B24B — Станки, устройства или способы для шлифования или полирования
Устройство для притирки шариковых клапанов

Номер патента: 1569191
Опубликовано: 07.06.1990
Авторы: Бабаев, Бухман, Гасанов
МПК: B24B 15/08
Метки: клапанов, притирки, шариковых
...машинным маслом торца диска 9, Если сепаратор 5 и приводной диск 9 вращаются с разными угловыми скороСтями, то сепаратор, кроме вращения, движется возвратно-поступательно относительно дисков 9 и 1 на величину двойного эксцентриситета Л. Количество двойных ходов сепаратора в единицу времени равно разности чисел оборотов диска и сепаратора. Обычно стремятся к соотношению чисел оборотов диска 9 и сепаратора 5, равному 2:1, т.е. за два оборота диска сепаратор совершает один оборот и перемещается возвратно-поступательно относительно дисков на величину двойного эксцентриситета Л. Вместе с сепаратором вращательное и возвратно-поступательное перемещение совер. шают седла клапанов и шарики 17.При проскальзывании торца диска 9 относительно...
Способ ленточного шлифования

Номер патента: 1569192
Опубликовано: 07.06.1990
МПК: B24B 21/00
Метки: ленточного, шлифования
...с деталью, имеет различную скорость износа: в начале резания (данного участка ленты) происходит интенсивная обработка свежим участком - шлифование, а в конце - менее интенсивная обработка изношенным участком, т. е, полирование.Так как система абразивной ленты, установленная на планшайбе 1, совершает вместе с ней встречное вращательное движение относительно детали, то скорость чр определяется как сумма их скоростей:ч =ч,+ч,где ч, - скорость вращения системы абразивной ленты;ч - скорость вращения детали.Для определения скорости перемотки ленты, удовлетворяющей условию полного износа ленты при обработке детали, экспериментальным путем установлена зависимость скорости перемотки ленты от скорости резания: Как видно из таблицы, со...
Способ шлифования абразивной лентой

Номер патента: 1569193
Опубликовано: 07.06.1990
Автор: Агасарян
МПК: B24B 21/06
Метки: абразивной, лентой, шлифования
...резания5 д и сообщают ей колебательные перемещения в двух взаимно перпендикулярныхнаправлениях, одно из которых совпадаетс направлением движения резания, а другое - перпендикулярно ему. Амплитудуи частоту колебаний ленты выбирают изусловия(54) С ЗИВНО (57) Из ТОЧНОГО повышен печения работан зивной возвратн делия, ща ются взаимно одно из дви жени лярно е ных кол симость ПОСОБ ШЛ ИФОВАНИЯ АБРАЙ ЛЕНТОЙобретение предназначено для леншлифования. Цель изобретения - ие качества обработки путем обесоптимального микрорельефа на обной поверхности. Обработка абра- лентой идет при вращательном и о-поступательном перемещении изАбразивной ленте при этом сообколебательные перемещения в двухперпендикулярных направлениях, которых совпадает с...
Плоскошлифовальная головка

Номер патента: 1569194
Опубликовано: 07.06.1990
Автор: Ухов
МПК: B24B 23/02, B24D 13/20
Метки: головка, плоскошлифовальная
...с гайками 1 О, а соответствующие пластины 6 снабжены пазами 11. Абразивная шкурка 12 по периметру размещена между роликами 4 и подпружиненными пластинами 6 прижимной рам- кИ 5. Под абразивной шкуркой 12 размещена эластичная подложка 13, закрепленная на плите 1. Ролик 4 может иметь зубцы 14, а плита 1 - пружину 15, взаимодействующую с зубцами 14 и обеспечивающую вращение ролика 4 в одну сторону. Абразивная шкурка 12 может быть выполнена с угловыми вырезами 16,Плоскошлифовальная головка работает следующим образом.Абразивную шкурку 12, предварительно размещенную на эластичной подложке 13 и роликах 4, поджимают подпружиненной прижимной рамкой 5. При этом шпильки 9 плиты 1 входят в пазы 11 пластин 6, а абразивная шкурка 12, прижатая с...
Шлифовальная головка

