Патенты с меткой «сварки»
Инверторный источник питания для дуговой сварки

Номер патента: 1704976
Опубликовано: 15.01.1992
Авторы: Воронков, Малченко, Метелев, Худяков
МПК: B23K 9/09
Метки: дуговой, инверторный, источник, питания, сварки
...ключа 10, а второй вход ГУН О подключен к зэдатчику среднего тока, третий вход модулятора ЙИМ 9 подключен к задатчику размера капли, вторые входы первого 10 и второго 15 ключей соединены соответственно с задатчиками тока паузы и тока импульса. Инверторный источник питания для дуговой сварки работает следующим образом.Задэтчиками (не показаны) в зависимости от вида материала, толщины сваривэемых деталей устэнэвлиьается ток импульса, ток паузы, размер капли, средний ток, при этом ГУН 8 формирует иипувьсы с периодом Т 1 и на дуге формируется импульс тока заданной амплитуды 1 фиг.2 б), длительностью ть определяемой напряжением 01 фиг.2 в), поступающим на модулятор ШИМ 9 с пере- множителя 14. Если во время следующего импульса напряжение...
Устройство для дуговой сварки

Номер патента: 1704977
Опубликовано: 15.01.1992
Авторы: Глущенко, Дудко, Потапьевский, Худяков
МПК: B23K 9/095
Метки: дуговой, сварки
...а также зд счет задержки второй временной цепочкой отключения механизма подачи проволоки или снижения скорости подачи проволоки после подачи сигнала на прекращение сварки и снижение напряжения сварлиЭто обеспечивает уменьшение длины дуги и размера капель электродного металла, образующихся нд электроде. В результате снижается разбрзгивдцие за счет выброса капель и на конце электрода после обрыва дуги осгается небольшая слабо окисленная капля.При содркс с повышенным вылетом электродд и сварка нд фсрл(ирооацных режимах устройство, дополненное третьей цепочкой временной задержки, задерживающей включение механизма подачи проволоки. обеспечивает зд счет слабого прижатия проволоки к издалию быстрый перегрев проволоки у иэдел(гя и предупреждает...
Способ автоматической сварки угловых швов и швов с разделкой

Номер патента: 1704978
Опубликовано: 15.01.1992
Автор: Габрусенок
МПК: B23K 9/10
Метки: автоматической, разделкой, сварки, угловых, швов
...стыка 2. Изменение расстояния Н гриоодит к изменению фактической скорости подачи электрода Чпэ относительно заданной скорости подачи Чл на величину Таким образом. эффективная скоростьподачи электрода раона ЬНЧ., =Ч. -Ч=Ч. -- (2)а 1 Следовательно, эффектионая скорость подачи электрода Чл, отличается от заданной скорости Чп (обычно Чп = сопя), что приводит к пульсации сварочного тока в процессе сварки с колебаниями и, как ре 1704978зультат, к повышению разбрызгивания и ухудшению формирования шва. Для сохранения равенства эффективной и заданной скоростей, из выражения (2) вычитают вы ражение (1). Например; при треугольных колебаниях горелки(фиг.2, график 5) скорость Чи изменения вылета электрода имеет вид, представленный на графике Чи...
Источник постоянного тока для дуговой сварки

Номер патента: 1704979
Опубликовано: 15.01.1992
Авторы: Ермолин, Кошелев, Парамонов
МПК: B23K 9/10
Метки: дуговой, источник, постоянного, сварки
...ицвсртора (первичной обмотки 5 трацсформатоира 4) имеет колсбательцый характер (диаграмма 44 на фиг.2) и изображается отрезками синусоиды с час.тотой2 л ЕС 42 где . - индуктивность коммутирующего контура;С - его емкость;В - активное сопротивление нагрузки инвертора,В момент т 1, отстающий от начала управляющего импульса на время 5 10 Ь т 1/21 о,(на один полупериод резонансной частоты) полярность тока инвертора изменяется, что приводит к изменению полярности напряжения на выходе датчика 15 тока инвертора 15 и к изменению состояния первого триггера 18 с "1" на "0" (диаграмма 45 на фиг,2).Положительный перспад с выхода триггера попадает на вход дифференцирующей цепи 20 и на второй вход второй схемы И 24Последнее обстоятельство...
Горелка для дуговой сварки неплавящимся электродом

