Архив за 1992 год
Способ охлаждения полосы

Номер патента: 1763065
Опубликовано: 23.09.1992
Авторы: Беляев, Великанов, Гончаров, Каменский, Мулько, Остапенко, Павлов, Шафигин, Шевцов
МПК: B21B 45/02
Метки: охлаждения, полосы
...се- по сечение нениюМверх верх низ 950 777 78 Э 720 745 683 799О00,30,30,60,6.0,80,81,0101,21,23,0 900 870 848 789 785 798 799 762 759 777 774 743 ВО 6 ВО 2 885 950 872897 856 83 О 847 844 836 802 827 818 812 853 920 836 726 754 686 715 799 920 , 935 836 924 845 907Воб 897822 885 786 875 849 859 935 914 883 865 844 823 807 4000 2000 2000 4000 4000 2000 2000 4000 4000 2000Охпаедение 1000 2000 2000 1000 1000 2000 2000 1000 1000 2000 на воздухе Составитель Н. ГончаровТехред М.Моргентал Корректор С. Юско Редактор Заказ 3409 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент.", г. Ужгород, ул,Гагарина, 101 полосового...
Устройство для торможения полос

Номер патента: 1763066
Опубликовано: 23.09.1992
Авторы: Евтушенко, Иванов, Россошенко
МПК: B21C 47/24
Метки: полос, торможения
...на поворотной раме); на фиг.8 - разрез Е-Е на фиг.2 (разрез по механизму предварительного торможения полос); на фиг.9 - схема устройства при установке четырех приводных тормозных роликов на поворотных рамах совместно с механизмом предварительного тормокения; на фиг.10- разрез К-К на фиг.2 (разрез по приводу приводного ролика, поз.18).Устройство для торможения полос устанавливается в агрегатах продольной резки на выходе из петлевой ямы за барабаном . моталки, Устройство представляет собой роликовую тормозную клеть, содержащую станину 1 с поворотными рамами 2 и 3, на которых установлень 1 приводныеролики 4 и 18 и разделительный ролик 7. Поворот. Рам 2 и 3 и подвод тормозных элементов(пресс- проводок) 5 и 20 механизма предварительного...
Устройство для клеймения

Номер патента: 1763067
Опубликовано: 23.09.1992
Авторы: Париенко, Рыбалка, Севостьянов
МПК: B21C 51/00
Метки: клеймения
...57 соединено реле давления 61, электрически связанное с рас. пределительными устройствами 39 и 40, С магистралью 55 соединено реле давления 62, электрически связанное с распределительными устройствами 38 и 39, Датчик положения 27 электрически связан с распределительным устройством 38, датчик 28 - с устройством 38, а датчик 33 - с распределительным устройством 40,Устройство для клеймения работает следующим образом.В исходном положении устройства штоки 19 и 23 силового цилиндра 18 и мультипликатора 20 находятся в крайнем верхнем положении, шток 31 силового цилиндра 30 - в крайнем нижнем положении, корпус 1 поднят вверх до упора 10. Труба 4 с помощью рольганга подается в эев находящейся в крайнем заднем положении скобы 5 до упора в...
Инструмент профилегибочного стана

Номер патента: 1763068
Опубликовано: 23.09.1992
Авторы: Антипанов, Гридневский, Кириллов, Кочубеев
МПК: B21D 5/06
Метки: инструмент, профилегибочного, стана
...конических частей нижнего валка.Сущность изобретения состоит в том, что средняя часть нижнего валка (как и верхнего) освобождается от контакта с профилируемым металлом, и контакт осуществляется только на цилиндрических участках валка вблизи мест изгиба полосовой заготовки, Такая конструкция валков сокращает количество их переточек по износу, снижает вес нижних валков и уменьшает расход валков по сравнению с объектом- прототипом на 15 - 25, а эксплуатационные затраты, в среднем, на 30%.На чертеже схематично показана конструкция предлагаемого инструмента стана для профилирования гнутых швеллеров,Он состоит из верхнего 1 и нижнего 2 валков, бочки которых состоят из цилиндрическо-конических рабочих элементов 3 и 4 и разделительных...
Устройство для подачи цилиндрических заготовок

