B24B — Станки, устройства или способы для шлифования или полирования
Устройство для очистки поверхности волоченой проволоки преимущественно от жидкой технологической смазки

Номер патента: 1801651
Опубликовано: 15.03.1993
Авторы: Гусарова, Матросов, Раханский, Чернышева
МПК: B21C 43/02, B24B 5/38
Метки: волоченой, жидкой, поверхности, преимущественно, проволоки, смазки, технологической
...5 извлечены из гильзы 4, рабочая среда 3 в моющей камере 2 отсутствует, привод верстие активатора 15, моющую 2 и протирочную 4 камеры очистной головки, используя разрез на дисках 5, нанизывают их на проволоку и проталкивают в конический канал гильзы-центрифуги 4, после чего набор дисков 5 поджимают пружинным затвором 6 и 7, собранную центрифугу 4 заключают в емкость 11, вдвигая ее в коническое гнездо основания 1, заливают в емкость 8 рабочую среду 3. Очистная головка к работе готова.Приводят в действие механизм вращения очистной головки и размоточно-протяжный механизм, перематы вающий обрабатываемую проволоку 18. Очистная головка начинает вращаться с высокой скоростью 28004000 об/мин. Рабочая моющая обезжиривающая среда .3 под...
Футеровка контейнера устройства для вибрационной обработки

Номер патента: 1801728
Опубликовано: 15.03.1993
МПК: B24B 31/12
Метки: вибрационной, контейнера, устройства, футеровка
...вибрационной установки может быть ,изготовлена следующим образом, Сначала на корпусе при помощи специальных приспособлений последовательно заливаются секции из полистирола 4 и полиуретана 2. Затем вклеивают нарезанные из пластин резиновые секции 3. С целью упрощения изготовления первоначальная высота секций может быть одинакова. Для получения волнистости на рабочей поверхности контейнер наполняют крупнозернистым абразивом и обкатывают на жестких режимах в течение 4 - 6 часов, За это время происходит приработочньй ускоренный износ менее стойких секций 3 и 4 на глубину составляющую 10 - 60 О, ширины секций, В дальнейшем износ резко уменьшается, а форма поверхности остается неизменной,Изобретение применимо, к контейнерам различных...
Дробеметная установка для упрочнения деталей

Номер патента: 1801729
Опубликовано: 15.03.1993
Авторы: Андрианов, Карманский, Мерекин, Недугов, Румянцев, Слободкин, Смирнов, Сухов
МПК: B24B 39/00, B24C 3/14
Метки: дробеметная, упрочнения
...упоры 52.Погрузочно-разгрузочная эстакада 53 служит для установки и снятия обрабатываемой детали 2 на подвесной грузонесущий . конвейер 3 с помощью технологических захватов 54, Эстакада 53 состоит иэ сборной секционной рамы 55 с каретками 56 подъема, каждая иэ которых приводится в движение гидроцилиндрами 57. Для равномерного подъема детали 2 механизмы подъема кареток 56 связаны между собой тягами 58. Эстакада 53 может перемещаться по рельсам 59 от электродвигателя 60 через трансмиссию,Пульт 7 управления включает стойку 61 управления с контрольными приборами и тумблерами, с него осуществляется управление работой грузонесущего конвейера 3, системы 10 сепарации дроби и элеваторов 18, Там же расположен программируемый командоаппарат 62...
Устройство для поверхностного пластического упрочнения зубьев цилиндрических колес

Номер патента: 1801730
Опубликовано: 15.03.1993
МПК: B21H 5/02, B24B 39/00
Метки: зубьев, колес, пластического, поверхностного, упрочнения, цилиндрических
...размещенную на валах 4 и 6 между накатником 2 и шестерней 10, механизм 13 тангенциального перемещения промежуточного зубчатого колеса 9 относительно шестерен 10 и 11.Устройство работает следующим образом.Обрабатываемое колесо 8, установленное с возможностью вращения, подается механизмом 7 тэнгенциального перемещения в зону вращающихся при постоянном межосевом расстоянии накатников 1 и 2. , При вводе в зацепление зубьев рбрабатываемого колеса 8 с накатниками 1 и 2 путем его перемещения в тэнгенциальном направлении, накатник 2 с валом 4 вращаются с угловой скоростью в 2, меньшей угловой скорости в 1 вала 6 привода, при этом происходит проскальзывание обгонной муфты 12 относительно вала 6 привода, При достижении обрабатываемым колесом...
Способ отделочно-упрочняющей обработки

