B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Гидроблок управления машины для сварки трением

Номер патента: 1298026
Опубликовано: 23.03.1987
Авторы: Ведерников, Воинов, Смоляк
МПК: B23K 20/12
Метки: гидроблок, сварки, трением
...регулятором начального поджатия пружины.Устройство работает следующим образом.Вначале проводятся все вспомогател.ьные операции рабочего цикла сварки трением: зажим вращающейся и неподвижнок свариваемых деталей, пуск привода вращения и сближение деталей. К моменту сближения на электромагнит 12 подан электрический сигнал, гидрораспределитель 11 находится в верхней по схеме позиции (фиг. 1), тем самым к управляющей линии 7 переливного клапана 1 подключен вспомогательный клапан 1, настроенный на начальное давление притирки. В результате в момент контакта свариваемых деталей осевое усилие ограничено величиной заданной настройкой вспомогательного клаг;ана 17. В момент ппоизводится переход к притирке для чего электромагнит 12...
Способ определения оптимального давления при диффузионной сварке
Номер патента: 1298027
Опубликовано: 23.03.1987
МПК: B23K 20/14
Метки: давления, диффузионной, оптимального, сварке
...одной из них выполняют ступени, детали собирают с натягом, нагревают и осуществляют изотермическую выдержку под давлением, создаваемым за счет разности коэффициентов термического расширен материалов свариваемых деталей. После сварки проводят контроль качества соединения на каждой ступени. Оптимальное сварочное давление определяют по ступени с высоким качеством соедиеи. Контактируемые поверхности свариваемых деталей обрабатывают до размеров, обеснечивающих оптимальное сварочное давление, собирают их и сваривают.Благодаря выполнению одной из свариваемых поверхностей ступенчатой и определению качества соединений на каждой ступени, повышается производительность за счет сокращения времени определения оптимальных параметров процесса...
Центратор для сборки труб под сварку

Номер патента: 1298028
Опубликовано: 23.03.1987
Авторы: Баранов, Бедняков, Беловолов, Лифшиц, Швецов, Шевченко, Ямпольский
МПК: B23K 31/06, B23K 37/04
Метки: сборки, сварку, труб, центратор
...в рабочем положении до оси центратора. Это обеспечивает, как показали теоретические исследования усилий и деформаций механизма, не только минимальную величину вертикального и го. ризонтального перемещения выступов зажимных элементов при повороте тяг, но и минимальную величину дейЬвчющих на тяги/и их шарниры составляющих усилий в процессе экспандировгния концов свариваемых труб.Устройство работает следующим образом.Труба 13 транспортными средствами установки (не показано) надвигается на центратор и при совмещении ее заднего торца с плоскостью сварки наружного сварочного аппарата (не показан) останавливается. Через трубопровод 26, гидравлическое поворотное средство 28 подается рабочая жидкость под давлением в поршневую полость...
Керамический флюс для сварки низколегированных сталей

Номер патента: 1298029
Опубликовано: 23.03.1987
Авторы: Головко, Зарубин, Кушнерев, Походня, Устинов
МПК: B23K 35/362
Метки: керамический, низколегированных, сварки, сталей, флюс
...пределах 1,3 - 1,6% (в зависимости от содержания марганца в проволоке) . Применение во флюсе ферромарганца недопустимо из-за относительно высокого содержания в нем фосфора,В табл. 1 приведены варианты состава предлагаемого флюса.Под этими флюсами были получены сварные соединения из сталей 10 ХСНД, 09 Г 2 С, ОГ 2 ФБ, 5 Г 2 АФ, Х 70 (трубной) толщиной 4 - 25 мм с применением сварочных проволок СвОНМА. СвМХ, СвХМ, Св 08 ГНМ, СвГНМТ, СвГН 2 МДТ диаметром 4 мм, Режим сварки: Усв=650 - 750 А; Од=32 - 38 В, Рсв=-30 - 32 м/ч. Ток постоянный обратной полярности.Химический состав и механические своЙ- ства металла швов приведены в табл.2 - 4. В табл. 4 приведена также оценка технологический свойств вариантов предлагаемого флюса,Как видно из...
Установка для изготовления арматурных каркасов труб

