Половцев
Способ изготовления оребренных радиаторов из труб и устройство для его осуществления

Номер патента: 1813605
Опубликовано: 07.05.1993
Авторы: Дмитриев, Дьяков, Михеев, Половцев, Трубачев, Якимович
МПК: B21D 53/02, B23P 15/26
Метки: оребренных, радиаторов, труб
...значение угла поворота режущего инструмента (планшайбы) (фиг. 8);- фактор, учитывающий вращениетрубы и планшайбы;- - попутное вращение.Известно также (Справочник по элементарной математике, механике и физике // поверхностью косого среза 12 (фиг. 4). причем последняя выполнена так, что ребра 17постепенно (фиг, 5-7) отгибаются до угла90 по отношению к поверхности трубы 15,5 Планшайбу 13 вместе с резцом 14 вращают с угловой скоростью ор, а поворотную .оправку 16 с трубой 15 рращают с угловойскоростью в, при этом заготовку 15, установленную на столе 3, перемещают в осе"0 вом направлении, причем вр М, Резец14 периодически входит в контакт с заготовкой 15 и при этом подрезается одно ребро17. Пока заготовка 15 повернется на угол...
Инструмент для получения ребристых трубчатых радиаторов

Номер патента: 1764835
Опубликовано: 30.09.1992
Авторы: Михеев, Половцев, Чижов
МПК: B23B 27/00
Метки: инструмент, радиаторов, ребристых, трубчатых
...поверхностей 4 и 5 в заявляемом инструменте позволяет получить необходимый запас материала лезвия 2 для выполнения у его выходного края участка 6 с закругленным профилем поперечного сечения нужного размера и формы за счет увеличения длины и толщины лезвия у этого края по сравнению с известным инструментом, имеющим конические переднюю 4 и заднюю 5 рабочие поверхности, при сохранении необходимой кривизны и шага дуги режущей кромки 3, Кроме того, благодаря такому выполнению рабочих поверхностей, лезвие у своей вершины по всей длине участка 6 является изогнутым в продольном сечении в направлении к продольной оси инструмента. Это позволяет избежать при вдавливании участка 6 в материал теплообменника в процессе нарезания ребер их отрыв,...
Гидрат гидроокиси графита и способ его получения

Номер патента: 1761665
Опубликовано: 15.09.1992
Авторы: Верхотуров, Назаренко, Подчерняева, Половцев, Уминский, Цветников
МПК: C01B 31/00
Метки: гидрат, гидроокиси, графита
...кипячения продукта,Высушенный при 110 С продукт имеет состав, мас.%: С 91,85 + 0,5; Р 0,7 + 0,2; 0 остальное, что соответствует формульному составу С 24(ОН) 0,6 Н 20,Таким образом, оптимальными вариантами осуществления способа являются варианты, описанные в примерах 1 - 3, Осуществление способа по примеру 6 позволяет получить соединение нужного состава, однако проведение гидролизакипячением (без предварительной отмывкиповерхностных С-ионов водой при комнатной температуре) очень длительно, в связис чем нецелесообразно,Проведение процесса гидролдиза притемпературе ниже 100 С (пример 4) или выше 110 ОС (пример 5) не позволяет получитьпродукт, отвечающий составу С 24(ОН)хН 20, где х = 0,1 - 1.ГГГ - черный электропроводящий...
Способ электроэрозионного упрочнения

Номер патента: 1759578
Опубликовано: 07.09.1992
Авторы: Верхотуров, Ипполитов, Назаренко, Подчерняева, Половцев, Уминский
МПК: B23H 9/00
Метки: упрочнения, электроэрозионного
...углеродных сеток,и взаимодействует с лэлектронами проводимости графитовых слоев, ГГГ - черный электропроводный кристаллический порошок с характерным металлическим блеском, слоистый, непрозрачный, обладает смазывающим действием, нерастворим в органических и неорганических растворителях, обладает повышенной адгезией к поверхности материалов различных классов.1759578 М и/и Износ, мкм/км Способ об аботки паве хности ЭЭУ сплавом ВК 6 М с обработкой поверхности ГГГ дои после ЭЭУЭЭУ сплавом ВК 6 М с последующей обработкой графитом ЭГ ЭЭУ сплавом ВК 6 МПредварительная обработка поверхности образца ГГГс последующим ЭЭУ сплавом ВК 6 МЭЭУ сплавом ВК 6 М с послед ющей об аботкой ГГГ 40 60 40 20 Составитель С,НикифоровТехред М,Моргентал Корректор...
Установка для изготовления многослойных листовых панелей