Номер патента: 1801731
Опубликовано: 15.03.1993
Авторы: Киричек, Комаров, Михайлов, Сергеев, Щебров
МПК: B24B 39/00, B24B 39/04
Метки: отделочно-упрочняющей
...микронеровности; на фиг.3 - схема образования микрорельефа обрабатываемой поверхности,Способ отделочно-упрочняющей обработки наружных поверхностей тел вращения осуществляется следующим образом, Инструмент 1 (фиг,1) с напрессованными на его шейки подшипниками 2, 3 закрепляется в приспособлении 4 так, что обеспечивается параллельность осей инструмента и заготовки. Приспособление 4 закрепляется на40,000144 + 1 10 4 8 4 0,012 В целях гарантированного обеспечения требуемой высоты микронеровностей необходимо принять радиус рабочего профиля дефо рмирующей поверхности инструмента равным 12,5 мм, а также радиус инструмента - 20 мм, угол подъема винтовой поверхности инструмента 0,25 рад. По формуле (7) находится шаг винтовой поверхности...
Инструмент для поверхностного пластического деформирования

Номер патента: 1801732
Опубликовано: 15.03.1993
Автор: Довгалев
МПК: B24B 39/02
Метки: деформирования, инструмент, пластического, поверхностного
...элементов 9 внутренней камеры 6 выполнена из среднемагнитных материалов (инструментальной, легированной стали и т,д,) с магнитной проницаемостью р = 500, а другая часть деформирующих элементов 9 (по меньшей мере один) изготовлены из высокомагнитной стали (сталь 3, сталь 10, сталь 20) с магнитной проницаемостью р = 2000 или с твердых сплавов, магнитная проницаемость которых р 500 (чем больше разница в магнитных характеристиках материалов из кото- "0 рцх изготовлены отдельныедеформирующие элементы 9, тем существеннее разница в силовом воздействии на них магнитного поля). В связи с этим, в процессе обработки увеличивается разница в "5 окружной скорости отдельных деформирующих элементов 9. Деформирующие элементы 9 сталкиваются между...
Торцовая накатка

Номер патента: 1801733
Опубликовано: 15.03.1993
МПК: B24B 39/02
...на 0,10,2 мм наименьшего размера ширины канавки).Инструмент работает следующим об разом, Хвостовику 2 сообщают вращение и осевое перемещение относительно неподвижно закрепленной на столе станка заготовки 8, В результате конические деформирующие ролики 6, вращаясь с определенным усилием, накатывают плоскую поверхность торцовой канавки по всей ее ширине. включая переходные галтели от торцовой к цилиндрическим поверхностям, Это обеспечивается эа счет конструктивных1801733 10 Формула изобретения а 180 - о,Составитель М,МедТехред М. Моргента ев Корректор С,Юск Заказ 818Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г....
Деформирующе-режущая протяжка

Номер патента: 1801734
Опубликовано: 15.03.1993
Автор: Амбросимов
МПК: B23D 43/02, B24B 39/02
Метки: деформирующе-режущая, протяжка
...через ось протяжки и центр деформирующего элемента, что позволяет им захватывать стружку и выносить ее в канавку для размещения стружки Кроме того деформирующие элементы за счет разложения сил на винтовой поверхности совершают качение вдоль винтового паза, т,е, совершают вращение вокруг своей оси со скоростью и 2 и, как следствие этого качения, перемещаются относительно передней поверхности режущего зуба. При этом, за счет беззазорного примыкания к передней поверхности режущего зуба они сме щают образующуюся и размещающуюсямежду ними стружку относительно пере дней поверхности, т.е, по винтовой линии,тем самым препятствуя ее налипанию (привариванию) и освобождая прежде не работавшие участки главной режущей кромки зуба. Таким образом зона...
Вибрационный шариковый обкатник

