Устройство для программного управления шлифовальным станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
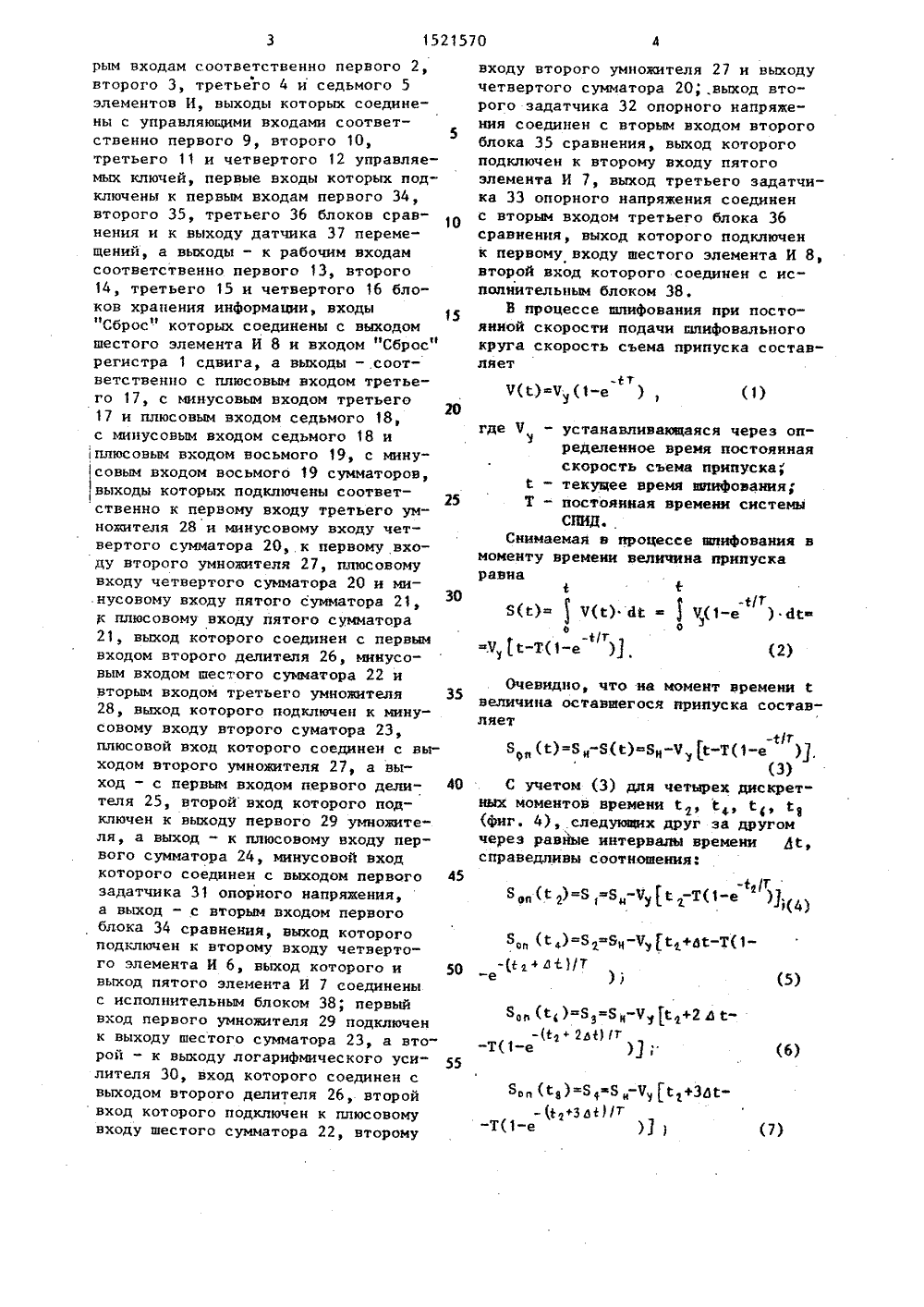
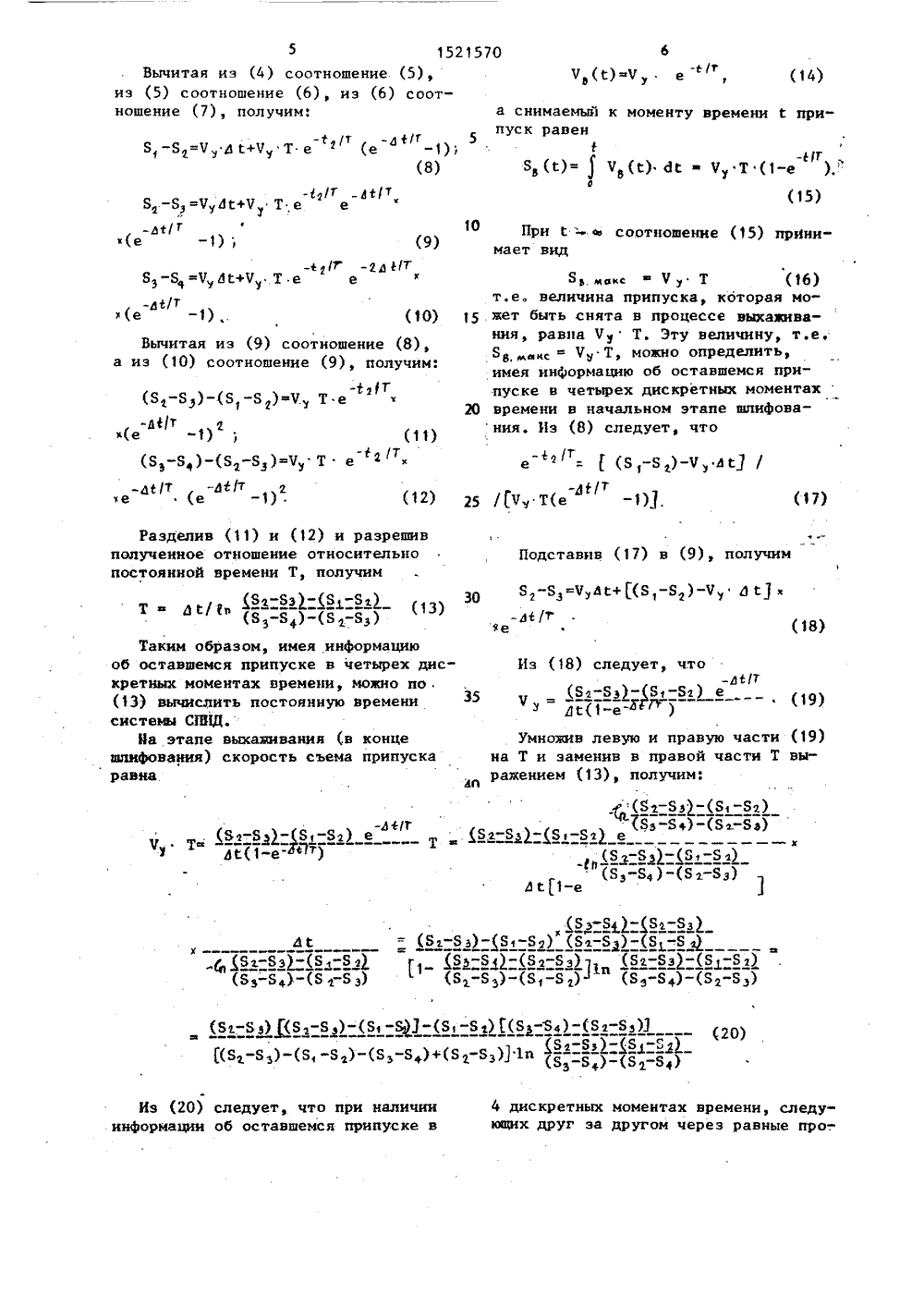
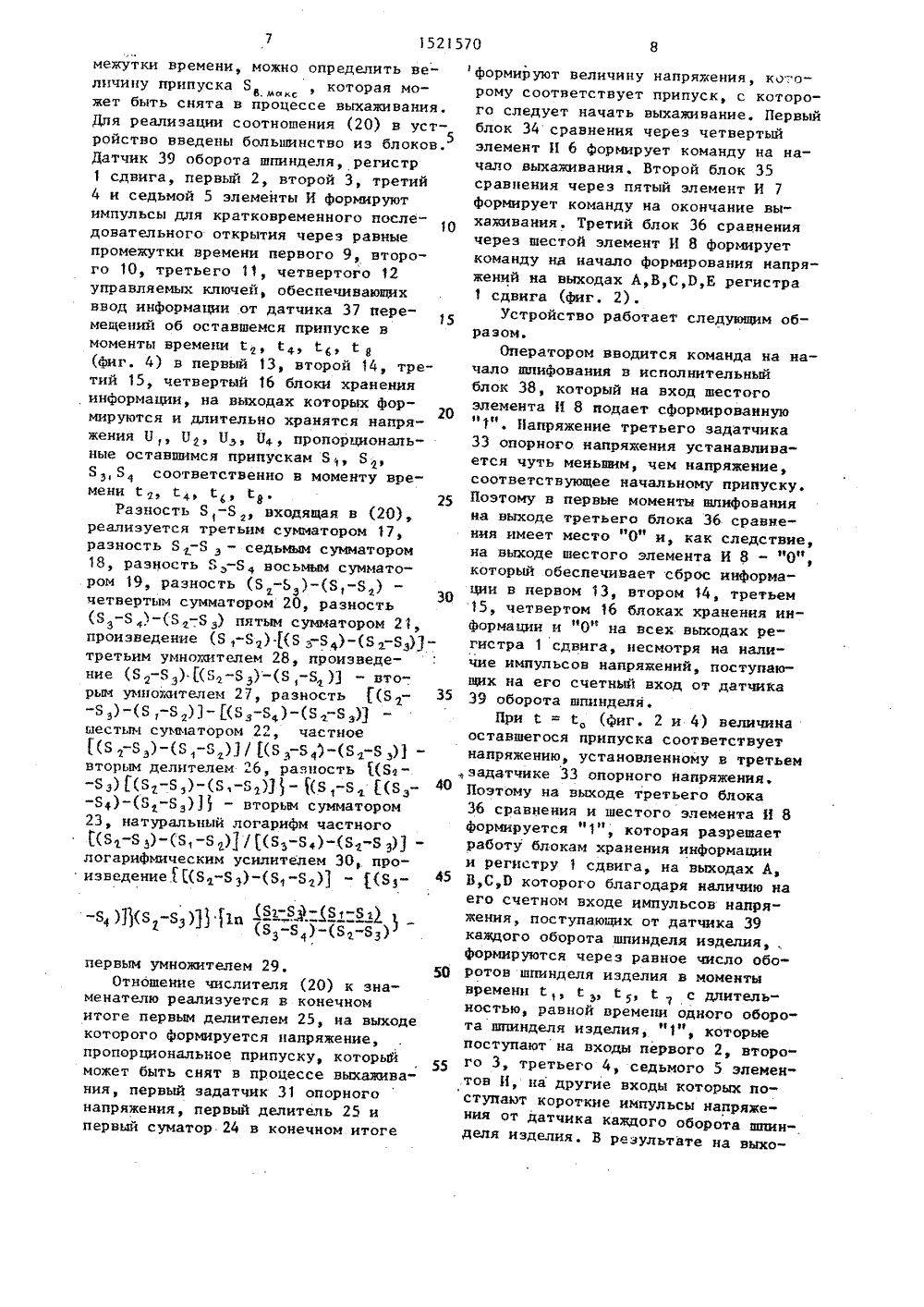
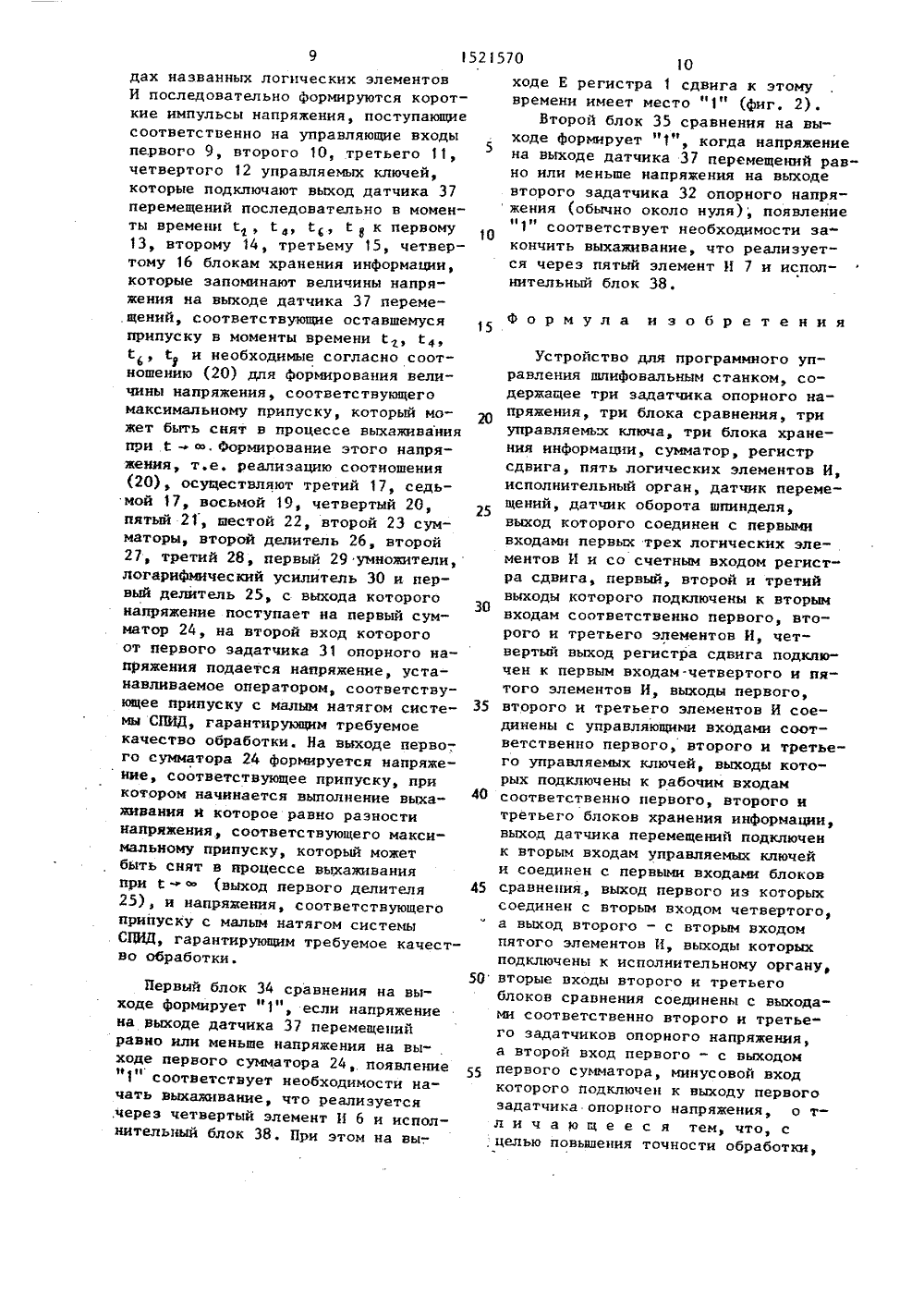
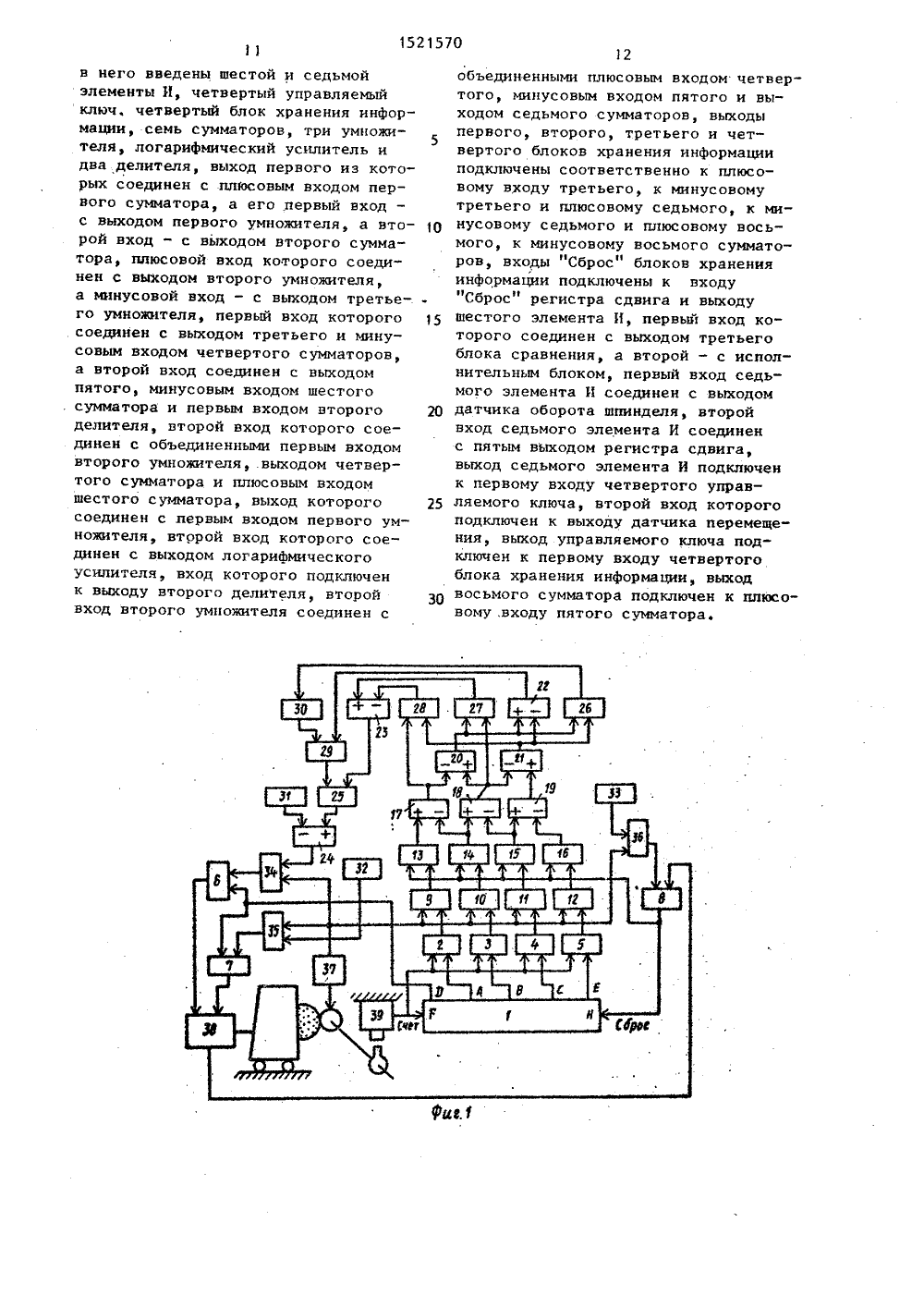
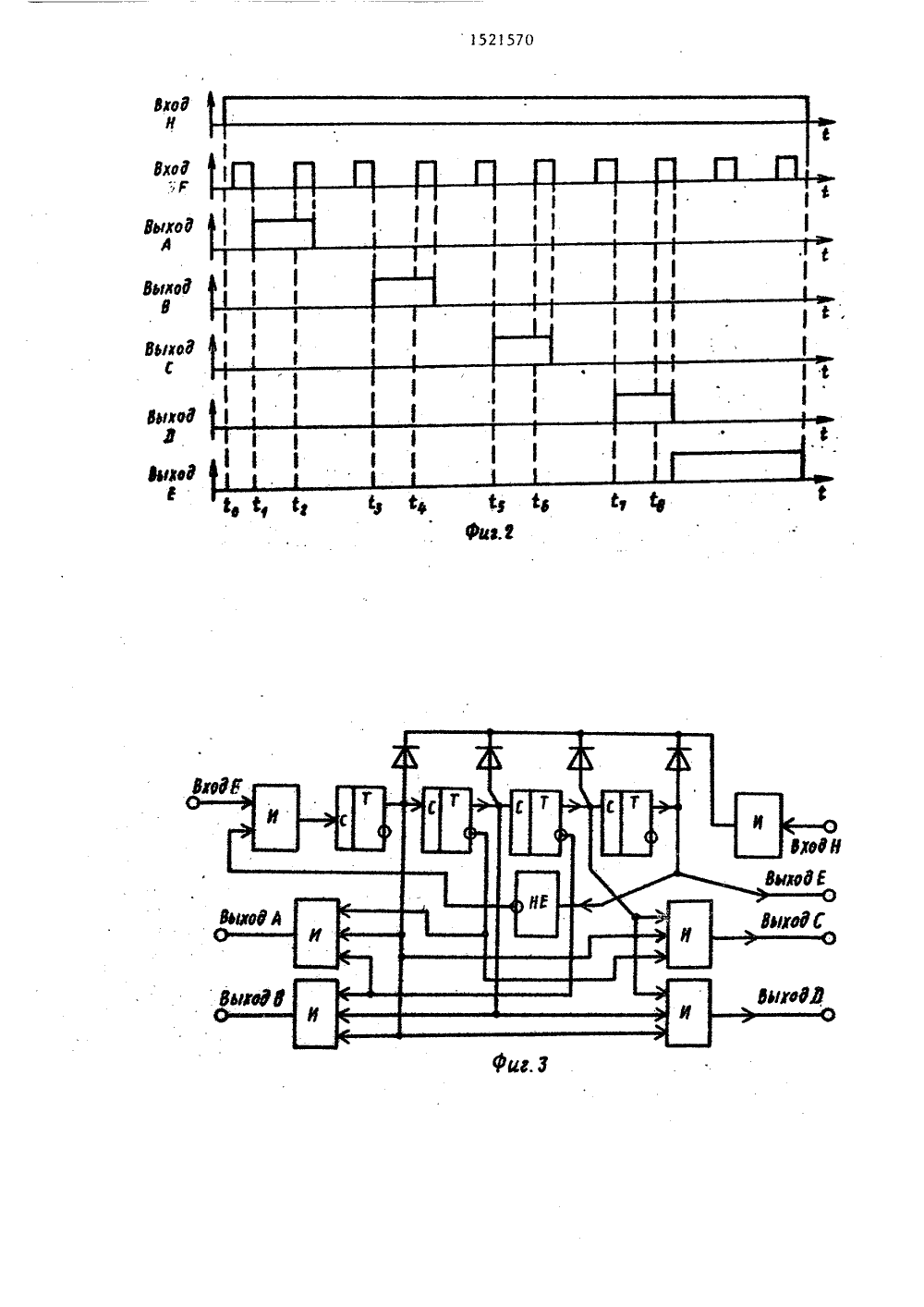
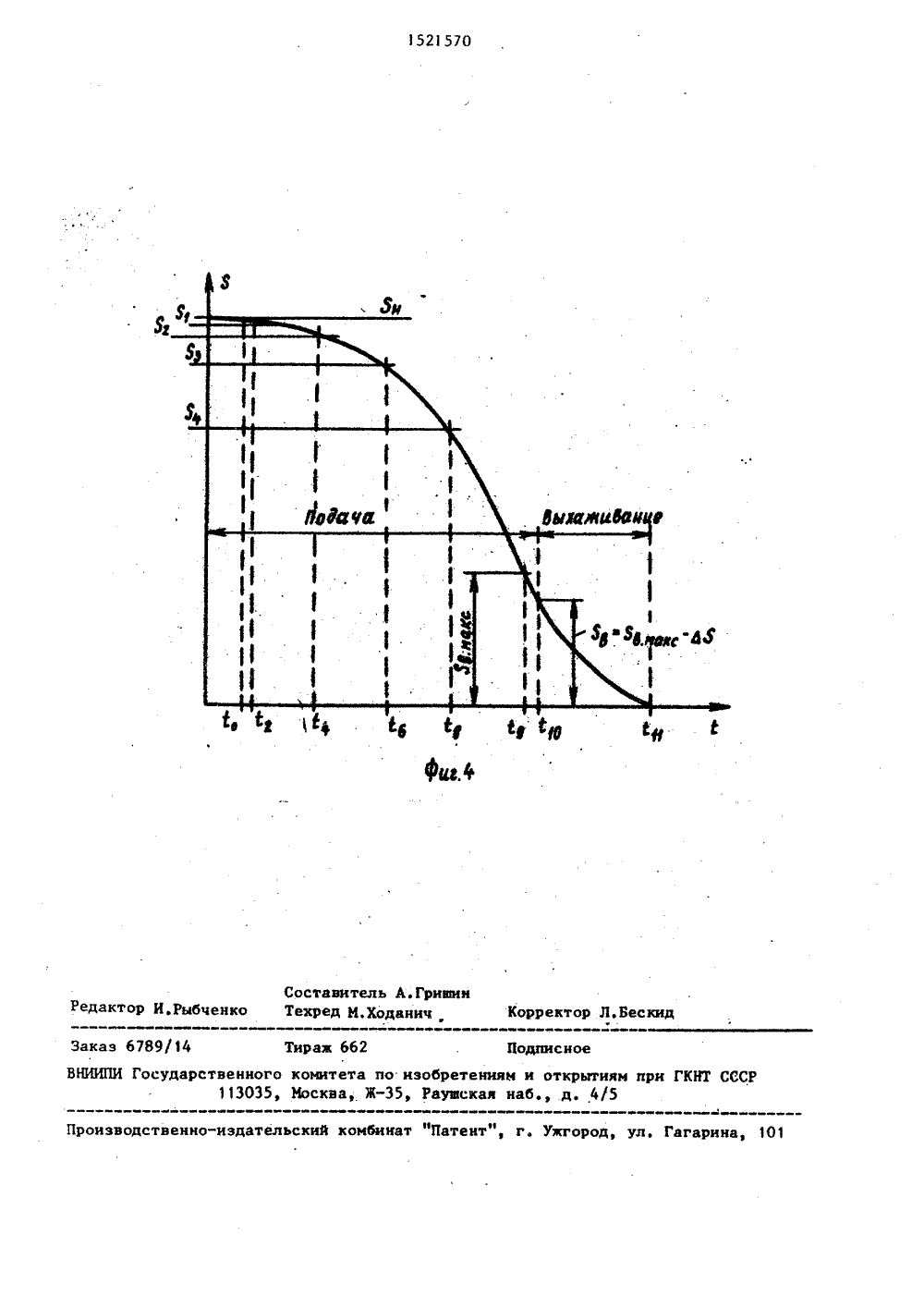
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 19) 51)4 В 24 0 САНИЕ ИЗОБРЕТЕНИЯ 2вального станка, Цель изобретения -повышение точности обработки за счетадаптивного управления величинойприпуска на выхаживание, Поставленная цель достигается тем, что величина припуска определяется на этапешлифования, для этого устройстдержит регистр сдвига, шестьтов И, четыре управляемых ключа,четыре блока хранения информации,восемь сумматоров, два делителя, триумножителя, три эадатчика напряжения, три блока сравнения, датчикперемещения, исполнительный блок, датчик оборота шпинделя. 4 ил,во со- элемен 9, второй 10, третий 11 и четвертый 12 управляемые ключи, первый 13вто рой 14, третий 15 и четвертый 16 блоки хранения информации, третий 17, седьмой 18, восьмой 9, четвертый 20, пятый 21, шестой 22, второй 23 и первый 24 сумматоры, первый : 25 и второй 26 делители, второй 27, третий 28 и первый 29 умножители, логарифмический усилитель 30, первый 31, второй 32, и третий 33 задатчики опорного напряжения, первый 34, второй 35 и третий 36 блоки сравнения, датчик 37 перемещений, исполнительный блок 38, датчик 39 оборота шпинделя, выход которого соединен с первыми,входами первого 2, второго 3, третьего 4, седьмого 5 элементов И и со счетным входом регистра 1 сдвига, выход Е которого подключен к пер вым входам четвертого 6 и пятого 7 элементов И, а выходы А,В,С,Э -к станкопольэовапо в омышленности шпифовальнок втоГОСУДАРСТ 8 ЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯПРИ ГКНТ СССР Н АВТОРСКОМУ СВИДЕТЕЛЬСТВ(71) Куйбышевский институт инженерожелезнодорожного транспорта(56) Авторское свидетельство СССРР 1306700, кл. В 24 В 51/00, 1985.