Номер патента: 1569195
Опубликовано: 07.06.1990
Автор: Ухов
МПК: B24B 23/02, B24D 17/00
Метки: головка, шлифовальная
...16 шарнирно соединены с болтами 18, входящими в пазы пластин 6 и .имеющими зажимные гайки 19, а плечи 20 рычагов опираются на упоры 12 плиты 11. Последняя имеет ограничитель перемещения, выполненный в виде клина 21, установленного с возможностью перемещения вдоль платформы 1 и взаимодействующего с клиновой поверхностью 22 пазов 23 упоров 12. Клин 21 снабжен фиксатором 24.Шлифовальная головка работает следующим образом.Устанавливают заданную величину деформации эластичной подложки 10 смещением клина 21 по платформе 1 и зажимают фиксатором 24, Переворачивают устройство эластичной подложкой 10 вверх. При этом плита 11 опускается на платформу 1, упоры 12 смещаются в отверстиях 13 благодаря наличию паза 23, а между клиновой поверхностью...
Устройство для центробежной объемной обработки изделий

Номер патента: 1569196
Опубликовано: 07.06.1990
Авторы: Виджис, Вишневскис, Субач
МПК: B24B 31/104
Метки: объемной, центробежной
...дна чашеобразного контейнера выполнен,выступ 3 с ребрами 4, Лопатки 5 закреп- ленЫ неподвижно на станине 6 установки на некотором расстоянии от дна контейнера 1.: Форма лопаток 5 подобрана таким образом, чтоодна их кромка прилегает с минимальным зазОром к образующей стенки контейнера 1, КрОме того, лопатки 5 выполнены скрученными, что обеспечивает отделение загрузки от стенки контейнера 1 и сообщение ей движения по винтообразной траектории.устройство работает следующим образом.Загрузку, состоящую из абразивных частиц и обрабатываемых деталей, помещают в контейнер, Включают привод, и посредством приводного вала 2 контейнер 1 приводится во вращательное движение. Под действием центробежных силчастиц и сил трения с дном контейнера 1 загрузка...
Способ центробежной абразивной обработки фасонных деталей

Номер патента: 1569197
Опубликовано: 07.06.1990
Авторы: Ланщиков, Лемин, Мартынов
МПК: B24B 31/104
Метки: абразивной, фасонных, центробежной
...манометр 12, который выполняет функции чувствительного элемента пневмосхемы и способен реагировать на разность давлений в измерительном 13 и эталонном 14 соплах, диаметры которых выполнены равными. Эталонное сопло 14 жестко закреплено в левой части микрометра 15 стопор- Й ным винтом 16.Пример. На базирующие элементы оправ- май ки 4 в корпусе барабана 1 устанавливает- фся эталонная деталь 3, к лимитирующему участку профиля которой подводится и жестко фиксируется на расстоянии 5=0,5 - 1,2 мм измерительное сопло 13 манометричесЬаай кого датчика, Включается привод вращения (,ф детали, затем открывается запорный вентиль 6 и сжатый воздух (Р=0,2 - 0,5 МПа) Через фильтр-влагоотделитель 7 и стабилизатор 8 давления поступает в эталонную и...
Инструмент для доводки отверстий

Номер патента: 1569198
Опубликовано: 07.06.1990
МПК: B24B 37/02
Метки: доводки, инструмент, отверстий
...геометрическои точности разжима разрезнойн5 втулки. Формула изобретения Инструмент для доводки отверстий, содержащий разрезную втулку с выполненной 10 в виде ступенчатых цилиндрических участков внутренней поверхностью, установленную с возможностью взаимодействия с разжимной конусной иглой, отличающийся тем, что, с целью повышения качества обработки 5 путем обеспечения геометрической точностиразжима разрезной втулки, на внутренней поверхности последней дополнительно выполнены равномерно чередующиеся с цилиндрическими конические участки с конусностью, соответствующей конусности раз жимной иглы, и длиной, равной 0,5 - 5 мм,причем соотношение длин цилиндрических и конических участков выбрано из условия 5:1 - 20:1. Составитель Т. Никонорова1...
Абразивная развертка для обработки ступенчатых отверстий

Номер патента: 1569199
Опубликовано: 07.06.1990
Авторы: Куколев, Писклюков, Татаринов
МПК: B24B 37/02
Метки: абразивная, отверстий, развертка, ступенчатых
...5 с закрепленным алмазосодержащимслоем 6 и фиксирующим элементом - штифтом 7. Втулка 5 снабжена наружной резьбой 15под гайку 8, которая фиксируется на оправкепосредством двух полуколец 9, удерживаемых пружинным кольцом 10. Штифт 11 слу-.жит для крепления развертки через промежуточную подвеску (не показана) к шпинделю станка,20Абразивная развертка работает следующим образом.При вращении гайки 8, зафиксированной на оправке посредством полуколец 9,происходит надвигание деформируемой втулки 5 на коническую часть оправки, и наружный диаметр деформируемой втулки 5 салмазосодержащим слоем 6 увеличиваетсядо заданного размера. От вращения деформируемую втулку 5 удерживает штифт 7,взаимодействующий с продольным пазом 4 ЗОоправки...
Двухдисковый шлифовально-доводочный станок