Номер патента: 1722750
Опубликовано: 30.03.1992
Авторы: Батов, Дмитриев, Исаченко, Михеев, Половцев, Фомин, Чудин
МПК: B23K 20/26
Метки: листовых, многослойных, панелей
...упругой деформации при сварке.Канал 11 в подвижной половине штампа служит для подачи газа в полость над диаф рагмой, а канал 12 - для подачи газа под диафрагму при закрытом штампе.Узел с инструментом 13 для ионной очистки свариваемых поверхностей листов 14 и 15 закреплен на трубчатых штангах 16 и 17,имеющих управляемый привод перемещения (не показан).Силовое смыкание и размыкание штампа осуществляется с помощью гидропривода плунжером 18, проходящим через вакуумную камеру 19, в которой этот штамп установлен. Формовка - калибровка осуществляется газом, вводимым через штуцер 20. Зтот штуцер служит также для подачи газа при сварке наружного листа 21. Для предупреждения разрывов формуемого листа 15 в углах в местах пересечения планок 3 в их...
Устройство для сварки

Номер патента: 1639925
Опубликовано: 07.04.1991
Авторы: Волков, Гезундгайт, Лапин, Половцев, Пришвин, Теплоухов
МПК: B23K 37/04
Метки: сварки
...механизм 15 смаховиком 16 для наклона оболочки ивинтовой механизм 17 с маховиком 18для смещения оболочки в горизонтальной плоскости.Устройство работает следующим образом.В исходном положении центр поворота манипулятора совмещен с осью сварочного блока 2, ложемент 12 выведенв горизонтальное положение, а консоль 4 опущена в крайнее нижнее положение.Сферическая оболочка устанавливается на ложемент 12 и поворачиваетсявокруг оси сварочного блока 2. Затемложемент 12 вместе со сферическойоболочкой 7 с помощью винтового меха-.низма 15 маховиком 16 поворачивается 55по часовой стрелке, при этом осьфланца принимает вертикальное положение. подъема. Ложемент 12 оснащен винтовым приводом возвратно-поступательного перемещения в плоскости,...
Устройство для вварки врезных фланцев в цилиндрические оболочки с деформированием сварного шва

Номер патента: 1637993
Опубликовано: 30.03.1991
Авторы: Ануфриев, Волков, Гезундгайт, Половцев, Пришвин, Теплоухов
МПК: B23K 37/04
Метки: вварки, врезных, деформированием, оболочки, сварного, фланцев, цилиндрические, шва
...на консоли 4, устанавливаются соответствующие зажимные элементы для закрепления ввариваемого фланца 41 и базирования оболочки 42. Оболочка вводится в устройство при помощи переналаживаемой по высоте тецилиндрической оболочки .рычаги 38 и 39 тележки переставляются по высоте и фиксируются фиксатором 40, Выставка оболочки в горизонтальной плоскости производится при помощи домкратов 37. Консоль 4 при установке свариваемых элементов можно перемещать вдоль вертикальной стойки 1, Поджим оболочки к подкладочному кольцу 43 производится эа счет установочного перемещения сварочной головки 2 суппортом 3. Винтовым механизмом 10 сварочная горелка 9 выводится на траекторию движения вдоль свариваемого стыка 44 (фиг, 3), Узел 11 деформирования при...
Устройство для ротационной вытяжки тонкостенных оболочек

Номер патента: 1461562
Опубликовано: 28.02.1989
Авторы: Ершов, Косолапов, Михеев, Половцев, Яцюк
МПК: B21D 22/16
Метки: вытяжки, оболочек, ротационной, тонкостенных
...вдоль образующей пуансона с гарантироваьным зазором, например с помощью гидросуппорта по копиру, назначенным в соответствии с заданным законом распределения толщины стенки вдоль образующей изделия. Оси цилиндрических роликов 6 и 7 установлены на подвижной панели 11, перемещаются вдоль образующей пуансона параллельно с движением дополнительного деформирующего ролика 3, на протяжении всего процесса формообразования.Одновременно с началом процесса, в случае отступления от правила синуса в сторону уменьшения толщиньстенки детали, осуществляют отвод избыточного металла из очага деформации, Для этого необходимо, чтобы заготовка 15 совместно с пуансоном 1 вращалась по ходу часовой стрелки. В случае отступления от правила синуса в сторону...
Теневой прибор

