Нуриахметов
Способ обработки внутренних поверхностей металлических труб в технологическом потоке и устройство для его осуществления

Номер патента: 1813801
Опубликовано: 07.05.1993
Авторы: Доломанова, Кулагина, Нуриахметов, Попович, Фишман, Шифрин
Метки: внутренних, металлических, поверхностей, потоке, технологическом, труб
...обезжиривающий, После заполнения внутренней полости труб технологическим раствором транспортер 10 и привод 11 синхронно начинают перемещать трубы из позиции 1 в позицию 2.Одновременно с перемещением труб двигается система рычагов 15, установленная с возможностью, перемещения в плоскости, перпендикулярной оси обрабатываемых труб. Этим обеспечивается возможность последующего возврата (например, с позиции 2) мундштуков 13 и связанных с ними шлангов 14 в исходное фиксированное положение (например, в позицию 1).В связи с изменением положения трубы в пространстве технологическому раствору, например, обезжиривающему, помимо движения вдоль оси трубы, обеспечиваемого системой прокачки (на чертежах не показано), сообщаются колебательные...
Сталь

Номер патента: 1789572
Опубликовано: 23.01.1993
Авторы: Аненков, Болотов, Бурняшев, Ветман, Воробьев, Киреева, Назаров, Нуриахметов, Пейганович, Рябов, Столяров, Терентьев, Франтов, Харламов
МПК: C22C 38/14
Метки: сталь
...в отличии от пластических сульфидов марганца не деформируются при прокатке и сохраняют глобулярную форму, благодаря чему достигается повышение вязкости на образцах с надрезом вдоль направления прокатки, и при испытаниях сварных соединений выполненных токами высокой частоПри превышении содержания кальция и бария в стали свыше 0,004 о каждого значительно увеличивается количество силикатов (выше 3 балла), что делает сталь непригодной для сварки ТВЧ, При содержании этих элементов ниже нижнего предела менее 0,0003 О размер раскатанных сульфидов марганца превышает 5 балл, что переводит сталь в разряд несвариваемых токами высокой частоты,При отсутствии в сали карбидообразующих элементов свойства стали обеспечивает бор, В отсутствие и бора...
Способ прошивки заготовок и устройство для его осуществления

Номер патента: 1731387
Опубликовано: 07.05.1992
Авторы: Боринский, Катков, Нуриахметов, Попов, Харитонов, Юровских
МПК: B21J 5/10
...так как кромка прошивня может перекрыть кромку матрицы и затрудняется поворот прошивня.Поясок прошивня выполняется высотой, равной 0,1 - 0,16 общей высоты прошивня, так как при высоте пояска меньше 0,1 он быстро разогревается и снижается его стойкость,.а при высоте больше 0,16 затрудняется поворот прошивня, так как увеличивается площадь контакта.Прошивка осуществляется следующим образом.На осаженную заготовку 8 устанавливают и центрируют прошивень 4 и бойком пресса вдавливают его до полного заполнения металлом заготовки, Затем столом пресса выдвигают подкладную плиту 1 и на прошивень 4 устанавливают надставку 7, на которую давят бойком пресса (не показан), Прошивень 4, вдавливаясь в заготовку 8, соприкасается с горячим металлом...
Устройство для настройки валков прокатного стана

Номер патента: 1729640
Опубликовано: 30.04.1992
Авторы: Белинкис, Блинов, Бродский, Денискин, Королев, Нуриахметов, Ситников, Толстиков
МПК: B21B 17/04, B21B 31/16
Метки: валков, настройки, прокатного, стана
...взаимодействует с жестким опорным диском. Гибкая тонкостенная оболочка крепится на жестких опорных дисках ободами 16 и винтами 17. Устройство работает следующим образом.Лазер 1 устанавливают с входной стороны непрерывного многоклетевого стана, принимая первую клеть 2 за базовую таким образом, что световой пучок проходил через ось прокатки.Собирают устройство для настройки валков на центрирующую втулку 5 надевают жесткий опорный диск 7, диск 10 с закрепленными на нем сегментами 12, второй жесткий опорный диск, упорное кольцо 15 и нажимную гайку 14 При незатянутой гайке 14 наибольший размер по диаметру имеет шаблон, и устройство вставляют в валки в собранном виде со стороны клети номер три. После этого вращением гайки 14 начинают...
Способ подрезки торцов труб

