B24B — Станки, устройства или способы для шлифования или полирования
Устройство для вибрационной обработки

Номер патента: 1192948
Опубликовано: 23.11.1985
МПК: B24B 31/06
Метки: вибрационной
...для объемной вибрационной обработки; на фиг. 2 - устройство для дистанционного управления.Устройство для объемной вибрационной обработки содержит рабочую камеру 15 1 с вибратором 2, установленную на пружинах 3. Внутри корпуса вибратора 2 на подшипниках 4 установлен полый вал 5, соединенный через эластичную муфту 6 и клиноременную передачу со шкивами 7 и 8 с20 многоскоростным электродвигателем 9. На полом валу 5 установлены неподвижно на шпонках 10 два дебалансных груза 11 и 12, между которыми установлен подвижно упругоплавающий под действием пружины 13 и центробежной силы дебалансный груз 14, 25 жестко соединенный со стержнем 15, пропущенным внутрь полого вала 5, где установлен упор 16 переменного сечения, подвижно соединенный с...
Устройство для обработки цилиндрических деталей брусками

Номер патента: 1192949
Опубликовано: 23.11.1985
Авторы: Гавриленко, Дмитриева, Завертанный, Закревский, Лазарев, Павлиский, Павлюк, Палажук, Серветник, Сорина, Сыроватка, Фурса
МПК: B24B 35/00
Метки: брусками, цилиндрических
...1, сет;(нн)с.1(сн кольк брусков 291 3в ,) 1111 рчс ен)нни и1 е Гсс)ОБ.(ен хеха низ м 32 ГО (а н с Г, ей 33 н; геную линик) О, - О нино,ни 6 и 2 и на о(евю Г 15(ник) О. - Г), ни нс,(е 1 и 1 5, вклк)1 а юнси й 1 -Об) раз 1 ы и ;)Ы 1 ИГ 34. 