B24B — Станки, устройства или способы для шлифования или полирования
Бесцентрово-доводочный станок для обработки цилиндрических деталей

Номер патента: 1516318
Опубликовано: 23.10.1989
Авторы: Вилкас, Емельянов, Каспаравичюс
МПК: B24B 5/18
Метки: бесцентрово-доводочный, станок, цилиндрических
...Детали 6 прижимаются сверху доводочным ножом 5 через плоскую пружину 7 регулировочным винтом 8. С правой стороны ножа расположен механизм подачи 9 деталей (фиг. 2),Бесцентрово-доводочный станок работает следующим образом.На вращающиеся доводочный 3 и ведущий 2 валки их механизма 9 подачи подаются (фиг. 2) детали 6, которые прижимаются ножом 5 (фиг.1). Рабочее давление ножа на обрабатываемые детали создается за счет деформации плоской пружины 7, опирающейся на концы доводочного ножа 5 и деформируемой сверху в зависимости от заданной величины давления регулировойым винтом 8, закрепленным на стойке 4. Для того, чтобы увеличить съем металла в начале зоны обработкинеобходимо большее рабочее давление и для улучшения шероховатости и точности...
Способ обработки раструбов железобетонных труб

Номер патента: 1516319
Опубликовано: 23.10.1989
Авторы: Мифлиг, Сердюк, Хукаленко
МПК: B24B 5/40
Метки: железобетонных, раструбов, труб
...; ;"о размера наполните ля.Коэффиц".л пропорциональности К для коикретнсс з инструмента является постояннью и рассчитывается по формуле 5К = - о"- ,(о-мм еТак как в сечении 1 минимальное значение .может быть близким к 0 (острая кромка), а максимальное 40 значение .г гмаксне может быть большим П Дц, то диапазон возможных значений К, исходя из формулы, определяется пределамиП 0 450,5-0,ЪИзготовление инструмента для осуществления предлагаемого способа производят следующим образом.Например, алмазосодержащие сег менты с твердосплавной матрицей, для которы. 1 = К/и Ь(о, -о,ь 1иэготав дивана; путем прессования с последующей пропитной медью при 1100- 1200 С. В дальнейшем для придания сегментам более точной формы выполняют их термофиксацию....
Устройство для прижима шлифовальной ленты

Номер патента: 1516320
Опубликовано: 23.10.1989
Автор: Ефимчук
МПК: B24B 21/06
Метки: ленты, прижима, шлифовальной
...под шлифовальной лентой. Редукционным клапаном 10 устанавливгется необходимое,заданное технологическим режимом уусилие прижима. Утюжок вручную или40другим устройством перемещают возвратно-поступательно над обрабатываемой поверхностью. При нажатии(включении) клапана 11 цилиндр 8переключается на прижим ленты и 45через кронштейн 6 поворачивает штангу 1 вокруг оси А-А, вместе в нейповорачивается рамка 5. Рамка 5 движется вниз, через подшипник 4 и ры:аг 3 перемещает утюжок 9 до упорачерез штифовальную ленту в обрабатываемую деталь. Величина усилия прижима шпифовальной ленты к обрабатываемой детали утюжком 9 устанавливается пропорциональной давлению воздуха, заданному редукционньм клапаном 10. Шлифовальная лента, приводимая в...
Виброзащитная рукоятка

Номер патента: 1516321
Опубликовано: 23.10.1989
Авторы: Блинов, Гольдштейн, Гоппен, Горник, Дубов, Шнейдерман, Шурик
МПК: B24B 23/02
Метки: виброзащитная, рукоятка
...розащиты, обусловленной упруго-вязкостными свойствами кольц. вых опор. Цель изооретення - повышение эффективности виброзащиты.10 15 20 25 30 На фиг. 1 показана рукоятка, про. дольный разрез; на фиг. 2 - разрез А-А на фиг. 1.Рукоятка состоит из корпуса 1 с рабочей поверхностью 2 и охватывающей его обоймы 3 с рабочей поверхностью 4. Упругие балочки 5 контактируют свободными концами 6 с рабочей поверхностью 2 корпуса 1Другие концы балочек 5 жестко связаны с поверхностью 4 обоймы 3, на рабочей поверхности 2 корпуса 1 выполнены углубления 7, в которые введены свободные концы 6 упругих балочек 5.При работе оператор нажимает на поверхность 4 обоймы 3 с определенной силой, в результате чего балочки 5 деформируются на заданную величину...
Зачистной станок