Номер патента: 1685611
Опубликовано: 23.10.1991
Авторы: Андрасюк, Бобылев, Боровлев, Гольберг, Кричевский, Ламин, Нуриахметов, Пыхов
МПК: B23B 5/16
...пробега. Небольшой линейный износ, 25 который не накапливается, как в обычном инструменте на одном неподвижном участке лезвия резца, а равномерно распределяется г 1 о всей его длине. хорошие условия теплоотвода от работаю цих участков реза ния, уменьшение сил трения между рабочими поверхностями инструмента и обрабатываемым материалом обеспечивают повьшение стойкости режущего инструмента, а следовательно, повышение 35 производительности труда, так как не требуется часто заменять инструмент, Кроме того, улучшается качество механической обработки, так как увеличивается время стабильной работы резца до затупления, 40С целью получения максимального эффекта от смещения оси головки относительно оси трубы 2 зксцентриситет следует выбирать...
Трубоэлектросварочный стан

Номер патента: 1660783
Опубликовано: 07.07.1991
Авторы: Бобылев, Боровлев, Гольберг, Колесников, Кричевский, Ламин, Нуриахметов, Пыхов
МПК: B21C 37/08
Метки: стан, трубоэлектросварочный
...формуле Ь=Ь - Ь - С,35 где Ь - длина клина, мм;Ь - ширина резца, мм;с - ширина клина;Ь - расстояние между клиньями. 40 Величина Ь определяется, с одной стороны, размером резца, извлекаемого в раскрытую щель трубы, а, с другой стороны, при Ь, значительно большем указанного соотношения, возрастают усилия разведения 45 кромок. Кроме того, возникает значительная остаточная пластическая деформация трубы. Таким образом, при конкретных пара метрах устройства: Ь = 25 мм, Ь = 2 мм, С = 4 мм, длина клина составляет Ь = ЬЬ- С =19 мм,подается несваренной до калибровочныхвалков 4. При этом корпус устройства с приводом 7 для автоматического разведениякромок трубы 3 подается вниз до внедренияклиньев 8 в щель трубы и включается их 5привод, происходит...
Способ изоляции подошвенных вод в нефтяных скважинах

Номер патента: 1645477
Опубликовано: 30.04.1991
Авторы: Мазитов, Нуриахметов, Рудаков, Старшов
МПК: E21B 43/32
Метки: вод, изоляции, нефтяных, подошвенных, скважинах
...давления закачки, физико-химических свойств закачиваемой жидкости, коллекторских свойств пласта и др.Первоначально закачиваемая нефть внедряется в трещины, повышая в нихЧ: нФК 2 Ь,где ш - пористость пласта О, 15;Р. - радиус воздействия, равный1 О м; 55 ля вх ел не я л Г 1 ря х и ми кротепцгцяхданение сохраняется ця прежнем уронце, в результате чего возцикяет гря -дцецт давления между зонами пласта,Во время выдержки под действием пере.пада давления происходит филыряциянефти через стенки трещин в матрицу.Таким образом, происходит постек ццоевыравнивание давления, за счет чего 1 Одостигается равномерное размещениезакачанной нефти на контакте Фязпластовой нефти и воды.Затеи приступают к закачке рас.ворителя, которая аналогична закачке цефти...
Способ производства сварных труб