Номер патента: 1421995
Опубликовано: 07.09.1988
Авторы: Агапов, Половцев
МПК: G01B 11/255, G01B 11/30, G02B 27/54 ...
...тень от экрана 4 при контроле детали 2 идеальной формы будет иметь вид прямых линий. Измерительный экран 5 установлен за плоскостью изображения источника 1 света в плоскости анализа теневой картины, т. е. в плоскости компенсации кривизны экрана 4, с возможностью перемещения его вдоль оптической оси измерения величины этого перемещения. Взаимная ориентация и размерные зависимости прямых на измерительном экране 5 и кривых на криволинейном экране 4 определяется, параметрами контролируемой детали 2 и схемой контроля. На фиг. 2 представлен вариант разметки экрана 5, где 6 - линии разметки, 7 линия световой апертуры, 8 - центр теневой картины,Теневой прибор работает следующим образом.Перед началом измерений точечный источник 1 света...
Универсальное приспособление для контроля предельных размеров деталей

Номер патента: 1337643
Опубликовано: 15.09.1987
Авторы: Князев, Култашов, Лепид, Половцев
МПК: G01B 3/24
Метки: предельных, размеров, универсальное
...насадке 4 и кинематически связанную со свободным концом поворотной планки 5 вторую микрометрическую головку 6, ось которой параллельна оси первой микрометрической головки 2. 1(роме того, изображены трещетки 7 и 8 микрометрических головок 2 и 6, ось 9, пружина 10, фиксаторы 11 и 12 и контролируемая деталь 13.Уциверсальное приспособление работает следующим образом.Поворотом трещетки 7 устанавливают насадку 4 на размер "НЕ" (не проходной), Поступательное движение насадкц 4 обеспечивается наличием шпонки (це показана), установленной в скобе 1, При вращении трещетки 8 поворотная планка поворачивается на оси 9 до установления размера "ПР" (проходцой). Пружина 10 постоянно поджимает поворотную планку 5 к микрометрической головке 6 и...
Штамп для изготовления полых деталей

Номер патента: 1324724
Опубликовано: 23.07.1987
Авторы: Горленко, Ершов, Казначеев, Косолапов, Михеев, Пашкевич, Половцев
МПК: B21D 22/00, B21D 41/04
...на кромку заготовки без ее смятия кромкой пуансона.После этого в штамп устанавливается заготовка, обжатая с одной стороны, центрируется необжатой кромкой по цилиндрическому пояску матрицы 1. Через отверстие с обжатого торца заготовки при опускании пуансона 3 во внутреннюю полость заготовки вводится прижим в нерабочем положении. Секторы 7 прижима сжаты и заходят один на другой (фиг. 1 а., 2 а) так, что прижим может свободно проходить через отверстие на обжатом торце детали. Затем перемещением толкателя 4 от воздействия пресса цилиндрический элемент 5 перемещается вниз до контакта с втулкой 6, Последняя при дальнейшем перемещении толкателя 4 раскрывает секторы 7 через шарниры 8 и тяги 9 до контакта секторов с кромкой заготовки, При...
Штамп для изготовления полых деталей

Номер патента: 1323178
Опубликовано: 15.07.1987
Авторы: Горленко, Ершов, Каслова, Косолапов, Орехов, Пашкевич, Половцев, Чернышев
МПК: B21D 22/00, B21D 41/00
...полости которого расположен поршеньб. Секционный прижим 3 опирается на 35толкатель 7 с основанием. Пространство между секционным прижимом 3 и пуансоном заполняют твердой сыпучей средой 8, которая, как и секционный прижим 3, является составной частью прижима штампа.Предлагаемый штамп работает следующим образом,Заготовку в штампе предварительнообжимают с одной стороны, при этом 45пуансон 5 должен иметь плоский толкающий торец упирающийся в кромку деформируемой цилиндрической заготовки(заготовка может быть обжата и с жестким прижимом), 50После этого заготовку устанавливают в штамп цилиндрической частью внаружную обойму 2 и центрируют в цилиндрическом пояске матрицы 1, Черезверхнее отверстие заготовки поочередио вводят секции прижим 3,...
Способ крепления образца