Номер патента: 1569200
Опубликовано: 07.06.1990
Авторы: Балыков, Величук, Курбатов, Мащанов, Орлов, Шевченко
МПК: B24B 37/04
Метки: двухдисковый, станок, шлифовально-доводочный
...передачу 39 и 40. Для беспрепятственного вращения втулки 37 служат подшипники 41. Привод вращения верхнего шпинделя 9 осуществляется двигателем 42. Кроме того, консоль 6 имеет возможность вертикального перемещения от отдельного привода (не показано), а нижний шпиндель приводят во вращение от двигателя 43 через зубчатую передачу 44 и 45.Приводы вращения кривошипа 23 и втулки 37 электрически связаны между собой посредством датчиков.46 и 47 положения, в качестве которых могут быть использованы, например, фотоимпульсные датчики угла поворота типа ВЕ 187, позволяющие контролировать углы поворота валов двигателей 38 иб 9200 5 1525 как по абсолютной величине, так идруг относительно другаПомимо датчиков 46 и 47 положенияв состав приводов...
Устройство для упрочнения длинномерных цилиндрических деталей

Номер патента: 1569201
Опубликовано: 07.06.1990
Авторы: Витвицкий, Гладий, Загайдук, Петрина, Пыриг, Ропяк, Стоцкий
МПК: B24B 39/00
Метки: длинномерных, упрочнения, цилиндрических
...12 происходит сп .стоянным усилием за счет центробежнк; сил, позволяет обрабатывать широк й диапазон диаметров упрочняемыхд - алей. 3 ил. чт а к его периферии и с помощью тяг 7 канчивающихся роликами 8 поворачивают кулачки 10 вокруг осей 13,о расположенных также под углом 120 по часовой стрелке, при этом плечо 1 силы инерции грузов Р ) остается постоянным Деформирующие элементы 11, выполненные, например, иэ твердого сплава, которыми снабжены кулачки 10, движутся к центру упрочняемой детали 12 за счет чего и создается усилие (Р) в зонах контакта, расположенных под углом 120 , 1 осле этого включают продольную подачу суппорта станка и осуществляют упрочнение по всей длине детали 12.Обеспечение постоянного усилия Р в зонах контакта...
Способ насечки валков абразивным методом

Номер патента: 1569202
Опубликовано: 07.06.1990
Авторы: Багров, Боровик, Булатников, Колпаков
МПК: B24B 39/04
Метки: абразивным, валков, методом, насечки
...2 К 5. Возможно применение кругов с абразивом марок 64 С, 54 С, 14 А 25 А и других твердостью СМ 1-СТЗ.Режим насечки: усилие прижимакруга к валку Р = 8000-8500 Н; продольная подача валка Б = 30-80 об/мин;частота вращения валка и = 80;85 об/мин,После обработки валков поверхность бочки становится матовой, Шероховатость поверхности бочки в продольном и поперечном направленияхимела одинаковое значение параметров.Для приведенного примера обработки 40параметры шероховатости бочек валковимели следующие значения: К, = 1,92 3 мкмэ Б = Оэ 06-Оэ 1 ммДля получения таких величин параметров шероховатости поверхностибочек обработку валков по предлагае"мому способу необходимо осуществлятьс технологическими параметрами про" .цесса, значения которых...
Механизм подач

Номер патента: 1569203
Опубликовано: 07.06.1990
Автор: Пакальнишкис
МПК: B24B 47/20
...ручных импульсных подач прин,матии ручки 23 собачка 20 поворачив, ет храповое колесо 6 и черезшестерни 5 и 4 выходной вал 1. Пру.:ина 24 возвращает собачку 20 вместе)учкой 23 в исходное положение,В режиме врезных подач электромагнитная муфта 28 включена, Выходной вал 1,получает вращение от гидроцилиндра 25 через шток-рейку 26,шестерню 27 и муфту 28,В режиме реверса врезных подачк.,лачок 30 переставляется по отношению к бесконтактному переключате"лю 34 поворотом лимба 31 на необхо=димую величину реверса. Затем включается электромагнитная муфта 28.По получении команды реверса врезныхподач гидроцилиндр 25 через штокрейку 26, шестерню 27 и муфту 28 поворачивает выходнрй вал ,1 до момента стоп-сигнала от бесконФактногопереключателя 34, на...
Устройство для правки шлифовальных кругов