Номер патента: 1298324
Опубликовано: 23.03.1987
Авторы: Капуста, Маяцкий, Пьяных
МПК: B23K 37/04, E04G 21/12
Метки: арматурных, каркасов, труб
...При изготовлении цилиндрического каркаса обечайку 16 смещают относительно обечайки 15 в крайнее в сторону вала 6 положение. Для этого тележку 3 устанавливают на таком расстоянии от оправки 10, чтобы в отверстия 13 и 20 можно было ввести концы скобы 21, После установки концов скобы 21 в этих отверстиях тележку перемешают до контакта торцов обечаек 12 и 15. При этом скобой 21 обечайка 16 удерживается на прежнем месте, а обечайка 12 перемещается внутри нее в сторону планшайбы 1 вместе с валом 6 и тележкой 3. Из-под обечайки 16 выступает рабочая поверхность обечайки 15, снабженная зажимами 17, затем скобу 21 снимают, извлекая ее концы из отверстий 13 и 20.Прямые стержци 18 через отверстия в планшайбе 1 и торцовой стенке оправки 10 заводят...
Способ пайки радиоэлементов к печатной плате

Номер патента: 1299720
Опубликовано: 30.03.1987
Автор: Горковенко
МПК: B23K 1/00
Метки: пайки, печатной, плате, радиоэлементов
...его принудительно перемещают с помощью паяльников 6 к залуженным торцовым поверхностям 2 радиоэлемента 1, тем самым обеспечивается контакт расплавленного припоя 7 со всей присоединительной торцовой поверхностью 2 радиоэлемента 1.Затем сведенные паяльники 6 поднима" ются, поверхностные силы натяжения припоя ц гравитационные силы разрывают связь между пдяльциками 6 и припоем 7, формируя пдяцо содинение, и далее происходит кристаллизация припоя 7. На всех этапах пайки вакуумный захват 3 прижимает коцлцдтор 1 к контактным площадкам 4, 40 причм с момцта опускания паяльников 6 и ло окончания кристаллизации припоя 7 после пайки вакуум отключается, чтобы не было отсасывания припоя и паров флюса крез возможцгй зазор между вакуумным захватом 3 и...
Устройство для дуговой сварки переменным током

Номер патента: 1299725
Опубликовано: 30.03.1987
Авторы: Горлов, Каплан, Махлин, Федотенков, Филиппов, Яшунский
Метки: дуговой, переменным, сварки, током
...4 или 5 в зависимости от полярности на дуге.Одним из исполнений устройства для луговой .сварки переменным током являетсяИспользование предлагаемого устройс вадуговой сварки переменным током позволяет повысить устойчивость горения дуги, а сле довательно, и качество сварного соедицеция.По сравнению с серийными установкамидля сварки переменным током, где регулирование сварочного тока осуществляется за счет иодмагничивация сварочного трацсформатора, предлагаемое устройство для луговой сварки переменным током обеспечивает более стабильный процесс горения сварочной дуги, кроме того, позволяет упростить 5 10 15 20 25 30 35 40 45 схема электрическая принципиальня (фиг.2), которая работает следующим образом.При положительной полуволне питающего...
Источник питания сварочной дуги

Номер патента: 1299726
Опубликовано: 30.03.1987
Авторы: Богатырев, Бойко, Жидков, Хозин
МПК: B23K 9/00
Метки: дуги, источник, питания, сварочной
...в электродах 9. При размыкании электродов 9 возникает электрическая дуга. Идет процесс сварки. При необходимости уменьшить ток в процессе сварки сварщик замыкает переключатель полярности 24 (он может находится непосредственно на защитной маске или на ручке электрододержателя) и реверсивный электродвигатель 19 исполнительным механизмом 18, перемещая сердечник 15 и шток 12 вправо (по схеме) до такой величины, при которой приводной ДВС 1 и асинхронный генератор 2 будут обеспечивать необходимую мощность и ток. В этот момент отключается электродвигатель 19 и исполнительным механизмом 18 будет фиксировать шток 12 в определенной точке, что дает возможность приводному ДВС работать в необходимом режиме.По окончании процесса сварки исчезает...
Устройство для подачи проволоки