Номер патента: 1801735
Опубликовано: 15.03.1993
Автор: Яновский
МПК: B24B 39/04
Метки: вибрационный, обкатник, шариковый
...8 вокруг ка чающейся мгновенной оси вращения иосциллирующее движение вдоль образую, щей поверхности обрабатываемой детали.Качание мгновенной оси вращения деформирующего шара 8 осуществляется в плоскости, проходящей через ось вращенияопорного ролика 5,Кольцевой паз 7 характеризуется лишьсвоей шириной и симметричным располо. жением внутри замкнутой винтовой канавки6 и относительно торцевых поверхностейопорного ролика 5. Ширина кольцевого паза 7 должна быть такой, чтобы сумма левогои правого участков контакта деформирующего шара 8 с поверхностью винтовой канавки 6 исключила возникновение в зоне ихконтакта пластические деформации (шар катиться по винтовой канавке в упругом режиме).Замкнутая винтовая канавка 6 характеризуется углом наклона и...
Устройство для поверхностно-упрочняющей обработки наружных поверхностей

Номер патента: 1801736
Опубликовано: 15.03.1993
Авторы: Браславский, Вахитов
МПК: B24B 39/04
Метки: наружных, поверхностей, поверхностно-упрочняющей
...кривизну контактной поверхности, Обойма 2 соединена осью 5 со штоком 6 силового механизма 7, имеющим возможность поступательного перемещения в корпусе 8.При работе устройства его корпус 8 крепится на суппорте станка и подается в направлении 9, Обрабатываемая деталь 10 вращается вместе с планшайбой станка,В силу того, что ось 5, связывающая обойму 2 со штоком 6, находится ближе к рабочему ролику 1 чем к опорному 4 (12), усилие прижима роликов к детали делится между роликами обратно пропорционально1801736 Формула из о 6 рете н и я оставитель С.Вахитехред М,Моргентал рректор С.Юск еда Заказ 818Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб.,...
Способ комбинированной обработки резанием и поверхностно пластическим деформированием и устройство для его осуществления

Номер патента: 1801737
Опубликовано: 15.03.1993
МПК: B24B 39/04
Метки: деформированием, комбинированной, пластическим, поверхностно, резанием
...1, После окончания обработки черновой резец 4 с головкой 1 возвращается в исходное положение.П р и м е р. Предложенный способ мо.жет осуществляться на токарных станках с направляющими переменного поперечного сечения. При этом поперечное сечение направляющих может быть меньше, чем поперечное сечение направляющих серийных станков, например, токарно-винторезного станка 16 К 20, Обрабатываемая деталь диаметром 41 мм и боле устанавливается одним концом в передний вращающийся центр, а другим - в направляющей втулке,Осцилляция может придаваться режущему, деформирующему элементам и направляющей втулке или может придаваться в различных комбинациях данным элементам и втулке в зависимости от конкретных условий и требований, предъявляемых к...
Способ заточки сверла одностороннего резания

Номер патента: 1802784
Опубликовано: 15.03.1993
Автор: Кирсанов
МПК: B24B 3/24
Метки: заточки, одностороннего, резания, сверла
...политехни (7 ) С.М,Кирсанов (7 ) С.М.Кирсанов (5 ) Уткин Н, Ф Кижня С., "Обработка,глубМашиностроение, 1988 (54) СПОСОБ ЗАТОЧСТОРОННЕГО РЕЗАН Изобретение относится к о лов резанием. а именно длументов, которыми обра глбокие и точные отверстия.Целью изобретения являе ни стойкости инструмента.Описываемый способ за тоь, что в плоскость передней сверла занижают нэ минималь и, беспечивающую положите ни заданных углов в процессе ре еляемую из соотношения;Я де л- константа (к=3,14159); е относится , а именно рыми обраотверстия. костной захности ретельно оси ляемую по1802784 2 лто 90 - у) 15 фиЕ. ставитель С. Кирсановхред М. Моргентал цма оррект актор 8 Тираж ПодписноеИПИ Государственного комитета по изобретениям и открытиям при ГКНТ...
Устройство для шлифования коленчатых валов

Номер патента: 1802785
Опубликовано: 15.03.1993
МПК: B24B 5/42
Метки: валов, коленчатых, шлифования
...Б); В корпусебайонетного замка (18) установлен байонетный фиксатор (19). На кронштейнах (4) установлены регулируемые эксцентриковыеопоры (20) и опоры с обычными винтами(21).Опоры (20) (узел В) состоят из винтов (22) иопорных гаек (23). На верхней части крышкиустаноолены измерители положения корпуса (24) и (25)., Устройство для шлифовки коленчатыхвалов работает следующим образом. Дляустановки устройства на рамовую шейку коленчатого вала (26) и редва рител ьно удаляютиз постели рамового подшипника (27) нижнюЮ половину вкладыша рамового подшипника. Вместо нижней половины вкладышазакатываот между рамовой шейкой коленчатого вала (26) и постельного рамового подшипника (27) нижнюю часть корпусаустройства (2) с размещенной в ней половиной...
Многошпиндельная шлифовальная головка