(54) УСТРОЙСТВО ДЛЯ ПРОГРАИМНОГОУПРАВЛЕНИЯ ЯЛИФОВАЛЬНЫ 1 СТАНКОИ(57) Изобретение относится к станкостроению и может быть использованов металлообрабатывающей промышленности для управления подачей шпифоИзобретение относитсястроению и может быть исметаллообрабатывающей прдля управления подачейго станка,Цель изобретения - повышение точности обработки эа счет адаптивногоуправления величиной припуска на выхаживание.Па фиг. 1 представлена блок-схемаустройства для программного управления шлифовальным станком; на фиг. 2. временные диаграюя 1 напряжений навходах и выходах регистра сдвига;на фиг. 3 - принципиальная схема регистра сдвига; на фиг. 4 - динамикасъема припуска во времени,Устройство содержит регистр 1сдвига с первым-пятым выходами А,Б,С,Д,Е,.первый 2, второй 3, третий 4,седьмой 5четвертый 6 пятый 7, шестой 8 логические элементы И, первый 521570 А 1межутки времени, можно определить величину припуска 8 , которая моВ. мсксжет быть снята в процессе выхаживания. Для реализации соотношения (20) в устройство введены большинство из блоков.5 Датчик 39 оборота шпинделя, регистр 1 сдвига, первый 2, второй 3, третий 4 и седьмой 5 элементы И формируют импульсы для кратковременного последовательного открытия через равные промежутки времени первого 9, второго 10, третьего 11, четвертого 12 управляемых ключей, обеспечивающих ввод информации от датчика 37 перемещений об оставшемся припуске в моменты времени С, 1, 1, й(Фиг. 4) в первый 13, второй 14, третий 15, четвертый 16 блоки хранения информации, на выходах которых формируются и длительно хранятся напряжения О 0, 11, 0, пропорциональные оставшимся припускам 8 , 8 , Б з, Б соответственно в моменту времени1 й 41 4 В 325Разность 81-8, входящая в (20), реализуется третьим сумматором 17, разность Б 1-8 з - седьмым сумматором 18, разность Я -8 восьмым сумматором 19, разность (Б -Ь )-(8,-8) четвертым сумматором 20, разность (Б -Я )-(Б) пятым сумматором 21, произведение (Б 1-8)-(8 з)-(Б-Бз)3 третьим умножителем 28, произведение (Бд) (8 -8 )-(Б -Б, )3 - вто-, рым умноиителем 27, разность (Б Бз) (ББг) ВБз 8) (8 Бз)3 шестым сумматором 