Абразивно-отрезной станок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1521567
Авторы: Грищенко, Каганов, Старовойтов
Текст
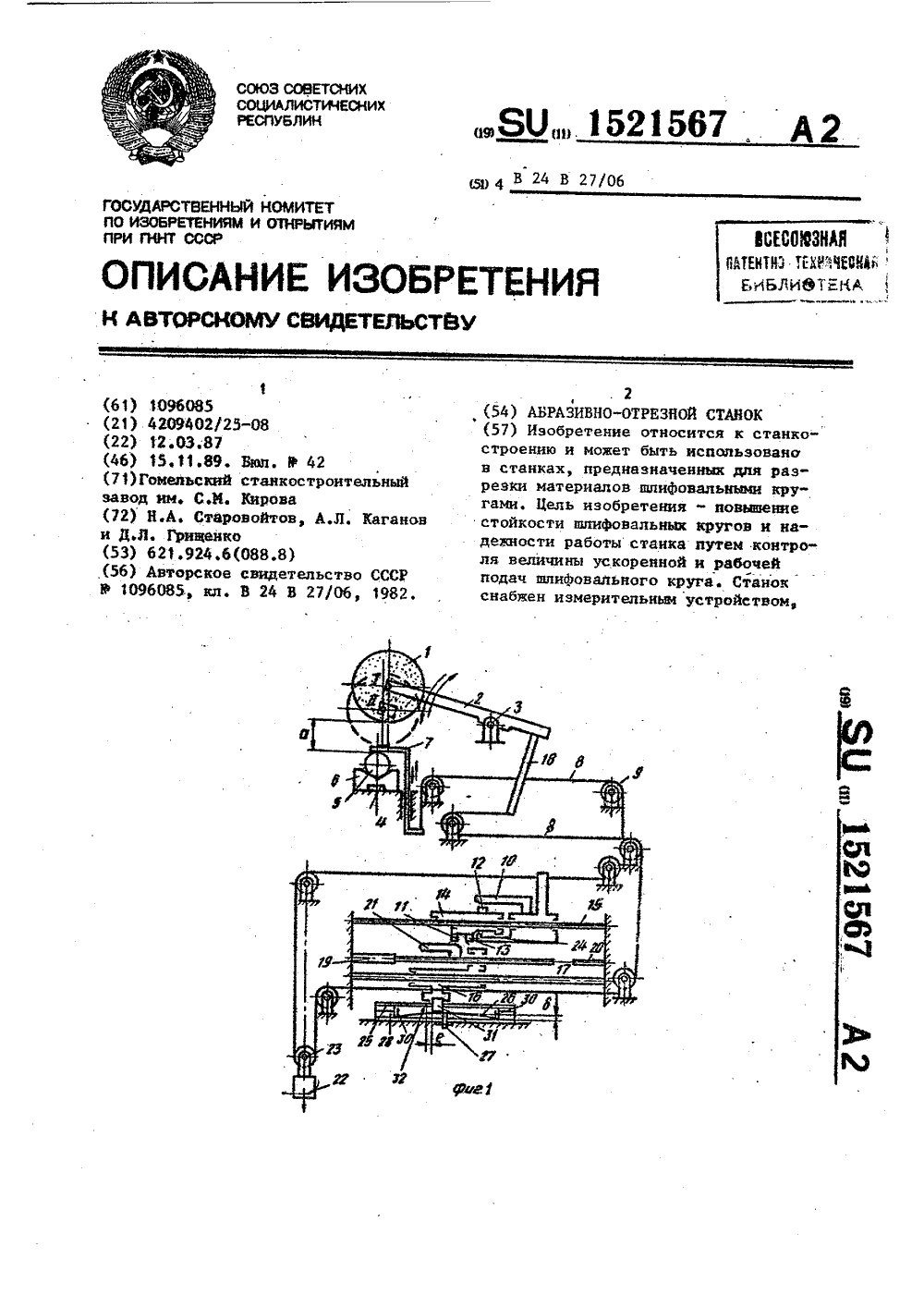
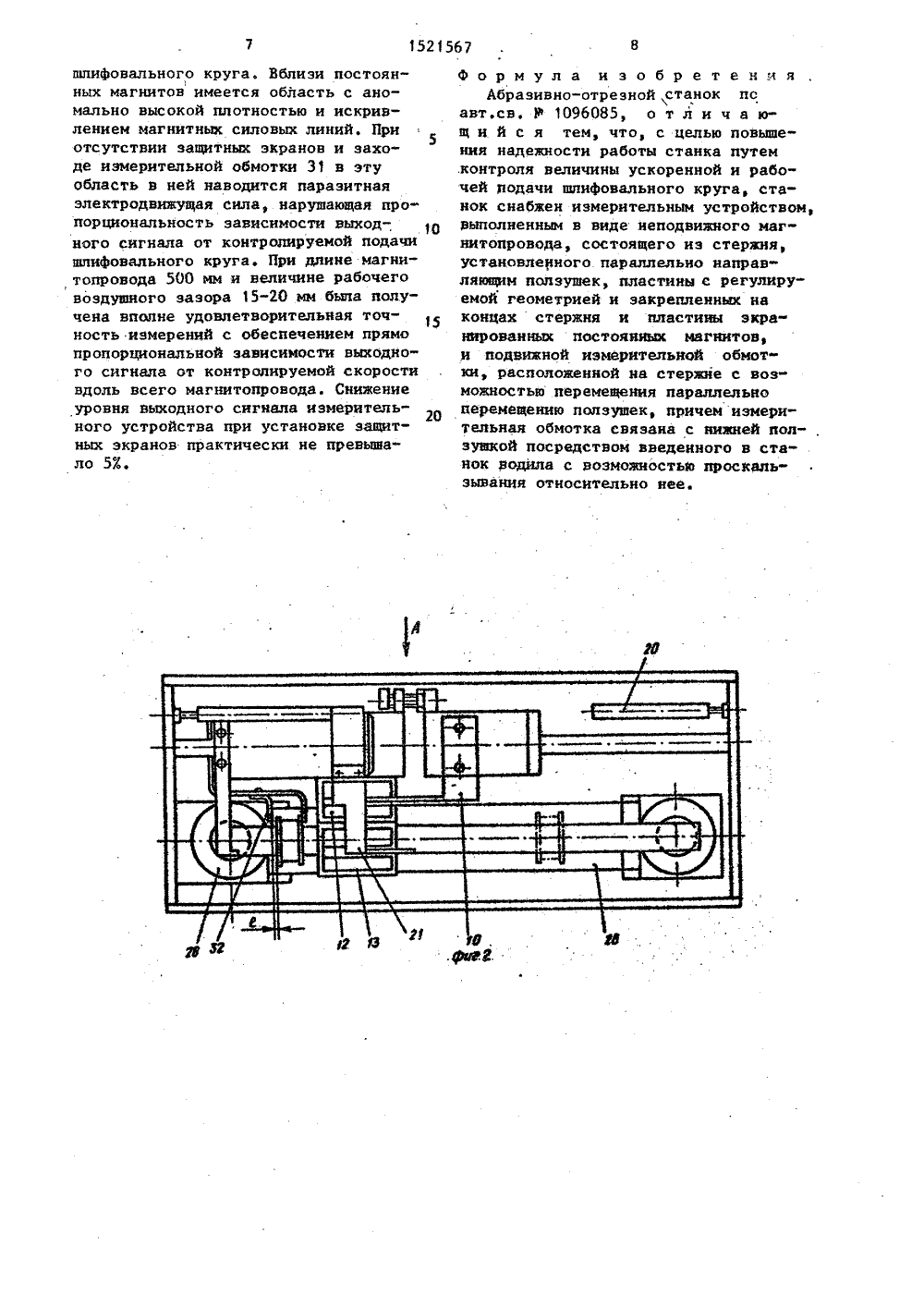
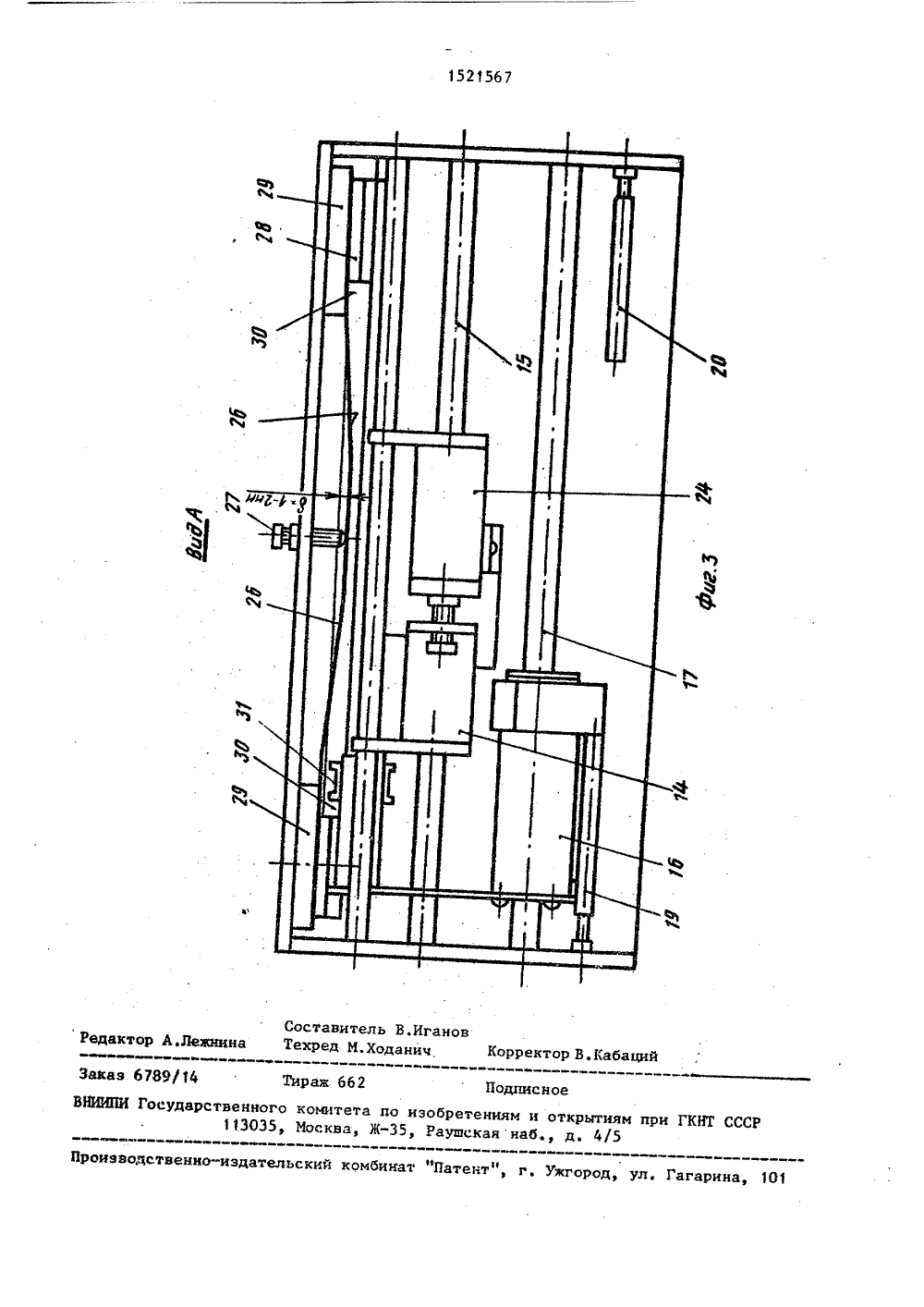
/06 ЫИ КОМИТЕТ и отнятиям ГОсудАРстВеннпо изобретениямпри гкнт сои оительный АЛ Ха ьство СССР(54) АБРАЗИВНО-ОТРЕЗНОЙ СТАНОК (57) Изобретение относится к станкостроению и может быть использовано в станках, предназначеннык для разрезки материалов шпиФовальныии кру" гами. Цель изобретения - новвипение стойкости шлифовальных кругов и надежности работы станка нутем контроля величины ускоренной и рабочей подач шлифовального круга. Станок снабжен измерительщач устройством,1521567 10 выполненным в виде неподвижного магнитопровода, состоящего из стержня(С) 25, установленного параллельнонаправляющим ползушек (П) 14,16;пластины 26 с регулируемой геометрией и закрепленных на концах С 25 иПЛ 26 экранированных постоянныхмагнитов 28. В станке предусмотренаподвижная измерительная обмотка(ИО) 3 1, расположенная на С 25 с Изобретение относится к станкостроению и может быть использовано в станках, предназначенных для разрезки материалов шпифовальными кругами.Цель изобретения - повышение стойкости шлифовальных кругов и надежности работы станка путем контроля величины ускоренной и рабочей подачи шлифовального кругаНа фиг. 1 показана кинематическая схема абразивно-отрезного станка, на фиг, 2 - узел компенсации износа шлифовального круга, общий вид 1 на фиг, 3 - вид А на Фйг. 2.ЗОШлифовальный круг 1 крепится в качающейся шпиндельной бабке 2, опорой для которой служит ось 3. Концевойвыключатель 4 помещен под заготовкой5, расположенной на призме 6. 35Прихват 7 зажимного приспособления кинематическн связан канатом 8 через блоки 9 с кулачком 10, Концевые выключатели 11-13 жестко закреплены на верхней ползушке 14, которая может 40 перемещаться по верхней направляющей 15. Нижняя ползушка 16 имеет воэможность перемещения по направляющей 17 и кинематнчески связана канатом 8 через блоки 9 с тягой 18, которая 45 жестко закреплена на шпиндельной бабке 2.