Номер патента: 1802786
Опубликовано: 15.03.1993
МПК: B24B 7/00
Метки: головка, многошпиндельная, шлифовальная
...2 наклонно (под острым углом а ) установлены шпиндели 5, которые посредством втулок 6 смонтированы с возможностью относительного вращения на валу 2. Шпиндели снабжены разьемными рычагами7, верхняя часть 8 которых жестко связана с втулкой 6, э нижняя часть 9 - жестко связана с оправкой 10, В оправке с возможностью вращения смонтирован валик 11, на котором жестко закреплен периферийный круг 12 и шкив 13, соединенный гибкой передачей 14 со шкивом 15, жестко смонтированным на приводном волу 2. Устройство оснащено установленной с возможностью поворота осью 10 с толкателями 17, занимающими также второе положение 18 и взаимодействующими в одном крайнем положении с выступами 19 на втулках 6; при повороте оси 16 в другое крайнее положе-. ....
Плоскошлифовальный станок

Номер патента: 1802787
Опубликовано: 15.03.1993
Авторы: Долюк, Новиков, Челембий
МПК: B24B 7/00
Метки: плоскошлифовальный, станок
...содержит станину 1. установленную на ней шлифова)ьную бабку 2, стол 3, перемещающийся по жестко смонтированным на станине на. првляющи 4. Обрабатываемая заготовка, 5 прижимается к столу 3 при помощи губок 6 с йакладками 7, губки 6 жестко связаны со стержнями 8, нагруженными пружинами 9.Стержни смонтированы с возможностью поворота на угол а и осевого перемещения тения пере жестко свя прижимаетс ру)ощими к креплены н смонтирова и осевого и втулок разм ней. На одн губки;а на в ка взаимоде расположен ка перемещ линдра. 1 3. вляющим,изделие и центрижестко застержнях, поворота х. Выступ ах стержкреплены чки, План- стержень, том.плана невмоциемую по напра м со станиной рху фиксаторами ми. Последние дпружиненных с возможностью щения...
Способ установки заготовки при шлифовании цилиндрических поверхностей

Номер патента: 1802788
Опубликовано: 15.03.1993
МПК: B24B 19/06
Метки: заготовки, поверхностей, установки, цилиндрических, шлифовании
...роликов. По торцу кольцо прижимают к поверхности вращающегося шпинделя Я с помощью электромагнитного патрона 16). При этом шпиндель устанавливают на подшипники и размещают во втулке с зазором, что обеспечивает ему свободное осевое перемещение на некоторую минимальную величину "Я", а на поверхность наносят концентратор из магнитного материала. Включают электромагнит и кольцо вместе со шпинделем перемещается в осевом направлений до совпадения оси дорожки качения с осью инструмента,При установке кольца со смещенной осью симметрии к шпинделю на опорные ролики(фиг.2) торцевая поверхность кольца смещается на величину "Л ", Включаютэлектромагнит и шпиндель за счет свободного перемещения в осевом направлении на расстояние= 5+ Лподплывает к...
Устройство для декоративной отделки поверхности детали