22, частное Г(8;8,)-(8,-8,)3/ ИЯ -85-(8-8,)3- вторым делителем 26, разность 1(Яв -Бд) (8 -8 )-(Я,-БД- (8,-8 1(8 40 -8)-(Б) 3- вторым сумматором 23, натуральный логарифм частного ВБт Бд (81 Ба)1 ИБь 8+) (8 Бз)3 логарифмическим усилителем 30, произведение 1 ИБ 8 Э) (81 8) (83д(Бт-Бд)-Б -8Ф 7 Э (8 Б )-(8,-83)3 первым умножителем 29, 50Отношение числителя (20) к знаменателю реализуется в конечномитоге первым делителем 25, на выходе которого формируется напряжение, пропорциональное припуску, который 55 может быть снят в процессе выхаживания, первый задатчик 31 опорного напряжения, первый делитель 25 и первый суматор 24 в конечном итоге формируют величину напряжения, ко".лрому соответствует припуск, с которого следует начать выхаживание. Первыйблок 34 сравнения через четвертыйэлемент И 6 Формирует команду на начало выхаживания, Второй блок 35сравнения через пятый элемент И 7формирует команду на окончание выхаживания. Третий блок 36 сравнениячерез шестой элемент И 8 формируеткоманду на начало формирования напряжений на выходах А,В,С,Э,Е регистрасдвига (фиг. 2).устройство работает следующим образом.Оператором вводится команда на начало шлифования в исполнительныйблок 38, который на вход шестогоэлемента И 8 подает сформированную. Напряжение третьего задатчика33 опорного напряжения устанавливается чуть меньшим, чем напряжение,соответствующее начальному припуску.Поэтому в первые моменты шлифованияна выходе третьего блока 36 сравнения имеет место "0" и, как следствие,на выходе шестого элемента И 8 - "О",который обеспечивает сброс информации в нервом 13, втором 14, третьем15, четвертом 16 блоках хранения информации и "0" на всех выходах ре"гистра 1 сдвига, несмотря на наличие импульсов напряжений, поступающих на его счетный вход от датчика39 оборота шпинделя,При С = е, (Фиг. 2 и 4) величинаоставшегося припуска соответствуетнапряжению, установленному в третьем, эадатчике 33 опорного напряжения,Поэтому на выходе третьего блока36 сравнения и шестого элемента И 8формируется "1", которая разрешаетработу блокам хранения информациии регистру 1 сдвига, на