Номер патента: 1516322
Опубликовано: 23.10.1989
Автор: Никольчук
МПК: B24B 27/06
...Ерд ВЫг -я эг рботы эдцаегся редвари;.1=, Г: обрдбгтк. Ицстр,мен; сПО.; О,;и Ьг ЗддаццЫМ, СИГЭЛ От Прнгсдд 9 гр;жима,тся к ,брабатыдемойсв.ц:.". д .: гуцэт.ьцоо его,1.,с НОсрг Зуаще 1 И.- 1, 1 И.1 ООЕс.;ддгг . екус пс ворот плдншай 1 1 .ная дс гуэцасиц контакта инстру еггд и изде Рцв С 1 гс с ГБ ПООрстг 11 ЭЧРдИбЫпд б цструменту дни аясь постна ; 1;-Го цО Образ".щг:. НэпЛИяу ПрОх эдг" ь Г.ю ее ляну, Об; абд"в,эя пэчсО,;:ГЭ,О 1 ИИЦЫ, Рт ИСХОДЦС ЛОЛОжЕсц.и 1 лг, 11 масса каретки 10, равновеэп 1 взе я: дним из двух прстив 01 есов 71,;,киГвяз% б,(р 11 ГонГОте и анОшд.бг в и обую сторсцу ог 0 л:, 90 массы;алин,йше; от 90 до 270 пиворотеЛа 1 сб ГарВЬй СГПднд ф 1 Г,2 ИЗпрг. счВ сои 7, Г 1),сс,. д-, гРОВа ьуатй ЛД 1(НГс .ДЧИ ДЕт дайЭ ц - ,: ....
Способ суперфиниширования цилиндрических поверхностей

Номер патента: 1516324
Опубликовано: 23.10.1989
Авторы: Виндерман, Воронов, Ершов, Красницкий, Маркман, Рахматуллин
МПК: B24B 35/00
Метки: поверхностей, суперфиниширования, цилиндрических
...каждый па сьоей оси 6 и оснащенный каждый парой абразивных брусков 7 и 8, размеъ, х на концах каждого рычага 5, опреде,ядщих угол ы охвата35 рычагом 5 детали 1, Головка оснащена штоками 9, обеспечивающими приложениерабочего усилия через ось 6.Способ осуществляют следующим образом.40 Детали 1 вращают и аксиально перемещают посредством охватывающей пары валков 2 и 3, Угол охвата детали 1 валками 2 и 3 выбирают равным136 - 144 . Рабочее усилие (от штока 9) передают на два симметрично размещенных абразивных брускаи 8 через ось 6 и двуплечий жесткий рычаг 5, при этом угол охвата рычагом детали выбирают равным 0,2-0,73 угла охвата последней залками, согласносоотношенияМ.0,2-0,73.6П р и м е р. Производили обработку тонкостенных колец...
Способ правки абразивных лент

Номер патента: 1516325
Опубликовано: 23.10.1989
Авторы: Бабошкин, Иванов, Юрьев
МПК: B24B 53/00, B24B 7/28
Метки: абразивных, лент, правки
...рабочей поверхностью диска 3 при одновременном ихотносительном движении вызывает образование профиля б рельефа рабочейповерхности ленты 1 с режущими кромками, которые отличаются существенно меньшими размерами и значительнобольшей регулярностью по сравнению сисходным профилем 5 до правки ленты(фиг.1) .С увеличением расстояния В междусерединой контактного ролика 2 и перпендикуляром ОС растет момент силыР , что вызывает увеличение угловой скорости (д диска 3. При В == О диск 3 в момент правки не вращается, так как Р = О (Р = Р ) .Относительное проскальзывание ленты1 и диска 3 в направлении, перпендикулярном вектору скорости ленты 1на линии 4 их контакта, отсутствует.Отсутствие вращения диска 3 вызываетзначительные температурные...
Устройство для охлаждения и очистки шлифовального круга

Номер патента: 1516326
Опубликовано: 23.10.1989
МПК: B24B 55/02
Метки: круга, охлаждения, шлифовального
...установленныхв корпусе 1 блоков 3-5 с ребрами 6 наобращенных к кругу 7 рабочих поверхностях 8. В каждом из блоков 3-5 выполнен канал 9, связанный с трубопроводом 10 подачи смазочно-охлаждающейжидкости (СОЖ), при этом выход 11канала 9 расположен на рабочей поверхности 8 соответствующего блока3-5. Кроме того, в каждом из блоков 3-5 выполнен паэ 12, Устройство Я 5содержит также механизм регулирования кривизны гребенки, выполненныйв виде установленных на плите 2 зубчатых колес 13-15, кинематически связанных между собой шестернями 1 б и: ЗО17, пальцев 18, установленных на каждом иэ колес 13-15 с эксцентриситетомпо отношению к оси вращения колес13-15 с возможно-. тью взаимодействияс пазом 12 соответствующего блока 4-5и расположенной на...
Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании торцовым секторным кругом

