11 коллектора 4, через камеру 7для удаления остатков хладагента, выводят из ванны через выходное отверстие 3 и подают на перфоратор или намоточное устройство (не показаны).Для охлаждения трубы 20 включаютнасос 13. При.этом насос 13 забираетчерез патрубок 14 хладагент из корпуса 1 ванны и нагнетает его черезпатрубок 12 в коллектор 4. Из коллектора 4 хладагент поступает в рабочиетрубки 5. Так как торцы рабочих трубок 5 на...
Способ изготовления труб

Номер патента: 1388132
Опубликовано: 15.04.1988
Авторы: Акчурин, Богатов, Васев, Мижирицкий, Павлов, Попов, Шадрин
МПК: B21C 1/24
Метки: труб
...поверхности, Такое деформирование приводит к циклическомуразупрочнению металла, к значительному повышению пластических свойств,что позволяет повысить разовые обжатия и производительность процесса,Выбор параметров осуществленияспособа подтверждается экспериментальным путем. Осуществляют деформацию труб из сплава 157, Стан позволяет осуществлять проталкиваниеметалла через волоку и вращать оправку с различными соотношениями ско 1388ростей. Оправка имеет трехзаходную винтовую нарезку с шагом винтовой линии Б = 5 мм. Глубина канавок составляет 1,0 мм. Волока имеет угол рабочего конуса 16 , Рифления на наружную поверхность труб наносят продольной прокаткой в роликах, В ходе экспериментов изменяют соотношение скоростей ч и ы , угол...
Способ изготовления спиральношовных труб

Номер патента: 1388134
Опубликовано: 15.04.1988
Авторы: Вердеревский, Иванов, Сергеенков
МПК: B21C 37/12
Метки: спиральношовных, труб
...ножницами (до обжатия); на Фиг.3 - кромка полосы пос ле обжатия роликами.Способ осуществляется следующим образом.Исходную полосу 1 с обрезанными дисковыми ножницами (не показаны) кромками 2 и 3, имеющими по длине переменных размеров и Формы заусенцы 4, выступы 5 и впадины 6, задающей машиной 7 подают в формующее устройство 8, где из нее формуют трубную заготовку 9. Перед Формовкой кромки 2 и 3 нормально их торцам,подвергают обжатию роликами 10 и 11. Прижатие роликов 10 и 11 к кромкам 2 и 3 осуществляют гидроцилиндрами12 и 13.Усилие прижатия Р, создаваемоегидроцилиндрами, выбирают таким, чтобы устранить имеющиеся на торцах кромок 2 и 3 заусенцы 4 и шероховатостй(выступы 5 и впадины 6),Сформованные встык кромки 2 и 3,сходящиеся под углом...
Устройство для резки тонкостенных труб

Номер патента: 1388203
Опубликовано: 15.04.1988
Авторы: Жикленков, Подойницын
МПК: B23D 21/00
Метки: резки, тонкостенных, труб
...пазах направляющих 24 установлены ползуны 28, снабженные с боковых сторон пальцами 29, на которых установлены ролики 30, входящие в спиральный паз между витками гребня 5 на плите 4. На ползунах 28 закреплены ножи 31, выполненные в виде многорезцовых пилообразных пластин, режущие которых образуют ступени с длиной 1, не менее половины длины окружности разрезаемой трубы. Разница по высоте Й между соседними ступенями определяется глубиной резания. Шаг спирали гребня 5 (соответственно и паза между гребнями 5) выбирается приближенно равным длине окружности среднего диаметра из ряда типоразмеров разрезаемых труб. Отверстия в дисках 25 выполнены попарно диаметрально противоположными, причем межцентровые расстояния 1 ь 1, 6 в каждой паре...
Устройство для резки тонкостенных труб