выходах А,В,С,О которого благодаря наличию наего счетном входе импульсов напряжения, поступающих от датчика 39каждого оборота шпинделя изделияформируются через равное число оборотов шпинделя иэделия в моментывремени С С , й, С . с длительностью, равной времени одного оборота шпинделя изделия, "1", которыепоступают на входы первого 2, второго 3 третьего 4, седьмого 5 элемен.тов И, на другие входы которых поступают короткие импульсы напряжения от датчика каждого оборота шпинделя иэделия. В результате на выхо21570 10 дах названных логических элементов И последовательно формируются короткие импульсы напряжения, поступающие соответственно на управляющие входы первого 9, второго 10, третьего 11, четвертого 12 управляемых ключей, которые подключают выход датчика 37 перемещений последовательно в моменты времени , 1 д, 1, 1к первому 13, второму 14, третьему 15, четвертому 16 блокам хранения информации, которые запоминают величины напрякения на выходе датчика 37 перемещений, соответствующие оставшемуся припуску в моменты времении необходимые согласно соотношенйю (20) для формирования величины напряжения, соответствующего максимальному припуску, который может быть снят в процессе выхаживания при 1 - о, Формирование этого напряжения, т,е. реализацию соотношения (20), осуществляют третий 17, седьмой 17, восьмой 19, четвертый 20, пятый 21, шестой 22, второй 23 сумматоры, второй делитель 26, второй 27, третий 28, первый 29 умножители, логарифмический усилитель 30 и первый делитель 25, с выхода которого напряжение поступает на первый сумматор 24, на второй вход которого от первого задатчика 31 опорного напряжения подается напряжение, устанавливаемое оператором, соответствующее припуску с малым натягом системы СПИД, гарантирующим требуемое качество обработки. На выходе нерво-, го сумматора 24 формируется напряже ние, соответствующее припуску, при котором начинается выполнение вьиаживания и которое равно разности напряжения, соответствующего максимальному припуску, который может быть снят в процессе выхаживания при С - ф (выход первого делителя 25), и