Номер патента: 1516327
Опубликовано: 23.10.1989
Автор: Гусев
МПК: B24B 55/02
Метки: жидкости, кругом, подачи, секторным, смазочно-охлаждающей, сож, торцовым, шлифовании
...чтобы СОЖ попадала в сектор, ограниченным углом Е., а в сектор с углом ц, СОЖ не попадала. С помощью стержней и гаек 8 Фиксируют пробки 5 и 6 относительно щели 2 и обрабатываемой детали 2. СОЖ подают под угломк ближней со стороны движения круга поверхности детали 12. 15163 Составитель В. Ротницкая. едактор Л.Зайцева Техред 4,Кравчук Корректор А.Обручарираж 66 39/16 писное ГКНТ СССР ВНИИПИ Государствен 113(СОЖ) при шлиФовании торцовым сектор 5ным кругом.Цел изэбретения - сокращение расхода СОЖ.На Фиг.1 привсдена схема устройства; на Фиг,2 - вид А на Фиг.1; на 10фиг,3схема расположения пробок,Устройство содержит пблый кольцевойколлектор 1 с кольцевой цЫлью 2, связанный с полостью 3 коллектора 1 трубопровод 4 порвчи СОЖ, пробки 5 м 6. с...
Шлифовальный робот с воспроизводящей системой управления

Номер патента: 1517751
Опубликовано: 23.10.1989
МПК: B24B 19/20
Метки: воспроизводящей, робот, системой, шлифовальный
...12 аналогичносвязан с шаговым двигателем 20 идатчиком 21 угла поворота, также имеющим цифровой выход. Поскольку поворотный кронштейн 12 связан с вторым 30рычагом 7, то шаговый двигатель 20является приводом его поворота.Робот содержит также два блокауправления приводами рычаговБлокуправления приводом рычага 6 выполненв виде соединенного с датчиком 19 угла поворота счетчика 22 и соединенногос шаговым двигателем 17 регулируемого источника 23 тока. Блок управления приводом рычага 7 выполнен аналогично и содержит счетчик 24 и регулируемый источник 25 тока. Счетчики 22 и 24, а также регулируемыеисточники 23 и 25 тока связаны черезинтерфейс 26 с системой контурногоуправления в виде микропроцессора 27с которым соединен тактовый генератор 28...
Установка для абразивной обработки внутренних поверхностей заготовок

Номер патента: 1519865
Опубликовано: 07.11.1989
Авторы: Ботев, Метев, Минчев, Найденов, Петров, Петьков, Радев, Стоев
МПК: B24B 5/40
Метки: абразивной, внутренних, заготовок, поверхностей
...1 рабочей среды, посредством питающих имнульсных устройств5 а и 5 в и клапанов 10 а и 10 в, и предназначенные для подачи сигнала дпядемпфирования и реверсировдния движс -ния полирующего инструмента/ 55Полирующий инструмент 4 представляет собой упругий элемент1, ндсыщен -ный абразивными микрозернами 11 а и снабжен сферическими наконечниками 12, подвижно установленными в надвижных муфтах 13На внешней поверхности абразивного слоя выполнены винтовые канавки 14.Полирующий инструмент 4 согласновторому варианту (фиг. 3) выполнен двухслойным, Внешний слой упругого элемента 11 несет абразивные микрозерна 1 а и винтовые канавки 14, а во внутреннем слое 15 выпонены полость 16 и каналы 17, соединяющие полость 16 с внешним слоем упругого элемента...
Станок для накатки железнодорожных осей

Номер патента: 1519866
Опубликовано: 07.11.1989
МПК: B23B 5/04, B23B 5/08, B24B 39/04 ...
Метки: железнодорожных, накатки, осей, станок
...гидроцилиндр 16 с закрепленными в станинештоком обеспечивающим перемещениесуппорта 4 вдоль железнодорожной оси,Суппорты 4 фиксируются к станине прихватами 7 в положении накатки галтелей,Станок работает следующим образом, 20Перед загрузкой обрабатываемой железнодорожной оси центровые бабки 2и сулпорты 3 и 4 расходятся в стороны, оставляя свободным рабочее пространство в центре станка, На призму255 укладывается железнодорожная ось,После этого сулпорты и центровые бабки сходятся и ось зажимается в центрах, Суппорты устанавливаются в положение, соответствующее началу накат ки, Включается привод вращения оси,После этого в бесштоковые полостигидроцилиндров 7 и 10 подается рабочая жидкость и ролики подводятся коси. При контакте с осью...
Способ упрочнения поверхности