Номер патента: 1802789
Опубликовано: 15.03.1993
Автор: Косолаев
МПК: B24B 29/00
Метки: декоративной, детали, отделки, поверхности
...передающий через муфту 10 привода шпиндельной головки 1 вращение инструментам 8 с торцовой режущей поверхностью. Включают электродвигатель 20 привода перемещения стола 11, переда ющего через редуктор 21 и кривошипныймеханизм 22 усилие на рычаг 23, При этом, перемещая в крайнее переднее(правое) положение верхнее плечо рычага 23 посредством тяг 24, воздействуют на нижние плечи Г-образных рычагов 18, опуская штанги 13 с прижимными элементами 14 до полного прижима обрабатываемой детали к поверхности стола 11. При дальнейшем ходе рычага 23 начинает перемещаться подвижный 30 стол 11 на плоских опорах (подшипниках)скольжения 12. В крайнем положении рычага 23 обрабатываемая деталь оказывается под первым рядом инструментов 8. Одновременно с этим...
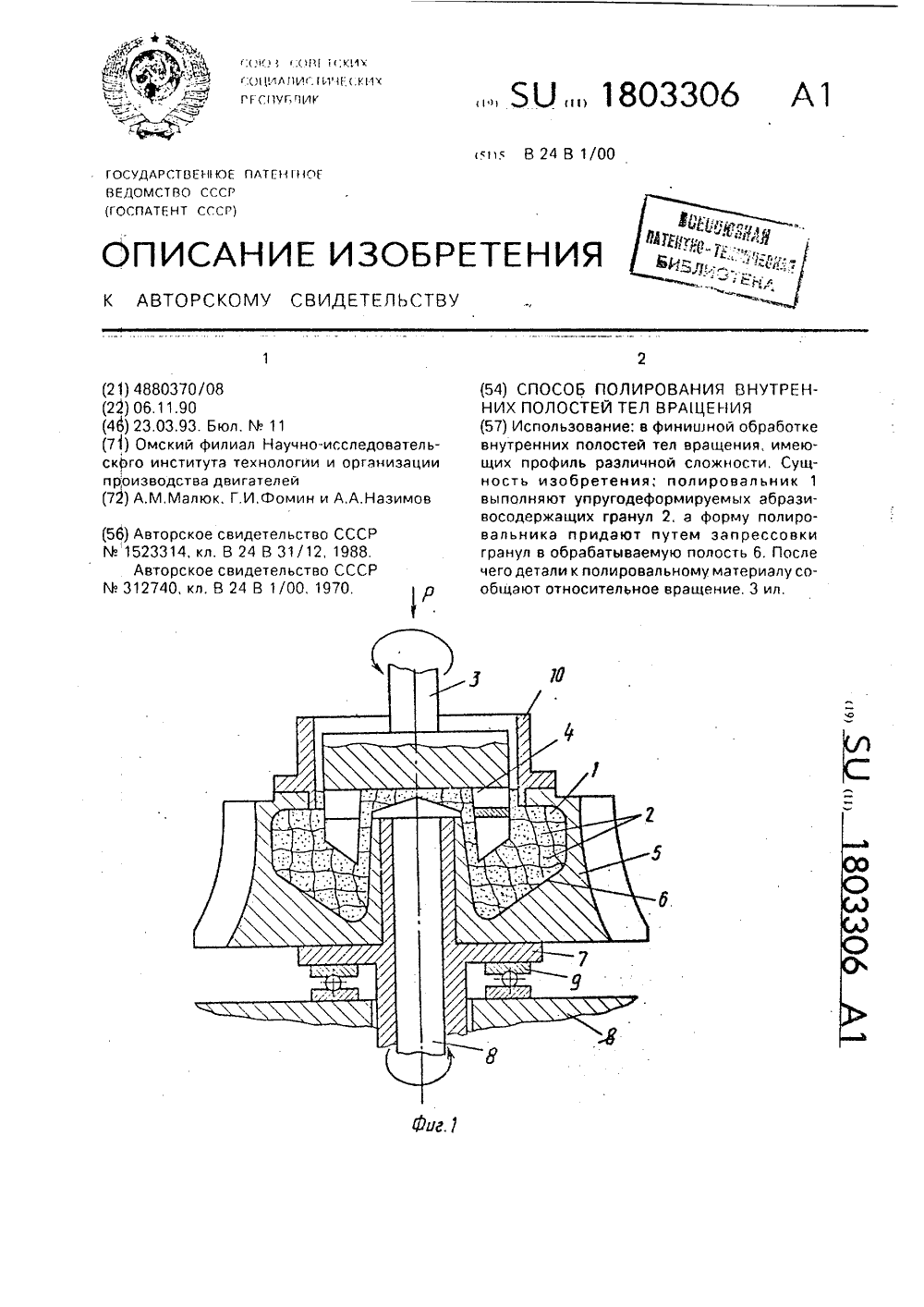
Способ полирования внутренних полостей тел вращения
Номер патента: 1803306
Опубликовано: 23.03.1993
МПК: B24B 1/00
Метки: внутренних, вращения, полирования, полостей, тел
...на шпинделе 7 при помощи тяги 8. Упорный подшипник 9 воспринимает рпбочее усилие "Р поддерживающее форму попировальника. Направляющая втулка 10 предназначена дпя заполнения обрабатываемой полости 6 гранулами 2 и дпя процесса формирования полировальника 1,Способ осуществляют следующим образом, Обрабатываемую деталь 5 устанавливают на шпинделе 1 и крепят тягой 8, На обрабатываемой детали 5 закрепляют направляющую втулку 10, через которую в обрабатываемую внутреннюю полость б засыпают упругодеформируемые абразивосодержащие гранулы 2. Затем, оправкой 3, под рабочим давлением Р формируют иэ этих гранул полировальник 1, После этого включают приводы вращения шпинделя 1 и инструмента, который связан с оправкой 3. При этом рабочее давление Р...
Ленточно-шлифовальный станок