напряжения, соответствующего припуску с малым натягом системы СПИД, гарантирующим требуемое качество обработки20 25 30 35 40 45Первый блок 34 сравнения на выходе Формирует "1", если напряжение на выходе датчика 37 перемещений равно или меньше напряжения на выходе первого сумматора 24 появление н исоответствует необходимости начать выхазивание, что реализуется ,через четвертый элемент И 6 и исполнительный блок 38. При этом на вы-. 10ходе Е регистра 1 сдвига к этому времени имеет место "1" (фиг. 2)Второй блок 35 сравнения на выходе формирует "1", когда напряжение на выходе датчика 37 перемещений равно или меньше напряжения на выходе второго задатчика 32 опорного напряжения (обычно около нуля) , появление"1" соответствует необходимости закончить выхаживание, что реализуется через пятый элемент И 7 и исполнительный блок 38. Формула изобретения Устройство для программного управления шлифовальным станком, содержащее три задатчика опорного напряжения, три блока сравнения, три управляемьх ключа, три блока хранения информации, сумматор, регистр сдвига, пять логических элементов И, исполнительный орган, датчик перемещений, датчик оборота шпинделя, выход которого соединен с первыми входами первых трех логических элементов И и со счетным входом регистра сдвига, первый, второй и третий выходы которого подключены к вторым входам соответственно первого, второго и третьего элементов И, четвертый выход регистра сдвига подключен к первым входам-четвертого и пятого элементов И, выходы первого, второго и третьего элементов И соединены с управляющими входами соответственно первого, второго и третьего управляемых ключей, выходы которых подключены к рабочим входам соответственно первого, второго и третьего блоков хранения информации, выход датчика перемещений подключен к вторым входам управляемых ключей и соединен с первыми входаюс блоков сравнения, выход первого из которых соединен с вторым входом четвертого, а выход второГо - с вторым входом пятого элементов И, выходы которых подключены к исполнительному органу, вторые входы второго и третьего блоков сравнения