Номер патента: 1569204
Опубликовано: 07.06.1990
Авторы: Глованарь, Левицкий, Лисовский, Пустохин, Рындин
МПК: B24B 53/04
Метки: кругов, правки, шлифовальных
...концевые выключатели 20 и 21, сброс сжатого воздуха из правой камеры распределителя по трубопроводу 18 через концевой выключатель 20 переместил поршень распределителя вправо (Фиг, 1). В результате подпоршневая полость цилиндра 13 оказывается связанной с нагнетательной полостью распределителя трубопроводом 14, а надпоршневая часть - другой ветвью трубопровода 14 с выпускным отверстием 23. Шток 12 щ- линдра 13 приходит в движение, ка-. ретка, поворачиваясь на шарнире, располагается на левой опорной поверхности 6 копира 5, при этом срабатывает концевой выключатель 21 и открывает выход сжатому воздуху из левой полости силового цилиндра 2 по трубопроводу 18. В результате державка 4 приступает к движению вдоль правой рабочей...
Торцовый шлифовальный круг

Номер патента: 1569205
Опубликовано: 07.06.1990
Авторы: Артемьев, Горбунов, Гусев, Кафидов, Петров, Подураев, Судьин, Ханский
МПК: B24B 55/02
Метки: круг, торцовый, шлифовальный
...СОЖ, попав- и," в канал 5, действуют центростремительное а и касательное аускочрения, которые, суммируясь векторно, создают результирующее ускорение а (Фиг. 2), При этом под действием тангенциального ускорения а " СОЖ, прижимаясь к левой стороне канала 5, при его полном заполнении может выплескиваться из канала. Чтобы этого не происходило, уголнаклона горизонтальной оси 11 к установочной плоскости 4 должен определяться по формулеолу = 90 агсд(а "/а) .При таком значении у СОЖ не может выплеснуться из канала при его заполнении до уровня точки С (Фиг. 4).л Значения ускорений а, авычислчются на основании известных режимов резания при торцовом шлифовании.В процессе шлифования инструмент, а следовательно, и абразивные сегменты 3 вращаются...
Устройство для гидроабразивной обработки внутренней поверхности труб

Номер патента: 1569208
Опубликовано: 07.06.1990
Авторы: Дементьев, Засыпкин, Трухачев
МПК: B24B 31/10, B24B 31/116, B24C 1/08 ...
Метки: внутренней, гидроабразивной, поверхности, труб
...имеются отверстия 16,через которые стравливается избыточный воздух иэ рабочих камер 1 и пополняется запас воздуха в надпоршневой полости А в зависимости от положения поршня 17. прессора, От электродвигателя 23 сообщается возвратно-поступательное перемещение поршням 17, Гидроабразив 3одной из камер 1 перетекает черезобрабатываемую деталь 5 в другую кам .ру и совершает при этом полезнуюработу, т.е. обработку детали. 1 ил. Поршень 17 компрессора шарнирно соединен с шатуном 18 и кривошипом 19, который свободно вращается в подшипниковых опорах корпуса компрессора 4. Кривошип 19 соединен с муфтой 20 и редуктором 21, который кинематически связан гибкой передачей 22 с электродвигателем 23.Обработка производится следующим образом....
Устройство для обработки наружных цилиндрических поверхностей