Номер патента: 1632988
Опубликовано: 07.03.1991
Авторы: Будкин, Вавилин, Горбовицкий, Иванов, Нуриахметов, Пашков, Протопопов, Сиомик, Смирнов
Метки: производства, сварных, труб
...из стали 17 Г 1 С, Режимы обработки и ударная вязкость сварных соединений труб на образцах с круглым надрезом гри температуре испытаний -40"С приведены в табл, 2, В этом случае величина ударной вязкости 20 в 3,5-6 раз превышает ударную вязкость сварных соединений труб в исходном состоянии и в 6-7 раз требования ГОСТа к сварным соединениям труб, изготовленным электродуговой сваркой (0119 Ь ИДж//м). Такое увеличение ударной вязкости существенно повьштает стабильность качества сварного соединения.. Использование пРедлагаемого спосо- ээ 0 ба позволяет устранить механическую НЕОДНОРОДНОСТЬ СВаРНОГО СОЕДИНЕ 1 тИЯэ т.е. получить сварное соединение, равнопрочное основному металлу. Твердгзсть сварного соединения и основного металвта по Виккерсу,...
Устройство для изготовления изделий типа петель из проволоки

Номер патента: 1540911
Опубликовано: 07.02.1990
Авторы: Драгомиров, Нуриахметов
МПК: B21F 45/26
Метки: петель, проволоки, типа
...как в предлагаемом устройстве изготовление изделия осуществляетсяо при повороте рычага на 30-45 , ао в известном - на 210-220Применение в конструкции формующего пальца, выполненного в виде 45 50 на торцовой поверхности которого выполнена профилированная планка 19 иустановлен формующий палец 20 в видеусеченного конуса с углом конуса 45оНа крышке 17 установлен упор 21,ограничивающий длину конца изгибаемой проволоки,Устройство работает следующим образом, 1 ОЗаготовку 22 закладывают между неподвижным гибочным упором 18, профилированной планкой 19 и формующимпальцем 20 до упора 21, перемещаютповоротный рычаг 9, В это время зубчатое колесо 7 вращает шестерню 8посредством сателлитов 6 с повышающим передаточным отношением, вращающийся вал 14...
Состав для получения диффузионного цинкового покрытия

Номер патента: 1521790
Опубликовано: 15.11.1989
Авторы: Алиев, Габидзашвили, Гладуш, Гуляев, Мамедов, Митников, Нуриахметов, Самхирадзе, Сидорова, Сухомлин, Харадзе, Чивадзе
МПК: C23C 10/36
Метки: диффузионного, покрытия, состав, цинкового
...аммония и карналлита и разбавляли речным песком.Приготовление известного составапроизводили следукацкм образом,Расчетные количества всех состав"ляющих состава (порошок цинка, порошок алюминия, хлористый аммоний,сульфосалицкловую кислоту, окисьалюминия) помещали в емкость.Приготовленные составы тщательноперемешивали, а затем засыпали вмуфеля с образцами,Были приготовлены и опробованыследующие составы (табл,1),В табл. 1 состав 1 - прототип,2,3,4 - предлагаемые составы.Для сравнения предлагаемый и известный составы были опробованы наобразцах в пластин кз стали 3 размером 50804 мм. Перед загрузкой в муфеля в обоих случаях образцы обезжиривали в раст норе, содержащем, г/л:ТринатрийФосфат 100ПАВ 1Вода До 1 л при температуре раствора 60 С,...
Устройство для автоматического определения характеристик аналого-цифровых преобразователей в динамическом режиме

Номер патента: 1520655
Опубликовано: 07.11.1989
Авторы: Бакиров, Нуриахметов
МПК: H03M 1/10
Метки: аналого-цифровых, динамическом, преобразователей, режиме, характеристик
...При этом снижаются тре- интервалов кбования к динамическим характерис- исполь зов аннтикам образцового АЦП, так как он из- тактов разъемеряет не полное значение испыта- кода АЦП 10тельного сигнала, а сразу погрешность к младшему (исследуемого АЦП, которая представ- ственно с клляет собой малую величину, Это позво- Х 81 "Данныеляет выбрать в качестве образцового зования" подАЦП 2 с 2-3 разрядами и обеспечить"Запись"высокую динамическую точность малоразрядного АЦП, т.е. сделать ее вышее,чем у исследуемого АЦП, значительнолегче, чем для АЦП с полным числомразрядов. данных (РД) 5 15После проведения серии измерений в в одной точке диапазона в блоке 6 статистической обработки данных подсчитываются вероятностные харак - теристики...
Способ заправки ленты в проходную нагревательную печь и механизм для его осуществления