Номер патента: 1299727
Опубликовано: 30.03.1987
Авторы: Маркевич, Пасечный, Паско, Петрочук
...натяжного ролика 9 упругий эластичный прижимной бесконечный элемент 5 растягивается, при этом его диаметр уменьшается и образуется зазор между приводным 4 и прижимным 5 элементами. Через направляющие мундштуки 1 и 2 в образовавшийся зазор между приводным 4 и прижимным 5 элементами пропускают сварочную проволоку 10. Регулированием положения натяжного ролика 9 создают необходимое усилие поджатия сварочной проволоки 10 между приводным 4 и прижимным 5 элементами, В рабочем состоянии диаметр прижимного элемента больше диаметра выступов винтовой нарезки приводного элемента.Благодаря своей упругости прижимной элемент 5 входит во впадины винтовой нарезки приводного элемента 4, создавая винтовую пару. При включении привода 6 крутящий...
Шланговый провод для подачи электродной проволоки

Номер патента: 1299728
Опубликовано: 30.03.1987
Авторы: Карпов, Котин, Лутай, Федоров
МПК: B23K 9/12
Метки: подачи, провод, проволоки, шланговый, электродной
...обработки. При этом исключается зашемлецце Э 11 ввиду повышенной упругости шлангового провода. 1 ил.12997282Через отверстие, образованное упругойлентой, электродную проволоку подают в зону сварки. При этом исключается защемление электродной проволоки ввиду повышенной упругости шлангового провода.5 Формула изобретения Составитель Л. НазароваРедактор А. Долинич Техред И. Верес Корректор И. ЭрдейиЗаказ 812/11 Тираж 976 ПодписноеВНИИПИ Государственного комитета СССР по делам изобретений и открытий13035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 1Изобретение относится к сварке и может быть использовано в машиностроительной промышленности при автоматической и...
Способ сварки замкнутых швов плавящимся электродом

Номер патента: 1299729
Опубликовано: 30.03.1987
Авторы: Герасимов, Гилевич, Завирюха, Зайцев, Искра, Лосев, Рябец, Стебловский
МПК: B23K 9/16
Метки: замкнутых, плавящимся, сварки, швов, электродом
...на этомучастке нарушается формирование шваиз-за недостаточного теплового вложения,а при меньших получают чрезмерную величину усиления, что делает невозможнымпроплавление основного металла при перекрытии швов.Благодаря такому способу начала сварки при перекрытии швов даже незначительное увеличение режима сварки дает возможность обеспечить проплавление металла на необходимую толщину при незначительном увеличении общего усиления швав этом месте,Г 1 ри подходе горелки к начальному15 участку сварки осуществляется этап окончания сварки замкнутого шва.Этап окончания сварки делится на дваучастка: перекрытия швов, заварки кратера.На участке перекрытия швов производится увеличение напряжения на дуге искорости подачи электрода до...
Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка

Номер патента: 1299730
Опубликовано: 30.03.1987
Авторы: Гололобов, Еланцев, Кениг, Худяков
МПК: B23K 9/16
Метки: дугового, замыканиями, короткими, плавящимся, промежутка, сварки, электродом, электродуговой
...сварочной ванне по моменту достижения током основной дуги порогового значения позволяет стабилизировать дуговой промежуток и горение основной дуги после разрушения перемычки и предотвратить возникновение преждевременного короткого замыкания, сособствуя стабилизации процесса переноса электродного металла и снижению его разбрызгивания.Кроме того, перемещение конца электродной проволоки от ванны жидкого металла в начале короткого замыкания и к ванне жидкого металла при возбуждении основной дуги путем приложения усилия, зависящего соответственно от тока короткого замыкания и тока основной дуги, в направлении, перпендикулярном оси проволоки, позволяет добиться максимального быстродействия изменения скорости подачи электрода на выходе из...
Устройство для подачи порошка

Номер патента: 1299733
Опубликовано: 30.03.1987
Авторы: Зайцев, Кузнецов, Харитонов
МПК: B23K 9/18, G01F 11/00
...прохождении транспортирующего газа через эжекционную систему питателя в нижней части корпуса создается разрежение, благодаря чему порошок вместе с газом поступает в вертикальную трубку и находится в ней во взвешенном состоянии в виде газопорошковой смеси 2.Корпус 7 разделителя 4 и выхлопной цилиндр 6 выполнены в виде цилиндров и расположены соосно друг относительно друга. При этом входной патрубок 5 расположен по касательной к корпусу разделителя в верхней его части и имеет сечение меньше, чем пространство между корпусом 7 и выхлопным цилиндром 6. Образуемая в корпусе 1 порошкового питателя газопорошковая смесь 2 подается по трубке 3 под избыточным давлением Р, источником которого может служить баллон с газом или компрессорная станция,...
Пистолет для приварки шпилек