11;1 дн ) Ч ПЛЕ Е р 11 с;1 с УСТИНОВЛС На НИ 1 Мс 1 5), с На Лр) ГОХ 1, Н(рПСНдс О,(ярН)м перОх(, 11)Изма 3).1,10 скость си"1 м(.1 р и и Г) Н.51 Зс) и 36 и рох, (11 т влол 1 осевой ли;1 ип О О или О О,) пино. лей. Рычаг 34 связин е гил)Оцилиплром 37. Призма,55 имсег зихнаг 38 и прижимную ;аСЛО 11;Ч с 1,), с) .1 ри:м; 36:с 1 хнс 1 40 и ОН рокидыватель 41. На основании 1 ) стройства расположен упор 42, с которым взаимолействуег прижимная заслонка 39, установленная с возможностью поворота на оги 43 и...
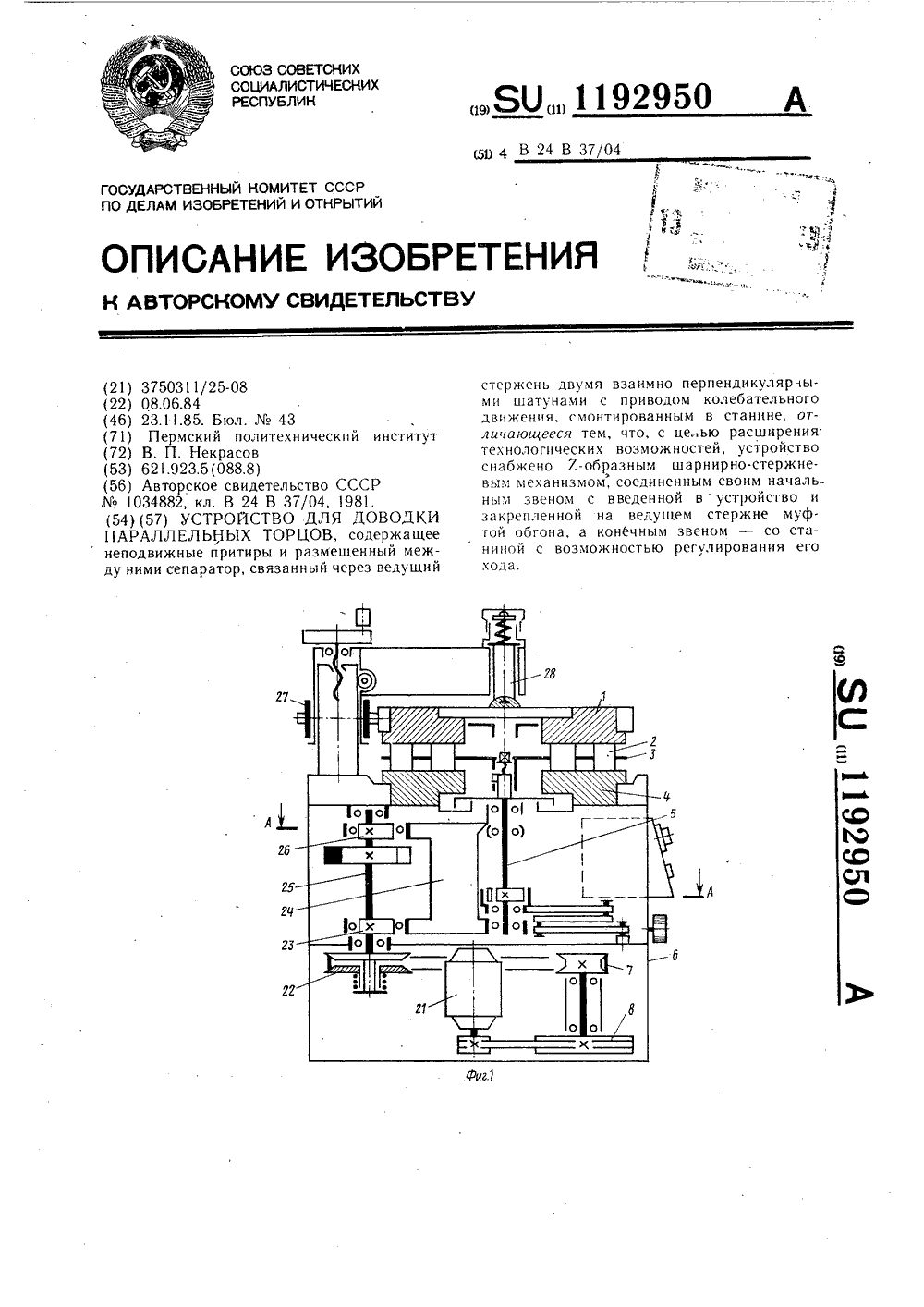
Устройство для доводки параллельных торцов
Номер патента: 1192950
Опубликовано: 23.11.1985
Автор: Некрасов
МПК: B24B 37/04
Метки: доводки, параллельных, торцов
...21. Клино ременный вариатор 22 служит лля изменения скорости вращения одного из приводных валов, на другом валу расположен нерегулируемый шкив. На эксцентрике 23 установлена нижняя опора выполненного в виде рамы шатуна 24, а верхняя его опора, связана с приводным валом 25 через идентичный эксцентрик 26. В противоположных двух опорах шатуна 24 смонтирован на подшипникахах ведущий стержень 5.Подъемно-поворотное устройство 27 ласт возможность выводить верхний притирцз зоны обработки и поворацивать его вокруг вертикальной и горизонтальной осей лля удобства обслуживания станка. Нажцмцос40 45 50 5 О 15 20 25 30 35 устройство 28 создает необходимое рабочее давление на детали 2 в процессе их обработки.При работе станка движение от...
Инструмент для упрочнения деталей методом поверхностного пластического деформирования