соединены с выходами соответственно второго и третье" го задатчиков опорного напряжения, а второй вход первого - с выходом первого сумматора, минусовой вход которого подключен к выходу первого задатчика опорного напряжения, о тл и ч а ю щ е е с я тем, что, с, целью повьндения точности обработки, 1521570 12в него введены шестой и седьмой элементы И, четвертый управляемый ключ, четвертый блок хранения информации, семь сумматоров трн умножиФ 5 теля, логарифмический усилитель и два делителя, выход первого из которых соединен с плюсовым входом первого сумматора, а его первый вход - с выходом первого умножителя, а второй вход - с выходом второго сумматора, плюсовой вход которого соединен с выходом второго умножителя, а минусовой вход - с выходом третье го умножителя, первый вход которого 15 соединен с выходом третьего и минусовым входом четвертого сумматоров, а второй вход соединен с выходом пятого, минусовым входом шестого сумматора и первым входом второго 20 делителя, второй вход которого соединен с объединенными первым входом второго умножителявыходом четвертого сумматора и плюсовым входом шестого сумматора, выход которого 25 соединен с первым входом первого умножителя, второй вход которого соединен с выходом логарифмического усилителя, вход которого подключен к выходу второго делителя, второй ЗО вход второго умпожителя соединен с объединенными плюсовым входом четвертого, минусовым входом пятого и выходом седьмого сумматоров, выходыпервого, второго, третьего и четвертого блоков хранения информацииподключены соответственно к плюсовому входу третьего, к минусовомутретьего и плюсовому седьмого, к минусовому седьмого и плюсовому восьмого, к минусовому восьмого сумматоров, входы "Сброс" блоков храненияинформации подключены к входу"Сброс" регистра сдвига и выходушестого элемента И, первый вход которого соединен с выходом третьегоблока сравнения, а второй - с исполнительным блоком, первый вход седьмого элемента И соединен с выходомдатчика оборота шпинделя, второйвход седьмого элемента И соединенс пятым выходом регистра сдвига,выход седьмого элемента И подключенк первому входу четвертого управляемого ключа, второй вход которогоподключен к выходу датчика перемещения, выход управляемого ключа подключен к первому входу четвертогоблока хранения информации выходвосьмого сумматора подключен к плюсовому .