Способ изготовления полых деталей с внутренним фланцем
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1763076
Авторы: Рудковская, Стеблюк, Сушко
Текст
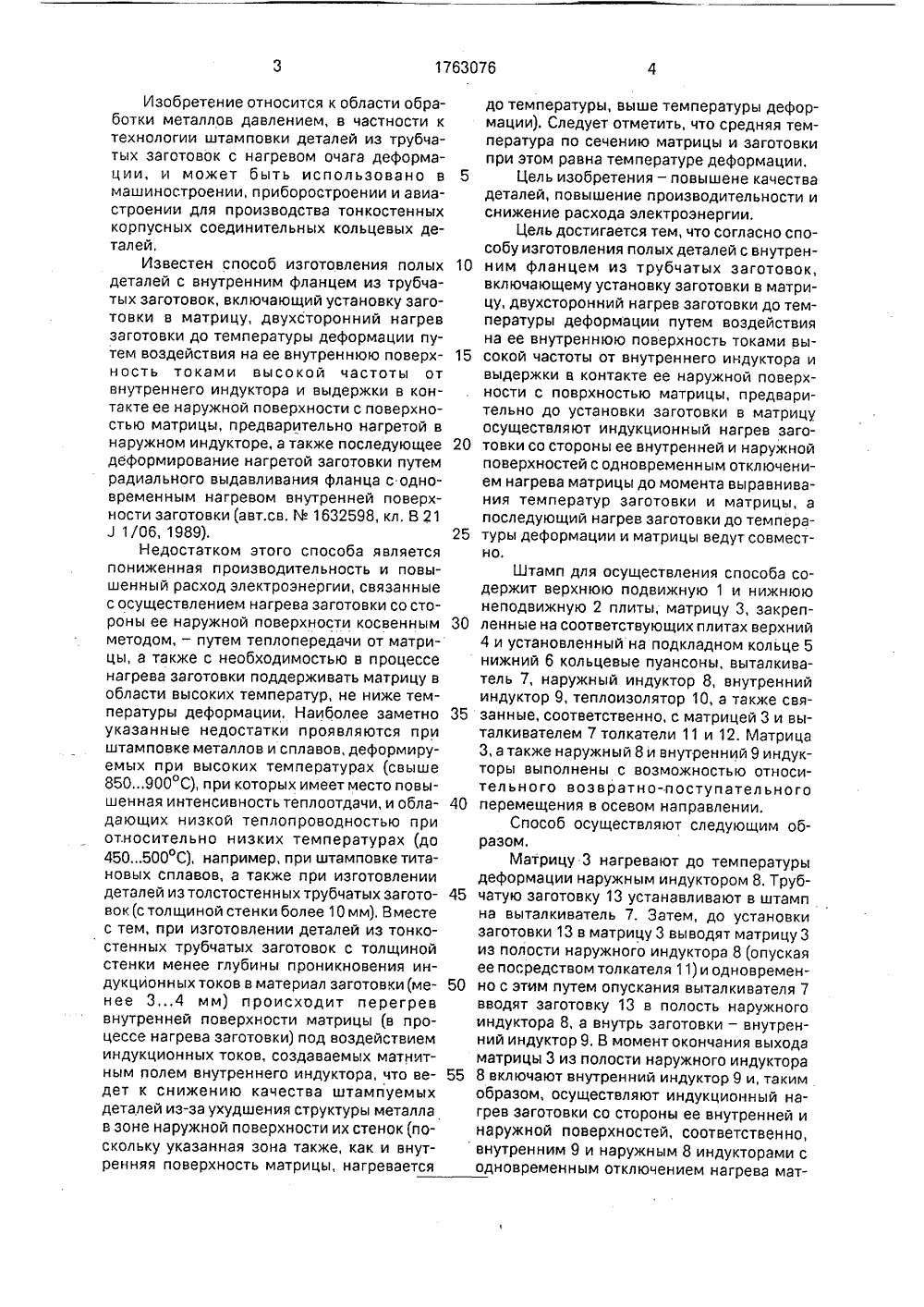
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 7 бЗ ц 5 В 21 3 1/06, В 21 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ПИСАНИЕ ИЗОБРЕТЕНИ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1(71) Киевский политехнический институт им.50-летия Великой Октябрьской социалистической революции(56) Авторское свидетельство СССР М 1632598, кл. В 21,3 1/06, 1988.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ФЛАНЦЕМ (57) Использование: область обработки металлов давлением, получение штамповкой из трубчатых заготовок с нагревом очага деформации полых деталей с внутренним фланцем, Сущность изобретения: матрицу 3 нагревают до температуры деформации наружным индукционным нагревателем 8. Трубчатую заготовку 14 устанавливают в штамп на выталкиватель 7. Затем до установки заготовки в матрицу осуществляют вывод матрицы 3 из полости наружного индукционного нагревателя 8, Одновременно путем опускания выталкивателя 7 вводят заготовку 14 в полость наружного индукционного нагревателя 8. Внутрь заготовки вводят внутренний индукционный нагреватель 10. Осуществляют одновременно прерывание нагрева матрицы 3 и двухсторонний нагрев заготовки 14 индукционным способом нагревателями 8 и 10 до момента выравнивания температуры между заготовкой и матрицей. Вводят матрицу 3 обратно в полость наружного индукционного нагревателя 8, а заготовку 14 - в матрицу 3. Дальнейший нагрев заготовки до температуры деформации осуществляют совместно с нагревом матрицы до этой температуры. По окончании нагрева за товки осуществляют ее деформирование путем радиального выдавливанйя фланца с одновременным подогревом заготовки изнутри индукционным нагревателем 10, 1 ил.Изобретение относится к области обработки металлов давлением, в частности к технологии штамповки деталей из трубчатых заготовок с нагревом очага деформации, и может быть использовано в машиностроении, приборостроении и авиастроении для производства тонкостенных корпусных соединительных кольцевых деталей,Известен способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок, включающий установку заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поверхностью матрицы, предварительно нагретой в наружном индукторе, а также последующее деформирование нагретой заготовки путем радиального выдавливания фланца с одновременным нагревом внутренней поверхности заготовки(авт.св. М 1632598, кл, В 21 Л 1/06, 1989).Недостатком этого способа является пониженная производительность и повышенный расход электроэнергии, связанные с осуществлением нагрева заготовки со стороны ее наружной поверхности косвенным методом, - путем теплопередачи от матрицы, а также с необходимостью в процессе нагрева заготовки поддерживать матрицу в области высоких температур, не ниже температуры деформации. Наиболее заметно указанные недостатки проявляются при штамповке металлов и сплавов, деформируемых при высоких температурах (свыше 850900 С), при которых имеет место повышенная интенсивность теплоотдачи, и обладающих низкой теплопроводностью при относительно низких температурах (до 450.500 С), например, при штамповке титановых сплавов, а также при изготовлении деталей из толстостенных трубчатых заготовок(столщиной стенки более 10 мм). Вместе с