Номер патента: 1763069
Опубликовано: 23.09.1992
МПК: B21D 19/08
Метки: заготовок, подачи, цилиндрических
...при этом другой конец штанги подпружинен 8 относительнооправки, ограниченно подвижную относительно штанги втулку 9 с фланцем 10, смонтированной на штанге с возможностью40 взаимодействия с торцовой поверхностьюоправки.Устройство снабжено механизмом перемещения штанги, выполненным в видерамы 11, жестко закрепленной на корпусе45 поворотного звена 12, одним концом шарнирно 13 закрепленного на раме, а другимконцом посредством узла соединения шарнирно соединенного со штангой силовогоповоротного звена.50 Штанга выполнена с радиальным отверстием, выполненным на ее подпружиненном конце, а узел соединения механизма осевого перемещения со штангой выполнен в виде втулки 9 с фланцем 10, выполненной с эллиптическим радиальным отверстием 14,...
Штамп для вытяжки с пульсирующим прижимом

Номер патента: 1763070
Опубликовано: 23.09.1992
МПК: B21D 22/22
Метки: вытяжки, прижимом, пульсирующим, штамп
...неподвижной матрицы 4 укладывается заготовка 3 диаметром О, 25 При ходе ползуна пресса вниз гидроцилиндр-прижим через упругую мембрану 2 соприкасаемся с заготовкой 3. В закуой полости 7 создается с помощью автономного гидропульсатора переменное давление 30 жидкости, которая подается через отверстие 8 йвызывает колебательное перемещение . упругой мембраны 2 вдоль вертикальной оси пуансона 1 при вытяжке.Частота колебаний нижней упругой мембра нц составляет 50 Гц. С этой целью могут быть использованы автономные рекупера- .тивные вибровозбудители типа для роторных пульсаторов, изготовление которых освоено производством, Они позволяют со здавать давление масла до 20 МПа, а диапазон рабочих частот пульсатора 0,550 Гц.При дальнейшем...
Штамп совмещенного действия

Номер патента: 1763071
Опубликовано: 23.09.1992
Автор: Павелко
МПК: B21D 22/30, B21D 51/26
Метки: действия, совмещенного, штамп
...переходаперехода. охватывающий пуансон - матри- осуществляют прижим заготовки. В концецу-съемник 3 с пружинами 4, Внутри пуан- хода полэуна пресса вниз матрицей 7 релисон-матрицы 2 имеются: обрезная матрица ефа и вытяжным пуансоном 20 второго пе 5, вытяжная матрица 6 второго перехода, 5 рехода осуществляется формовка рельефаматрица 7 рельефа, обойма 8 с расположен- дна 25, а отбортовочная матрица 23 и отборными в ней тарельчатыми пружинами 9. В товочнцй пуансон 24 производят вытяжкуматрицу рельефа ввернут выталкивающий . буртика 26. Обрезная матрица 5 и обрезнойшток 10 с пружиной 11, гайкой 12 и контр- пуансон 19 производят обрезку фланца иэгайкой 13, В нижней части штампа располо делия 27 (фиг.2),10жены неподвижная плита 14 с При...
Состав для изготовления литых элементов штамповочной оснастки

Номер патента: 1763072
Опубликовано: 23.09.1992
Автор: Туктаров
МПК: B21D 26/00
Метки: литых, оснастки, состав, штамповочной, элементов
...ма с,н, асбеста тбнкоиамельненного,какайДанное количество асбеста в заявляемом составе является максимально возможной величиной, т.к, при дальнейшем увеличении"количества асбеста, подготовленный к затвердеванию состав невозможно тй;ательно перемешивать, что оказывает отрицательное влияние на равномерность распределения наполнителя в составе,1763072 Составитель Ф, ТуктаровТехред М,Моргентал Корректор О.Кравцова Редактор Заказ 3409 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "йатент", г. Ужгород, ул.Гагарина, 101 и,как, следствие, на механические характеристики состава.Заявленный состав обладает следующими свойствами,...
Устройство для отделения листовой заготовки от стопы и подачи ее в зону обработки