Упоры 19 и 20 взаимодействуют в процессе работы с кулачком 21 который может перемещаться относительно нижней ползушки 16, Груз 22 закреплен на оси блока 23 и висит на канате 8. Упор 24 жестко связан с кулачком 1 О и служит для перемещения верхней ползушки прн переналадке прихвата 55 7 на диаметр заготовки, отличающийся от разрезаемого. Параллельно направляющим 15 и 17 смонтирован стержень 25.прямоугольного сечения. К одной . воэможностью перемещения параллельно перемещению П 1416. ИО 31 связана с нижней П 16 посредством водила 32 с возможностью проскальзывания относительно нее на величину,не меньшую перемещения абразивногокруга с момента начала его подводадо выхода на установившееся значение величины ускоренной подачи. 3 нл. иэ его продольных плоскостей обращена пластина 26 с регулируемой геометрией, жестко закрепленная на концах и деормируемая посередине на величину д"ф 1-2 мм (Фиг. 1 н 2) при помощи регулировочного элемента 21; выполненного в виде отжимного винта. Ва торцах стержня и пластины закреплены кольцеобразние постоянные магниты 28, отверстия в которых служат для размещения крепления (не показано) стержня 25 к неподвижному корпусу.7 орцы постоянных магнитов имеет противоположную полярность. Один из торцов контактирует с поверхностью пластины, другой - с поверхностью стержня,Магниты крепятся к неподвижному корпусу через немагнитные проставки 29.Перед постоянными магнитами внутри магнитопровода установлены защитные экраны ЗО, выполненные из Ферромагнитного материала толщиной около 3-4 мм. Настержне 25 расположена подвижная измерительная обмотка 31 установленная с возможностью перемещения вдоль стержня, На участках контакта со стержнем измерительная обмотка снабжена пластинками из аитифрикционного материала (не показано). .К нижней полэушке 16 жестко кренится выполненное иэ иеиагнитиого материала водило 32, взаимодействующее своими упорами попеременно с правым и левым торцами иэиерительной обмотки 31,. обеспечивая проскальзывание относительно нижней ползушки на регупируе" мую величину е.