тем, при изготовлении деталей из тонкостенных трубчатых заготовок с толщиной стенки менее глубины проникновения индукционныхх токов в материал заготовки (менее 34 мм) происходит перегрев внутренней поверхности матрицы (в процессе нагрева заготовки) под воздействием индукционных токов, создаваемых матнитным полем внутреннего индуктора, что ведет к снижению качества штампуемых деталей из-за ухудшения структуры металла в зоне наружной поверхности их стенок (поскольку указанная эона также, как и внутренняя поверхность матрицы, нагреваетсяиндуктор 9, теплоизолятор 10, а также свя 35 занные, соответственно, с матрицей 3 и вы 40 45 50 55 5 10 15 20 25 30 до температуры, выше температуры деформации). Следует отметить, что средняя температура по сечению матрицы и заготовки при этом равна температуре деформации,Цель изобретения - повышене качества деталей, повышение производительности и снижение расхода электроэнергии.Цель достигается тем, что согласно способу изготовления полых деталей с внутренним фланцем из трубчатых заготовок, включающему установку заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на подкладном кольце 5 нижний 6 кольцевые пуансоны, выталкиватель 7, наружный индуктор 8, внутренний талкивателем 7 толкатели 11 и 12. Матрица 3, а также наружный 8 и внутренний 9 индукторы выполнены с возможностью относительного возвратно-поступательного перемещения в осевом направлении,Способ осуществляют следующим образом.Матрицу 3 нагревают до температуры деформации наружным индуктором 8. Трубчатую заготовку 13 устанавливают в штамп на выталкиватель 7. Затем, до установки заготовки 13 в матрицу 3 выводят матрицу 3 из полости наружного индуктора 8 (опуская ее посредством толкателя 11) и одновременно с этим путем опускания выталкивателя 7 вводят заготовку 13 в полость наружного индуктора 8, а внутрь заготовки - внутренний индуктор 9. В моментокончания выхода матрицы 3 из полости наружного индуктора 8 включают внутренний индуктор 9 и, таким образом, осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей, соответственно, внутренним 9 и наружным 8 индукторами с одновременным отключением нагрева мат1763076 рицы 3. В момент выравнивания температур между матрицей и заготовкой, поднимая матрицу толкателем 11 в верхнее исходное положение, вводят матрицу в полость наружного индуктора 8, а заготовку 13 - в матрицу 3, и последующий нагрев заготовки до температуры деформации и матрицы ведут совместно. По окончании нагрева заготовки осуществляют ее деформирование путем радиального выдавливания фланца с одновременным нагревом внутренней поверхности заготовки внутренним индуктором 9. Готовую деталь удаляют из матрицы выталкивателем 7.В качестве примера конкретного выполнения может служить способ изготовления полых деталей из трубчатой заготовки с внутренним диметром 200 мм и толщиной стенки 12 мм из титанового сплава ВТ. 45 50 Составитель И. СушкаТехред М.Моргентал Корректор С. Юско Редактор Заказ 3410 Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Матрицу, выполненную из сплава ЖС 6- К, нагревают до температуры деформации, составляющей для сплава ВТ9501000 С, До установки заготовки в матрицу осуществляют двухсторонний индукционный нагрев заготовки с одновременным отключением нагрева матрицы в течение времени выравнивания температур между матрицей и заготовкой, которое предварительно определяют либо аналитическим методом, - путем совместного решения уравнений, выражающих время нагрева заготовки и время остывания матрицы, либо путем совместного построения графиков время - температура, характеризующих интенсивность нагрева заготовки и интенсивность остывания матрицы,Нагрев заготовки вне матрицы осуществляютт до температуры 780800 С в течение 22.25 сек, после чего заготовку вводят в матрицу, охлажденную также до 780800 С, и нагревают совместно с последней до температуры 9501000 С.