Номер патента: 1320698
Опубликовано: 30.06.1987
Авторы: Голованцев, Косолапов, Михеев, Половцев, Чижов
МПК: G01N 3/04
...образца в отверстие обоймы 3 без зазора. Затем расплав охлаждают до затвердевания, При охлаждении расплав 4 материала с отрицательным коэффициентом термического расширения стремится увеличить свой объем и, находясь в замкнутой герметичной полости обой.- мы 3, воздействует на образец с 30 удельным давлением, величина которого зависит от коэффициента термичес.кого расширения материала, объема кольцевой полости и градиента температур расплава 4 в момент установки образца и в момент их испытания,Дисперсный наполнитель, размещенный в расплаве, в качестве которого могут использоваться абразивный порошок, металлический порошок или другие с твердостью, превышающей твердость материала образца, внедряется в образец, что обеспечивает...
Защитный слой

Номер патента: 1294542
Опубликовано: 07.03.1987
Авторы: Косолапов, Михеев, Половцев, Чижов
МПК: B23K 20/14
...слояпри его толщине 0,03-0,6 мм при температурах и скоростях нагрева в процессе диффузионной сварки. При мень 25шей толщине слоя происходит приваркадеталей к оснастке в отдельных точкахна покрытой поверхности иэ-за внедрения частиц шпатлевки в объеме металладеталей при их сдавливании, а прибольшей толщине сплошность слоя нарушается иэ-эа растрескивания в ходенагрева. евых сплавов к оснастке. Составитель Т.Олесова Редактор А.Ворович Техред Л,Сердюкова Корректор И.МускаЗаказ 426/13 Тираж 976 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д,4/5 Производственно-полиграфическое предприятие, г,ужгорол, у 1.Проектная,4 Изобретение относится к сварке давлением, в частности к...
Способ высадки концов тонкостенных трубных заготовок

Номер патента: 1245392
Опубликовано: 23.07.1986
Авторы: Каримов, Каслова, Половцев, Резников, Туренок, Шарапов
МПК: B21J 5/08
Метки: высадки, заготовок, концов, тонкостенных, трубных
...на первом переходе, на Фиг,З - то же, после повторного обжима и осадки на втором переходе, на фиг.4 - то же, после окончательного обжима, дорнования по всей длине деформированной части и осадки на третьем переходе.Способ осуществляется следующимобразом.На трубной заготовке 1 путем обжатия матрицей 2 выполняют рельеф для ее зажима в деформирующей оснастке для исключения от осевого смещения при раздаче заготовки пуансоном 3, раздают заготовку, затем обжимают на участке 4, смежном с высаживаемым, на величину допустимого утолщения стенки трубной заготовки для данного перехода и осаживают в торец до заполнения кольцевых канавок 5 в матрице 6 и зазора между матрицей 7 и пуансоном 8 на высаживаемом участке 9. Для набора необходимой величины...
Защитный слой

Номер патента: 1237353
Опубликовано: 15.06.1986
Авторы: Казначеев, Кулага, Ливенко, Мельников, Половцев, Резников
МПК: B23K 20/18
...на поверхностях обшивок.Качество соединения повышается за счет отсутствия в составе покрытия каких-либо органических веществ, продукты сгорания которых могут осаждаться на свариваемых поверхностях.Надежность разделения участков заготовок, не подлежащих диффузионной сварке, повышается в результате увеличения адгезионной способности покрытия, так как оно наносится в виде расплавленных частиц, которые при нанесении на поверхность заготовки образуют прочную связь между собой и с поверхностью заготовки. Нанесенное покрытие не отслаивается и не отделяется от поверхности заготовок, что исключает сварку в тех местах заготовок где она недопустима. 3353 2Гофрообразование на поверхностяхобшивок уменьшается благодаря тому,что слой...
Способ изготовления многослойных панелей

Номер патента: 1232502
Опубликовано: 23.05.1986
Авторы: Казначеев, Ливенко, Половцев, Резников
МПК: B23K 11/10, B32B 31/04
Метки: многослойных, панелей
...гофрируют заполнитель 5, помещают его между заготовками обшивок 6 и соединяют с ними, например, контактной электросваркой в местах 7, т.е. в вершинах гофров заполнителя 5.Затем по контуру полученной панели устанавливают крепежные элементы 3 и герметизируют ее путем приварки крепежных элементов 3 аргонодуговой сваркой к заготовкам обшивок 6 по контуру панели. После этого по торцам панели устанавливают вкладыш 2, помещают ее в штамп, нагревают и через трубопровод 4 подают под давлением рабочую текучую среду, например газ, вовнутрь панели для ее раздачи. Во время раздачи обшивки 6 принимают форму гравюр 1 штампа, а гофры заполнителя 5 расправляются и вытягиваются, увеличивая свою высоту. По окончании раздачи сбрасывают давление...
Способ монтажа герметичных разъемных соединений