Номер патента: 1388204
Опубликовано: 15.04.1988
Авторы: Жикленков, Подойницын
МПК: B23D 21/00
Метки: резки, тонкостенных, труб
...стенка 22 которого расположена под углом а к оси вращения. На рейке 16 закреплены кронштейны 23, 24 со смонтированными на них регулируемыми упорами 25, 26, взаимодействующими с ползуном 17 в крайних положениях рейки 16,В продольных пазах обоймы 14 установлены ползуны 27, 28, снабженные с боковых сторон пальцами 29 с роликами 30, входящими в спиральные пазы между витками гребней 5 на плите 4, На ползунах 27, 28 закреплены ножи 21, 32, выполненные в виде многорезцовых пилообразных пластин, режущие кромки которых образуют ступени длиной 1. не менее половины длины окружности разрезаемой трубы. Разница по высоте Й между соседними ступенями определяется глубиной резания. Шаг 1 спирали гребней 5 выбирается равным длине окружности...
Устройство для фасонной резки труб

Номер патента: 1388217
Опубликовано: 15.04.1988
МПК: B23K 7/04
...с возможностью взаимодействия со штангами 7 и 8.Струбцина 18 установлена в пазу 17 с возможностью перемещения и фиксации ее винтом 38.Устройство работает следующим образом.Предназначенная для обработки труба 2 укладывается на роликоопоры 3 рамы 1. Пе 2ремещением струоцины 18 в направляющем пазу 17 кривошипа 16 устанавливается требуемое расстояние Н от опорной поверхности струбцины до оси вращения криво- шипа, определяющее получение заданного угла среза.Размер Н определяется по формулеР.Н = - (1 - ф д а),2где Рв - внутренний диаметр трубы;г - число зубьев шестерни 26;г - число зубьев шестерни 28;и - требуемый угол реза.После перемещения подвижной опоры 9 по скалкам 10 и 11 к торцу трубы и перемещения струбцины 18 по скалке 12 в...
Система управления двухпозиционного станка плазменной обрезки труб

Номер патента: 1388218
Опубликовано: 15.04.1988
Авторы: Волозин, Заславский, Марголин
МПК: B23K 7/04
Метки: двухпозиционного, обрезки, плазменной, станка, труб
...20 25 30 35 40 вычитаюш,ий вход первого реверсивного счетчика 4, При обнулении первого реверсивного счетчика 4 включается первый триггер 7, оканчивая перезапись импульсов, соответствующих времени реза Т в третий реверсивный счетчик 6. После поступления команды Включение перекладывателя из блока 1 управления импульсы с второго генератора 3 через элементы И 13, ИЛИ 16 и И 15 поступают на вычитающий вход третьего реверсивного счетчика 6 и одновременно поступают на вычитающий вход второго реверсивного счетчика 5. При обнулении второго реверсивного счетчика 5 включается второй триггер 8. Импульсы на вычитающий вход третьего реверсивного счетчика 6 больше не поступают и в счетчике остается записанным количество импульсов, соответствующее...
Экструзионная головка для изготовления труб из полимерных материалов

Номер патента: 1388306
Опубликовано: 15.04.1988
Автор: Бондаренко
МПК: B29C 47/22
Метки: головка, полимерных, труб, экструзионная
...ролика 17 с указательной стрелкой18, закрепленного с возможностью перемещения в пазу 16 на металлическомполукольце 19, установленном с возможностью вращения в кольцевой проточке 20, выполненной в упорной гайке 11. По внутренней поверхностиупорного кольца 9 выполнен кольцевойвыступ 21 для фиксации в нем калибровочной шайбы 8, Головка снабжена гайкой 22.Головка работает следующим образом.В бункер шприц-машины (не показаны) подают смесь полимерных материалов. Шнек (не показан) подает этусмесь через входное отверстие 2 корпуса 1 в головку, Через крестовину 5с закрепленным на ней дорном 6 смесьпоступает на конический участок 7,выполненный на дорне 6 в направлениивыходного отверстия 3 корпуса 1. Затем через формующий канал 12, образованный...
Устройство для непрерывного изготовления труб из армированных пластмасс