Номер патента: 1570881
Опубликовано: 15.06.1990
МПК: B24B 29/00, B24B 5/42
Метки: наружных, поверхностей, цилиндрических
...общий вид; на фиг, 2 - сечение А - А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - разрез Б - Б на фиг, 3; иа фиг. 5 - вид В на фиг. 3.Корпус устройства выполнен в виде С-образной формы и состоит из двух одинаковой формы половин с плоскостью разъема, перпендикулярной оси устройства, каждая из которых снабжена круговыми направляюгцимии 2 и хвостовиками 3 и 4. Внутри направляющих размещена ступица 5. с лепестками шлифовальной шкурки 6, закрепленными на ее внутренней части и направленными к центру ступицы.Между двух половин корпуса размещен привод врашения ступицы, состоящий из звездочки 7 и охватывающей ее роликовой цепи 8. Звездочка 7 закреплена на наружном диаметре ступицы, Цепь 8 может быть соединена с звездочкой,...
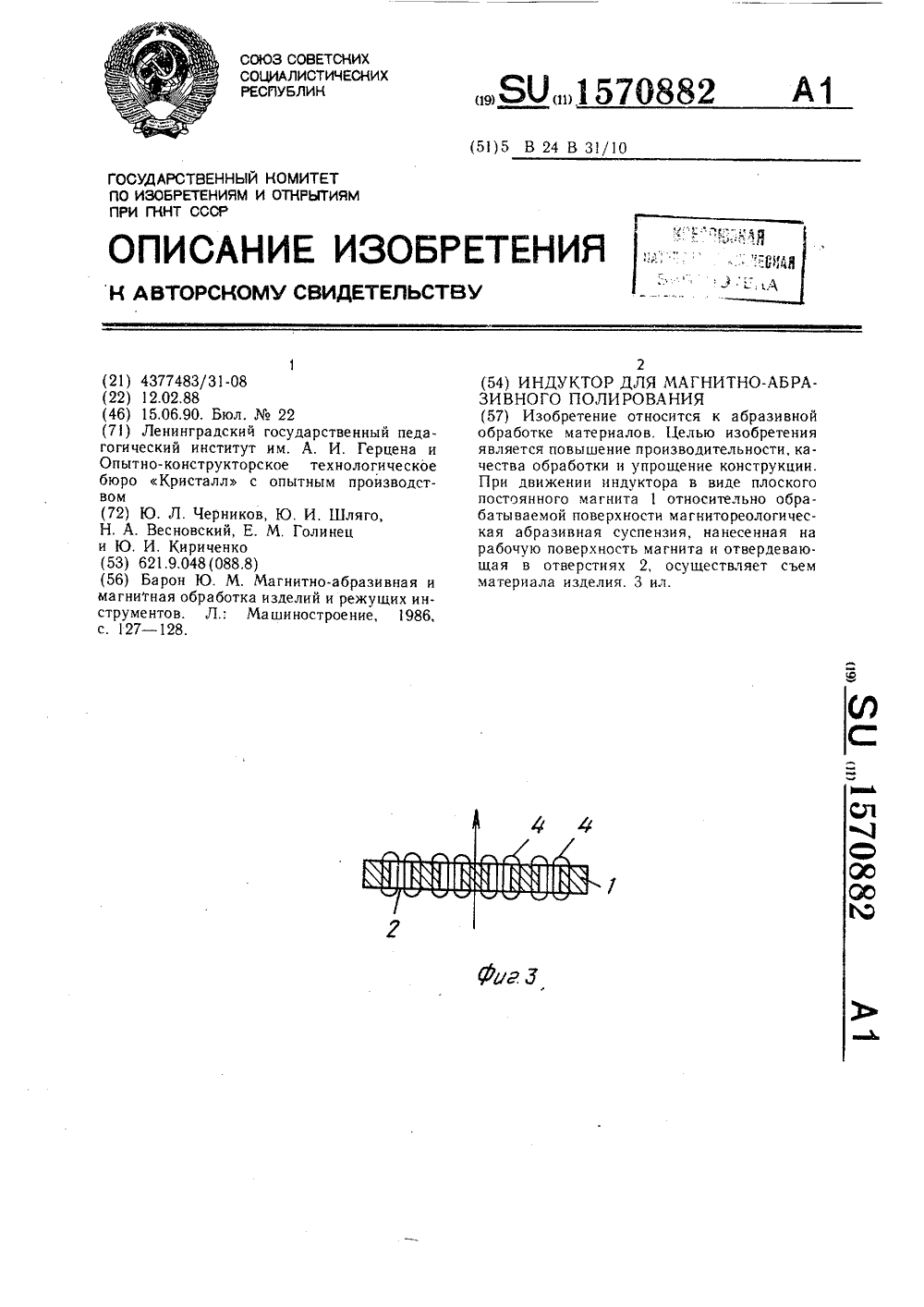
Индуктор для магнитно-абразивного полирования
Номер патента: 1570882
Опубликовано: 15.06.1990
Авторы: Весновский, Голинец, Кириченко, Черников, Шляго
МПК: B24B 31/10
Метки: индуктор, магнитно-абразивного, полирования
...и инструмента, что, в свою очередь, зависит от интенсивности и однородности магнитного поля, обеспечивающего однородность свойств и устойчивость магнитореологической суспензии. Линии 3 магнитного поля плоского магнита 1, намагниченного в направлении, указанном осевой стрелкой, показаны на фиг. 2. Магнит не имеет отверстий, поэтому все магнитные линии проходят в теле магнита в направлении его намагниченности и огибают края магнита, замыкаясь вне объема, занятого магнитным материалом, т. е. по немагнитной среде. Вследствие 5 10 15 20 25 30 35 большого магнитного сопротивления этой среды интенсивность магнитного поля оказывается весьма слабой.На фиг, 3 показаны короткие пути замыкания магнитного потока в магните 1, имеющем отверстия 2,...
Способ абразивной обработки деталей и устройство для его осуществления