Номер патента: 1225958
Опубликовано: 23.04.1986
Авторы: Гущин, Половцев, Рожков, Свиридов, Чернышев
МПК: F16J 15/00
Метки: герметичных, монтажа, разъемных, соединений
...соединения штатными стяжными элементами, при этом контактирование сопрягаемых поверхностей происходит уже по другим точкам, что обусловливает упруго- пластическое деформ ирование поверхностных слоев соединяемых деталей, их более полное сближение, обеспечивающее повыше ние плотности стыка. Смещение сопрягаемых поверхностей после предварительного сжатия приводит к тому, что пластически деформированные и потому упрочненные микровыступы вступают в контакт с недеформированными участками поверхности ответ ной детали, имеющими меньшую твердость. Сжатие поверхностей после смещения обусловливает внедрение твердых микровыступов в мягкие зоны ответной поверхности, причем величина внедрения соизмерима с величиной сближения при предварительном...
Способ изготовления диффузионной сваркой многослойных цилиндрических деталей

Номер патента: 1215927
Опубликовано: 07.03.1986
Авторы: Казначеев, Ливенко, Половцев, Резников
МПК: B23K 20/14
Метки: диффузионной, многослойных, сваркой, цилиндрических
...при формовании многослойного цилиндрического пакета. На участки 3 листовой заготовки, не подлежащие соединению, наносят вещество, препятствующее диффузионной сварке. Листовую заготовку сворачивают в спираль на оправке 4 и приваривают ее конец 5 к предыдущему витку спирали, и таким образом, получают многослойный пакет.Оправку 4 с пакетом устанавливают в матрицу 6, герметизируют ее, нагревают пакет до температуры сварки, через трубопровод 7 подают в ее полость под давлением аргон и производят диффузионную сварку незащищенных участков заготовки между собой, а также нижней кромки пакета с последующим витком спирали. После сварки давление газа в полости матрицы 6 снимают, а сваренную заготовку подвергают раздаче до требуемой формы...
Способ получения кольцевых утолщений в листовом материале

Номер патента: 1214302
Опубликовано: 28.02.1986
Авторы: Глазков, Ершов, Ковалев, Ливенко, Половцев, Старостин, Чумадин
МПК: B21D 41/02, B21J 5/08
Метки: кольцевых, листовом, материале, утолщений
...может иметь одинарную или двойную кривизну, пробивают отверстие 2, например в штампе для пробивки, причем размеры отверстия из геометрических соображений определяются выражением радиус пробиваемого отвер. стия;наибольший радиус получаемого утолщения;высота утолщениятолщина исходной заготовки; меньший радиус получаемого утолщения (радиус получаемого отверстия),Затем периферию заготовки заневоливают, наПример, с использованием разъемной матрицы 3, содержащей два жестких кольца под действием травер-. сы пресса, осуществляется локальный нагрев материала в центральной части заготовки, путем подвода к заготов- кЕ жестких блокирующих элементов 4, предварительно нагретых с помощью нагревательных элементов 5, заполняют полость пробитого...
Способ исправления овальности деталей типа колец
Номер патента: 1201111
Опубликовано: 30.12.1985
Авторы: Патраков, Половцев, Устинов, Федоров, Хворостухин, Шишкин
МПК: B24B 39/00
Метки: исправления, колец, овальности, типа
...отклонения от круглости, поверхностному пластическому1201111 Составитель Ю. КурбатовРедактор Т, Парфенова Техред Т.фанта Корректор Л. Патай Заказ 7904/13 Тираж 768 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Изобретение относится к обработке деталей методом поверхностного пластического деформирования и может быть использовано при исправлении отклонения от круглости в виде овальности деталей типа колец.Цель изобретения - повышение качества обработки путем снижения отклонения от круглости.Способ заключается в следующем: деталь типа кольца с погрешностью изготавления в виде овала подвергают локальному...
Способ изготовления образца для испытания соединения на сдвиг