Номер патента: 1192951
Опубликовано: 23.11.1985
Авторы: Дюльдин, Каковкин, Крупнин, Светличнов, Тетюева
МПК: B24B 39/00
Метки: деформирования, инструмент, методом, пластического, поверхностного, упрочнения
...С. Чукаева Техред И. Верес Корректор Г. Решетник Тираж 768 Подписное ВНИИ ПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор О. ГоловачЗаказ 7210/16 Изобретение относится к металлообработке и может быть использовано для повышения прочности и износостойкости деталей методом поверхностного пластического деформирования (ППД).Цель изобретения - повышение производительности упрочняющей обработки путем регулирования режимов работы рабочего и деформирующего элементов за один проход инструмента.На . чертеже изображен предложенный инструмент, общий,вид.В корпусе 1, .расположены рабочий ролик 2, деформиру ющий упрочняемую...
Способ упрочнения металлических поверхностей

Номер патента: 1192952
Опубликовано: 23.11.1985
МПК: B24B 39/04
Метки: металлических, поверхностей, упрочнения
...работает следующим образом.Обрабатвгсхук дсталь 17 устанавливают на опоры 15 и 16 и с помощью ходового винта 13 перемецаот до соприкосновения деформрдеющего элемента 9 с подлежацей обработке юерхностью детали. Расстояние 5 осиоловки 8 для деформационного упрочнения от оси вращения обрсбст.вае- мой детали 17 устанавливают заранее с помснцью ходового винта 4 так, что и ри сорикосновении обрабатываемой поерхн ости детали с деформирующим элементом образовыается некоторый угол а между ссью головки и нормально к обрабатываемой посрхности в точке касания деформируюцего элемента. После этого к преобразователю 7 подаютэлектрические колебания ультразвуковой частоты. Леформируюций элемент 9 начинаетеремецаться, в процессе своего...
Устройство для контроля износа абразивного круга

Номер патента: 1192953
Опубликовано: 23.11.1985
Автор: Николаев
МПК: B24B 49/00
Метки: абразивного, износа, круга
...изобретения - повышение точности контроля износа абразивного круга и упрощение устройства путем использования для контроля однократного разрыва электрической цепи.На чертеже изображена конструкция узла установки абразивного крута на приводном валу .с элементами устройства контроля износа.Абразивный круг 1 насажен на привод- ной вал 2 и закреплен на нем зажимными дисками 3 и 4 через изолирую 1 цие прокладки 5 с помощью гайки 6 и легкосъемной шайбы 7. Зажимной диск 3 посажен на вал 2 через изолирующий элемент 8 и несет на себе соленоид 9 с подвижным сердечником, подключенный к конструктивно сопряженному с ним автономному источнику 10 электрического напряжения,Сердечник соленоида 9 в выдвинутом положении (от возвратной пружины)...
Способ пятикоординатной механической обработки пространственно-сложных криволинейных поверхностей

Номер патента: 533294
Опубликовано: 23.11.1985
Авторы: Деева, Имянитов, Шпекторов
МПК: B23C 3/18, B24B 17/00
Метки: криволинейных, механической, поверхностей, пространственно-сложных, пятикоординатной
...интрумента и направление подачи находились в одной плоскости.Обработку осуществляют фрезой или абразивным кругом.На фиг. 1 представлена схема расположения инструмента относительно обрабатываемой поверхности в системе прямоугольных координат; на фиг.2 то же, в координатной плоскости с расположением осей поворота инструмента; на фиг. 3 - расположение типовой торцевой фрезы относительно обрабатываемой поверхности; на фиг. 4 то же, для типовой торцевой фрезы с чашечными резцами; на фиг. 5 - исход ное положение инструмента перед началом обработки.Торцовой инструмент 1 (фиг.1 и 2) рабочего диаметра контактирует с обрабатываемой поверхностью 2 в точке О, где проходит нормаль й, перпен - дикулярная к касательной плоскости 1 у, в которой...
Центрировочный патрон

Номер патента: 1194591
Опубликовано: 30.11.1985
Авторы: Бакуев, Тугаринов, Шаничев
МПК: B23B 31/00, B24B 13/005
Метки: патрон, центрировочный
...поверхностей линзы 23пересекали ось шпинделя 25 токарногостанка и были перпендикулярны, Автоколлимационным изображением от цилиндрических поверхностей линзы 23является световая полоса (фиг. 6),геометрическая и оптическая осицилиндрической линзы 23 взаимноперпендикулярны. Осью патрона явля-ется ось внутренней цилиндрическойповерхности установочного фланца 6:(фиг, 1), выполненной с высокойточностью обработки,1Для установки оси патрона на осьшпинделя 25 токарного станка осьзадней бабки (не показана) токарногостанка совмещается с осью автоколли 4мационной трубки Забелина. В переходную оправу 18 (фиг. 1) устанавливает194591 4плоскости 7 установочного фланца 6благодаря тому, что подпружинендвумя силовыми пружинами 22. Длятого,...
Способ затылования фрез

Номер патента: 1194612
Опубликовано: 30.11.1985
МПК: B23F 21/16, B24B 3/12
Метки: затылования, фрез
...1 является совокупностью подобных кривых затылования-.,В точке А вектор скорости Чэ в принципе может иметь противоположноечнаправление М (пунктир). В этомслучае для затылования фреэы ее необходимо вращать в противоположнуюсторону. Кинематика способа затыпования фрез в этом случае аналогична рассмотренной, направления движений показаны пунктиром и обозначены штрихами,Для перехода от обработки одногозуба фрезы 1 к обработке следующегозуба при выходе обрабатываемого зуба фрезы 1 иэ контакта со шлифовальным кругом 2 скорости вращения фрезы вокруг осей О и О (скоростихолостого хода) следует изменитьдо подхода к шлифовальному кругу 2следующего зуба фрезы 1.Если затыпуемая фреза 1 вращается вокруг осей О и О с угловыми, Фскоростями ыи ц...
Многошпиндельная шлифовальная головка