входу пятого сумматора.1521570 б Составитель А. Гривинактор И.Рыбченко Техред М,Ходанич . Корректор Л.Бескид СССР Производственно-издательский комбинат "Патент", г. Укг ул. Гагарина, 101 каз 6789/14 Тирам 662 ПодписноеНИИПИ Государственного комитета по изобретениям и открытиям при 113035, Москва, Ж, Рауаская наб., д. 4/5
СмотретьЗаявка
4390343, 10.03.1988
КУЙБЫШЕВСКИЙ ИНСТИТУТ ИНЖЕНЕРОВ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
ПИМАНОВ ЕВГЕНИЙ ПАВЛОВИЧ, БРЯТОВА ЛАРИСА ИГНАТЬЕВНА
МПК / Метки
МПК: B24B 51/00
Метки: программного, станком, шлифовальным
Опубликовано: 15.11.1989
Код ссылки
<a href="https://patents.su/8-1521570-ustrojjstvo-dlya-programmnogo-upravleniya-shlifovalnym-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для программного управления шлифовальным станком</a>
Цифровой демодулятор сигналов фазоразностной модуляции первого и второго порядка

Номер патента: 1838884
Опубликовано: 30.08.1993
Авторы: Горляковский, Крутов, Тримайлов
МПК: H04L 27/22
Метки: второго, демодулятор, модуляции, первого, порядка, сигналов, фазоразностной, цифровой
...6 и фазоцифровой дискриминатор 7,Текущие значения фазы сигнала с выхода фазоцифрового преобразователя 3 поступают на одни входы первого и второго компенсирующего сумматора 8 и 12, На другие входы компенсирующего сумматора 8 и входы умножителя 11 на два поступает корректирующий код, вырабатываемый в кольце фазовой автоподстройки, С выхода умножителя 11 на два удвоенная величина корректирующего кода поступает на сооответствующие входы второго компенсирующего сумматора 12.Такое подключение сумматоров 8 и 12 к выходам усреднителя 6 приводит к тому, что значение корректирующего кода, суммирующееся с текущим значением фазы сигнала во втором компенсирующем сумматоре 12, будет в два раза больше, чем значение корректирующего кода,...