Номер патента: 1188574
Опубликовано: 30.10.1985
Авторы: Батулина, Казачков, Казначеев, Кулага, Ливенко, Половцев, Щербаков
МПК: G01N 3/24
Метки: испытания, образца, сдвиг, соединения
...соединения.Цель изобретения - повышение точности определения прочностных характеристик диффузионного соединения тонколистовых материалов.. На чертеже изображен образец для испытания диффузионного соединения 1 О на сдви.Способ осуществляют следующим образом. Пластины 1 и 2, вырезанные из тонколистового материала, располагают внахлест и соединяют диффузионной сваркой путем высокотемпературного воздействия в течение заданного времени. Изготавливают усилирающие накладки 3-6, одна пара накладок 3 и 6 которых имеет такую же длину, что и длина пластин 1 и 2 испытуемого соединения, а другая пара накладок 4 и 5 имеет длину меньше длины пластин. Материал для усиливающих накладок выбирают таким, чтобы температура диффузионного соединения пластин...
Способ изготовления многослойных панелей диффузионной сваркой

Номер патента: 1165546
Опубликовано: 07.07.1985
Авторы: Кулага, Нестеровский, Половцев, Щасливый
МПК: B23K 20/14
Метки: диффузионной, многослойных, панелей, сваркой
...пакет вваривают аргонодуговой сваркой трубопроводы 6 и 7 (фиг. 2) таким образом что аргон под давлением может подаваться независимо по трубопроводу 6 или7, Подготовленный к сварке пакет размещают в формообразующем штампе, состоящем из верхней 8 и нижней 9 матриц (фиг. 2и 3). Верхняя и нижняя матрицы снабженынагревательными элементами 10 (фиг, 3)и расположены между плитой 11 и плунжером 12 пресса (фиг. 2). Производят нагревверхней и нижней матриц до температуры,25 обеспечивающей эффект сверхпластичности(для титанового сплава ВТ 214 1 = 840 С),и приводят в действие пресс, между плитой 11 и плунжером. 12 которого сжимаютверхнюю и нижнюю матрицы. (Усилие пресса зависит от геометрических размеров панели в плане и от давления подаваемогов...
Стан для раскатки колец

Номер патента: 1159700
Опубликовано: 07.06.1985
Авторы: Васильев, Казакевич, Павлов, Половцев, Потапов, Терентьев, Финагин, Шапошников
МПК: B21H 1/06
...опорный ролик15, а на другом - роликовая. опора16, постоянно прижатая пружиной17 к кулачку 12, На каретке 3 диаметрально противоположно опорномуролику 15 на рычаге 18, шарнирноустановленном на каретке 3, размещен контрольный ролик 19,соединенный через пружину 20 с приводом 21.На станине 1 смонтирован узел 22внутреннего раскатного валка, состоящий из подшипниковых опор 23 и 24,одна иэ которых 23 - стационарная свалом 25, имеющим проточку 26, иприводом 27 разгона вала 25, а другая 24.- с внутренним валком 28, перемещаемая приводом 29 относительнокорпуса рычага 30,Рычаг 30 установлен шарнирно на станине 1 и оснащен приводом 31 поворота, противоположно которому на станине 1 установлен эксцентричный диск 32, находящийся в контакте с рычагом...
Монометр