Номер патента: 1521564
Опубликовано: 15.11.1989
Метки: поверхности, упрочнения
...камеру 1 помещают стальную ,дробь, например, диаметром 1-2 мм в . объеме 27, от объема камеры н замыкают объем сверху заготовкой. С целью плотного замыкания объема от разлета дроби и созданияакустической развязки камеры 1 заготовку устанавливают относительно верхнего торца камеры 1 через прокладку нх ворсистого материала. Ультразвуковые колебания через вопновод-концентратор 2 передаются на камеру 1, Изгибные колебания дна н стенок камеры подбрасываие и. разгоняют свободно летящие шарики, прйчам их кинетическая энергия возрастает от увеличения соударения со стенками камеры 1. Вследствие наклона стенки шарик отбрасывается стенкой вверх под углом к горизонту, равным углу наклона. Угол наклона стенки задан таким, чтобы...
Способ чистой обработки деталей

Номер патента: 1521565
Опубликовано: 15.11.1989
Авторы: Баласанян, Вартанян, Егиазарян, Христафорян, Цвентух, Шапиро
МПК: B24B 1/04
Метки: чистой
...заготовки отсутствует и стружка с боковой поверхности зуба снимается благодаря соответствующему расположению режупих зубчиков. На шевере для врезного шевингования режущие зубчики расположены по винтовой линии. На соседних зубах шевера режущие зубчики смещены на величину х, Зто позволяет при обкатке своздействием ультразвуковых колебаний режушим зубчикам последовательно срезать металл с боковой поверхности зуба обкатываемого колеса беэ продольной подачи заготовки. Колебательные перемещения режущей кромки шевера должны перекрыть шаг режущих зубчиков, Величина угла а берется такой, чтобы прн возбуждении ультразвуковых колебаний обеспечивался контакт с поверхностью И окрувяостиножек зубьев шевера и минимальное внедрение в поверхность И...
Способ обработки стеклянных изделий профильным шлифовальным инструментом