Абраэивно-отрезной станом работает следующим Образом.81 лиФовальный круг 1 и прихват 1 в исходном состоянии находятся в крайнем верхнем положении, при этом кулачок 10 взаимодействует с концевым67 6 5 15215 выключателем 12, а кулачок 21 - с концевым выключателем 11. При зажиме заготовки 5 прихват перемещается вниз и увлекает за собой канат 8который, перекатываясь по блокам 9, перемещает кулачок 1 О и упор 24 по верхней направляющей 15, при этом в начале их движения верхняя ползушка 14 остается неподвижной и конечный выключатель 1 О 12 прекращает взаимодействовать с кулачком 10. При дальнейшем перемещении упора 24 он увлекает за собой верхнюю ползушку 14 с концевыми выключателями 11-13 и прекращают ее перемещение при зажиме заготовки 5, при этом концевой выключатель 1 1 и кулачок 21 продолжают взаимодействовать мезду собой. В зависимости от величи,ны диаметра заготовки 5 верхняя пол эушка 14 с концевыми выключателями 11"13 занимает определенное положение на верхней направляющей 15.После эажатия заготовки 5 подается команда Иа подачу шлифовального 25 круга 1. Перед этой командой измерительная обмотка 31 занимает на стержне положение, определяемое правый упором водила 32, контактирующим с правым торцом измерительной обмотки. Регулируемая величина е от левого упора водила 32 до левого торца измерительной обмотки выбрана заранее при настройке величины ускоренной подачи, не меньшей перемещения вцщфовального круга с момента начала его подвода до выхода на установившееся значение величины ускоренной подачи. Практически эта величина составляет 3-5 мм.При ускоренком перемещении шлифо 40 вального круга 1 на заготовку 5 шпиндельная бабка 2 вместе с тягой 18 поворачивается вокруг оси 3. Тяга 18 увлекает эа собой канат 8, который, перекатываясь по блокам 9, ускоренно перемещает щакнюю ползушку 16 Вместе с кулачком 21 слева направо по нижней направляющей 17 до встречи кулачка 21 с концеоым выключателем 13. При этом в измерительной обмотке 31 индуцируется ток, величина которого прямо пропорциональна скорости перемещения обмотки вдоль стержня. Концевой вьпцночатель 13 под воздействием правого среза кулачка 21 включа етая, и подается команда на включение ммедлеиной рабочей подачи шпифованьного круга 1, необходимой для