Номер патента: 1704981
Опубликовано: 15.01.1992
Авторы: Дергачев, Лысенко, Родионов, Смирнов
МПК: B23K 9/167
Метки: горелка, дуговой, неплавящимся, сварки, электродом
...геометрические параметры влилот на качестоо сварки ипи наплаоки. Результаты исследований сведены о таблицу.Каждая из горелок изготовлллась следующим образом. Корпус 3 горелки оыполнен из латуни марки ЛС 59-1 и по ГОСТ 15527-70 с наружной резьбой М 18 х 1,5 для сопла 10. В стенке корпуса о месте припайки газоподоода 11 выполнено отверстие диаметром 3 мм. По наружной поверхности корпуса 3 для размещения рубашки 1 охлаждения выполнена кандока шириной 7,5 мм и диаметром 16 мм (дг 1 аметр корпуса 3 равен 19 мм). На внутренней поверхности корпуса на глубине 4,7 мм от торца шириной 1,5 мм выполнен поясок 15, через который просверлены осевые каналы 6 диаметром 1,1 мм о количестве 20 шт., равномерно расположенные по окружности. Внутренний...
Способ дуговой сварки мартенситных сталей

Номер патента: 1704982
Опубликовано: 15.01.1992
Авторы: Грошев, Павлов, Панкеев, Синякин, Якушин
МПК: B23K 9/18
Метки: дуговой, мартенситных, сварки, сталей
...5, коцтактируемой с дном ванны 3 осугдестпляется косвенно, путегл измерения токовой цагрузги в цепи двигателя подачи присадочцой ггроволоки, покэзывагощей усилиецри котором контактное давлецие црисадочцой проволоки 5 с дном сварочной ванньг 3 равны прочности металла присадки при нагреве ее в месте контакта до температуры ггижцсй границы темпс Г атурцого интервала хруп кости.Для образования армирующей прослойкгг цеобходигло также, чтобьг пр,гсадочная проволока достигла дца саины и кристаллизовалась совместгго или быстрее, чем металл ванцы, Это достигается за счет примецеггия стальной присадочцой цроволоки, у которой температура солидуса не меньше температуры солидуса электрода.Нагревать присадку следует до температуры, которая...
Головка для электроконтактной сварки и наплавки

Номер патента: 1704983
Опубликовано: 15.01.1992
МПК: B23K 11/06
Метки: головка, наплавки, сварки, электроконтактной
...работает сладугощим образом.Сварочггую головку устанэвлиоэгот так,чтобы оси пращация соаро оных роликов 7 и12 лежали о плоскости, проходящей черезось оращеция де 1 али 15. В полости деталиразмещают привариоэемые заготовки илитуда подают наплавочные материалы в аидеметаллической ленты или проволоки 16,Прижатие сварочных роликоо к детали через заготовку или слой иаплавочггого материала производится пнаомоцилиндрэгл 2 и. 4. Сварка или наплэвка производится пцеоглоцилицдрагли пропусканием иглпульсоотока через ролики 7 и 12. привариоасмуюзаготовку или ггаплавочный материал 16 идеталь 15. При отсутствии относительцогоперемещения сварочной головки и деталипроиэоодится двухточечная сварка или наплавка, при ггаличии вращения детали - двумя...
Машина для контактной точечной сварки

Номер патента: 1704984
Опубликовано: 15.01.1992
Авторы: Ворона, Шинкаренко
МПК: B23K 11/10
Метки: контактной, сварки, точечной
...31,Регулирующий винт 17 нэ скобе 16 корпуса цилиндра 15 давления вьгстэвляется в положение, при котором тарелка 18 нэ штоке этого цилиндра упиралась бы в винт 17 в момент срабатывания механизмэ, При этом расстояние от подвижного электрода до сваривэемых деталей, уложенных на нижнем электроде, должно составлять 0.5 - 1,0 Дросселем 38 выставляется такая скорость поступления воздуха в цилиндр давления (т.е. такая скорость перемещения штока), при которой не наблюдается удара при соприкосновении верхнего электрола 5 со свэривэемылги деталями, уложенными на нижнем электроде 34. После указанных предварительных регулировок винтов и дросселя включается электрорэсцределитель 37 (воздуорэспределигель) и меха . рэбатывает: воздушная среда50...
Способ управления тиристорами последовательного инвертора источника тока для контактной сварки