Номер патента: 1155883
Опубликовано: 15.05.1985
Авторы: Дедков, Лашманов, Паклин, Половцев
МПК: G01L 11/00
Метки: монометр
...2 -внутренняя часть манометра,Манометр содержит корпус 1 (фиг. 1),внутри которого размещен чувствитель";ньй элемент 2, выполненный в видевоспринимающей внешнее давление упругой оболочки 3, и регистрирующееустройство 4, Внутри чувствптельногоэлемента 2 коаксиально установлены два упругих стакана 5 и 6, кольцевой магнит 7, Стаканы 5 и 6 состоят из двух изолированных одна от другой магнитомягких оболочек 8, 9 и 10, 11 (см, фиг. 2) со щелевыми пазами 12 и 13 на боковых поверхностях. Щелевые пазы (фиг, 1) оболочки наружного стакана 5 выполнены в продольном направлении, а щелевой паз 13 внутреннего стакана 6 выполнен по винтовой линии, причем внутренняя оболочка 9 (фиг. 2) наружного стакана 5 соединена магнитопроводом 14 с наружной оболочкой...
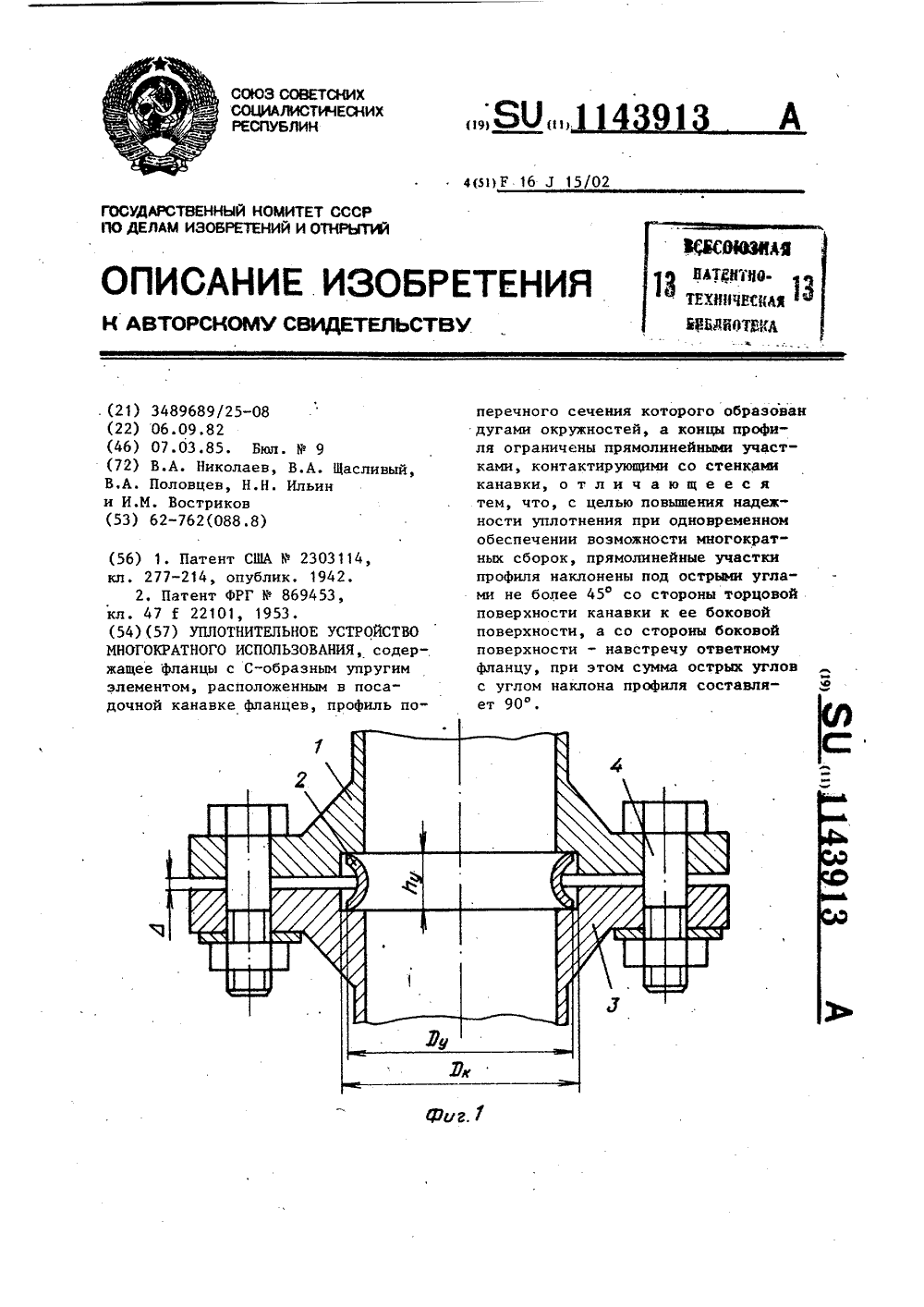
Уплотнительное устройство многократного использования
Номер патента: 1143913
Опубликовано: 07.03.1985
Авторы: Востриков, Ильин, Николаев, Половцев, Щасливый
МПК: F16J 15/02
Метки: использования, многократного, уплотнительное
...средней линии профиляк горизонтальной плоскости канавкифланца, К и р - углы наклона уплотнительных участков профиля к поверхности посадочной канавки; на фиг.3 -влияние углана ширину площадокконтактирования.Уплотнительное устройство содержит верхний фланец 1, уплотнительный С-образный элемент 2 и нижнийфланец 3. Затяжка соединения осуществляется болтами 4, расположеннымипо периметру фланцев. Герметизациясоединения осуществляется по основной 5 и вспомогательной 6 кромкам,последняя для надежной герметизациидолжна быть выше радиуса закрепления расточки фланца диаметром ДК.Устройство работает следующим образом.В начальный момент до затяжкисоединения имеется зазор между фланцами, высота уплотнительного элемента Ь превышает суммарную...
Способ изготовления многослойных панелей диффузионной сваркой