разрезки заготовки 5 определенного диаметра. При этом процесс перехода ускоренной подачи шпиндельной бабки 2 на рабочую подачу вследствие нахождения гидроцилиндра подачи шпиндельной бабки под рабочим давлением масла оказывается значительно менее инерциальным, чем при начале ускорен-. ной подачи. В конце рабочей подачи шлифовальный круг 1 действует кромкой на концевой выключатель 4, последний подает команду на отвод шлифовального круга 1. Упор 20 настроен так, что касается правого среза кулачка 21 в момент подачи команды конечным выключателем 4 на отвод неизношенного шлифовального круга 1, При износе шлифовального круга 1 упор 20 перемещает кулачок 21 справа налево относительно ползушки 16 на величину износа шлифовального круга 1, тем самым компенсируя его износ. При отводе шпифовального круга 1 тяга 18 освобождает канат 8 и нижняя ползушка 16 под действием груза 22 перемещается справа налево по нижней направляющей 17 до встречи левого среза с концевым выключателем 11. При этом последний подает команду на прекрашение отвода шлифовального круга 1 и резки заготовки 5. Длина кулачка 21 подобрана такой, что кромка шпнфовального круга 1 после прекращения его отвода находится в положении 11, на минимально возможном расстоянии от заготовки 5, которое во много раз иеныпе расстояпя а, концевой выключатель 13 остается при этом включенным. При дальнейшем отводе шлифовального круга 1 от заготовки 5 в положение Х концевойвыключатель 13 сразу выключается. При режиме заготовки 5 поихват 7 перемещается вверх и освобождает канат 8, при этом кулачок 10 под действием груза 22 перемещается справа налево по Верхней направляющей 15 до контакта с концевым выключателем 12, при этом последний под -ет команду на прекращение разжима.Благодаря наличию регулировочного элемента 27 появляется возможность регулировать рабочий воздушчый зазор между пластинкой 26 и стержнем25 еще до установки измерительногоустройства в узел компенсации износакруга, добиваясь нрямо пропорциональной зависимости величины выходногосигнала от контролируемой подачишлифовального круга. Вблизи постоянных магнитов имеется область с аномально высокой