Номер патента: 1299734
Опубликовано: 30.03.1987
Авторы: Калеко, Кононец, Моисеенко, Чвертко, Шелест
МПК: B23K 9/20
Метки: пистолет, приварки, шпилек
...из курка 25 и микропереключателя 26.Пистолет, подключенный к источнику питания (не показан), работает следующим образом.Вначале (фиг,З) эксцентрик 11 вручную должен быть повернут таким образом, чтобы губки 7 и 14 были максимально разведены для приема шпильки 8, В этом положении профиль эксцентрика 11 касается упора 17, а зазор между выступом 15 и упором 16 определяет величину хода подвижного зажима со шпилькой 8.Пистолет опускают тремя упорами 2 на горизонтальную плоскость и через отверстие в крышке 23 (либо непосредственно) подают в губки 7 и 14 шпильку 8. Далее,5 10 15 20 25 30 35 40 45 нажатием на курок 25, микропереключате-лем 26 включают электромагнит 22, в результате чего поднимается якорь 21 со штоком 4. Теперь вручную...
Электрододержатель
Номер патента: 1299735
Опубликовано: 30.03.1987
Автор: Поминчук
МПК: B23K 9/28
Метки: электрододержатель
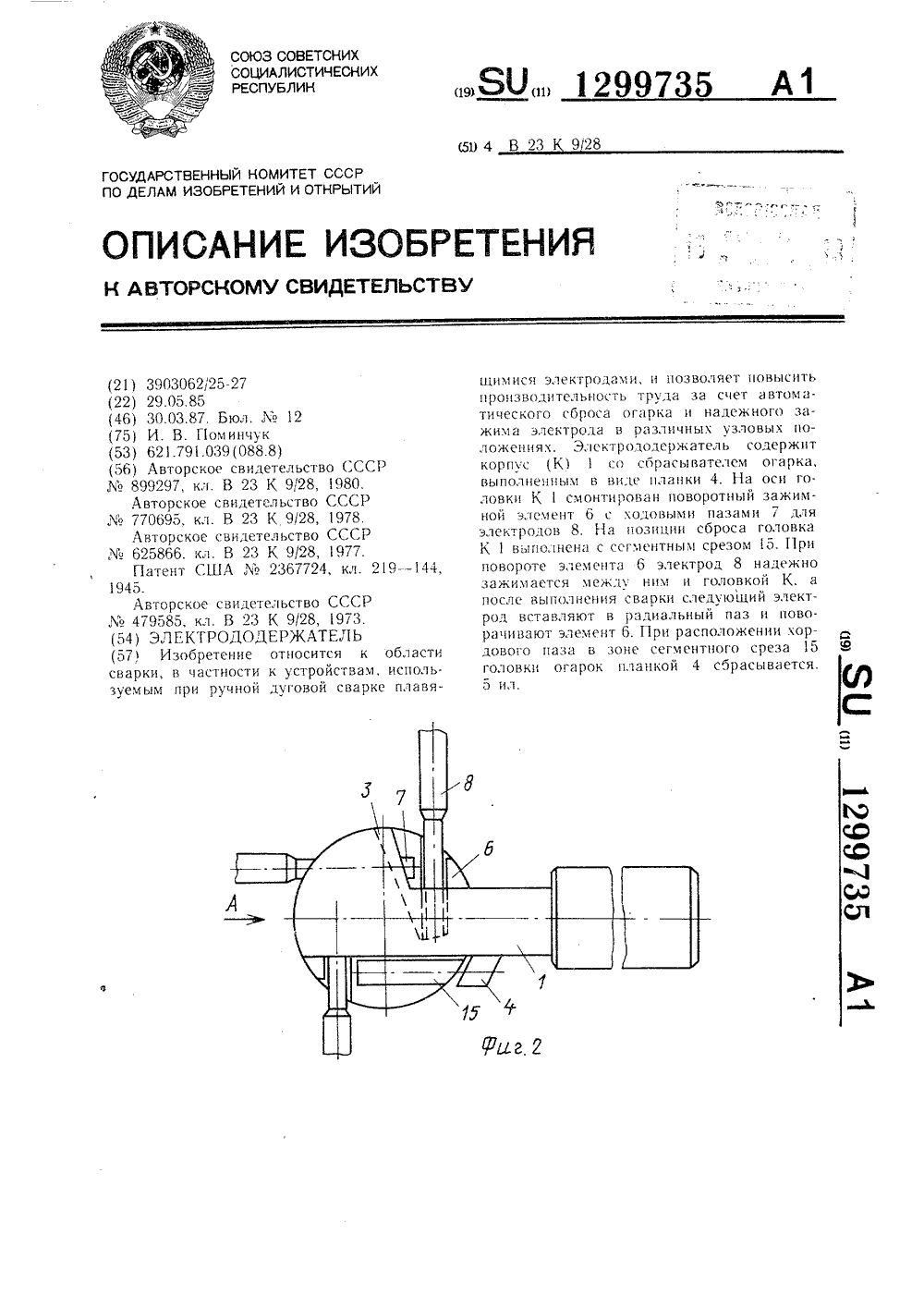
...глубиной больше половины минимального диаметра применяемого электрода и ширинойболее максимально применяемого диаметраэлектрода.На верхнем торце элемента 6 выполненырадиальные пазы 9 на глубину и ширинумаксимального диаметра электрода для З 0установки поворотного элемента 6 в рабочемположении.На оси стержня 5 в чашеобразных шайбах 10 установлена пружина 11, регулируем а я га й кой 12 на требуем ое усилие. Защитный колпачок 13 закреплен винтом 14. Поворотный элемент 6 и шайба 1 О выполненыс зазором по внутреннему диаметру относительно оси 5 для компенсации их перекоса при установке электрода. Внутреннийдиаметр поворотного элемента выполнен 40с конусом с целью уменьшения трения приего перекосе,Корпус 1 выполнен с цилиндрическойголовкой,...
Электрододержатель для ручной дуговой сварки