Номер патента: 1520118
Опубликовано: 07.11.1989
Авторы: Великоредчанин, Коваленко, Нуриахметов, Самарянов, Шулежко
МПК: C21D 9/54
Метки: заправки, ленты, механизм, нагревательную, печь, проходную
...установлена рама 1, 30Механизм работает следующим образом,Передний конец ленты 6 закрепляютна расстоянии 350-600 мм от края ввксцентриковом зажиме 3 устройства,В момент закрепления ленты 6 в эксцентриковом зажиме 3 устройство находится на приводных роликах 5 передпечью, В печи находится 25 роликов,а перед печью - пять роликов, причем 40диаметр роликов 300 мм. После закрепления ленты 6 ролики 5 приводят вовращение и по ним устройство вместес лентой перемещается в рабочем пространстве печи, Средняя скорость перемещения устройства 0,2 м(с, На выходеиз печи устройство останавливают,выступающий передний конец ленты тянущими роликами задают в формовочносварочный стан, при этом эксцентриковый зажим 3 раскрывается и устройствовыводится из...
Валковый калибр трубоформовочного стана

Номер патента: 1503925
Опубликовано: 30.08.1989
Авторы: Береговой, Кобылин, Нуриахметов, Свидовский, Ситников, Смельницкий, Сюкрин, Цыкалов
МПК: B21C 37/08
Метки: валковый, калибр, стана, трубоформовочного
...калибром, обжимаю"щим эластичную секцию по наружномуконтуру тороидальной полости 5, Валковый калибр данной конструкции располагается за сварочным узлом и выполняет роль калибровочно-правильногоузла непрерывного стана, обеспечиваяпри этом редуцирование и правку тонкостенной трубы,Валковый калибр является технологическим инструментом непрерывногостана и работает следующим образом.Валковый калибр (фиг.З с тороидальной эластичной полостЬю 5 и металлическим валком 1 с разрезнойшайбой 9 осуществляет доформовкутрубной заготовки 7, предварительносформованной в:открытых клетях стана.Процесс доформовки осуществляется перед сваркой, При вращении валка 2 сэластичной секцией 3, тороидальнаяполость 5 эластичных дисков охватывает трубную заготовку 7 в...
Устройство для правки концов сварных труб

Номер патента: 1424908
Опубликовано: 23.09.1988
Авторы: Дейнека, Иванов, Калинушкин, Коломенский, Котенжи, Нуриахметов, Соболевский, Таничев, Шифрин
МПК: B21D 3/10
Метки: концов, правки, сварных, труб
...измерения в виде электрических сигналов в блок памяти вычислителя 10. Устройство 12 для замера толщины стенки измеряет фактическое значение толщины стенки и передает его в виде электрического сигнала в блок памяти вычислителя 10,Блок управления представляет собой электрическую схему, которая с помощью электромагнитных выключателей обеспечивает работу механизмов установки: выключение привода входного рольганга, когда передний конец трубы доходит до опоры, и остановку тем самым трубы; включение привода вращения трубы и выключение его по электрическому сигналу вычислителя, когда произведено измерение экстремальных значений диаметров конца трубы и труба сориентирована максимальным диаметром по вертикальной оси; включение механизма...
Трубоэлектросварочный стан