Номер патента: 1803307
Опубликовано: 23.03.1993
Авторы: Агеев, Густов, Остсемин
МПК: B24B 21/00
Метки: ленточно-шлифовальный, станок
...с установленными на ней между стационарными опорами 8 взаимно подвижными по торцам дисками 10, например, с помощью подвижного шпоночного соединения; длина набора дисков, образующих бочку направляющего ролика, превышает ширину шлифуемой полосы, набор дисков закреплен от осевого смещения по торцам. например, с помощью гаек 11, а хвостовики оси, выступающие эа стационарные опоры 8, шарнирно посредством узла вращения 9 связаны с устройством для изгиба оси, например, однополостными гидроцилиндрами 6.Ленточно-шлифовальный станок работает следующим образом,Полоса 7 (фиг.1,2) задается между опорным роликом 3 и направляющим роликом 1, создается натяжение на моталке 12 и размывателе 13, включается привод вращения шлифовальной ленты, движение...
Способ обработки деталей

Номер патента: 1803308
Опубликовано: 23.03.1993
Авторы: Лемин, Мартынов, Скрябин, Сытников, Федосеев
МПК: B24B 31/104
...поверхности формируется большая, по сравнению с другими участками, шероховатость, Т.е, при боль шой скорости полирования деталей типа кулачков качество обработки снижается.Эксперименты на деталях с большими отклонениями от круглости (детали типа кулачков) показали, что ударный характер вза имодействия поверхности кулачка с уплотненной абразивной средой не проявляется при его угловой скорости вращения вокруг центральной оси ротора меньше, либо равной 10 рад/с. На чертеже приведена принципиальная схема устройства, реализующего способ обработки деталей.Обработка деталей предлагаемым способом осуществляется следующим образом, Проверяется выполнение условия - межцентровое расстояние между осями вращения ротора и оправки для закрепления...
Гранула наполнителя для вибрационной обработки

Номер патента: 1803309
Опубликовано: 23.03.1993
МПК: B24B 31/14
Метки: вибрационной, гранула, наполнителя
...при этом величина криволинейности стержней 2 назначается из условия обеспечения максимального контакта с обрабатываемыми поверхностями, Стержни 2 могут быть изготовлены, например, из стали У 7 А. Диаметр радиального отверстия 3 назначается из условия обеспечения возможности поворота стержня 2 относительно сердцевины 1, а также из условия обеспечения размещения нэ втулке стержня 2 максимального количестварадиальных отверстий 3, Окончательное скреп- ление посадочного места 4 после сборки гранулы может быть выполнено, например, сваркой. Стержни 2, размещенные нэ сердцевине, могут быть выполнены разной конфигурации и размеров,Например, гранула состоит из сердцевины 1, выполненной в виде втулки с гэба ритами: Ор - 20 мм, б - 16 мм, = 10 мм,...
Способ обработки отверстий

Номер патента: 1803310
Опубликовано: 23.03.1993
Авторы: Ахматов, Лысенко, Прилуцкий, Четаев
МПК: B24B 33/02
Метки: отверстий
...на расстоя 30 нии радиуса Кс от оси вращения И-И. Силарезания различна для нижнего и верхнегоположения подвижного бруска, Она равнаГ = Ги - Гм - Гп.ж. (3) - для верхнегоположения,Г = Еи + Гу - Гп.ж, (4) - для нижнегоположения.Очевидно, что она минимальна для верхнего положения. Определяют это минимальное значение иэ условий обеспечения40 требуемого съема материала в единицу времени, т.е, требуемой производительности,Отсюда определяется и минимально допустимая скорость и частота вращения подвижных брусков 5.45 Уравнение равновесия (3) для верхнегоположения подвижных брусков имеет вид.7 г пп,)п10 а.,з=М.( 30- Ми 9 - Гп.ж.где пппп - минимально допустимая частотавращения инструмента.Она равнапап =55 = (10 Осрпп Я+ми 9+оп ж ) 900 (5)ми 7 г...
Деформирующий инструмент