Номер патента: 1763073
Опубликовано: 23.09.1992
Авторы: Бедеров, Дудка, Ещенко, Масалова, Николаенко, Суховеев
МПК: B21D 43/24
Метки: заготовки, зону, листовой, отделения, подачи, стопы
...35 к внутренней цилиндрической поверхности обоймы 27.Водило 28 состоит из закрепленного нэ обойме 27 кронштейна 36 и параллельно расположенных нэ нем направляющих штанг 37 и 38.На них с возможностью продольного перемещения установлены кронштейны 40, зафиксированные на штангах 37, 38 штыревыми фиксаторами 41, установленными в выполненных в кронштейнах 40 и на концах штэнг 37, 38 отверстиях 42 и 43, Нэ кронштейнах 40 параллельно друг другу смонтированы оси 44, нэ которых закреплены одноплечие рычаги 45 и двуплечие рычаги 46, На одноплечих рычагах 45 с помощью винтов 47 закреплены противовесы 48, Нэ траверсе 15 установлены упоры 49 и 50, взаимодействующие с плечами 51 и 52 двуплечих рычагов 46, Нэ плечах 52 рычагов 46 закреплены опорные...
Способ изготовления волнистой пружины

Номер патента: 1763074
Опубликовано: 23.09.1992
Авторы: Нагорный, Фартушный, Чепурной
МПК: B21D 35/00, B21D 53/20, F16B 39/14 ...
...пружины с опорными выступами 3.Способ осуществляют следующим образом.В начальные моменты приложения деформирующих сил к кольцу 1 в точках его касания с рабочими элементами пресс-формы образуются углубления 2, которые увеличиваются в объеме по мере возрастания этих сил. В зависимости от отношения толщины кольца к его ширине, рода материала кольца, его термического состояния и геометрической формы рабочих элементов деформируемый в углублениях материал может принимать или не принимать форму выступов 3. Силовое нагружение на углубления 2 увеличивают то тех пор, пока не наступит момент начала потери кольцом устойчивости, Время наступления этого момента определяется жесткостью кольца. При прочих одинаковых условиях его жесткость тем выше,...
Способ накатывания цилиндрической резьбы