Применение предложенного способапозволяет повысить производительность за 5 счет сокращения нагрева заготовок до температуры деформации, сократить расход электроэнергии эа счет исключения необходимости поддержания матрицы (в процессе нагрева заготовки) в области высоких тем ператур, а также повысить качество получаемых деталей за счет выравнивания в процессе нагрева заготовки температурного поля в зоне сопряжения матрицы и заготовки путем совместного нагрева 15 последних, как в пакете.Формула изобретения Способ изготовления полых деталей свнутренним фланцем из трубчатых заготовок, включающий установку заготовки в мат рицу, двусторонний нагрев заготовки дотемпературы деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от вНутреннего индуктора и выдержки в контакте ее наружной повер хности с поверхностью матрицы, предварительно нагретой в наружном индукторе, а также последующее деформирование нагретой заготовки путем радиального выдавливания фланца с одновременным 30 подогревом внутренней поверхности заготовки, о т л и ч а ю щ и й с я тем, что, с целью повышения качества деталей, производительности и снижения расхода электроэнергии, предварительно до установки 35 заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с однвременным отключением нагрева матрицы до момента выравнивания температур заго товки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно,
СмотретьЗаявка
4876504, 19.10.1990
КИЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. 50-ЛЕТИЯ ВЕЛИКОЙ ОКТЯБРЬСКОЙ СОЦИАЛИСТИЧЕСКОЙ РЕВОЛЮЦИИ
СУШКО ИГОРЬ НИКОЛАЕВИЧ, СТЕБЛЮК ВЛАДИМИР ИВАНОВИЧ, РУДКОВСКАЯ ГАЛИНА ЮРЬЕВНА, СУШКО РУСЛАН НИКОЛАЕВИЧ
МПК / Метки
Метки: внутренним, полых, фланцем
Опубликовано: 23.09.1992
Код ссылки
<a href="https://patents.su/3-1763076-sposob-izgotovleniya-polykh-detalejj-s-vnutrennim-flancem.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых деталей с внутренним фланцем</a>
Станок для штампования металлических шариков путем многократного обжима заготовки в матрицах

Номер патента: 61523
Опубликовано: 01.01.1942
Авторы: Гвоздиевский, Лавенецкий
МПК: B21D 22/18, B21K 1/02
Метки: заготовки, матрицах, металлических, многократного, обжима, путем, станок, шариков, штампования
...шариковпутем многократного обжима заготовок имеет ту отличительную особенность, что применен ряд установленных один над другим цилиндрических барабанов, несущих на периферии сменные матрицы.Последние так расположены, что откованная в виде неполного шаразаготовка, после прохождения пары матриц двух смежных барабанов,с целью постепенного устранения на ней экваториального облоя и при61523дания формы шара, направляется по каналам в пару матриц следующих смежных барабанов.На схематическом чертеже фиг. 1 изображает вид предлагаемого станка спереди, фиг. 2 - . вид его сбоку, фиг. 3 - вид его сверху.Станок состоит из ряда барабанов 1, расположенных один над другим и собранных в одной общей станине.В барабаны вставлены сменные матрицы 2,...