Номер патента: 1194651
Опубликовано: 30.11.1985
МПК: B24B 7/18
Метки: головка, многошпиндельная, шлифовальная
...и уменьшения его турбулентности металлический раструбсопла 28 в выходной его части соединен с гибкой оболочкой 29, например резиновой, и периферия еекрая плотно закреплена по торцувнутренней стенки 24. В местах прохода планшайб 8 через оболочку име-ются отверстия с уплотнительнымикольцами 30,Для предупреждения воэможностиповреждения обрабатываемой поверхности при срабатывании инструментов голонки в сопло 28 жестко вмонтирована концентричная цилиндрическая диафрагма 31 с установленным внутри нее подвижным толкателем 32, связанным через двуплечийрычаг 33 и подпружиненный стержень 34 с нажнмным упором 35, взаимодействующим с конечным выключа"телем 36, предназначенным для блокировки двигателя привода .вращенияшпинделей (не...
Устройство для обработки прямоугольных листов стекла

Номер патента: 1194652
Опубликовано: 30.11.1985
МПК: B24B 9/08
Метки: листов, прямоугольных, стекла
...сторон транспортера 2 установлены механизмы .разгрузки листовстекла, содержащие упоры 8 в видероликов, установленные на раме 1,неподвижную рольную опору 9 и подпружиненную дополнительную рольнуюопору 10, линейку 11 со скошеннойверхней гранью и предохранительныйторцовый упор 12. Рольная опора 10смонтирована шарнирно на раме 1,подпружинена пружинами 13 и имеетограничители хода 14, определяющиеположение ее роликов.Устройство работает следующимобразом.На прямолинейные участки 3 непрерывно движущегося транспортера 2с каждой стороны устанавливают листы стекла 4, базируя их торцы, под 52 1лежащие обработке на опорных роликах 6. Стекло удерживается на транс 1 портере вакуумом и, перемещаясь вместе с транспортером 2 вдоль шлифовальных и...
Станок для шлифования канавок

Номер патента: 1194653
Опубликовано: 30.11.1985
Авторы: Каширский, Суле, Ходош
МПК: B24B 19/04
Метки: канавок, станок, шлифования
...Якорь 13 электромагнитной муфты 12 установлен на шпинделе 6 и упруго прижат к фрикционномудиску 14. Делительный механизм имеет свой двигатель 15, приводящийво вращение через зубчатые колеса.16 и 17 диск 18, на котором укреплен подвижный электроконтактный датчик 19, взаимодействующий с повод 40.ком 20, закрепленным на оси шпинделя 6.На планке делительного механизма 21 помещена ползушка 22 и конечный выключатель 23 с фиксатором 24,45 взаимоДействующий с Диском 25 спомощью которого задается число обрабатываемых канавок на изделии 26,Отключение электромагнитной муфты 12 в момент деления при шлифовке прямых канавок осуществляетсяограничителем 27 и конечным выключателем 28, установленным на заднейстенке бабки изделия 3,Создание уклона при...
Автоматический станок для финишной обработки дорожек качения колец подшипников

Номер патента: 1194654
Опубликовано: 30.11.1985
МПК: B24B 19/06
Метки: автоматический, дорожек, качения, колец, подшипников, станок, финишной
...подшипника.В станине 1 смонтирован (фиг. 2- 4) на подшипниках 9 вал 10 шаговоповоротного механизма, связанный с механизмом деления - (ие показано) и выполненный в виде крестовины 11 со сменными оправками 12, В оправках 12 предусмотрены,каналы 13 гидростатического базирования с дроссельными отверстиями 14, связанные с напорной магистралью через сверления 15 крестовины и осевой канал 16 вала 10.На станине 1 закреплена ось 17, являющаяся опорой для рычага 18, 11946542 свободный конец которого связан с силовым цилиндром 19, расположенным. параллельно валу 10. На рычаге 18 смонтировано поворотное коромысло 20, на котором посредством осей 21 и поворотных поперечин 22 смонтированы прижимные ролики 23, взаимодействующие со свободным торцом...
Устройство для обработки криволинейных поверхностей