Номер патента: 1521566
Опубликовано: 15.11.1989
Авторы: Заславский, Перерозин, Чернецкий
МПК: B24B 11/00
Метки: инструментом, профильным, стеклянных, шлифовальным
...сложной Формы. Для этого иэделие перемещают на вращающийся алмазный круг,осуществляя врезание. При этом получается одна часть рисунка сложнойФормы. Затем изделие поворачивают вплоскости, параллельной оси вращениякруга, на какой-либо угол и совершают второе врезание, получая вторуючасть рисунка; Количества поворотовизделия с последующим врезанием иугол его поворота. зависят от видарисунка, который необходимо получитьна изделии. 5 ил. верхность инструмен по радиусу; на Фиг. верхность инструмен под углом.В приведенных на Фильных алмазных ин новной праФиль раба выполнен в виде час ничен радиусом К, к образует углубление са, а сопряженные с ные проФили имеют р рациюе Необходимым услови сунка сложной Формы рот изделия в плоско ной оси...
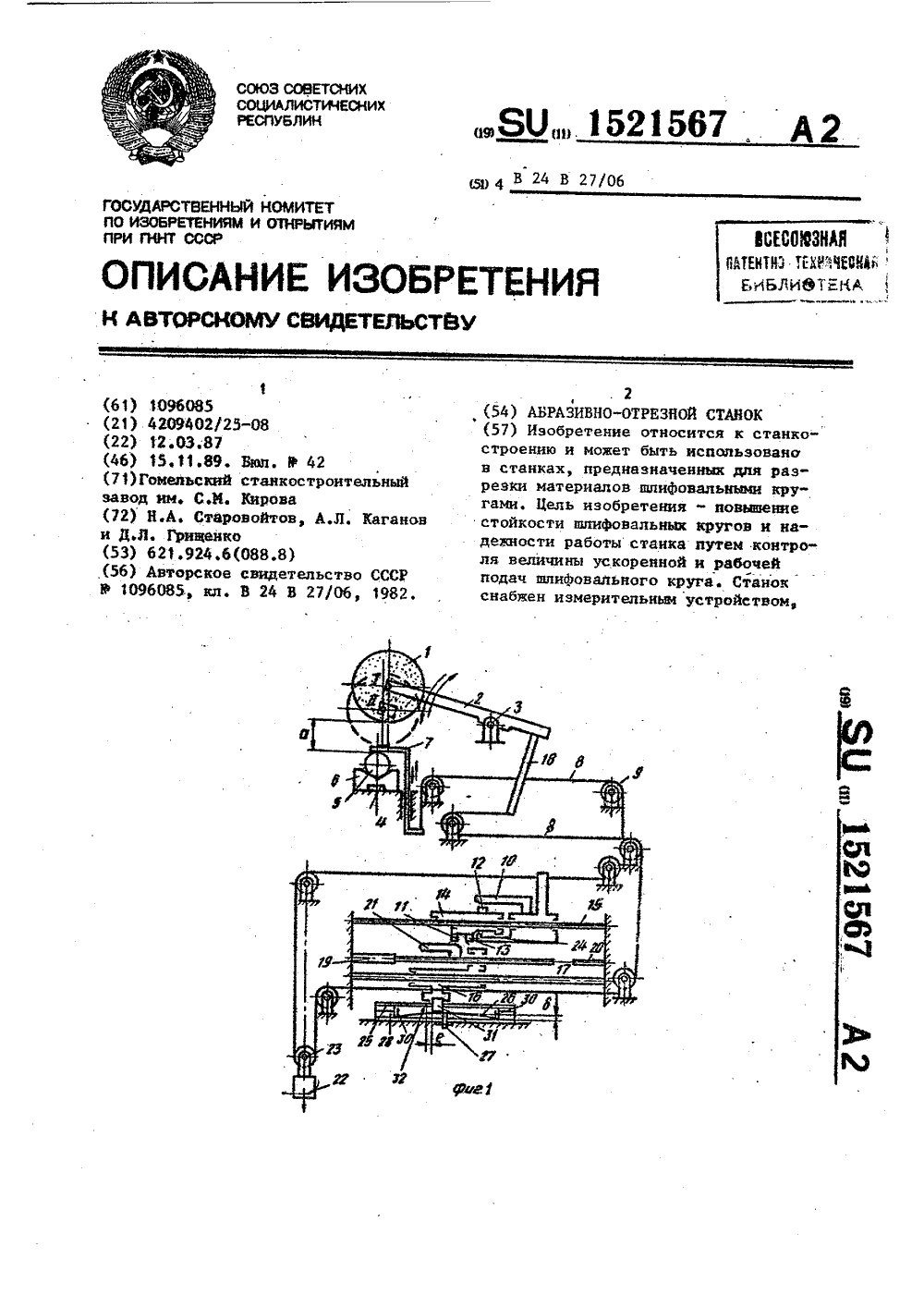
Абразивно-отрезной станок
Номер патента: 1521567
Опубликовано: 15.11.1989
Авторы: Грищенко, Каганов, Старовойтов
МПК: B24B 27/06
Метки: абразивно-отрезной, станок
...5, при этом концевой выключатель 1 1 и кулачок 21 продолжают взаимодействовать мезду собой. В зависимости от величи,ны диаметра заготовки 5 верхняя пол эушка 14 с концевыми выключателями 11"13 занимает определенное положение на верхней направляющей 15.После эажатия заготовки 5 подается команда Иа подачу шлифовального 25 круга 1. Перед этой командой измерительная обмотка 31 занимает на стержне положение, определяемое правый упором водила 32, контактирующим с правым торцом измерительной обмотки. Регулируемая величина е от левого упора водила 32 до левого торца измерительной обмотки выбрана заранее при настройке величины ускоренной подачи, не меньшей перемещения вцщфовального круга с момента начала его подвода до выхода на...
Устройство для обработки шеек коленчатых валов

Номер патента: 1521568
Опубликовано: 15.11.1989
МПК: B24B 35/00
Метки: валов, коленчатых, шеек
...пружины 5.Внутри обоймы в гнездах закрепленыравномерно по окружности алмазныедоводочные бруски 6, равные длинешейки вала, с компенсирующими прокладками 7 высокой упругости. Нанижней половине 3 обоймы закрепленыЗОполукольцевой упор 8 и зубчатые секторы 9 и 10 с косозубой нарезкой.Секторы 9 и 10 контактируют с зубчатыми рейками 11 и 12 той же нарезки,которые взаимосвязаны со штокомпривода 13 воэвратно-поступательного 35перемещения и размещены в направляющих 14.Коленчатый вал устанавливается взажимное приспособление (не показано), на плите которого закреплен 40привод 13 возвратно-поступательногоперемещения с зубчатыми рейками 11и 12, размещенными в направляющих14 под каждой из шатунных шеек, лежащих,в одной плоскости. Затем на 45каждую...
Способ обработки поверхности трения