Номер патента: 1704985
Опубликовано: 15.01.1992
Автор: Резников
МПК: B23K 11/24
Метки: инвертора, источника, контактной, последовательного, сварки, тиристорами
...первой и второй производным тока, которые поступают на входы перемцожитсля 1 О.На выходе компаратора 11 формируется сигнал высокого уровня - если знаки производных соопадаот, и сигнал низкого уровня - если знаки производных разные, Одцооибратор 15 задает контрольный интервал времени, формируя ца выходе импульс напряжения высокого урооця, длительностью не более половины полуоериода рабочего режима кцвсртора, при поступлении на один из оходоо импульса ца включецие очередного тиристора. При поступлении сигнала на включен ц 1 е сварочного тока ца один из входов триггера 13 на его выходе формируется сигнал высокогоуровня, разрешающий работу усилителя 14 импульсов управления тиристорали. В случае. если на контрольном интервале...
Установка для высокочастотной сварки

Номер патента: 1704986
Опубликовано: 15.01.1992
Авторы: Дмитриев, Злотин, Злотников, Стеганцев, Фролов
МПК: B23K 13/04
Метки: высокочастотной, сварки
...на разных поверхностях напраоллющих позволяет осуществлять независимое перемещение кронштейнов и корпусоо. При этом опорные элементы корпусоо кмеот максимальный размер, равный габаритному размеру корпуса, что повышает устойчивость корпуса при перемещении и снижает удельнуюагрузку а напраляощкс, Еронштс 1- ны, перслеща ющисся по другим поос 1 хОстлл направляющей, при этом от исыа отел в габариты корпуса и не уоел 1 к;з От рэссто 1 л сжду пр;о;ркоаемыл 11 рсбрамк,Указа 1 ые ко Структкоые прзна;и устаО;1 позоп;От, ап, 1 ср, при изго-, то лен 11 панелей о судостроении приваривать ребра высоток 150 мм на расстоя 1 и 250 мл друг от др, га, В то:ф:е 1,с 11 ачев установке дополнительных шовообжимных устройств гтоэволяет осуществлять...
Устройство для диффузионной сварки