Номер патента: 1763075
Опубликовано: 23.09.1992
МПК: B21H 3/00
Метки: накатывания, резьбы, цилиндрической
...резьбы по центроиде изделия, Текущее значение угла подьема резьбы на деформирующем участке 4 по центроиде инструмента увеличивается по направлению к калибрующему участку 5 и определяется из соотношения:а = агстдР(2)2 ггде г; - текущее значение радиуса геометрического места полюсов зацепления кинематической пары инструмент - заготовка.Угол подъема резьбы на калибрующем участке по центроиде инструмента постоянен и равен углу подъема окончательно накатанной резьбы по центроиде изделия.П р и м е р 1, Накатывание резьбы плоскими плашками. Заготовка 3 (см. фиг. 1) 45 50 55 5 10 15 20 25 30 35 40 прокатывается между двумя плоскими плашками 1 и 2, одна из которых - 1 неподвижна, а другая 2 - имеет возвратно-поступательное перемещение (Чр,...
Способ изготовления полых деталей с внутренним фланцем
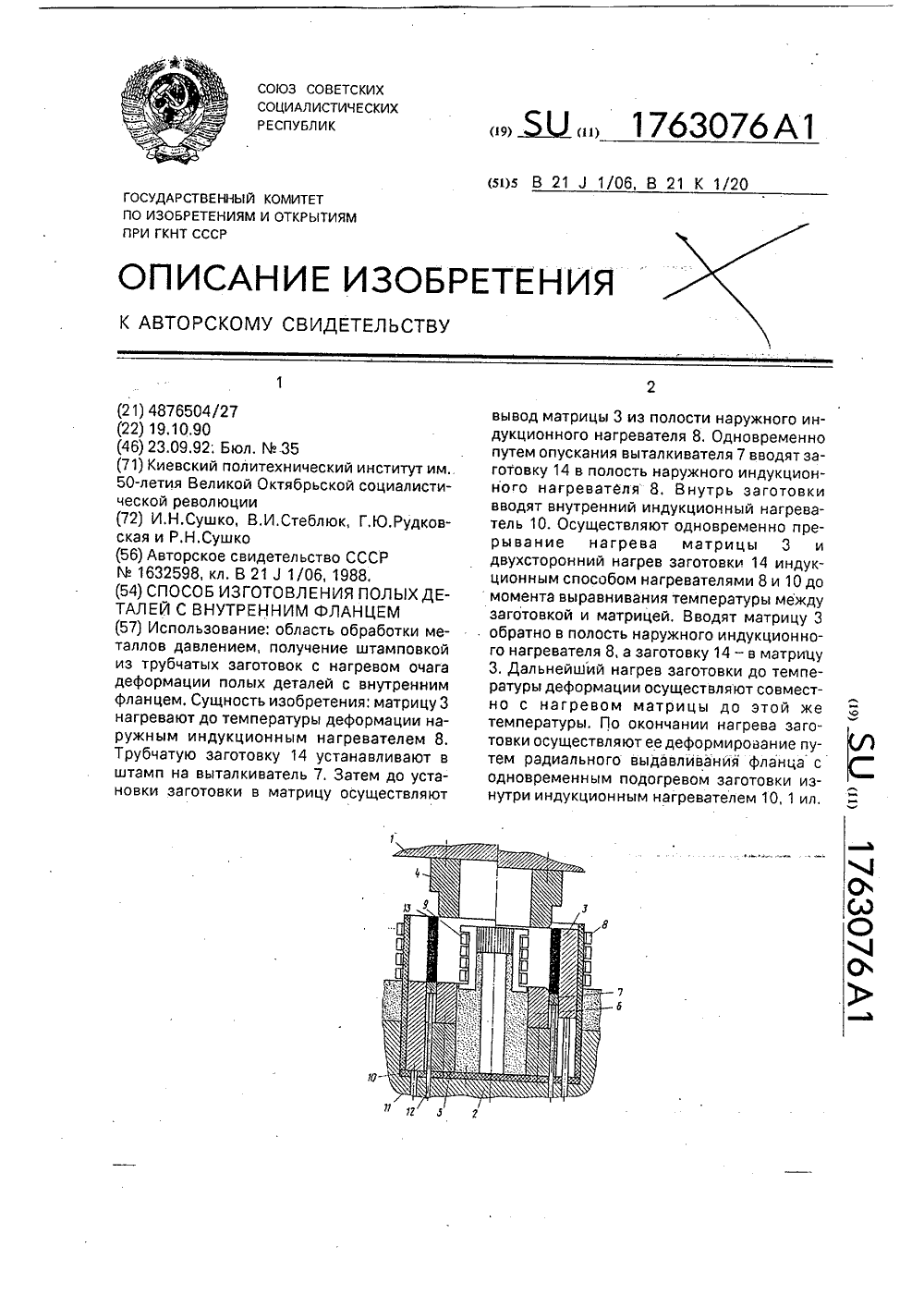
Номер патента: 1763076
Опубликовано: 23.09.1992
Авторы: Рудковская, Стеблюк, Сушко
Метки: внутренним, полых, фланцем
...заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на...
Матрица для выдавливания

Номер патента: 1763077
Опубликовано: 23.09.1992
Авторы: Гезь, Гельман, Евстратов, Кузьменко, Торяник, Шапа
МПК: B21J 13/02
Метки: выдавливания, матрица
...формирующую вставку 1, состоящую из двух частей по форме усеченных конусов соответственно верхнего 2 и нижнего 3, обращенных одна к другой большими основаниями и конткатирующих свими торцами. Кроме того, матрица снабжена сборным разрезным бандажом, состоящим из промежуточного разъемного бандажа 4 и наружного разрезного бандажа 5. В свою очередь, промежуточный разъемный бандаж 4 состоит из двух частей - верхней и нижней, а наружный разрезной бандаж 5 выполнен из секторов, к примеру трех, Внешняя коническая поверхность 6 наружного разрезного бандажа 5 сопряжена с ответной конической внутренней поверхностью обоймы 7. Внутренняя поверхность наружного разрезного бандажа 5 выполнена цилиндрической с двумя кольцевыми выступами 8,...
Оснастка для вакуумной формовки