плотностью и искривлением магнитных силовых линий. Ври отсутствии защитных экранов и эахо 5 де измерительной обмотки 31 в эту область в ней наводится паразитная электродвижущая сила, нарушающая пропорциональность зависимости выходного сигнала от контролируемой подачи шпифовального круга. При длине магнитапровода 500 мм н вепнчине рабочего воздушного зазора 15-20 мм била получена вполне удовлетворительная точность измерений с обеспечением прямо пропорциональной зависимости выходного сигнала от контролируемой скорости вдоль всего магнитопровода. Снижение уровня выходного сигнала измерительного устройства при установке защит" ных экранов практически. не превышало 5 Х. Формула изобретенияАбразивно-отрезной станок кс авт,св. Р 1096085, о т л и ч а ющ и й с я тем, что, с целью повышения надежности работы станка путем контроля величины ускоренной и рабочей подачи щпифовального круга, станок снабжен измерительным устройством, выполненным в виде неподвижного магнитопровода, состоящего из стержня, установленного параллельно направляющим пмзушек, пластины с регулируемой геометрией и закрепленных на концах стержня и пластины экранированных постоянных магнитов, н подвижной измерительной обмотки, расположенной на стержне с возможностью перемещения параллельно перемещению ползушек, причем измерительная обмотка связана с нижней пол- . зушкой посредством введенного в ста-, нок водила с воэможностью проскальзывания относительно нее.15215 б 7 Составитель В.Иганона Техред И.Ходанич,Корректор ВЛа актор А Заказ 6789/14 Тираж бб 2 Поднис ноеВЕНИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС113035, Москва, Ж, Раушскаянаб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 10
СмотретьЗаявка
4209402, 12.03.1987
ГОМЕЛЬСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. С. М. КИРОВА
СТАРОВОЙТОВ НИКОЛАЙ АНДРЕЕВИЧ, КАГАНОВ АНАТОЛИЙ ЛАЗАРЕВИЧ, ГРИЩЕНКО ДМИТРИЙ ЛЕОНИДОВИЧ
МПК / Метки
МПК: B24B 27/06
Метки: абразивно-отрезной, станок
Опубликовано: 15.11.1989
Код ссылки
<a href="https://patents.su/5-1521567-abrazivno-otreznojj-stanok.html" target="_blank" rel="follow" title="База патентов СССР">Абразивно-отрезной станок</a>