Номер патента: 1803311
Опубликовано: 23.03.1993
Автор: Черноземов
МПК: B24B 39/00, B24B 39/02
Метки: деформирующий, инструмент
...или пневмосистемы, обеспечивая небольшую производительность подачи упругого элемента, Последний через канал 2 входит в ступени 4 радиальных каналов и, воздействуя нэ шары-поршни 5, смещает их по направлению к торцевым стенкам 8 до соприкосновения с деформирующими шариками 6, которые в свою очередь входят в контакт с обрабатываемой.поверхностью. Полностью открывают кран и включают подачу инструмента. Упругий элемент воздействуя на каждый поршень 5 создает на нем усил:ге, равное произведению поперечного сечения поршня нэ давление, которое, и передается нашарик Б, Последний перекатываясь по обрабатываемой поверхности и, приминая микронеровности. вращается в своей ступени 7, которая может быть оформлена в виде сепараторной втулки иэ...
Устройство для местной поверхностно-упрочняющей обработки деталей

Номер патента: 1803312
Опубликовано: 23.03.1993
МПК: B24B 39/00
Метки: местной, поверхностно-упрочняющей
...26, соединенным каналом 27 с рабочей камерой 28 и каналом 29 с цилиндром 30, в котором размещен выполненный в виде поршня фиксатор заданного положения 8. Для свободного перемещения фиксатора 8 во фланце 31 рукоятки 2 выполнены дренажные отверстия 32, Подача сжатого воздуха непосредственно в рабочую камеру осуществляется через отверстия 33, выполненные в сопловой втулке 5, а выход отработанного воздуха происходит через отверстия 34, выполненные в корпусе 1.В исходном положении (фиг.2) сегменты 16 и 17, гильза 3, шток 7 с коромыслом 12 и фиксатором 8 находятся в крайнем верхнем (по чертежу) положении, при этом свободные концы коромысла находятся внутри заглушки 4,ЬУстройство работает следующим образом,Перед упрочнением в рабочую камеру...
Способ упрочняющей обработки внутренних поверхностей металлических деталей и инструмент для его осуществления

Номер патента: 1803313
Опубликовано: 23.03.1993
МПК: B24B 39/02
Метки: внутренних, инструмент, металлических, поверхностей, упрочняющей
...переходе контакта с одного упрочняющего элемента на другой,В процессе обработки изделие остается неподвижным, а инструменту, введенному в зону обработки, сообщают вращательное движение с постоянной скоростью в 1, а такх 1 е продольное перемещение вдоль оси цилиндра с постоянной скоростью Ч.Под действием центробежных сил ролик 1 прижимаются к обрабатываемой поверхности и, прокатываясь по ней, производят Шаговый микронаклеп поверхности цилиндра с шагом, равным расстоянию между упрчняющими элементами на роликах. При продольном перемещении роликов вдоль ои изделия (детали) происходит перекрытйе свободных зон и создается однородный мозаичный рисунок с постоянным мозаичнм рисунком на всей обрабатываемой поверхности.Число упрочняющих...
Многороликовое устройство для вибронакатывания

Номер патента: 1803314
Опубликовано: 23.03.1993
Автор: Горохов
МПК: B24B 39/02, B24B 39/04
Метки: вибронакатывания, многороликовое
...равный углу а, конуса цэпф роликов,Для регулирования зазоров и компенсации износа пэр конические цапфы роликов - конические пазы колец сепаратора используются упорные втулки 7 (фиг,1,2), которые при их вращении перемещаются по резьбам вдоль оси оправки, сдвигаются(при износе пазов и раздвигаются (при новых пазах) и фиксируются в нужном положении гайками 8,В процессе вибронакатывания нэ поверхность наносятся следы - регулярные неровности в виде синусоид с амплитудой 2 А (фиг,7), длиной волны Л и углом наклона ,В. Глубина Ь наносимых канавок, степень сглаживания неровностей поверхности и упрочнение приповерхностного слоя материала регулируется натягом- бп - Оз для отверстий и- Оз - б для наружных цилиндрических поверхностей, где б -...
Устройство для шлифования шеек коленчатых валов