Номер патента: 1763078
Опубликовано: 23.09.1992
Авторы: Георгица, Добрева, Сараев, Яковлев
МПК: B22C 21/00, B22C 9/02
Метки: вакуумной, оснастка, формовки
...пленкой 18.10 Кроме того оснастка имеет отливку 19 с литниковой системой,Оснастка работает следующим образом, Перед началом формовки в опоку 1 спомощью подъемного устройства 12 уста 15 навливают перфорированную трубу 7 сфильтром 13 из кремнеземной ткани, Трубу7 через отверстие 4 в сетке 3 устанавливаютконическим участком 2 в отверстие 6 патрубка 5,20 Надежностьфиксации и плотность контакта сопрягаемых поверхностей конического участка перфорироованной трубы иотверстия 6 обеспечиваются их взаимнойконусностью. Затем опоку заполняют фор 25 мовочным материалом 16 до уровня, необходимого для установки выжигаемоймодели 17 и устанавливают эту модель таким образом, чтобы минимальное расстояние между моделью и перфорированной30 трубой с...
Формовочная машина для изготовления стержней

Номер патента: 1763079
Опубликовано: 23.09.1992
Автор: Константинов
МПК: B22C 11/04
Метки: стержней, формовочная
...пневмоцилиндра 5, шток 6 которого связан с подвижной траверсой 4; на5 10 15 20 25 30 35 40 45 50 55 траверсе 4 смонтированы прессовые штанги 7(на чертеже показана только одна штанга) с пуансонами 8 на рабочих концах. В штоке 6 прессового пневмоцилиндра 5 выполнена полость 9 и установлены демпфирующие пневмоцилиндры 10 (на чертеже показан только один демпфирующий пневмоцилиндр), на штоках 11 которых с возможностью изменения высоты устанбвки, закреплен диск 12. Прессовые штанги 7 расположены в отверстиях диска 12, дозировочный блок выполнен в виде жестко по оси установленного на направляющей штанге 3 тарельчатого бункера 12, над которым расположен питатель 14 с дозатором 15. В тарельчатом бункере 13 в контакте с его днищем 16...
Поворотный стол

Номер патента: 1763080
Опубликовано: 23.09.1992
Авторы: Зуев, Матвеев, Серюков
МПК: B22C 11/04, B22C 19/02
Метки: поворотный, стол
...20, установленного сооснотолкающему цилиндру 17 с возможностью45 взаимодействия его штока 21 с ползуном 15,При этом поршневой привод 14 поводка 12закреплен на ползуне 15, продольные оси22 и 23 соответственно поршневого привода 14 с поршневой полостью 24 и толкающе 50 го цилиндра 17 с поршневой полостью 25перпендикулярны между собой, а шток 26толкающего цилиндра 17 соединен с ползуном 15. Кронштейны 7 могут быть выполнены П-образной формы с полками,55 направленными периферии, при этом гнезда 9 для фиксатора 4 расположены на боковых полках кронштейнов 7.При подаче давления в поршневую полость 24 (см. фиг, 2) поршневого привода 14 шток 13 опускается, при этом поводок 12 входит в паз 11 мальтийского креста 10. Одновременно с...
Встряхивающая формовочная машина

Номер патента: 1763081
Опубликовано: 23.09.1992
МПК: B22C 15/30
Метки: встряхивающая, формовочная
...отличия".На чертеже изображена встряхивающая формовочная машина, общий вид.20 Встряхивающая формовочная машинасодержит станину 1 со встряхивающим цилиндром 2 и амортизаторами ударов 3, стол 4, хвостовик 5, закрепленный на столе, ударник 6, размещенный в хвостовике с воз можностью вертикального перемещения иамортизатор ударника 7. Полость 8 между днищем хвостовика и верхним торцом ударника соединена с атмосферой обратным клапаном, выполненной в виде, резиновой 30 мембраны 9, закрепленной надиафрагме 10с прорезями 11 для выхода воздуха.Для подачи сжатого воздуха из магистрали в полость 12 и удаления из нее отработавшего воздуха в атмосферу выполнен 35 канал 13.Машина работает следующим образом.На столе 4 устанавливаются модельная...
Изложница разливочной машины