Номер патента: 1194655
Опубликовано: 30.11.1985
Авторы: Бастеев, Горбачев, Капашин, Карпенко, Сурду
МПК: B24B 19/14
Метки: криволинейных, поверхностей
...край ние верхнее и нижнее соответственно положения от детали 2. В исходном положении устройства производят сме. ну детали и инструмента.Подвод абразивных кругов к детали производится сжатием пружины 15 с помощью регулировочного винта 18. Пружина 15, сжимаясь, перемещает рычаг 1.4 против часовой стрелки, который поворачивает планку 12, сжимающую пружину 23 по часовой стрелке. При этом винт-толкатель 10, поднимаясь вверх, поднимает шарик 8 вверх, а винт-толкатель 11, опускаясь вниз, обеспечивает опускание шарика 9 вниз, Это приводит к тому, что в левой половине пневматического дифференциального распределителя 7 уменьшается проходное сечение жиклера (уменьшается зазор 3, ) и увеличивается проходное сечение сопла (увеличивается зазор 8 ),...
Утюжок для прижима абразивной ленты

Номер патента: 1194656
Опубликовано: 30.11.1985
Авторы: Баскаков, Гусев, Кулипанов, Матвеев, Новиков, Чуваев
МПК: B24B 21/08
Метки: абразивной, ленты, прижима, утюжок
...мм, в диаметре слишком хрупкие, а применениестержней диаметром более 3 мм значительно ухудшает качество обработки, это связано с тем, что с увеличением диаметра стержней увеличивается площадь поверхности, занятаястержнями, и общая жесткость упругого элемента.Плотность расположения графитовыхстержней указанного диаметра в упругом слое составляет р = 0,8-1,0 шт/см .Из графика (Фиг.3) следует, чтопри значениях р0,8 шт/см, где у - количество графитовых стержней1приходящихся на единицу площади, коэффициент трения Г достаточно высок,Это приводиг к ускоренному износуупругого элемента, увеличению обрывности шлифовальных лент из-за ихнагрева и ухудшению условий труда,так как возрастает тянущее усилиена ленте,10 При у ) 1,0 шт/см...
Устройство для вибрационной обработки деталей в абразивной среде

Номер патента: 1194657
Опубликовано: 30.11.1985
Авторы: Абызов, Арцыбашев, Паутов, Юнусов, Якунин
МПК: B24B 31/067
Метки: абразивной, вибрационной, среде
...закреплен дебалансный вибратор 12. Внешние виброплощадки 3 с внешней стороны через резинокордные оболочки 13 закреплены к неподвижным стойкам 14. Упоры 15 предотвращают движение внутренних виброплощадок к центру барабана. Движение системы внутренних виброплощадок 8, смонтированных в сквозных окнах круглого барабана 9, осуществляется при помо 94657 2щи соединительных рычагов 6,.которые расположены по торцам контейнера в разных плоскостях,Крепление соединительных рычагов 6 к кронштейнам 5 и 7 (см,фиг.3)осуществляется при помощи оси 16,что обеспечивает подвижность соединения.Устройство для вибрационной обработки работает следующим образом.В контейнере 1 закрепляются обрабатываемые детали, и он загружается абразивной средой, например...
Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием

Номер патента: 1194658
Опубликовано: 30.11.1985
Авторы: Данилов, Жигалов, Чистосердов
МПК: B24B 39/00
Метки: деформированием, поверхностно-пластическим, процессом, резанием, совмещенной
...шероховатость, изменение которой составляет 203, а этоне оказывает существенного влиянияна эксплуатационные свойства деталей,Так как изменение усилия деформирования осуществляется в диапазонеот 0,7 Рдо 1,3 Р необходимом для стабилизирования отклоненийупругих отжатий технологической системы, возникающих в результате изменения радиальной составляющей силырезания, то и диапазон измененияпоследней не должен превышать диапазона усилия деформирования, т.е.Рр- Рру . 1,3 Рд - 0,7 Р ,;.В противном случае стабилизированиеотклонений упругих отжатий технологической системы не может быть осуществлено. Совмещенная обработка по предлагаемому способу (фиг.3) осуществляется с помощью комбинированного инструмента, состоящего из резца 1 и...
Шлифовальная головка