Номер патента: 1109293
Опубликовано: 23.08.1984
Авторы: Казначеев, Кулага, Половцев, Резников, Щасливый
МПК: B23K 20/14
Метки: диффузионной, многослойных, панелей, сваркой
...свойства панелей, а именно, аэродинамические свойст. ва и прочностные характеристики, из-за наличия складок на обшивках вдоль границ сварки с внутренним элементом. 5 10 15 20 25 30 35 40 Целью изобретения является улучшение эксплуатационных свойств панелей.Поставленная цель достигается тем, что согласно способу изготовления многослойных панелей диффузионной сваркой, состоящих из обшивок и наполнителя, при котором на участки листовых заготовок, не подлежащие соединению, наносят вещество, препятствующее сварке, листовые заготовки собирают в пакет, наг 1)евают, сдавливают, а после сварки производят раздачу сваренного пакета до требуемой формы, наружные листовые заготовки пакета предварительно упрочняют. Способ осуществляют...
Устройство для неразъемного соединения трубопроводов

Номер патента: 1035306
Опубликовано: 15.08.1983
Авторы: Ларин, Половцев, Черкасов, Щасливый
МПК: F15B 15/00
Метки: неразъемного, соединения, трубопроводов
...установленных параллельно гидроцилиндров, и нажимные элементы, один из которых жестко связан с корпусной деталью гидроцилиндра, а второй - со штоками гидроцилиндров 2.Недостатком этого устройства является невозможность соединения труб в труднодоступных местах из-за двухстороннего размещения по отношению к соединяемым трубам, гидроцилиндров привода, а также слож-. ность сборки и большие габариты.Целью изобретения является повышение надежности устройства путем исключения изгибающего момента, действующего на соединяемые трубопроводы, и сокращение габаритов. Указанная цель достигается тем, что в устройстве для неразъемного соединения тру бопроводов, содержащем гидравлический привод, выполненный в виде по меньшей мере двух установленных...
Неразъемное соединение трубопроводов из разнопородных материалов и способ его сборки

Номер патента: 1009570
Опубликовано: 07.04.1983
Авторы: Астапов, Горбунов, Половцев, Шикера
МПК: B21D 26/14
Метки: неразъемное, разнопородных, сборки, соединение, трубопроводов
...поля.трубы, выполняются две кольцевые " навки 3 и 4, образованные на фланце канавки 3 и 4, на торце фланца, об- трубы 2. Соединение только с вдавлеН ращенном к продолжению трубы 2, ным кольцевым выступом само может образован уплотнительный элемент в обеспечивать герметичность до несвиде осевого кольцевого треугольного кольких десятков сотен атмосфер. остроконечного выступа 5, а на дру. Если необходимо соединить материгом торце этого фланца выполняется алы однородные или с близкими по коническая поверхность 6, Внутренний своим прочностным характеристикам кольцевой радиальный выступ трубы 1 данные то в качестве кольцевого выможно изготовить .точением из толсто- ступа можно использовать специальную стенных трубчатых заготовок или чтобы...
Устройство для получения утолщений на трубах

Номер патента: 969414
Опубликовано: 30.10.1982
Авторы: Артамонов, Глазков, Горбунов, Ершов, Половцев, Щасливый
МПК: B21K 21/08
...известные устройства. Во внутренней полости матрицы помешается пуансон 3, а между ее частями расположена подпорная вставка 4, которая находится в контакте с подвижным упором 5. Две части матрицы соединены обоймой б. В зазоре между обоймой и матрицей расположен буфер 7, который может быть выполнен из пружин, полиуретана и других известных упругих материалов.Устройство работает следующим образом.969414 Формула изобретения ирак 702 Подп ИИПИ Заказ 8259 лиал ППП "Патент", г. Ужгород, ул.Проектная,4 После установки заготовки 8 в матрицу 1 и ее нагрева осуществляется сжатие заготовки пуансоном 3, В результате сжатия осуществляется утолщение стенки трубной заготовки в зазоре между двумя частями матрицы. 5 При этом подпорная вставка 4 создает...