Устройство для определения момента касания шлифовального круга с заготовкой

Номер патента: 715940
Опубликовано: 15.02.1980
Авторы: Фрейдисман, Шурухт
МПК: G01H 3/06
Метки: заготовкой, касания, круга, момента, шлифовального
...повышения помехоустойчивости пред. лагаемое устройство снабжено задерживаю. щим элементом, установленным между выхо,- дом детектора и ключом.Кроме того механическое резонасное звено преобразователя ускорения может быть выполнено в виде стакана с центральным стержнем, размещенйымвнутри него, и шайбой, упруго связанной со стаканом и центральным стерж.3 15тельный орган, имеющий реле 7, привод 8,Позицией 9 обозначен шлифовальный круг,Устройство содержит также задерживающий элемент 10, выполненный в виде цепочки и установленный между выходом детек.тора 5 и ключом 6. Механическое резонанс.ное звено преобразователя ускорения выполнено в виде стакана 11 с центральным стерж.нем 12,размещенный внутри него, и шайбой13, упруго связанной со...
Устройство к круглошлифовальному станку для быстрого подвода шлифовального круга к заготовке и регулирования положения относительно ее оси губок упорного люнета

Номер патента: 126756
Опубликовано: 01.01.1960
Автор: Цофин
МПК: B23Q 1/76, B24B 47/20
Метки: быстрого, губок, заготовке, круга, круглошлифовальному, люнета, оси, относительно, подвода, положения, станку, упорного, шлифовального
...11 работает вместе с отсчетным устройством 12, имеющим стрелку 13, перемещающуюся по шкале, и служащим для управления переключением режимов работы станка при шлифовании. К оси стрелки 13 присоединен вращающийся трансформатор 14, служащий датчиком для вращающихся трансформаторов 9 и 15.Для быстрого подвода к заготовке шлифовального круга с определенным зазором, не зависящим от припуска заготовки, на удлиненный вертикальный вал 1 б насаживают червячную шестерню 17, связанную с ним электромагнитной муфтой 18. Червячная шестерня 17 зацепляется с червяком 19, вращаемым электродвигателем 20; кроме того, через пару шестерен 21 она связана с вращающимся трансформатором 15. Электромагнитную муфту 18 отключают при ручной поперечной подаче.При...