Номер патента: 1521569
Опубликовано: 15.11.1989
Авторы: Радионенко, Фельдман, Шнейдер
МПК: B24B 39/00
Метки: поверхности, трения
...центра сферы индентора прикасания в точке ВВ мм; Ь и Ь - ширина и глубина мнкроуглубления, имК и В. врадиусы дна мнкроуглубления и сферы индентора, кч, Р,сила трения в подвижных частях инструмента, н,Уравнение колебаний подвижнойчасти инструмента имеет щщ: ихфР-Р где Р = с(й -х), шс(Л -х)- 35Дпя удобства пользования формулой(5) необходимо вместо координат центра сферы индентора ввести координаты (2) 45 точки 3.Из схемы на фнг. 3 видно, что Ь,Ь+х,Ь 1 Ьк У 15 а с+р" О, а с 11 сс 5 щ О, сОПри подстановке значений с, и с В в уравнение (2) определяется частное решение: Общее решение уравнения (1) 4 а х с савК с+с вхп 1 сс + -5 йИз начальных условий находятзначения с 1 и сО х-1 с св 1 п 1 с+1 с с сов 1 сСВ хВ сов 5 сс. + 51 (1 со 85 сй),...
Устройство для программного управления шлифовальным станком
Номер патента: 1521570
Опубликовано: 15.11.1989
МПК: B24B 51/00
Метки: программного, станком, шлифовальным
...изделияформируются через равное число оборотов шпинделя иэделия в моментывремени С С , й, С . с длительностью, равной времени одного оборота шпинделя изделия, "1", которыепоступают на входы первого 2, второго 3 третьего 4, седьмого 5 элемен.тов И, на другие входы которых поступают короткие импульсы напряжения от датчика каждого оборота шпинделя иэделия. В результате на выхо21570 10 дах названных логических элементов И последовательно формируются короткие импульсы напряжения, поступающие соответственно на управляющие входы первого 9, второго 10, третьего 11, четвертого 12 управляемых ключей, которые подключают выход датчика 37 перемещений последовательно в моменты времени , 1 д, 1, 1к первому 13, второму 14, третьему 15, четвертому...
Способ очистки шлифовального круга

Номер патента: 1521571
Опубликовано: 15.11.1989
Автор: Чирков
МПК: B24B 55/02
Метки: круга, шлифовального
...расстояние от периферии круга 7 до поверхностного слоя 8струи 9 смазочно-охлаждающеготехнологического средства(СОТС) из входного отверстия 352,Корпус 1 соединен с системой подачи СОТС (не показана).Способ осуществляется следующим образом, 40Корпус 1 устанавливают так, чтовыходное отверстие 3 обращено к кругу 7, а ось г-г параллельна оси д-ди расположена от нее на расстоянииПри этом-длину 1 отверстия 3 выбирают равной ширине Ь круга 7. Начинают обработку кругом 7. При обработкев зону резания подается смазочно-охлаждающая жидкость (СОЖ), котораязаполняет поры круга 7 и охлаждаетзону резания. При дальнейшем переме"щении участка периферии круга 7СОЖ с частицами обработанного материала не может полностью удалитьсяиэ пор круга из-за...
Устройство для изготовления и подачи в зону резания замороженной смазочно-охлаждающей жидкости

Номер патента: 1521572
Опубликовано: 15.11.1989
Авторы: Веткасов, Ефимов, Федотов
МПК: B24B 55/02
Метки: жидкости, замороженной, зону, подачи, резания, смазочно-охлаждающей
...подушки 20 и 21, которые зажимают брусок до начала следующего процесса резания. После того, как брусок выйдет из зоны взаимодействия с датчиком 19, последний подает сигнал на включение всех органов и механизмов для изготовления следующего брикета 14. В случае большего расхода брикетов 14 остановка их производства происходит при включении обоих датчиков 18 и 19Формула изобретенияУстройство для изготовления и подачи в зону резания замороженной смазочно-охлаждающей жидкости (СОВ), содержащее камеру для образования льда иэ СОН, размещенные в камере сопла подачи СОЖ, ножи с ме 572ханиэмом их вращения, связанный с ней холодильный агрегат, камеру брикетирования льда с коническим выходным отверстием и размещенный в ней механизм...
Устройство для испытаний деревообрабатывающих станков