Номер патента: 1763082
Опубликовано: 23.09.1992
Авторы: Камендов, Курепин, Лесной, Момот, Салтрукович, Смольков, Ткаченко
Метки: изложница, разливочной
...фиг. 1 показана изложница, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг, 3 - разрез по Б-Б на фиг. 1, на фиг, 4 - сечение по В-В на фиг. 2; на фиг. 5 - сечение по Г-Г на фиг. 2.Изложница состоит из трех расположенных в ряд резервуаров 1,2 и 3, к нижней части которых жестко прикреплены закладные элементы 4, 5 и 6, установленные в прорезях балки 7, жестко соединенной с заплечиками 8, 9, Крайние резервуары 1, 2 оборудованы сливными лотками 10 и 11, а центральный резервуар 3 имеет два сливных лотка 12, 13 и носок 14 с разделительным гребнем 15.) ИЗЛОЖНИЦА РАЗЛИВОЧНОЙ МАШИ(57) Использование: получение чугунн шек. Сущность изобретения; изложни держит балку 7, жестко связанн заплечиками 8, и съемные резервуар 3,...
Центровая для сифонной разливки стали

Номер патента: 1763083
Опубликовано: 23.09.1992
Авторы: Аверьянов, Арцев, Дудин, Дымченко, Ермоленко, Оробцев, Хоменко
МПК: B22D 7/12
Метки: разливки, сифонной, стали, центровая
...прорыва расплава в сифонную дорожку и обеспечивают устойчивость центровой на поддоне и тем самым обеспечивают достижение цели изобретения.Сравнение заявляемого технического решения с прототипом позволило установить соответствие его критерию "новизна",При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение то прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия",На фиг. 1 и фиг, 2 представлена предлагаемая центровая,Она имеет корпус 1 высотой Н и основание 2 шириной В и длиной равной 1,00,1,20 В. Корпус 1 с воронкообразной частью 3 в процессе сборки вставляется в отверстие основание 2 и этим...
Устройство для непрерывного литья биметаллических полых заготовок

Номер патента: 1763084
Опубликовано: 23.09.1992
Авторы: Блескун, Бобровский, Гольдин, Зеленский, Иванченко, Мельникова
МПК: B22D 11/04
Метки: биметаллических, заготовок, литья, непрерывного, полых
...подвода жидкого металла составляет 2 = (1,0 - 1,5)1 д 2/д 1,где 1 - минимальная длина входной ступенидорна, мм; д 2 и д 1 - величина зазоровмежду входной ступенью дорна и кристал лизатором и между входной и выходной ступенями дорна соответственно, мм,Такое устройство для непрерывноголитья позволяет получить биметаллическуюполую заготовку с одинаковой по периметрутолщиной внешнего и внутреннего слоев заготовки в условиях горизонтального непрерывного литья.Таким образом, предлагаемое решениеотличается от прототипа тем, что в устройстве для непрерывного литья биметаллических полых заготовок полый дорн выполненглуходонным ступенчатым, причем входнаяступень, обеспечивающая формированиевнешнего слоя с большей толщиной выполнена конической...
Кристаллизатор для непрерывного литья

Номер патента: 1763085
Опубликовано: 23.09.1992
Авторы: Демидов-Полякман, Костылев, Крюков, Липухин, Мичков, Смирнов, Сысоев, Чарушников, Шапуров
МПК: B22D 11/06
Метки: кристаллизатор, литья, непрерывного
...1 и в емкость 6(зона первичного охлаждения), из которой далее с помощью 45 полочки 7 вода поступает в зону вторичногоохлаждения 8. Соприкасаясь с поверхностью кольца 1, водоохлаждаемой стенкой 4 и с перегородками 9, металл охлаждается и начинается его кристаллизация. При даль нейшем вращении кольца 1 металл попадает в зону вторичного охлаждения 8 и окончател ьно затвердевает. Далее осуществляют поворот кольца 1 на 180", затем его останавливают и одновременно прекраща ют подачу жидкого металла (перекрываютлетку в миксере) в кристаллизатор, Отлитая заготовка теперь находится в нижнем положении, а соседняя формообразующая полость, будучи полой, оказывается наверху. В пазы 13 закладывают арматуру 14, подают5 10 15 20 25 30 35 40 45 50...
Манипулятор для разборки облицованных кокилей