Акустико-пневматическое устройство для определения момента соприкосновения шлифовального круга с заготовкой

Номер патента: 451049
Опубликовано: 25.11.1974
Авторы: Ахтенберг, Трифонов, Языков
МПК: G05B 9/04
Метки: акустико-пневматическое, заготовкой, круга, момента, соприкосновения, шлифовального
...на звуки другой частоты. Выходы 4 и 5 элементов 2 и 3 соединены со входами логической схемы И 6. Приеиник звуковых колебаний установлен вблизи зоны шлифования, например на защитном кожухе 7 шлифовального круга 8, Звукочувствительный элемент 2 настроен на частоту ь а по порогу чувствительности на амплитуду А элемент 3 настроен на частоту / а по порогу чувствительности соответственно на частоту А,. Частоты 11 и / с амплитудами А, и А 2 соответствуют спектру звука (см. фиг. 2), возникающего в процессе шлифования, когда круг находится в контакте с изделием,Когда круг не касается заготовки, на выходах 4 и 5 звукочувствительных струйных элементов уровень давления воздуха низкий и соответствует нулевому сигналу. На выходе логической схемы И...
Привод вращения шлифовального круга

Номер патента: 727409
Опубликовано: 15.04.1980
Авторы: Гурович, Лурье, Фавелюкис
МПК: B24B 47/10
Метки: вращения, круга, привод, шлифовального
...круг 6. На стержне 7 закреплен кулачок 8 с двумя наклонны 5 ми участками, контактирующий с топкателем 9 фиксатора 10.При установленном на шпинделе 5 сменного шкива 3 большего диаметра, соответствующего новому шлифовально О му кругу 6 толкатепь 9 фиксатора 10 через кулачок 8 удерживает стержень 7 в исходном положении, при котором имеются наибольшие зазоры между торцаМи стержня и внутренними торцами 15 .шкива 3 и шлифовального круга 6 (см. фиг. 1).При установке на шпиндель 5 сменного шкива 4 меньшего диаметра выступающая торцовая поверхность последнего нажимает на стержень 7 и перемещает его в направлении шлифовального круга 6 (см. фиг. 2), При этом толкатель 9 фиксатора 10 сходит с наклонного участка кулачка 8 и попадает на...
Механизм врезной микроподачи круга шлифовального шпинделя

Номер патента: 1184651
Опубликовано: 15.10.1985
МПК: B24B 47/20
Метки: врезной, круга, механизм, микроподачи, шлифовального, шпинделя
...соответствующем глубине вреэания шпинделя, причем шарик наименьшего диаметра располо жен в подшипнике оппоэитно шарику наибольшего диаметра.На фиг, изображен механизм фреэной микроподачи абразивного круга шлифовального шпинделя; на фиг.2 - 20 размещение шариков в подшипнике.Механизм врезной микроподачи содержит корпус 1, гильзу 2, шпиндель 3 с абразивным кругом 4. Абразивный круг получает вращение от шкива 5 и ремня 6. Гильза 2 установлена в кор- пусе 1 на радиально-упорных шарикоподшипниках 7, которые имеют общий сепаратор 8, выполненный в виде втулки, а в гнездах 9 сепаратора 8 нахо дятся шарики 10 с заданной размерностью, шарики размещены так, что шарик самого малого диаметра распоо ложен со смещением на 180 относительно шарика...
Предыдущий патент: Способ обработки стеклянных изделий профильным шлифовальным инструментом
Следующий патент: Устройство для обработки шеек коленчатых валов
Случайный патент: Устройство для сушки, глянцевания и сатинирования фотоотпечатков