Номер патента: 1299736
Опубликовано: 30.03.1987
Авторы: Воеводин, Шестернева
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
...навстречу друг другу так, что один из выступов губки 18 размещен в проеме губки 17. При этом отверстия на внутреннем выступе губки 17 выполнены с угловыми установочными гнездами со стороны поджатия электродов. 6 ил. 1тий 19, диаметром больше наибольшего диаметра электрода, под электроды, причем эти сверления на внутреннем выступе губки 17 дополнены угловыми установочными гнездами 20 со стороны воздействия пружины 8. Губки 17 и 18 снабжены быстросъемными термостойкими электроизоляторами 21, В токоподводе 2 установлен наконечник 22 электрокабеля 23.,цля сборки электрододержателя перед началом работы с ним полая рукоятка 13 надевается на электрокабель 23 до выхода наконечника 22. Затем наконечник 22 вводится в токоподвод 2, в отверстие...
Устройство для колебаний электрода

Номер патента: 1299737
Опубликовано: 30.03.1987
Авторы: Горлов, Слепкова, Хамритилев, Юрковлянец
МПК: B23K 9/30
...сочлененчерез шпонку 15 с ведомым валом 4, Червяк 12 кинематически связан с корпусом 14,Привод 13 червяка 12 в данном случаеручной, но может быть выполнен автоматически, в виде электродвигателя и следящей системы,Устройство работает следующим образом.Перед запуском производится предварительная настройка устройства для колебаний электродазаключающаяся в том, чтоконечные выключатели 8 устанавливаютсяв положения, соответствующие заданнымпараметрам разделки. Независимая настройка производится ручками 9. Кулачок 7 замыкает один из контактных выключателей 8, что соответствует настройке устройства на прохождение электрода вдоль однойкромки.При этом для получения высокого качества сварки конец мундштука долженперемещаться в непрерывном...
Машина для контактной стыковой сварки