Устройство для измерения индикатрис рассеяния света

Номер патента: 1402862
Опубликовано: 15.06.1988
Авторы: Коваленко, Столяров, Таразанов
МПК: G01N 21/47
Метки: индикатрис, рассеяния, света
...значение минимума можетбыть записано в запоминающее устройство 46 или 47 в зависимости от состояния ТТ-триггера 42, который в начальный момент может находиться в любом состоянии, т.е. на прямом выходеЯ) - логический нуль, а на инверсном выходе Я) - логическая единица,либо наоборот, Предположим, что прямой выход Я) ТТ-триггера 42 находится в состоянии логического нуля и вмомент поступления импульса с перво-,го выхода блока 15 через второй входлогического элемента 2 ИЛИ 41 на входТТ-триггера 42 он переходит в состоя;ние логической единицы на прямом выходе Я). Одновибратор 43 формируетпо переднему фронту электрическогосигнала с выхода (Я) ТТ-триггера 42импульс, который, поступив на первыйуправляющий вход запоминающего устройства 46,...
Устройство для оценки отношения корреляционных моментов второго и первого порядков

Номер патента: 1244678
Опубликовано: 15.07.1986
МПК: G06G 7/19
Метки: второго, корреляционных, моментов, отношения, оценки, первого, порядков
...процессов х.) и у1 с 1 1,К - -Т1с 1 ь 1 ь- ЮОгде р - ноРмиРованная взаимокор.реляционная функция процессов.Целью изобретения является повышение точности устройства,Параметр К является самостоятельной характеристикой форм взаимокорреляционной функции р) . Кроме того,если у с) . -) и ) х с - и) йи, т . е . ее.оляется выходом линейного звена с импульсной характеристикой Ь(о), топодставляя, производя замену перемен.ных, можно показать, чтоМг Ь) Мо(Ь) Мг(х)К = +ЖМ,(Ь) ЙО) М,(х)где М (Ь) = и"Ь(ц)йгг, - моменты имипульсной характеристики;1;:М(х) =1К (т)ДФ - момент корре)оляционной функции Квходного проацесса х,Таким образом, имеется воэможностьоценивать параметр линейного звена,что весьма важно при диагностике, ресурсных испытаниях,...
Способ уравновешивания сил и моментов инерции первого и второго порядков в двухтактных двенадцатицилиндровых двигателях внутреннего горения

Номер патента: 58578
Опубликовано: 01.01.1940
Автор: Ярин
МПК: F16F 15/24
Метки: внутреннего, второго, горения, двенадцатицилиндровых, двигателях, двухтактных, инерции, моментов, первого, порядков, сил, уравновешивания
...параллельных рядов цилиндров двенадцатицилиндрового двухтактного двигателя внутреннего горения установлены параллельно, а колена расположены под углами 60 друг к другу и в таком порядке, при котором моменты инерции первого порядка полностью уравновешиваются (фиг. 1).Оба вала синхронно вращаются в одну и ту же сторону, причем один вал должен опережать другой с относительным сдвигом фаз вращения на 90Прп этом двигатель будет полностью уравновешен включительно до сил и моментов инерции второго порядка.В самом деле, величина момента второго порядка поступательно движущихся частей, связанных с любым коленчатым валом по Зассу може быть построена так, как показано на схеме фиг. 2.Здесь ОА - некоторый вектор, вращающийся в плоскости вращения...
Способ производства готовых к употребле1ю первых и вторых обеденных блюд

Номер патента: 318386
Опубликовано: 01.01.1971
Авторы: Всесоюзный, Ершова, Ефимов, Котович, Кузнецова, Мииеев, Овощесушильиой, Пупынина
МПК: A23B 7/005, A23L 1/40
Метки: блюд, вторых, готовых, обеденных, первых, производства, употребле1ю
...компонентами, подвергая всю массу термической обработке при температуре 85 - 90 С под вакуумом. В подготовленную смесь при тщательном перемешивании вводят готовый бе лый соус, который соединяет имеющиеся тонкоизмельченные частицы с жидкой фазой.Однородную смесь борща быстро расфасовывают на тубонаполнительной машине в алюминиевые тубы.10 Наполненные и герметически закупоренныетубы направляют на стерилизацию в авто.клавы,Полученная готовая консервная продукция15 представляет собой однородную, нерасслаивающуюся массу, пригодную одновременно дляее разжевывания, что особенно важно при питании в условиях невесомости.С целью получения однородной, нерасслаи 20 вающейся смеси с мелкоизмельченными частицами составных компонентов по...
Предыдущий патент: Способ обработки поверхности трения
Следующий патент: Способ очистки шлифовального круга
Случайный патент: 172260