Номер патента: 1804384
Опубликовано: 23.03.1993
Авторы: Педич, Свирский, Теплицкий, Яцеленко
МПК: B24B 5/42
Метки: валов, коленчатых, шеек, шлифования
...шейке коленчатого вала,Приводятся во вращение коленчатый вал двигателя от штатного валоповоротного устройства и привод 5 устройства для шлифовки коленчатого вала. При этом вращается червячный вал 6 с укрепленной на его 40 противоположном конце инструментальной головкой 7 и червячное колесо 8. Червячное колесо 8 вращает закрепленную на нем ходовую гайку 9, которая тянет за собой развинта поводок разворачивается, попадает в обратную нарезку и заставляет перемещаться редуктор в обратном направлении,Таким образом осуществляется автоматическое сканирующее движение инструментавдоль вращающейся шейки коленчатого вала,З ил. мещенный в ее вогнутой сферической поверхности поводок 10, Поводок 10 перемещается по виткам ходового винта 11 и через...
Многошпиндельный станок для притирки кранов

Номер патента: 1805009
Опубликовано: 30.03.1993
Авторы: Вайнтруб, Дроздов, Кислицын, Федоренко
МПК: B24B 15/08
Метки: кранов, многошпиндельный, притирки, станок
...охватывающей шпиндель 6, и траверсы 26 (фиг.4,7), жестко закрепленной на свободном конце шпинделя 6 и через ролики 27 связанной с копирной планкой 28, закрепленной на корпусе 5. Каждая шестерня 18 соединена со шпинделем 6 посредством шлицевого соединения.Для подъема шпинделей 6 при установке в держатели 2 очередного притираемого корпуса крана 3 и пробки 7 предназначены рукоятки 29 (фиг.2,4) со стопорными планками 30. Стержень рукоятки 29 снабжен вилкой, охватывающей втулку 31, жестко закрепленную на конце шпинделя 6 и посредством оси 32, соединенной с ушками 33 на балке 34, установленной между стойками 4 над корпусом 5. Балка 34 закрыта кожухом 35, в котором со стороны рукояток 29 подьема шпинделей 6 выполнены вертикальные пазы 36. Для...
Ленточно-шлифовальный станок

Номер патента: 1805010
Опубликовано: 30.03.1993
Авторы: Бомбаков, Вараксин, Воронин, Есин, Репин, Шарунов
МПК: B24B 21/00
Метки: ленточно-шлифовальный, станок
...относительно оси стаканов и прижимать шлифовальные ленты к пазу обрабатываемой детали, 2 ил. мообразующие элементы 13, входящие своими концами между лентами К формообразующим элементам 13 прикреплены жестко поводки 14, связанные шарнирно с подпружиненной тягой 15, которая через промежуточное звено 16 связана со штоком исполнительного механизма 17.Тяга 15 через пружины 18 связана с регулировочным винтом 19Держатель 20 фиксирует обрабатываемую деталь 21.Ленточно-шлифовальный станок работает следующим образом.В исходном положении при выключенном станке под действием пружины 18 поводки 14 занимают горизонтальное положение, а формообразующие элементы 13 своей узкой частью параллельны шлифовальным лентам, При включении станка...
Устройство для ленточного шлифования

Номер патента: 1805011
Опубликовано: 30.03.1993
Авторы: Бомбаков, Вараксин, Воронин, Есин, Репин, Шарунов
МПК: B24B 21/20
Метки: ленточного, шлифования
...14. На станине 1 закреплена стойка 15, в которой на оси 16 установлен рычаг 17 эксцентриком 18,Обработка детали 19 производится шлифовальной лентой 20 на участке между шкивами 10 и 14,Устройство для ленточног лифования работает следующим образом. Ж 1805011 А 1(54) УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ(57) Изобретение относится к ленточному шлифованию. Сущность изобретения: узел натяжения ленты выполнен в виде размещенного на станине кронштейна с пальцем и плиты с продольным окном. Лентопротяжный механизм размещен на указанной плите, которая установлена своим окном на пальце кронштейна, размещенного с возможностью перемещения пальца вдоль продольного окна, Натяжение ленты производится за счет неуравновешенной массы плиты. 1 з.п.ф-лы, 1 ил....