Номер патента: 1388310
Опубликовано: 15.04.1988
Авторы: Божко, Голованевский, Данильцев, Соловьев, Шопен
МПК: B29C 53/56
Метки: армированных, непрерывного, пластмасс, труб
...3 цилиндрическую поверхность, контактирующую в нижней зоне с формуемой трубой и расположенную эксцЕнтрично относительно оси оправки 3. Сектора 10 соединены между собой через тела 11 качения и периодически контактируют с упором 12, закрепленным фиксаторами 9 на стойке 4 в зоне зазора между трубой и подвижными секторами 10, Устройство снабжено узлом 13 подачи связующего, укладчиком 14 армирующего материала и нагревателем 15.Устройство работает следующим образом.На вращающуюся в подшипниках 2 консольную самоподающую оправку 3 подают с узла 13 подачи связующее и с укладчика 14 армирующий материал, 445 образуя трубу (которая под воздействием нагревателя 15 частично отверждается), непрерывно сходящую с оправки 3 и совершающую в силу этого...
Устройство для очистки внутренней поверхности труб

Номер патента: 1389890
Опубликовано: 23.04.1988
МПК: B08B 7/00
Метки: внутренней, поверхности, труб
...стержня 27, запрессованного в дер.жатель 28, возвратной пружины 29, наружного предохранительного кожуха 30 с отверстиями 31, внутреннего кожуха 32 с отверстиями 33, Фланца 34 для сборки рабочего органа, крепежных 5 винтов 35, обтекателя 36, уплотнительного фартука 37, переходного патрубка 38, опорных роликов 39, центрирующих устройство в трубе 40.Устройство работает следующим образом.Через штуцер 10 сжатый воздух попадает в корпус 1, приводя во вращение турбинку 11 с валом 12 и далее,проходя через отверстия 14 задней опоры 13, поршня 15 и через отверстия 21 передней опоры 20, по патрубку 38попадает в воздухораспределитель 22, который вращается вместе с валом 12. При этом полость воздухораспределителя 22 при совпадении отверстий 23 и...
Устройство для очистки наружной поверхности труб

Номер патента: 1389892
Опубликовано: 23.04.1988
Авторы: Бутенко, Вдовенко, Гетманова, Голованчиков, Тябин
МПК: B08B 9/023
Метки: наружной, поверхности, труб
...иена из материала, плотность которого меньше плотности жидкости. Радиальные пазы 3 соединены с внешней поверх-. ностью кольцевого корпуса 1 отверстиями 6 для промывки радиальных пазов 3 для избежания заклинивания в них втулок 4Корпус 1 устройства свободно установлен в межтрубное пространство наружной 7 и внутренней 8 труб,Устройство работает следующим образом.В межтрубное пространство труб У и 8 подается поток рабочего агента- жидкости, Поток, попадая на рабочие лопасти 2, заставляет корпус 1 перемещаться вдоль оси и вращаться. Под действием центробежной силы втулки 4, имеющие положительную плавучесть с жестко закрепленными в них очистными элементами 5, двигаются в радиальном направлении в радиальных пазах 3 от периферии к центру. При...
Способ изготовления труб

Номер патента: 1389897
Опубликовано: 23.04.1988
Авторы: Данилин, Лебединский
МПК: B21C 23/08
Метки: труб
...перемещении оправки относительно стенок гильзы металл стенок выходит из зацепления с неровностями на наружной поверхности оправки, что существенно снижает усилие, необходимое для извлечения оправки из полости гильзы.Дополнительное перемещение оправки можно совместить с операциями прямого выдавливания или прошивки дна гильзы, для чего в неподвижной плите выполняется отверстие соответствующей формы.Пример. Для изготовления трубы из стали размерами и 750 Х и 605 длиной 3000 мм прошитую гильзу размером Я 930 Х К Я 605 длиной 2100 мм проталкивают оправкой и 605 мм через кольцевые калибры и 860, 810, 785 и 765 со степенью деформации соответственно 21, 19, 14 и 14 О в каждом кольце, Длина гильзы после окончания протяжки 3800 мм. Температура...
Способ изготовления спирально-шовных труб