Номер патента: 1194659
Опубликовано: 30.11.1985
Авторы: Антонов, Бондарь, Гречушников, Кудинов, Никулкин
МПК: B24B 41/04
Метки: головка, шлифовальная
...свыше 50 мкм резко ухудшает работоспособность головки привозникновении больших осевых нагрузок на шпиндель и может вызватьразрушение пружины.Для контроля зазора между тыльными сторонами элементов 10-13 присборке головки в корпусе 1 могутбыть выполнены смотровые отверстияс резьбовой заглушкой, Жесткостьупругих элементов 9 в осевом направлении выполнена в несколько разбольше, например в 2 раза, и составляет 100 ДаН/мм по сравнению сжесткостью элементов 10-13, а суммарная жесткостьпружины 5 сжатойгайкой 6 в корпусе 1 в осевом направлении составляет около 70-80 ДаН/мм.Упругий осевой натяг на подшипникикачения 3, 4, например 50 ДаН, созданный осевым смещением гайки 6 на55 шпинделе 2 за счет сжатий пружины5 на величину 1,5-2 мм,...
Установка для ультразвукового упрочнения деталей

Номер патента: 1146921
Опубликовано: 30.11.1985
Авторы: Бавельский, Иванов, Петров, Тихомиров
МПК: B24B 1/04
Метки: ультразвукового, упрочнения
...эмиссии, от количества шариков в стакане, и. фиг.З, где показаны временные, диаграммы работы установки при поиске максимума, интенсивности и слежения за этим максимумомПри возбуждении ультразвуковых колебаний резонатора 1 возбудителем 2, питаемым с ультразвукового .генератора 18,. шарики в резонаторе 1 путем многократных отскоков от стенок. резонатора, запасающие кинетическую энер-. гию, начинают соударяться с деталью 4, находящейся в полости резонатора 1, таким образом, упрочняя ее. Часть ударов является упругими. столкновениями, При упрочняющих соударениях шариков с деталью возникают сигналы акустической эмиссии, спектор которых лежит в области частот, в 10- 100 раз превышающих частоту возбуждения резонатора 1. Этим сигналы (АЭ ) через...
Копировальное устройство

Номер патента: 1196230
Опубликовано: 07.12.1985
МПК: B23Q 35/00, B24B 19/14
Метки: копировальное
...а стержень 18 проходит сквозьстяжку 17 и, вворачиваясь в резьбовое отверстие приспособления 1, стягивает (прижимает) копир, перемещаяего вместе с пинолями вдоль оси, иприспособление 1 (вместе с лопаткой)к базовым торцам гильзы 6. Все детали,служащие для установки, базированиякопира н лопатки и передачи им рабочего движения (вращения), кинематически связаны, например, с помощью,пальцев 13-16 и взаимодействующихс ними пазов на пинолях и копире между собой, что обеспечивает постоянство положения базовых поверхностейпри установках и сменах копира.Устройство работает следующим образом.При нижнем положении пальцев 13 сгильзами 6 и 7 и разведенных пинолях 10 и 11 опускают копир 5, заведя его своими установочными пазами20 на пальцы 13....
Способ затылования червячной фрезы

Номер патента: 1196232
Опубликовано: 07.12.1985
МПК: B24B 3/00
Метки: затылования, фрезы, червячной
...и может быть использовано при изготовлении червячных инструмен.тов охватывающего типа, предназначенных длянарезания высокоточных зубчатых колес, 5Цель изобретения - повышениеточностизатылования червячных фрез охватывающеготипа путем изменения направления движенияшлифовального крута и увеличение их стойкости путем изменения направления движе. 10ния шлифовального круга,На чертеже показана схема осуществле.ния способа затылования червячной фрезы.Заготовку червячной фрезы 1 и шлифовальч1 ный крУг 2 вращают вокруг своих осей сугловыми скоростями Ми исоответственно и перемещают друт относительнодруга параллельно. оси вращения заготовкив направлении стрелки м . Вращение детали согласовывают с перемещением, парал.лельным ее оси,...
Устройство для финишной обработки криволинейных поверхностей

Номер патента: 1196233
Опубликовано: 07.12.1985
Авторы: Бастеев, Горбачев, Капашин, Сурду
МПК: B24B 19/14
Метки: криволинейных, поверхностей, финишной
...соединенным с подпружинен-ным рычагом 23. азУстройство работает следующим образом.В исходном положении заслонка 12 находится в крайнем левом положении, т.е. сопло 7 открыто, а сопло 6 за крыто, шток силовс:о пневмоцолиндра 4 поднят, так как давление в поршневой полости больше,чем в штоковой,Эластичный абразивный круг 18 отведен от дета и г. ЯПодвод эластичного абразивного круга к детали производится вращением рукоятки 11, жестко связанной с веду 331щей частью вала 10, при повороте которого заслонка 12, посаженная нарезьбе на вал 10, будет перемещатьсяотносительно последнего вправо, таккак заслонка зафиксирована от проворота направляющим фиксатором 8. Приэтом открывается сопло 6 и прикрывается сопло 7, что приводит к падениюдавления в...
Устройство для вибрационной обработки