Номер патента: 1570883
Опубликовано: 15.06.1990
Авторы: Васин, Чучалин, Щепелев
МПК: B24B 31/104
Метки: абразивной
...а деталь попадает в зону активного воздействия последующей струи возлуха. Вся масса деталей в рабочей камере перемещается по круговой траектории.Одновременно сжатый воздух меньшего давления через распределитель 10 подается и каналы 9 крышки 5 и далее в сопла 7, расположенные под углом и встречно соплам 6. Подвод сжатого воздуха к противоположно цаправленным соплам устраняет эффект мертвых зон между основными сопловыми отверстиями. Воздушные струи встречных сопел непосредственной обработки деталей не производят, а служат только для перемещения деталей из застойных зон в зону обработки, а также предотврац.,ают засорение сопловых отверстий. По сигналу от реле 11 времени осуществляется переключение распределителя. Распредепитель 10...
Способ доводки конической поверхности детали

Номер патента: 1570884
Опубликовано: 15.06.1990
Авторы: Кибальченко, Ковалев
МПК: B24B 37/02
Метки: детали, доводки, конической, поверхности
...инструмента относительно обрабатываемой поверхности.К участку 1 линейчатой поверхности вращения с осью 2 и плоскостью 3 симметрии примыкают с обеих сторон симметричные относительно плоскости 3 участки 4 и 5 неосесимметричной линейчатой поверхности, которые контактируют с задней поверхностью 6. Участки 1, 4 и 5 контактируют с торцовыми плоскостями 7 и 8.В процессе обработки инструмент 9 вводится в отверстие детали 10 и совершает осцилляцию в направлении 11, а деталь 10 вращается в направлении 12 вокруг оси 13, При этом поверхностный контакт между ними происходит по участку 1 инструмента, - Е,=41,727 мм. еняли координату Л от ения Л;до наибольшего агом Л 7. =4 мм. Для кажпределяли координаты Х очек, изменяя параметр570884 О до то...
Деформирующий элемент протяжек и матриц

Номер патента: 1570885
Опубликовано: 15.06.1990
Авторы: Ведмедовский, Кухарева, Розенберг, Славгородский
МПК: B23D 43/02, B24B 39/02
Метки: деформирующий, матриц, протяжек, элемент
...К тому же вогнутая образующая оказывает благоприятное влияние на уменьшение напряжений изгиба покрытия. В равной степени описанное относится к деформирующему элементу матрицы, предназначенной для обработки наружных поверхностей (фиг. 7). 10 15 20 25 30 35 40 45 50 Предложенный деформирующий элемент в составе протяжки работает следующим образом.Протяжку с установленной на нее деталью подсоединяют к патрону станка. При рабочем перемещении элемент передней поверхностью покрытия вызывает пластическую деформацию детали. Поскольку созданы благоприятные условия для снижения напряжения изгиба на ленточке, деформирующий элемент в меньшей степени подвержен их отрицательному воздействию. В значительно меньшей степени элемент подвергается сдвигу...
Устройство для ультразвукового упрочнения поверхностей материалов

Номер патента: 1570886
Опубликовано: 15.06.1990
Авторы: Барзов, Вдовин, Камалов, Родионов
МПК: B24B 39/04
Метки: поверхностей, ультразвукового, упрочнения
...в виде стержня из проводящего материала и подключен водам генератора. Упрочняющий на ник, стержень и механизм поджатия делены между собой электроизоляцион шайбами и соосны друг другу. 1 ил. логии овано слоев щение орпус теле м ческие ком и ратор атель токок вы- конец- раз- ными Корпус устройства 1 подводится к детали 2 так, чтобы упрочняющий наконечник 5 коснулся его поверхности, затем вращением болта 9 создается необходимое усилие поджима наконечника. Генератором 1 О через выводы 11 на преобразователь, выполненный, например, из стали 45, подается импульсньй электрический ток, под действием которого впреобразователе генерируются волны механических напряжений ультразвуковой частоты, передающиеся на упрочняющий наконечник, который, в...
Устройство для размерной настройки разрезного притира