Номер патента: 1373460
Опубликовано: 15.02.1988
Авторы: Кузнецов, Лоховинин, Мироненко, Нуриахметов, Самарянов, Старшинов
МПК: B21C 37/08
Метки: стан, трубоэлектросварочный
...11, нагревают в нагревательных печах 12, редуцируют в редукционном стане 13 и отрезают летучей пилой 14.Операцию удаления продольного внутреннего грата осуществляют при сварке трубы устройством для обдувки штрипса и сварного шва кислородом, установленным на последней формовочной клети перед отбойником. Кислород в эону сварки подают через штуцер 23 по кислородопроводу 19 и сопловой насадке 20. Воду для охлаждения ферритового сердечника 24 подают через штуцер 25, а выходит она наружу через отверстия сопловой насадки, при этом происходит заполнение внутренней полости трубы - заготовки 26 водой. В эту же полость попадает вода или эмульсия, охлаждающая валки формовочных клетей.Одновременно с подачей охлаждающей жидкости через штуцер 22 по...
Держатель микротелефонной трубки

Номер патента: 1338107
Опубликовано: 15.09.1987
Авторы: Козлов, Нуриахметов
МПК: H04M 1/02
Метки: держатель, микротелефонной, трубки
...3 ил,38107 Снятие трубки осуществляют вобратном порядке,пальцем руки на управляющую кнопку 6, в результате чего скобаперемещается в отверстиях кронштейФиг 1 Составитель В, Шевцовдактор А. Огар Техред И.Попович Корректор Л. Бескид 638 Подписноо комитета СССРи открытийРаушскдя ндб., д, 4/5 148/58 Тираж ВНИИПИ Госуддрственног по делам изобретениГ 113035, Москва, Ж, Заказ Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектн ая, 4 1 13Изобретение относится к телефонным аппаратам, в частности к устройствам удержания трубки на аппарате вусловиях ударных воздействий,Цель изобретения - повышение надежности удержания микротелефоннойтрубки в условиях вибрации,На фиг, 1 представлен держательмикротелефонной трубки, общий...
Способ охлаждения крупных деталей с осевым отверстием при термической обработке