Номер патента: 1704989
Опубликовано: 15.01.1992
Авторы: Бакланский, Воронкин, Гаргин, Мановицкий, Олдаковский, Рассказова, Харлашин
МПК: B23K 20/26
Метки: диффузионной, сварки
...стойки, он ие выдерживает рабочего давления. Происходит скол материала уголка паза, При глубигге паза больше 0,5 толщины стойки появляются микротрещины в районе паза. При расстоянии от опорного элемента до онутреннсй поверхности стяжки гленьше 1,5 их толщины, собранная рамка не оыдерживает рабочего даоления. Расстояние от опорного элемента до внутренней поверхности стяжки больше 1,7 толщины стяжки экономически нецелесообразно, так как это приводит к увеличению расхода материала рамки.Устройстоо снабжено стяжками с пазами, в которые оставляют концы стоек, Стяжки фиксиругот стойки строго параллельно относигельно друг друга, замыкая их. Это позволяет устройс 1 ну выдерживать в процессе сварки глаксимальные давления и получать качественное...
Устройство для сборки и сварки обечаек из сегментов
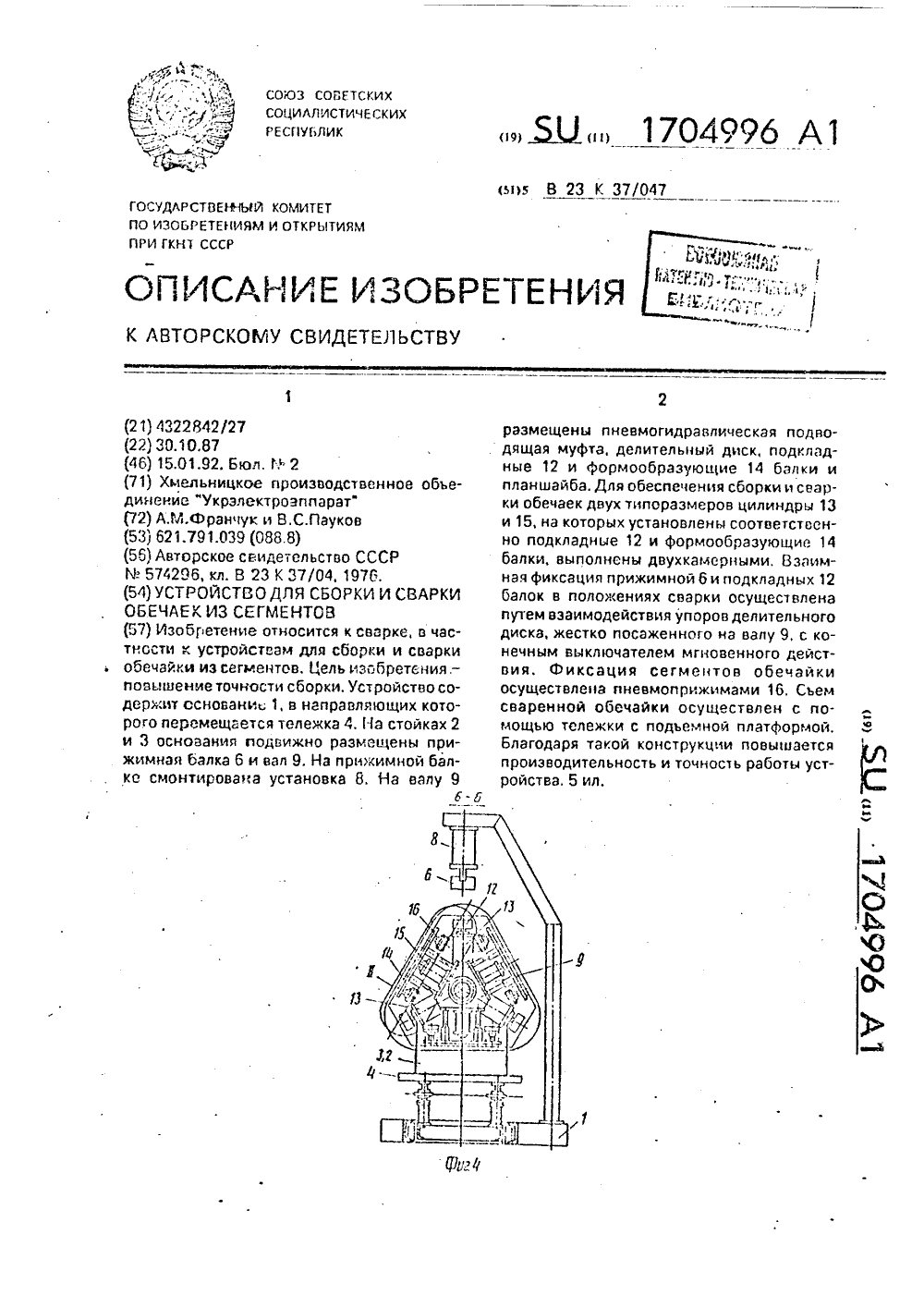
Номер патента: 1704996
Опубликовано: 15.01.1992
МПК: B23K 37/047
Метки: обечаек, сборки, сварки, сегментов
...к 55 подкладной балке 12 и осуществляют соаркувторого шоа. Посла оцполненця втор.ого шоа повторяют предыдущие опсрации. осуществляют сварку третьего шоа и подниглают балку 6, После выполнения третьего шоа поднимают подьемиую платформу 37 тс. 102030 Тел.жку 4 персмс; ают по осиооэиео 1 электромсхаиическигл приводом 31. На корпусв приводной тслсжкй 4 размещены подъемная платфоргла 32 с электроглсханич "схим приводом 33 подьсма и жестко закрепленная опора 34, Опора 35 снабжена коническим г ращающиглся центром 36, взаимодействующим с конусным отссрстием19 вала 9. Установку уровня подьсма платформы 32 и остановку тележки 4 в моментвзаимодействия конического центра 36 с конусным отверстием 19 осушествлгиот при помощи конечных выключателей 37 и...
Устройство для сварки полимерных материалов