Номер патента: 1523307
Опубликовано: 23.11.1989
Автор: Воякин
МПК: B24B 7/28, G01M 15/00
Метки: деревообрабатывающих, испытаний, станков
...12 стопорятся, на звездочки 22 надевается цепь 26, связывающая модули нагружения механизма подачи и нагружающий тормоз 27.Устройство работает следующим образом.При включении механизмов резания станка их шпиндели вместе с втулками 1 и дисбалансными вибраторами 4 начинают вращаться, приводя во вращение через шлицевуюмуфту 14 гидронасос 13. При этом на шпиндели будет передаваться центробежная нагрузка, имитирующая силы вследствие неуравновешенности полировальных барабанов, и тормозные моменты, имитирующие трение полировальных барабанов об обрабатываемый щит, пропорциональные сопротивлению гидромагистрали нагнетаемой насосами 13 жидкости. Одновременно подается давление в верхнюю полость .цилиндров 15, поршни которых, перемещаясь вниз,...
Устройство для изготовления заготовки бесконечной абразивной ленты

Номер патента: 1523308
Опубликовано: 23.11.1989
МПК: B24B 11/00
Метки: абразивной, бесконечной, заготовки, ленты
...вальцом 6. При этомлента 13 перемещается между барабаномподачи ленты и гофрирующим барабаном. Межосевое расстояние 010 устанавливается в соответствии с длинойзаготовки. При этом зубья колес 2барабана подачи и колес 11 гофрирующего барабана входят в зацепление иизменением величины межосевого расстояния добиваются необходимой длины нием межцентрового расстояния шестерен, чем обеспечивается необходимаявеличина гофр. 1 ил. заготовки за счет гофрирования ее. Минимальная длина заготовки будет в том случае, когда зубья колес 2 и 11 не будут находиться в зацеплении и максимальная длина заготовки будет в случае полного зацепления колес 2 и 11. При этом роликами 12 гофрирующего барабана лента 13 размещается между роликами 3 барабана подачи,...
Способ обработки линейчатых поверхностей и устройство для его осуществления

Номер патента: 1523309
Опубликовано: 23.11.1989
Авторы: Кибальченко, Ковалев
МПК: B24B 19/00
Метки: линейчатых, поверхностей
...станине 3 расположены привод 4 вращения инструмента с инструментом 2, продольный суппорт 5 и упор 6. На продольном суппорте 5 расположены привод 7 вращения шпинделя 8. Шпиндель 8 снабжен кареткой 9. На станине установлен кулачок 10 со связанными с ним зубчатыми колесами 11 и 12 и кулачок 13 со связанными с ним зубчатыми колесами 14 и 15. Со шпинделем 8 неподвижно связаны направляющие 16 для каретки 9, а каретка 9 имеет шпонку 17 и прижим35 18 с винтом 19 для установки и закрепления детали 1.Устройство работает следующим образом.Деталь 1 устанавливают на каретку 9, фиксируют в радиальном направлении шпонкой 17 и зажимают упором с винтом 19, Включают привод вращения инструмента 2 и привод 7 вращения45 шпинделя 8, Инструмент 2...
Устройство для шлифования торцов деталей

Номер патента: 1523310
Опубликовано: 23.11.1989
Авторы: Антонян, Баламцарашвили, Карчава, Мартиашвили, Цховребашвили, Якушев
МПК: B24B 19/24
Метки: торцов, шлифования
...от путевого выключа-,теля 21, после того как заготовка 29 переместит шарнирныйпараллелограмм с торцешлифовальной головкой (перемещение начинается после соприкосновения перемещающейся в роликах 30 заготовки 29 с контактным роликом11) на 2-3 мм, что достаточно дляосвобождения ролика путевого выключателя 21 от кулачка 22, закрепленного жестко на шатуне 23 шарнирногопараллелограмма, Вращение вала 5вместе с контактным роликом 11 продолжается до конца одного полногооборота последнего. Остановка контактного ролика 11 вместе конической передачей и валом 5 осуществляется кулачком 9, закрепленным наконической шестерне 8 (после полногооборота последней с контактным роликом), через путевой выключатель2, установленный на кожухе 1 и питаемый...
Отрезное устройство

Номер патента: 1523311
Опубликовано: 23.11.1989
Авторы: Беликович, Оглоблинский, Свинцицкий, Шмульский
МПК: B24B 27/06
Метки: отрезное
...и 14 закреплены оси, соответственно 22 и 23, параллельные этимгубкам и станине 1. На осях 22 и 23закреплены с возможностью поворота55клиновые подкладки соответственно24 и 25, при этом клиновая подкладка 24 сходится в направлении к оси 22, а клиновая подкладка 25 расходится в направлении к оси 23. Рекомендуется принимать угол установки разрезаемого профиля р=30. Тогда углы наклона р, каждой из этих клиноУвых подкладок определяются по формуле у,=120-1 где с; - угол наклона соответствующей губки к станине,При вышеуказанных значениях углов а( о(,=90; о( =105 ) получим следующие значения углов наклона уоклиновых подкладок 24 и 25; для подкладки 24 -=120-90=30; для подкладки 25 -=120 -105=15 . При этих значениях углов , зажимные подверхности...
Станок для вибрационной обработки