Номер патента: 1570887
Опубликовано: 15.06.1990
Авторы: Белоградский, Кислов, Котов, Лапин, Мещериков, Стрелков, Тюпин
МПК: B24B 49/06
Метки: настройки, притира, размерной, разрезного
...втулку 16 свободно вставлен разрезной притир 17, насаженный на коническую оправку 18.В корпусе толкателя 19, связанного с гидроприводом, смонтирован подпружиненный упор 20 с пружиной 21. Винт 22 ограничивает продольный ход упора 20 и предохраняет упор 20 от проворота. Флажок упора 20 упирается в кнопку конечного выключателя 23.При включении электропривода (не показан) начинает вращаться эксцентрик 6. Эксцентрик 6 через толкатель 4 сообщает возвратно-поступательное движение ползуну 3 и находящейся в его полости калибру- втулке 16. Одновременно включается гидро- привод (не показан) и начинает ускоренно двигать толкатель 19, передвигая кониче1570887 зскую оправку 18 с разрезным притиром 17 до касания его торца в торец упора 10....
Способ непрерывного суперфиниширования шариков и устройство для его осуществления

Номер патента: 1572793
Опубликовано: 23.06.1990
Авторы: Иванов, Новиков, Тихончук
МПК: B24B 11/02
Метки: непрерывного, суперфиниширования, шариков
...металла и исправление некруглости и волнистости,а последующие - высокий класс чистоты поверхности,1Изменение расстояния между осями 40валков 1 и 2 происходит за счет перемещения гаек б и 7 по ходовомувинту 8, который получает вращениеот электродвигателя 11 через редуктор 10 и муфту 9, Зто происходит 45следующим образом. Гайки 6 и 7, перегмещаясь по ходовому винту 8 в направлении большой оси валков, поворачивают двуплечие рычаги 4 и 5 вокруг опор, раздвигая валки 1 и 2, 50При развороте рычага 4 на определенный угол контакт 15, взаимодействуяс контактом конечного выключателя 13,подаеткоманду электродвигателю наизменение йаправления вращения. Конечный выключатель 13 установлен таким образом, что реверс двигателя 11начинается при таком...
Способ обработки шариков из оптических материалов

Номер патента: 1572794
Опубликовано: 23.06.1990
Авторы: Акрамовская, Николаев, Оробинский
МПК: B24B 11/02
Метки: оптических, шариков
...гнездах шириной 4 Рш при/скорости вращения ведущего диска30 об/мин и нагрузке на прижимнойдиск 3 кг диаметр шариков уменьшается на 0,2 мм, При ширине гнезда, равной 5 Рш, тех же режимах обработки иразмерах ведущего и прижимного дисков диаметр шариков уменьшается наО,3 мм, Вследствие этого значительноувеличивается припуск на обработку,а значит, и расход. материала, крометого, возникает опасность проваларазмера, Таким образом, наиболее оптимальной и удобной в эксплуатации5при обработке шариков диаметром менее 1 мм явпяется ширина гнезда Ь(2-3)Рш, так как в этом случае прп тех же режимах и времени обработки диаметр шариков уменьшается на 0,015- 0,05 мм. Причем скорость вращения ведущего диска и величина нагрузки на прижимной диск не...
Устройство для односторонней доводки деталей

Номер патента: 1572795
Опубликовано: 23.06.1990
Автор: Кулаков
МПК: B24B 37/04
Метки: доводки, односторонней
...с держателем 15 обрабатываемой детали 16,подпружиненный пружиной 17 и снаб-.женный роликом 18, взаимодействующимс копиром 13, Обрабатываемая деталь16 устанавливается в держателе 15свободно с помощью оправки 19 и прижимается к доводочному диску 20 спомощью навешиваемого индивидуального груза 21.В теле держателя 15 по касательнойпараллельно оси штока 14 вьптолненынаправляющие 22, в которых размещена зубчатая рейка 23, одним своим концом прикрепленная к кривошипу 5 второго эксцентрикового механизма. Нанаружной цилиндрической поверхностиоправки 19 с деталью 16 выполнензубчатый сектор 24, входящий в зацепление с зубчатой рейкой 23.Обрабатываемая деталь 16 закрепляется неподвижно в оправке 19 любымиз известных способов (цанговый зажим,...
Роликовая раскатка