Номер патента: 1705113
Опубликовано: 15.01.1992
Авторы: Доронин, Кожин, Нестеров
МПК: B29C 65/02, B29C 65/18
Метки: полимерных, сварки
...предусмотрена д ннего цилиндра 8. Н выполнены скоо но стержневым соэро центрирования при с ржащего такие жс о отоерстггягл при сбо тся соосность опрэа рочными элементамсчет смещения призмы 6 по станине 1. В рабочей зоне наружный цилиндр 7 выполнен с поперечными сквозными пазами 10 и с продольным сквозным пазом 11, сообщенным с пазами 10. Пазы 10 служат для введения первого ряда сварочньах элементов 5, а продольный паз 11 - второго ряда сварочных элементов. Ширина продольного паза выполнена больше сиирины сварного шва. Наружный цилиндр 7 выполнен с уступом 12 на внутренней поверхности, в котором располагается свариваемая пленка, и с окном 13 для установки пленки в оправке и ее поворота после сварки.В рабочей зоне внутреннего цилиндра 8...
Способ автоматической дуговой точечной сварки

Номер патента: 1706794
Опубликовано: 23.01.1992
Авторы: Данилин, Небылицын, Юдин
МПК: B23K 9/007
Метки: автоматической, дуговой, сварки, точечной
...550 х 50 хЗ из ст.3 и прихвачены одна к другой под углом 45 О.Устанавливают их на стол сварочной установки для дуговой сварки. В качестве источника питания используют сварочный выпрямитель ВДУ. Сварку производят проволокой СвА диаметром 2 мм на постоянном токе обратной полярности, под флюсом ОСЦм ГОСТ 9087-81. Вылет электрода 25 мм, Электрод выставляется с углом наклона к горизонтальной плоскости пластины под различными углами для выполнения сварки углом вперед(табл.1.2), Устанавливают напряжение холостого хода источника питания 75 В, скорость подачи электрода устанавливается согласно табл,1 и 2, Скорость перемещения сварочной головки устанавливают согласно табл. 1 и 2.Включают установку и производят сварку, В момент касания электрода с...
Горелка для сварки в щелевую разделку

Номер патента: 1706801
Опубликовано: 23.01.1992
Авторы: Калюжный, Тарарычкин
МПК: B23K 9/173
Метки: горелка, разделку, сварки, щелевую
...11 составляет не менее трех, Это обеспечивает изгиб ленты 3 вдоль ее длины, что придает ей продольную жесткость. В таком положении лента 3 устойчива к сопротивлению прорези в оси 4 и может подаваться на значительные расстояния. Чтобы обеспечить продольный изгиб ленты 3, выступы 11 должны находиться на одном уровне. Выступов 11 может быть больше трех. Это увеличивает количество изгибов (продольных) ленты 3 и еще более увеличивает ее жесткость. Выступы на одном уровне расположены с чередованием их на разных стенках. Включая механизм подачи ленты 3, заправляют ее конец в токоподвод 2, При этом она изгибается в продольном направлении (см. фиг.3). Далее ленту 3 опускают вниз, конец ее выпрямляют и заправляют в прорезь оси 4, Таким образом,...
Гратосниматель машины для контактной стыковой сварки

Номер патента: 1706802
Опубликовано: 23.01.1992
Авторы: Барабанщиков, Беляев, Богорский, Зеленский, Кучук-Яценко, Тишура, Чередничок
МПК: B23K 11/04
Метки: гратосниматель, контактной, сварки, стыковой
...по известному усилию срезания грата и известным геометрическим размерам ножей и корпусов ножей производится подбор необходимых упругих элементов 2, с помощью регулировочных прокладок 12 устанавливается требуемый размер Г дополнительный ход). Величина размера Г подбирается таким образом, что при срабатывании устройства упругие элементы деформируются в пределах упругих деформаций,Исходным положением устройства перед началом работы является следующее: корпуса ножей 6 с ножами 8 отведены гидроцилиндрами 11 до упора в станину 1 (на фиг.З показано штрихпунктирной линией).Свариваемая известным образом (контактной стыковой сваркой) заготовка, зажатая в. механизме эажатия подвижной колонны 15 сварочной машины (при разжатом механизме эажатия...
Источник питания для стыковой сварки оплавлением