Номер патента: 1299738
Опубликовано: 30.03.1987
Авторы: Головачев, Гостомельский, Замаев, Сытнюк, Тишура, Феофанов, Шевченко
МПК: B23K 11/04
Метки: контактной, сварки, стыковой
...31. Поскольку их скорость будет отличаться на малую величину, то и усилие сжатия пружины 30 изменяется на малую величину, а следовательно, и давление подпитки ци 1299738линдровв процессе перемещения колонны 21 будет изменяться в очень узких пределах. В это время полость 27 пополняется воздухом, а воздух из поршневой полости внутреннего цилиндра через отверстие в поршне 28 поступает в его штоковую полость и частично уходит в атмосферу. При этом перетеканию масла из полости 29 в поршневые полости цилиндров 3 оплавления препятствует обратный гидроклапан 16, прижимаемый к седлу пружиной и давлением в поршневых полостях цилиндров 3.В период оплавления в случае залипания свариваемых заготовок электромеханический привод 6, имеющий...
Устройство для подачи деталей

Номер патента: 1299739
Опубликовано: 30.03.1987
Авторы: Дерябин, Коган, Кондратович, Покровская
МПК: B23K 11/10, B23K 37/04
Метки: подачи
...полка детали 13 окажется зажатой между прижимом 28 и торцом 34 рычага 23.При получении команды обратного хода штоки пневмоприводов 3 и 19 возвращаются в исходное положение. При этом очередная деталь 13 из магазина 1 переместится до соприкосновения с уголком 14 и займет исходное положение для следующей подачи, а пневмопривод 19 переместит деталь 13 в положение, при котором ее нижняя привариваемая часть окажется под торцом верхнего электрода 46.После включения рабочего хода сварочной машины верхний электрододержатель 4 вместе с закрепленным на нем электродом 46, узлом 5 захвата и деталью 13 переместятся вниз, пройдя расстояние Н, до соприкосновения детали 13 с деталью 8, после чего электрододержатель 4 и связанные с ним верхний электрод...
Кисть промышленного робота для контактной точечной сварки

Номер патента: 1299740
Опубликовано: 30.03.1987
МПК: B23K 11/10
Метки: кисть, контактной, промышленного, робота, сварки, точечной
...к выходному фланцу кисти 2. Внутри цилиндра досылания находится шток-поршень 10, который через штифт 11 связан с осью 5 шарнира. Штифт 11 находится в пазу штока-поршня и взаимодействует с ним через пружину 12, находящуюся внутри штока-поршня 10 и установленную с ним соосно со стороны поршня, С другой стороны штифт 11 взаимодействует со стенкой паза шток-поршня и микровыключателем 13.Устройство работает следующим образом. Во время цикла сварки держатели электродов 3, 4 и связанные с ними ось 5 шарнира, штифт 11, шток-поршень 10, пружина 12, микровыключатель 13 остаются неподвижными относительно изделия. Цилиндр 8 перемещается вправо вместе с кронштейном 9 вдоль кромки изделия вместе с кистью робота. После окончания сварки...
Установка для рельефной сварки

Номер патента: 1299741
Опубликовано: 30.03.1987
Авторы: Говорушин, Ильин, Хитрин
МПК: B23K 11/14
...на которой крепится гибкая шина 5 сварочную головку 6 с электродами 7. Плита 4 соединена с корпусом сварочной головки 8 направляющими 9, вставленными в стаканы 1 О корпуса 8. В центральном отверстии корпуса 8 размещен с пружиной 11 поршень 12. В камеры Б корпуса 8 установлены поршневые электрододержатели 13 с электродами 7, между собой изолированные втулкой 14. Пружина возврата 15 электрододержателя одним концом закреплена на корпусе 8, а другим - на,электрододержателе. Элементы сварки - обойма 16 и гайка 17.Установка работает следующим образом.Механизм подъема-опускания 2 опускает сварочную головку 6 до соприкосновения электродов со свариваемыми элементами, после чего корпус головки 8 остается неподвижным, так как доходит до...
Способ управления процессом контактной точечной сварки

Номер патента: 1299742
Опубликовано: 30.03.1987
Авторы: Гавриш, Подола, Романюк, Руденко
МПК: B23K 11/24
Метки: контактной, процессом, сварки, точечной
...усилие при испытаниях сваренных образцов Руазан -- 10 - 11 (даН).2-я серия. Режим сварки тот же, что и при сварке 1-й серии образцов, Свариваемые образцы имеют повышенное начальное контактное сопротивление. Экспериментальные данные представлены в.табл.. В результате испытаний на разрыв разрывное усилие понизилось до 6,4 - 7 (даН), наблюдаются выплески жидкого металла. Качество варки неудовлетворительное.3-я серия. Регулирование подогревного импульса согласно первой части предлагаемого способа, Сварочный импульс оставался неизменным, соответствующим сварочному импульсу 1-й серии опытов. Через свариваемые детали пропускали предварительный импульс тока 1 пр и в момент его максимального значения измеряли 1 и1 зз, Затем, путем...
Установка для стыковой индукционной сварки труб