Номер патента: 1196234
Опубликовано: 07.12.1985
Автор: Тарасов
МПК: B24B 31/067
Метки: вибрационной
...и может быть использовано при виброабраэивном шлифовании,полировании и виброударном упрочнении преимущественно длинномерных деталей.Цель изобретения - улучшение качества обработки длинномерных деталейза счет регулирования и поддержанияв процессе обработки определенного 1 буровня .рабочей среды по длине контейнера,На фиг.1 показано устройство длявибрационной обработки, общий вид; .нафиг.2 ; конструкция Г-образного патрубка. Устройство для вибрационной обработки содержит контейнер 1, где крепится обрабатываемая деталь, установ О ленный на упругих опорах 2 и снабженный вибраторами 3, В дне контейнера образована пневмокамера, в которой установлены с воэможностью вращения ,"-образные патрубки 4, имеющие вход ные колена 5 для подачи...
Устройство для абразивной обработки в магнитном поле

Номер патента: 1196235
Опубликовано: 07.12.1985
Авторы: Журавлев, Кудинова, Сакулевич, Скворчевский
МПК: B24B 31/10
Метки: абразивной, магнитном, поле
...пакет гибких волокон от засаливания.Выполнение волокон диаметром О,1- ЗО0,2 мм обеспечивает эластичность щетки. Применение волокон диаметромменее 0,1 мм не обеспечивает прочности щетки, а диаметр более 0,2 ммне обеспечивает гибкости.Установка пакетов относительнооси изделия со смещением, направление которого должно совпадать с направлением вращения обрабатываемогоизделия, предотвращает сминание и 4 ч поломку гибких волокон. При этом осьпакета следует устанавливать относительно оси изделия с эксцентриситей йтом е .= --- " - где Й - диаметр5 4 ффф детали. Выбор величины эксцентриситеЙта е = обеспечивает отсутствие4волокон в зоне входа изделия в рабочий зазор. Выбор минимальной величи- Ю , йны эксцентриситета е =обуслов 5лен тем, что при...
Устройство для суперфиниширования шеек коленчатого вала

Номер патента: 1196236
Опубликовано: 07.12.1985
Авторы: Кабанов, Силушкин, Сыреев, Таратынов, Щербак
МПК: B24B 35/00
Метки: вала, коленчатого, суперфиниширования, шеек
...типа Ю шеек коленчатого вала.Цель изобретения - повышение качества обработки за счет обеспечения точности формы в поперечном сечении шейки коленчатого вала. 10На фиг.1 показана схема устройства; на фнг.2 - конструкция дугообразного сегмента.Устройство содержит кулису 1 и установленные на ней симметрично от косительно ее вертикальной оси сегментообразную опору 2 и абразивные бруски 3. Опора 2 закреплена в линейке 4, которая связана с механизмом 5 прижима, Рабочая поверхность сегментооб разной опоры 2 выполнена прерывистой, угловое расстояние между крайними точками опоры равно 40-180 , а абразивные бруски 3 расположены под углом 74-75 к вертикальной оси кулисы 1, 25 С помощью гидросистеми сегментообразная опора 2 и абразивные бруски 3...
Станок для суперфиниширования наружной цилиндрической поверхности

Номер патента: 1196237
Опубликовано: 07.12.1985
Авторы: Голов, Иконописцев, Локшин
МПК: B24B 35/00
Метки: наружной, поверхности, станок, суперфиниширования, цилиндрической
...об их поверхности. После этого по командеблока 19 управления отсечное устройство 2 закрывает доступ другим деталям к валкам. В это время разделительный упор 12 и инструментальнаяголовка 6 с абразивным бруском 8находятся в крайнем верхнем положении. За счет разворота осей валков3 и 4 на угол 9 деталь 5 перемещается до контакта с находящимся в крайнем нижнем положении разделительным упором 13, после чего от блока 19 управления поступают команды на опус"какие разделительного упора 12 иинструментальной головки 6. Эти команды выполняются механизмами 15 и 10 вертикального перемещения. Затем от блока 19 управления поступаеткоманда на осцилляцию абразивногобруска 8 совместно со связанными сним инструментальной головкой 6 имеханизмом 10 ее...
Устройство для доводки деталей