Номер патента: 1706803
Опубликовано: 23.01.1992
Авторы: Будилов, Сахно, Сергеев, Смирнов
МПК: B23K 11/04, B23K 11/24
Метки: источник, оплавлением, питания, сварки, стыковой
...индуктивности 2 и 3 подсоединены основные тиристоры 4-7; коммутирующие тиристоры 8-11, обратные диоды 12-15 с последовательно соединенны ми активными сопротивлениями 16-19,Общие точки сопротивлений 16, 18 и 17, 19 подсоединены к источнику, в диагональ моста включен сварочный трансформатор 22, на вторичной стороне которого имеется активно-индуктивная нагрузка 23.Инвертор. работает следующим образом.Основные тиристоры отпираются поочередно парами 4, 7 и 5, 6 и формируют переменное напряжение прямоугольной формы на нагрузке (фиг.2), Коммутация тока основных тиристоров обеспечивается коммутирующими тиристорами 8-11 в сочета 5 10 15 20 25 30 35 40 45 50 55 нии с коммутируюгцими емкостями и индуктивностями 20 и 21, которые формируют...
Способ стыковой сварки оплавлением

Номер патента: 1706804
Опубликовано: 23.01.1992
Авторы: Кочармин, Логинов, Сидякин, Тимофеев
МПК: B23K 11/04, B23K 9/16
Метки: оплавлением, сварки, стыковой
...деталей на величине 0.8-1,0 их суммарного оплавления, скорость осадки уменьшают до Чконечн.=(0,1 0,3)Ч начальной, причем сварочный ток выключают в момент контактирования оплавленных тор цовПроцесс осуществляется следующим образом,Сварка производится в вакуумной камере. Детали устанавливаются в зажимах с 10 зазором 3-4 мм между свариваемыми торцами. Далее камеру вакуумируют до остаточного давления 1 Па, наполняют инертным газом до 0,2-5 кПа и возбуждают между торцами тлеющий разряд и дугу ниэ кого давления, которая осуществляет предварительный подогрев свариваемых поверхностей, Равномерное распределение дугового разряда по торцам обеспечивается при давлении инертного газа 0,2 - 5 20 кПа и силе тока дуги, которые выбирают в зависимости от...
Способ контактной точечной электрической сварки провода

Номер патента: 1706805
Опубликовано: 23.01.1992
Авторы: Евтифеев, Синицына, Федоров
МПК: B23K 11/10
Метки: контактной, провода, сварки, точечной, электрической
...провода, боковую грань с Ч-образными пазами размещают со стороны электрода, диаметр рабочей части которого выбирают меньше ширины участка наконечника с пазами, а боковую грань с П-образным пазом размещают со стороны электрода, диаметр рабочей части которого выбирают большим ширины паза. При использовании изолированного провода предлагается сварку выполнять на мягких режимах.На чертеже приведена схема сварки по предлагаемому способу.Схема содержит наконечник 1 с привариваемым проводом 2, намотанным в Ч-образных пазах между зубьями 3, размещенный между электродом 4 и электродом 5 сварочной контактной машины. 5 10 15 20 25 30 35 40 45 50 55 Способ осуществляется следующим образом.На наконечнике, имеющем форму лепестка, на одной из...
Машина для контактной сварки арматурных каркасов

Номер патента: 1706806
Опубликовано: 23.01.1992
Авторы: Королев, Мурашкин, Савин, Стародубцев
МПК: B23K 11/11
Метки: арматурных, каркасов, контактной, сварки
...что повышает надежность машины. 4 ил,Нижние электрододержатели 4 снабжены коническими втулками 8 с отбойными пластинами 9, закрепленными по их образующим. Электрододержатели 4 снабжены пропущенными через их основания осями 10, расположенными параллельно направляющим б. Станина 1 выполнена с рядом парных проушин 11, через которые пропущены оси 10 электрододержателей 4. Каждый электрододержатель 4 присоединен к станине 1 с одной стороны пружиной 12, а с противоположной стороны выполнен с ограничительным упором 13, контактирующим со станиной 1,В рабочем положении нижний электрододержатель 4 наклонен к станине 1 под углом 75 - 850Машина работает слеПродольные сетки 7 уклаляющие о и заводят в зону гварки с опиранием верхней ветви сетки 7 на...
Устройство для ультразвуковой сварки