Устройство для автоматического регулирования температуры заготовки при непрерывно-последовательном индукционном нагреве

Номер патента: 1023672
Опубликовано: 15.06.1983
МПК: H05B 6/06
Метки: заготовки, индукционном, нагреве, непрерывно-последовательном, температуры
...резистора.много меньше индуктивного сопротивления вторичной обмотки трансформатора, то фаза напряжения навторичной обмотке практически совпадает с фазой тока 3, протекающегочерез первичную обмотку.Фазочувствительный преобразователь работает следующим образом.Благодаря большому коэффициентуусилителя 18 и 19 синусоиальные напряжения, поступающие на их вход,преобразуются в сигнал прямоугольной Формы со сдвигом Фаз, соответствующим сдвигу фаз синусоидальныхсигналов, Формирователи 20-24 и25-29 вырабатывают по передним фронтам импульсов, поступающих на ихвходы, короткие импульсы управленияК-триггером 30. В результате на.выходе В 5-триггера 30 имеется сигнал,скважность импульсов которого соответствует сдвигу Фаз между напряжением и...
Механизм прижима заготовки к матрице

Номер патента: 462623
Опубликовано: 05.03.1975
Авторы: Зверев, Максимов, Родькин, Тришкин
МПК: B21C 23/08
Метки: заготовки, матрице, механизм, прижима
...заготовок.Для прижатия к матрице заготовок с малой продольной устойчивостью предлагаемый механизм снабжен цилиндрической втулкой, установленной в контейнере с возможностью осевого перемещения. На свободном торце втулки имеется полая неподвижная пробка, Между пробкой и держателем заготовки размещена пружина. Прн этом держатель заготовки выполнен в виде цанговой втулки.На чертеже схематически изображен описываемый механизм.Механизм размещен в контейнере 1, заполненном рабочей жидкостью. В нем расположены матрица 2, неподвижное уплотнение 3,нн 462623462623 Предмет изобретения Составитель Г, Кривонос дактор Т, Каранова Текред Т. Миронова 1(орректор Н. АИзд.534 сударственного ко по делам изобре Москва, Ж, РаПодписиов СССР Заказ 1107/3ЦН...
Способ изотермической штамповки

Номер патента: 1006016
Опубликовано: 23.03.1983
Авторы: Андрющенко, Анищенко, Крапиневич, Лепехов, Найденов, Паша, Сосновский, Цымбалюк, Чашников
МПК: B21J 5/00
Метки: изотермической, штамповки
...об" разом.На боковые стенки полости штампа с наибольшей площадью поверхностив данном случае полости пуансона 1) наносят слой сублимата 2 с температурой возгонки, соответствующей температуре деформации. Покрытие с целью его эко-. номии целесообразно наносить на участки полости, формообразующие конечный рельеф детали 3. В штамп, нагретый до температуры деформации, укладывают заготовку 4 приведенным диаметром менее диаметра пуансона 1, нагретую до той же температуры, При начавшемся процессе сублимации заготовку осаживают преимущественно соскоростью деформации 10 -10 с до степени деформации 40", 70, в результате чего заготовка 4практически полностью оформляет по.лость,пуансона 1 полость с максимальной площадью поверхности) и...
Способ горячего деформирования металлов

Номер патента: 1784390
Опубликовано: 30.12.1992
Автор: Вакалов
МПК: B21J 1/04
Метки: горячего, деформирования, металлов
...до температуры ниже температуры деформирования. Нагретую заготовку5 помещают в контейнер 2 и опускают пуан-сон 1 до соприкосновения с торцом заготовки 5. Охлаждают слой смазки 6 и торецзаготовки 5 пуансоном 1 до их надежногосцепления и производят вйдавливэние металла заготовки. Затем в конце хода пуансо-на 1 нагревают слой смазки 6 и. контактирующую с ним торцевую поверхность изделия 7 до нижнего предела температурного интервала деформирования.Вязкость слоя "смазки резкоснйжается ийуансон свободно отводится в- верхнее положение; где его вновь охлаждают. Изделие7 извлекают из контейнера 2, и цикл повторяется,В другом слуЧае после окончания выдавливания пуансон вместе с изделием,удерживающимся на пуансоне эа счет силсцепления, извлекают иэ...
Предыдущий патент: Способ накатывания цилиндрической резьбы
Следующий патент: Матрица для выдавливания
Случайный патент: Устройство для измерения сферических координат поверхности выпуклых объектов