Номер патента: 1196238
Опубликовано: 07.12.1985
МПК: B24B 37/04
Метки: доводки
...относится к абразивной обработке н может быть использовано при доводке деталей, в частности их уплотнительных поверхностей,На фиг.1 изображено устройство, разрез; на фиг.2 - узелна фиг. 1.Устройство содержит конус 1, шарнирно соединенный с крышкой 2 притира 3. Внутренняя поверхность 4 притира 3 выполнена конической с углом конуса, обеспечивающего передачу вращающего момейта ванне 5, установленной внутри притира 3. На конической поверхности 6 ванны 5 выполнены 1/продольные канавки 7, соединяющие внутреннюю полость ванны 5 через отверстия 8 с полостью 9 притира 3. Полость 9 притира З,выполнена в виде усеченного конуса 10, соединенного с рабочей поверхностью 11 притира 3 отверстиями 12, расположенными так, чтобы при помощи вращения...
Установка для обработки металлов поверхностным пластическим деформированием с применением ультразвука

Номер патента: 1196239
Опубликовано: 07.12.1985
Авторы: Аникеенко, Бондаренко, Куликов, Литвак
МПК: B24B 39/04
Метки: деформированием, металлов, пластическим, поверхностным, применением, ультразвука
...требуемый акустический контакт и хорошую передачу колебаний от магнитострикционного преобразователя 1 инструменту 8. Смазка под давлением подается через каналы 3 в полость 7. При работе магнитострикционного преобразователя 1 распыление СОЖ осуществляется как минимум в двух стадиях: первично - в каналах 3 для подвода СОЖ и при выходе в полость 7 на наружной поверхности 6 волновода 2; вторично - в полости 7 на наружной 6 и внутренней 5 поверхностях, в результате чего СОЖ измельчается в туман, который фокусиру ется в зону взаимодействия инструмен та 8 с обрабатываемой деталью 10.Получение тумана улучшает условия смазки, а фокусировка (при тех же условиях смазки ) уменьшает расход 1 96239СОЖ. Большая эффективность смазочного действия...
Устройство для вибронакатывания поверхностей деталей поверхностным пластическим деформированием

Номер патента: 1196240
Опубликовано: 07.12.1985
Авторы: Бондарь, Мороз, Оверчук, Рачинский, Царук
МПК: B24B 39/04
Метки: вибронакатывания, деформированием, пластическим, поверхностей, поверхностным
...состоит из 1 корпуса 1, к которому жестко крепится шаговый электродвигатель 2. Ротор 3 шагового электродвигателя выполнен 2 в виде ходовой гайки, входящей в подвижное соединение с ходовым винтом 4.Для обеспечения хорошей смазки витков ротора-гайки 3 и винта 4 и циркуляции смазки на винте 4 выполнены продольные канавки (фиг.2). Удержание смазочного материала обеспечивается благодаря наличию уплотнения 5 и пробки 6 отдушины. Ходовой винт 4 выполнен заодно с ползуном 7, который может свободно перемещатьЗэ ся в пазах 8 корпуса 1,Полэун 7 жестко соединен с механизмом упругого нагружения, выполненным в виде электромагнита 9, состоящего иэ катушки 10 с соосно размещенными подвижным 11 и неподвюкным 3. Устройство по пп.1 и 2, о т - л и ч а ю...
Станок для обработки камня

Номер патента: 1196241
Опубликовано: 07.12.1985
Авторы: Адамян, Айзенберг, Карчевский, Коршенбойм, Поцелуйко, Степанский
МПК: B24B 47/22
...сопло 48 - переключаетсяраспределитель 50 (положение 1 Левое") и распределитель 21 (положение "Правое" ). При установке распределителя 37 в положение "Правое"масло поступает в штоковую полостьгидроцилиндра-имитатора 30, и онзанимает исходное положение, втя"гивая шток, одновременно устанавливается распределитель .20 в положение(положение "Левоеф). 3 1 распределитель 21 - с реле 55 време" ни. Для ручного управления станок снабжен распределителями 56 и 57. Распределитель 36 выполняет роль пускового распределителя.Распределитель 25 с реле 27 времени и двумя обратными клапанами 34 и 35 представляет собой устройство установки аппаратуры в исходное положение. Распределители 23 и 24, а также 41 и 42 представляют, собой реверсирующие...