Номер патента: 1070187
Опубликовано: 30.01.1984
Авторы: Адамова, Грушко, Каманов, Карасюк, Морозов, Нуриахметов, Сорокин, Троицкая, Юдин
МПК: C21D 9/38
Метки: крупных, обработке, осевым, отверстием, охлаждения, термической
...Верхняя граница интервала скорости продувки (16 м/с ограничивается величиной допустимых временных растягивающих напряжений в сечении. Продувку осуществляют воздухом, забираемым из цеха, имеющим в зависимости от времени года температуру 10-40 ОС, Процесс продувки необходимо начинать одновременно или с некоторьм опережением по отношению к началу охлаждения наружной поверхности детали.Опережение охлаждения осевого отверстия приводит к увеличению интенсивности релаксации, поскольку она протекает при более высоких температурах, чем при одновременном охлаждении внутренней и внешней поверхностей детали. Это способствует большему накоплению пластических деформаций, а следовательно, и большим остаточным сжимающим напряжениям в зоне...
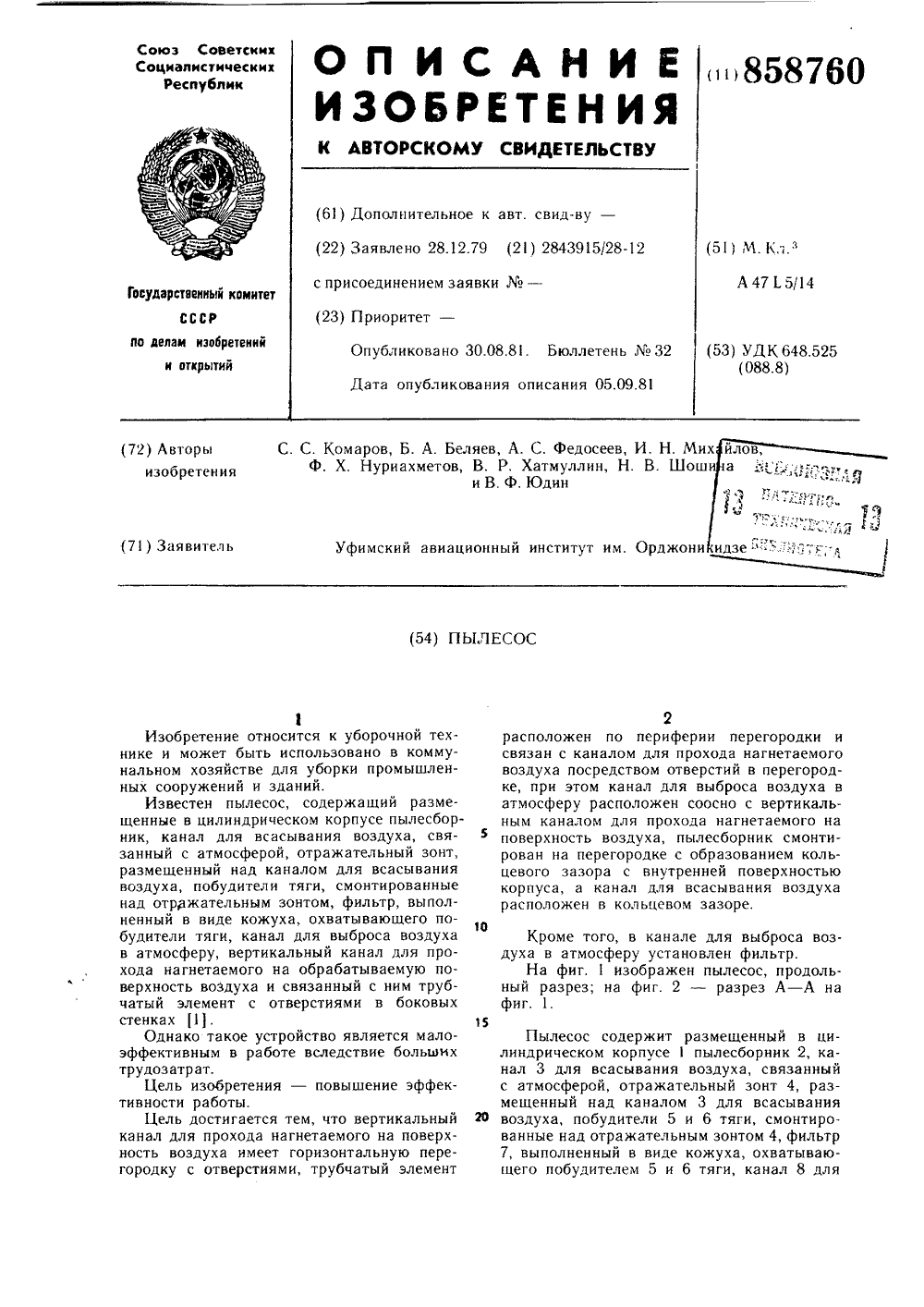
Пылесос
Номер патента: 858760
Опубликовано: 30.08.1981
Авторы: Беляев, Комаров, Михайлов, Нуриахметов, Федосеев, Хатмуллин, Шошина, Юдин
МПК: A47L 5/14
Метки: пылесос
...с вертикальным каналом 9 для прохода нагнетаемого на поверхность воздуха. Пылесборник 2 смонтирован на перегородке 12 с образованием кольцевого зазора с внутренней поверхностью корпуса 1. Канал 3 для всасывания воздуха расположен в кольцевом зазоре. В канале 8 для выброса воздуха в атмосферу установлен фильтр 14.Пылесос работает следующим образом.При включении побудителей 5 и 6 тяги воздух поступает в вертикальный канал 9, далее через отверстия 13, выполненные в перегородке 12, попадает в трубчатый элемент 10 и выходя через отверстия 11, выполненные в его корпусе, образует струйную завесу в месте истечения струи. Заходящая струя воздуха распадается на две составляющие, при этом одна ее часть создает область повышенного давления,...