Номер патента: 1706807
Опубликовано: 23.01.1992
Авторы: Акимов, Белкин, Беляков, Огер, Рыдзевский
МПК: B23K 20/10
Метки: сварки, ультразвуковой
...4 инструмента, закрепленного на их концах.Плоскопараллельные пластины 8 выполняют длиной, равной 5/2 длины волны иэгибных колебаний на рабочей частоте,стержень 9 продольных колебаний выполняют длиной 1/2 длины волны продольных колебаний на рабочей частоте.Устройство работает следующим образом.После подачи пускового сигнала на вход блока б управления последний запускает шаговый привод 10 на опускание акустической системы 1 на позицию сварки. Перед касанием сварочного инструмента 5 со свариваемыми деталями блок б управления включает ультразвуковой генератор 11. В момент касания сварочного инструмента 5 со свариваемыми деталями ппоскопараллельные пластины изгибных колебаний 8 воспринимают нагрузку на свариваемые детали, возрастающую по...
Способ управления одноштоковыми со встречно ориентированными, встроенными один в другой штоками цилиндрами осевого усилия машин для сварки трением

Номер патента: 1706808
Опубликовано: 23.01.1992
Авторы: Панфилов, Рукавишников
МПК: B23K 20/12
Метки: встречно, встроенными, машин, один, одноштоковыми, ориентированными, осевого, сварки, трением, усилия, цилиндрами, штоками
...при срабатывании гидро- замка, 1 ил. ц др ову нуцилиндра.Предлагаемый способ управления линдрами осЕвого усилия при сварке вк чает ускоренный подвод каретки 3 внутренним цилиндром 7 (включается по дифференциальной схеме), эапирание его поршневой полости 14 гидрозамком 12, управляемым распределителем 11 (занимает среднюю позицию), последовательное нагружение штоковой полости 15 внешнего цилиндра 8 давлением разогрева и проковки при связи со сливом обьединенных полостей 16 цилиндров 7 и 8. После завершения сварки соединяют штоковую полость 15 внешнего цилиндра 8 и объединенные поло 1706808сти 16 цилиндров 7 и 8 со сливом, длительность указанного перехода 0,5 - 3 с и позволяет разгрузить поршневую полость 14 внутреннего цилиндра 7, при...
Машина для сварки трением

Номер патента: 1706809
Опубликовано: 23.01.1992
Авторы: Панфилов, Рукавишников
МПК: B23K 20/12
Метки: сварки, трением
...3-5 кгс/см . При этом осевое усиглие, действующее от давления в кармане 7 на опорный диск шпинделя 1, воспринимается шариковым подшипником 3, а зазор в осевой опоре при этом составляет 0,15 - 0,20 мм. Если теперь включить цилиндр 31 разжима цанги 32, то это усилие (600-700 кг) воспринимает шариковый подшипник 3, при этом на величину его податливости увеличивается зазор Яз в осевой опоре, что несколько понизит давление в кармане 7 осевой опоры, но следует иметь в виду, что разжим цанги 32 выполняется при невращающем шпинделе 1. Смазка, поступая в дополнительную опору, выставляет шпиндель 1 соосно отверстию 34 стакана 6, причем истечение смазки осуществляется как через5 10 15 20 25 30 35 40 45 50 55 левый, так и правый торцы...
Машина для сварки трением

Номер патента: 1706810
Опубликовано: 23.01.1992
Авторы: Панфилов, Рукавишников
МПК: B23K 20/12
Метки: сварки, трением
...другая противоположная полость сообщена со второй ступенью 41 сдвоенного насоса 29 привода силовых цилиндров каретки 19.Работу машины для сварки трением следует рассмотреть по переходам.Заготовки 48 устанавливают в цанговые зажимы (не показаны) шпинделя 1 и каретки 19, включают вращение шпинделя 1,Переход на притирку заготовок 48, В начале перехода цилиндры 13 и 14 находятся в крайнем правом положении, т,е. исходном. Включают электромагниты 49 и 50 гидрораспределителей 27 и 32. Рабочая жидкость от обеих ступеней насоса 29 под давлением, определяемым настройкой клапана 33, устремляется в обе полости внутреннего цилиндра 14, так как последний включен по дифференциальной схеме, то каретка 19 ускоренно подводится до соприкосновения заготовок...
Способ сварки