Номер патента: 1389898
Опубликовано: 23.04.1988
Авторы: Вердеревский, Иванов
МПК: B21C 37/12
Метки: спирально-шовных, труб
...полосы 1, например появлении у полосы серповидности с вогнутой кромкой 2 и при отсутствии регулирования процесса формовки происходит самопроизвольное изменение параметров формуемой трубной заготовки (траектория движения кромок 2 и 3 показана штрихпунктирными линиями 1 и 11, фиг, 3). В этом случае передняя (правая) кромка 2 стремится формоваться на радиус, меньший номинального, а задняя (правая) кромка 3 - на радиус, больший номинального. Конус- ность участка промежуточной формовки увеличивается (угол р увеличивается). Это приводит к изменению условий схождения кро.мок: точка первоначального контакта кромок смещается вдоль шва по направлению движения полосы, увеличивается величина осадки кромок, а вследствие увеличения перекоса торцов...
Машина для калибровки концов труб

Номер патента: 1389899
Опубликовано: 23.04.1988
Авторы: Горячев, Губинский, Друян, Камагин, Козловский, Липовецкий, Минтаханов, Перчаник, Толпин, Финагин
МПК: B21C 37/30, B21D 41/04
Метки: калибровки, концов, труб
...торца трубы состоиз из демпфера 19, расположенного за роликами 3, и толкателя 20 с приводом от гидроцилиндра 21. Толкатель 20 расположен в оси 16 механизма калибровки и проходит через паз, выполненный вдемпфере 19.Механизм зажима и вращения трубы состоит из шпинделя 22, в пазах которого установлены губки 23, опирающиеся на конусную втулку 24, перемещаемую в осевом направлении гидроцилиндрами 25. Привод вращения шпинделя состоит из электродвигателя 26 и редуктора 27.Устройство работает следующим образом, Труба по рольгангу (не показано) задается через шпиндель 22 в роликовый калибр до упора в демпфер 19. После команды на гидроцилиндр 21 толкателя 20, который устанавливает торец трубы в рабочее положение и рольганг отключается. Труба...
Оправка для гибки труб

Номер патента: 1389904
Опубликовано: 23.04.1988
Авторы: Артемов, Воробьев, Першин, Свотнев, Ткачев
МПК: B21D 9/01
...упоры10, установленные в клиновых пазах 5. 25Клиновые упоры 10 имеют на торце выемки11 для размещения хвостовика 4 соседнегозвена. Трос 7 закреплен на крайних звеньяхс помощью накладки 12 с одной стороныи винта 13, гайки 14 и болта 15 с другойстороны. Угол наклона р клиновых упороввыполняют больше угла трения. Оправка работает следующим образом.В момент сборки оправки с трубой 16 трос 7 с помощью гайки 14 ослаблен и клиновые упоры 10 под действием сил от упругих напряжений в разрезках кольца 9 выведены из клиновых пазов 5. При этом кольца 9 располагаются относительно внутренней поверхности трубы 16 с зазором, не препятствуя прохождению оправки внутрь трубы. Затем с помощью гайки 14 натяги вают трос 7, перемещая клиновые упоры 10...
Автоматический захват для труб

Номер патента: 1390164
Опубликовано: 23.04.1988
Авторы: Абдрашитова, Караманешт
МПК: B66C 1/42
Метки: автоматический, захват, труб
...5, имеющим зубчатый сектор, который посредством оси 6 шарнирно прикреплен к раме 1. 25 Зубчатый сектор рычага 5 взаимодействует с малым зубчатым колесом 7, сидящим на одной оси 8 с большим зубчатым колесом 9 и жестко с ним скрепленным. Большое зубчатое колесо 9 взаимодействует с другим малым зубчатым колесом 10, сидящим на одной оси 11 с маховиком 12, а малое колесо 13 блока-шестерни взаимодействует с большим зубчатым колесом 14, сидящим на одной оси 15 с кривошипом35 16, передающим тяговое усилие при помощи жестких тяг 17 на захватные рычаги 18.Автоматический захват для трУб Ра" 40 ботает следующим образом.При опускании траверсы на груз (трубу) стержень-тяга 4, за который захват подвешивается на крюк грузо- подъемной машины, давит...