Номер патента: 1572796
Опубликовано: 23.06.1990
МПК: B24B 39/02
...3 выполнены бурты, взаимодействующие с торцами деформирующих роликов 2. Винтами 4 и 5 регулируется расстояние оси опорного элемента 3 от плоскости расположения осей деформирующих роликов 2. При этом настраивается необходимый размер обработки. для поверхностного пластичесформирования. Целью изобретеяется,упрощение конструкции ение технологичности. Раскатржит два диаметрально размев открытых пазах корпуса деющих ролика, опирающихся на ический опорный элемент, На элементе с обоих его концов ны бурты, взаимодействующие ми деформирующих роликов,3 ил В нерабочем положении раскатки выпаданию опорного элемента 3 из осе вого отверстия корпуса 1 препятствует винт 5, взаимодействующий с внутренней торцовой поверхностью бурта, выполненного...
Способ обработки поверхностей оптических деталей

Номер патента: 1574436
Опубликовано: 30.06.1990
МПК: B24B 13/00
Метки: оптических, поверхностей
...данным определяют износостойкость заготовки. Полученные значения указанных параметров позволясти инструмента выдел 1 ют кольцевые 30 ны и Выполняют их с рдзличе 10 й из носостойкостью, Соглдсно изобретению износостойкость кольцевых зон определяют по формуле К "; = х(сов Х./ /1 .Р Р "., - К, где К ", - коэффициент износостойкости зоны 1К коэффициент износостайкости детали; сР - угол между ндпрднлением силы и нормалью к рабочей поверхности ин - струмента в зоне;",. - средняя.,ст скорость скольжения в зоне 1.;. среднее давление в зоне 1; к - ко фициент, здвисяш 11 й от материала бочей поверхности .Инструмента,ют определить необходимуюкость кольцевых зон инструформуле я скорость скольжезоне1574436 кольцевых зон инструмента определя -ют...
Устройство для обработки оптических деталей

Номер патента: 1574437
Опубликовано: 30.06.1990
Авторы: Губин, Мальцева, Прокопьев, Соколов
МПК: B24B 13/00
Метки: оптических
...защиты от брызгохлаждающей жидкости на станине икорпусе шпинделя 4 закреплены ограждения 51 и 52. Привод суппорта 2 содержит двигатель 53, редуктор 54,цепную передачу 55 и вал 56, накотором смонтирован суппорт 2,Устройство работает следующимобразом,Перед началом работы ролик 29 устанавливают в верхнее положение попазу 30, при этом шпиндель 4 с инструментом 28 поднимается над деталью 57, Для осуществления обработки деталей 57 включают двигатель 41,движение от которого через шестерни42-46 передается шпинделю 4,.приэтом инструмент 28 ,вращается, Одновременно от вала 48 через шестерни 49 и 50 движение передается шпинделю 3 детали 57, От двигателя. 53через редуктор 54, передачу 55, вал56 движение передается суппорту 2,который начинает...
Устройство для шлифования профильных поверхностей

Номер патента: 1574438
Опубликовано: 30.06.1990
Авторы: Абдурахманов, Велиханов, Каграманов, Сааков, Тагиев
МПК: B24B 19/20
Метки: поверхностей, профильных, шлифования
...осью шпинделя,Шлифовальный инструмент представляетсобой шлифовальную машинку, состоящую из чашечного абразивного круга 4011 с пневмоприводом 12. Посредством.кронштейна 13, позволяющего поворачивать абразивный круг по отношению кгоризонтальной плоскости на угол0 - 90, шлифовальная машинка крепится к подвижной каретке 14 суппорта15, укрепленного на валу шпинделя 8,Перемещение консоли 5 по направляющей 3 обеспечивается приводом 16 иходовым винтом 4, Перемещение шпинделя вдоль консоли 5 обеспечиваетсярукояткой 17 и ходовым, винтом 18,Вертикальное перемещение шпинделяобеспечивается рукояткой 19.Устройство работает следующимобразом.Обрабатываемое изделие, напримерпятипозиционный штамп для вырубкилистов магнитопроводов, устанавливается на стол...