Номер патента: 1763086
Опубликовано: 23.09.1992
Авторы: Богачук, Мазурик, Юрченко
МПК: B22D 15/04, B22D 29/00, B22D 33/04 ...
Метки: кокилей, манипулятор, облицованных, разборки
...к стенкамкороба 24 фланцами 30 и 31. К коробу 24подвешена плита 32 с набором толкателей33, размещенных в соответствии с расположением надувных отверстий прошиваемого30 полукокиля. На плите 32 установлены центрирующие штыри 34, нижняя кромка которых ниже торцев толкателей 33, С помощьюштырей 34, входящих в специальные гнезда35 полукокиля 36, осуществляется центри 35 рование плиты 32 с толкателями 33 относительно полукокиля 36,В верхней стенке короба 24 выполненпроем 37 для крепления плиты 25 к фланцу22 гильзы 20.40 Залитый кокиль 38 с отливкой 39 и егоэлементы - полукокиль 36 верха и полукокиль 40 низа транспортируются в зону действия манипулятора и из нее с помощьюрольганга 5. Полукокиль 36 снабжен центри 45 рующими втулками 41,...
Способ изготовления армированных трубами металлических литых изделий

Номер патента: 1763087
Опубликовано: 23.09.1992
Авторы: Брагинский, Дубровский, Иванов, Коршиков, Котухов, Полянский, Тиманов
МПК: B22D 19/02
Метки: армированных, литых, металлических, трубами
...уменьшения термонапряжений уже не происходит.После достижения телом холодильной плиты температуры 500-550 С дальнейшее принудительное ее охлаждение уже не приводит к увеличению внутренних термонапряжений и позволяет ускорить процесс ее охлаждения.Таким образом, каждый из перечисленных признаков необходим, а все вместе они достаточны для достижения поставленной цели: упрощения технологии изготовления и проведения отжига для снятия термонапряжений холодильных плитдоменных печей в самой литейной форме,Для изготовления холодильной плиты по предлагаемой технологии требуется 8 - 9 ч.Сочетание известного способа принудительного охлаждения холодильных плит сжатым воздухом с перерывом в принудительном охлаждении в течение 4 - 5 ч при...
Автоматическая литейная линия и устройство для отрезки заливов от стояка для нее

Номер патента: 1763088
Опубликовано: 23.09.1992
Авторы: Хаустов, Шевченко, Шишкин
МПК: B22D 29/00, B22D 31/00, B22D 47/02 ...
Метки: автоматическая, заливов, линия, литейная, нее, отрезки, стояка
...19 в виде винта 20, гайки 21 и маховика 22. Литейная форма обозначена цифрой 23,Устройство работает следующим образом, После заливки металла в форму, она шагающим транспортным средством 1 (фиг, 1, 2) подается под резаки 5 устройства отрезки заливов. Точную установку резаков 5 вокруг стояка формы 23 осуществляют путем перемещения обоих кареток (после настройки остальные формы 23 обрабатываются без перемещения кареток). Затем через резаки 5 на горячий ме сепараторы не гарантируют полное извле 35 чение частиц массой менее 0,1 кг, а сбор скрапа непосредственно с поверхности 40 45 50 55 5 10 15 20 25 30 талл высокой температуры подают струю кислорода или) обогащенного кислородом воздуха. Металл интенсивно окисляется изпод сопел резаков 5....
Способ получения марганец-цинковых ферритов

Номер патента: 1763089
Опубликовано: 23.09.1992
Авторы: Красин, Майзель, Мен, Орлов, Попов, Суханов
Метки: марганец-цинковых, ферритов
...мелкозернистой, Изделия из такого материала имеют улучшенные значения электромагнитных параметров и твердости. За счет снижения температуры и сокращения времени термообработки уменьшается также энергоемкость способа, Сокращение количества стадий термообработки делает способ получения ферритов менее трудоемким.Выбор значений температуры и длительности термообработки определяется. тем, что электромагнитные параметры, твердость и размер зерна у образцов, прошедших термообработку при температуре 800 - 850 С в течение 1-1,5 ч лучше, чем у образцов, прошедших термообработку по другим режимам, Это относится как к образцам, прошедшим термообработку при температурах более низких, чем 800 С, так и при более высоких, чем 850 С.По предлагаемому...
Способ обработки торцов труб