Номер патента: 1523312
Опубликовано: 23.11.1989
Авторы: Абызов, Арцыбашев, Паутов, Юнусов, Якунин
МПК: B24B 31/067
Метки: вибрационной, станок
...в корпусе 5 и установленного на подшипниках 6, смонтированных в опорах 7, которые закрепляются в соответствующей зоне торцовой стенки 8. На концах вала 4 установлены регулируемые дебалансные грузы 9 и 10, Для смещения ротора в необходимую зону контейнера используют пазы, выполненные, например, в виде спиралей на , торцовых стенках 8 контейнера (Фиг.2). Смещение ротора можно осуществлять и посредством поворота ,эксцентриковой опоры 11 вокруг оси 12, при этом вал 4 смещается по па 40 зу, выполненному по части окружностив стенке торца (Фиг.З). После монтажа опор 7 в нужной позиции каждый паз закрывается накладкой 13.Станок работает следующим образом.При вращении дебалансного вала 4 контейнер совершает гармонические колебания....
Вибрационный станок

Номер патента: 1523313
Опубликовано: 23.11.1989
Авторы: Курочкин, Сапожников, Шульклаперов
МПК: B24B 31/073
Метки: вибрационный, станок
...поднимают ее и выводят из зацепления с нижней зубчатойполумуфтой 9. 11 ри этом верхняя зубчатая полумуфта 13 воздействует на пружину 15 и, преодолевая ее усилие засчет преодоления сил трения междупружиной 15 и валом, затормаживаетвал Ь, а зубчатая рейка 23 входит взацепление с зубчатым венцом 10нижней зубчатой полумуфты 9.Угол поворота верхнего дебелансного груза 8 относительно нижнего7 в положение, соответствующее определенной величине амплитуды колебаний емкости 1, задается подключениемодного из датчиков 26 к системе управления, Одновременно с этим изсистемы управления подается сигнална гидропривод 25, посредством которого происходит перемещение зубчатойрейки 23 и она, взаимодействуя с зубчатым венцом 10 нижней полумуфты...
Устройство для магнитно-абразивной обработки

Номер патента: 1523314
Опубликовано: 23.11.1989
Авторы: Дядько, Крымский, Тульчинский
МПК: B24B 31/112
Метки: магнитно-абразивной
...постоянного магнитного поля масса ферроабразивного порошка 6 формируется между выступами 4 дисков 2 и 3. Устройство приводится во вращение, что обеспечивает основное движение резания, и к магнитно- абразивному порошку .подводится обрабатываемая деталь 8, Движение подачи осуществляет либо устройство, либо обрабатываемая деталь. Смещение выступов дисков приводит к тому, что ферроабразивный порошок несколько отстает от скорости вращения устройства, двигаясь от выступа одного диска к выступу другого диска и так далее .(фиг. 3), совершая самоосцилляцию.Благодаря смещению дисков на полшага их выступов появляется угол между дискретным тангенциальным градиентом магнитного поля и направлением резания Ы, определяющий появление осевой...
Механизм запирания люка рабочего резервуара вибрационного станка

Номер патента: 1523315
Опубликовано: 23.11.1989
Авторы: Артамонова, Киреев, Коломейцев, Любенская
МПК: B24B 31/12
Метки: вибрационного, запирания, люка, механизм, рабочего, резервуара, станка
...на экран сил тяжестидеталей и обрабатывающих тел, носжимается от воздействия на экранторца крышки при ее запирании. Крышка 1 в открытом до упора, примернона угол 90 от плоскости люка полоожении на упоре удерживается пружиной12, Крышка 1 снабжена шаровой пятой 13 и буфером 14, например резиновым буфером, установленным в зоне взаимодействия крьппки с пазомзащелки.Силовой цилиндр 5, торец штока15 которого снабжен лункой 16,подвешен и ориентирован в пространстве посредством сил его тяжести или/и пружины 17 таким образом,50что пята 9 защелки 8, пята 13крышки 1 в ее открытом положениии шарнир 6 расположены на однойпрямой,Механизм работает следующим образом.Для запирания люка подают сжатыйвохдух в пустотелое уплотнение 3 вне резервуара...