Номер патента: 1299743
Опубликовано: 30.03.1987
Авторы: Андреев, Боганский, Бузин, Гапоненко, Григорьев, Устименко
МПК: B23K 13/00
Метки: индукционной, сварки, стыковой, труб
...регулятора 26 нагрева (включаюшего в себя, например, устройство сравнения и тиристорный выпрямитель), к другому входу которо го подключен задатчик 27 температуры(например, переменный резистор), а выход регулятора 26 нагрева подключен к высокочастотному генератору 28, имеющему связь с индуктором 6.Установка содержит также привод 29перемещения подвижной бабки 2 и приводы 30 и 31 соответственно подачи и удаления труб, а также привод 32, который через пары шестерен 33, 34 и 35, 36 (трансмиссию) связанные с самоцентрируюшими патронами 4, 5, предназначен для сообщения врашательного движения свариваемым трубам 16 и 17.При этом токоподводящие шины 37 к индуктору 6, газопровод 38 и водовод 39, являюшиеся составными частями устройства 411 подачи...
Способ регулирования периметра спиральношовных труб

Номер патента: 1299744
Опубликовано: 30.03.1987
Авторы: Маслак, Полухин, Скачко, Чацкис
МПК: B23K 13/00
Метки: периметра, спиральношовных, труб
...сваркой совмещают положения формирующих 1 и удерживающих 3 валков по вертикали. Затем в сварочно-формовочную клеть задают ленту и сваривают в режиме ручного управления несколько витков трубы номинального диаметра. При этом датчик 7 положения кромки и измеритель 6 параметра трубы 2 устанавливают в нулевое положение. Контроль положения кромки 5 10 15 20 25 30 35 и значения периметра осуществляют по показаниям приборов 11 и 12 соответственно, Включают привод подачи ленты 4 и источник нагрева, При отсутствии изменения периметра трубы напряжение на выходах измерителя 6 периметра и датчика 7 положения кромки равно нулю, выходной сигнал вычитающего устройства 8 также равен нулю и трехпозиционный элемент 9 находится в выключенном (нулевом)...
Машина для сварки трением

Номер патента: 1299745
Опубликовано: 30.03.1987
Авторы: Гостомельский, Дышленко, Замаев, Лукьянов, Романенко, Сытнюк, Тишура, Феофанов, Шевченко
МПК: B23K 20/12
...и второй канал в вале 7 вытесняется в сливную полость гидромотора 6.При вращении вала 7 относительно блока 11 цилиндров рабочие камеры 17 плунжеров 13 попеременно сообщаются с напорной и сливной полостями гидромотора 6. Таким образом, одна группа плунжеров3 сообщена с нагнетанием и оказывает силовое воздействие на наклонную шайбу 8, а вторая группа, - диаметрально противоположная первой группе плунжеров, сообщена со сливной полостью и не оказывает силового воздействия на наклонную шайбу 8.Усилие, создаваемое давлением жидкости в рабочих камерах 17 блока 11 цилиндров, через плунжеры 13 с шариками передается на наклонную шайбу 8. Одна из составляющих этого усилия создает крутящий момент на вале 7 гидромотора, а другая -...
Способ изготовления слоистых материалов

Номер патента: 1299747
Опубликовано: 30.03.1987
Автор: Лесов
МПК: B23K 20/14
Метки: слоистых
...состояния (+25+55 С), деформируют их до получения плоской формы и охлаждакт до мартенситного состояния, при котором они вспоминают изогнутую ф рму. Собравный пакет нагревают, сдави пеле соединения листов егопп 1 ДО тЕМПЕРатУРЫ МаРтЕНСИтНОГО , пс ция прокладок, при которой посвспоминают предварительно придан ук им форму и легко отделяются от сваренных листов.Благодаря использованию прокладок из материала с памятью формы обеспечивается самоотделение прокладок от листов без их ра 31 упения, что позволяет повысить качество и производительность процесса.Пример. Изготавливали биметаллические листы состоящие из листовых заготовок меди и магниевого сплава. Формирование пакета из листовых заготовок и прокладок из никелида титана...
Способ термитной сварки