Номер патента: 1763090
Опубликовано: 23.09.1992
Авторы: Дымова, Копылов, Федоров
МПК: B23B 1/00
...крайнем правом положении (1) резца левая часть режущей кромки не испытывает термической нагрузки и охлаждается, В крайнем левом положении(11) резца в подобных О условиях находится правая часть режущей С кромки. Общая длина режущей кромки 3 должна бопее чем в два раза превышать толщину стенки трубы. В противном случае ф средняя часть режущей кромки 3 должна - д более чем в два раза превышать толщину стенки трубы, В противном случае средняя часть"рейфцей"кромки будет постоянно находиться в контакте с заготовкой, и по аналогии с прототййом, испытывать постоянно теплбвуюнагрузку"Иинтенсивно йзнашиваться, По той же причине амплитуда возвратно-поступательного перемещения твнмомол мммэс 1)ы гвдьй"Оннвв .р, й"1763090 Составитель А,...
Способ механической обработки с кинематическим дроблением стружки

Номер патента: 1763091
Опубликовано: 23.09.1992
Авторы: Константинов, Муртазин
МПК: B23B 1/00
Метки: дроблением, кинематическим, механической, стружки
...номинального контура на расстоянии . Вточке 3 величина подачи увеличивается доее рабочего значения Яр. На этой подаче производят точение следующего участка контура длинойсо снятием припуска величиной Л, Описанный процесс циклически повторяется до тех пор, пока не будет выполнен получистовой проход по всей длине контура обрабатываемой детали. Длину , определяющую размеры участков дробления стружки, выбирают исходя из диаметра заготовки и свойств обрабатываемого материала. Для наиболее распространенных типоразмеров стальных заготовок значениесоставляет величину порядка 10 - 15 мм, После выполнения получистового прохода инструмент на ускоренной подаче возвращают в исходное положение,Далее выполняют чистовой проход, для чего инструмент...
Способ механической обработки с нагревом

Номер патента: 1763092
Опубликовано: 23.09.1992
Автор: Липатов
МПК: B23B 1/00
Метки: механической, нагревом
...в зоне, смежной с анодом. Отсутствие тока, протекающего по основной массе детали, ведет к отсутствию ее нагрева, а следовательно, к повышению коэффициента полезного действия электрических разрядов. При этом отпадает необходимость в устройстве для подвода электрического тока к обрабатываемой детали, что значительно повышает электробезопасность выполнения механической обработки.Одновременно пропускание электрических импульсных разрядов в двух зонах; между катодом и деталью, и обрабатываемой поверхности детали и анодом по сравнению с пропусканием разрядов в одной зоне: между катодом и анодом - деталью обеспечивает повышение производительности обработки за счет повышения скорости нагрева в двух зонах с малым интервалом времени между...
Устройство для снятия грата

Номер патента: 1763093
Опубликовано: 23.09.1992
Авторы: Дроздов, Паутов, Пропп, Соснов
МПК: B23B 5/16
...диском, установлены втулка 25 с пружиной 26. На который снабжен сквозными отверстиями торце, обращенном кобрабатываемойдетапод обрабатываемые детали с гратом, и до- ли, подпружиненой втулки 25 выполнен паз полнительными инструментальными блока по дуге, радиус которой равен радиусу ми, закрепленными соответственно на 55 траектории перемещения деталей и шири- неподвижных элементах со смещением ной равной диаметру грата, Во втулке 25 друг от друга, На торце подпружиненной резьбовым соединением закреплен режу- втулки выполнен паз, а режущий элемент щийэлемент, выполненный ввиде штока 28, выполнен в виде штока, закрепленного при этом торец штока и торец втулки должрезьбовым соединением со втулкой, при ны лежать в одной плоскости. Кроме...
Вращающийся центр

Номер патента: 1763094
Опубликовано: 23.09.1992
Авторы: Рогов, Рогова, Терминасова
МПК: B23B 23/04
Метки: вращающийся, центр
...при этомв стакане перпендикулярно его оси выполнены два отверстия для соединения с введенными в устройство трубками различнойдлины, другие концы которых расположеныв камере, заполненной СОЖ и образованной корпусом и введенным в устройствосердечником из полимерного материала, вкотором размещен упомянутый стакан,- На фиг. 1 представлен об.ций вид устройства; на фиг. 2 - разрез А - А на фиг. 1.Вращающийся центр содержит корпус1, расположенный в корпусе 1 сердечник 2из полимерного материала, стакан 3 с подшипниками 4, в которых установлен вал наконечника 5. Стакан 3 закрыт манжетой 6.На валу наконечника 5 между подшипниками 4 установлен упругий лепестковыйэлемент 7, предназначенный для взаимодействия с внутренней поверхностью стакана 3,...