Номер патента: 1299748
Опубликовано: 30.03.1987
Авторы: Андреев, Гинзбург, Гуревич, Ерифриади, Лихтер, Пигольц, Пруткин
МПК: B23K 23/00
...разведенный на жидком стекле.Получение пасты для покрытия 5, 6производится путем смешивания карбоната кальция с жидким стеклом приследующем соотношении компонентов,мас. :Порошок карбонатакальция 70-75Жидкое стекло 25-30Толщина покрытия составляет дляслоя 6 на нижних поверхностях элементов 1-1,5 мм, а для слоя 5 наостальных поверхностях 0,5-1 мм.указанные оптимальные размерытолщин слоя установлены в процессепроведенных испытаний сварки арматурных стержней, а также арматурныхстержней и прокатных профилей.После поджига термитной смеси поддействием вьделяющегося при горениитепла начинается диссоциация карбоната кальция.Первоначально вьделяющийся углекислый гаэ оттесняет продукты термитной реакции от свариваемых поверхностей, препятствуя...
Наружный центратор

Номер патента: 1299749
Опубликовано: 30.03.1987
МПК: B23K 31/06, B23K 37/00
...повышение производительности эа счет упрощения операции зажима центрируемыхдеталей.На фиг, 1 представлен предлагаемый центратор, общий вид; на фиг. 2 -вид А на фиг,И-образные вырезы пластин 12 опоры 1устанавливают на угол воэдуховода, истенки фиксируют радиусными упорами13 и 14. В зависимости от расположения воэдуховодов их устанавливаютна левую или правую вершину выреза,Затем охватывают воэдуховоды петлейиэ гибкого натяжного элемента, вданномслучае троса 4, и замыкают замковое устройство 6 путем навешивания клина 19 на крюк 17, подтягиваютсвободный конец троса 4 до плотногоприлегания петли к воэдуховодам 15и 16, За счет натяжного блока 5,через который проходит трос 4, происходит равномерное распределение нагрузки на витки петли,Путем...
Устройство для сварки неповоротных стыков труб

Номер патента: 1299750
Опубликовано: 30.03.1987
Авторы: Васильев, Витов, Казин, Столпнер, Фокин
МПК: B23K 31/06, B23K 37/02
Метки: неповоротных, сварки, стыков, труб
...-полувтулками 15 для разных диаметровсвариваемых труб 16. Разворот обоймыи откидной крышки 7, а также прижимее к рабочей части корпуса 1 по плоскости разъема обеспечивается винтом17, ввинчиваемым в корпус 1. Ось винта 17 параллельна плоскости разъемарабочей части корпуса 1 и откиднойкрышки 7. В откидной крышке 7 смонтированы пружина 18 и изоляционныйрычаг 19, стопорящий эа счет тренияположение половинки червячного колеса 4. Сварочный ток подводится кчервячному колесу 4 через щетку 20.Защитный газ подводится в микрокамеРабота устройства начинается с постановки нужных втулок 14 в корпус 1 и втулок 15 в обойму 8, Половинка червячного колеса 4, находящаяся в секторе 7, автоматически стопорится рычагом 19, а половинка червячного колеса,...
Флюс для пайки и лужения меди

Номер патента: 1299751
Опубликовано: 30.03.1987
Авторы: Бардина, Канчуковский, Мороз
МПК: B23K 35/24, B23K 35/363
Метки: лужения, меди, пайки, флюс
...В водных растворах последние ведут себя как сильные восстаносители, окисляясь до И и ИО иполностью восстанавливая продуктыхимического взаимодействия с окружающей средой.Образующийся в результате реакции СН-ОН усиливает способность данного флюса растворять такжеразличные соединения органического ЯО + 2 Н Я = 2 Н 0 + ЗЯ При повышении температуры окисление и образование хлоридов и сульфидов заметно ускоряются, Жировые загрязнения органического происхождения карбонизуются с последующим обраэова" нием карбидов и карбонатов.Используя данный состав, происходит подготовка поверхности окисленной меди к восстановлению за счет восстановительных свойств гидроксиламина, нарушающего связь меди с кислородом, в результате образования...