Номер патента: 1706814
Опубликовано: 23.01.1992
МПК: B23K 31/02
Метки: сварки
...давления или использования кинетической энергии. движущихся деталей, Предлагаемое техническое решение основано на более эффективном способе сближения кромок на расстояние межатомного взаимодействия без их расплавления под действием электромагнитных сил притяжения, возникающих между кромками в результате протекания по ним постоянного тока одинакового направления. Следовательно, данный способ обнаруживает свои свойства - электромагнитное притяжение кромок на межатомное расстояние и возникновение межатомных сил без расплавления только при определенных условиях, а именно при пропускании по стыкуемым промкам в процессе сварки постоянного тока одинакового направления, величину которого устанавливают иэ следующего соотношенияЫ 10 Я д...
Керамический флюс для сварки низколегированных высокопрочных сталей

Номер патента: 1706818
Опубликовано: 23.01.1992
Авторы: Баскаков, Головко, Грищенко, Зарубин, Кушнерев, Походня, Соколов, Устинов, Ямской
МПК: B23K 35/362
Метки: высокопрочных, керамический, низколегированных, сварки, сталей, флюс
...требуемые прочностные свойства, во флюс вводятся микролегирующие добавки; ферротитан и ферробор. При этом необходимым требованием является соблюдение соотношения между содержанием титана и бора во флюсе в пределах 11,2-30,1. Количество этих компонентов выбирается с таким расчетом, чтобы в металле шва содержание титана находилось в пределах 0.01-0.04)ь, а бора 0,003-0,0056,В качестве легирующего компонента во флюсе применен металлический марганец марки МрОО из расчета получения концентрации марганца в металле шва в пределах 1,3-1,6 (в зависимости от содержания Мп в проволоке).Металлографические исследования, выполненные с помощью растрового электронного микроскопа ЯМСЕ и рентгеновского микроанализатора "Е 1 пс" 860, показали, что при...
Флюс для сварки легких сплавов

Номер патента: 1706819
Опубликовано: 23.01.1992
Авторы: Абдурахимов, Абдурахманов, Абралов, Ворновицкий, Махамадов, Плиско, Саидов, Трубачев, Яковлев
МПК: B23K 35/362
Метки: легких, сварки, сплавов, флюс
...по 5-бальной системе, где 0 баллов - флюс при рихтовке полностью осыпается с поверхностью изделия, 1 балл - при рихтовке с поверхности изделия осыпается 60 - 70 нанесенного флюса, 3 балла - пририхтовке с поверхности изделия осыпается 40-50 нанесенного флюса, 4 балла - при рихтовке с поверхности изделия осыпается 20 - 30 нанесенного флюса, 5 баллов при рихтовке с поверхности изделия осыпается 0 - 10 нанесенного флюса. Смываемость остатков флюса и шлака в воде, также оценивалась по 5-балльной системе, где 0 баллов - остатки флюса и шлака не смываются, 1 балл - смываются 10-20 ф остатков флюса и шлака, 2 балла - смываются 30 - 40 ф, остатков флюса и шлака, 3 балла - смываются 50-60 6 остатков флюса и шлака, 4 балла - смываются 70 - 806...
Электрод для сварки под водой низкоуглеродистых сталей

Номер патента: 1706821
Опубликовано: 23.01.1992
Авторы: Кононенко, Ляховая, Максимов, Пинтов, Савич
МПК: B23K 35/365
Метки: водой, низкоуглеродистых, сварки, сталей, электрод
...6 не оказывает заметного влияния на свойства рутилового расплава. Увеличение содержания полевого шпата свыше 11 приводит к заметному увеличению количества силикатных включений неправильной формы в металле шва, что снижает механические его свойства. в первую очередь, ударную вязкость.Ферромарганец вводится в шихту в количестве 5 - 20 ф, и предназначен для легирования наплавленного металла. Как известно, марганец упрочняет зерна феррита, однако введение ферромарганца в количестве менее 57 ь не эффективно, так как он энергично окисляется кислородом парогазового пузыря. При введении его в шихту свыше 207 ь в связи с высокими скоростями охлаждения, характерными для мокрой подводной сварки, в металле шва образуются закалочные структуры. Кроме...
Стапель для сборки и сварки продольных швов оболочек

Номер патента: 1706825
Опубликовано: 23.01.1992
Авторы: Двуреченский, Капустин, Ляпин
МПК: B23K 37/00, B23K 37/04
Метки: оболочек, продольных, сборки, сварки, стапель, швов
...по всей длине стыка движных упоров, каждый из которых снабжен приводом 6 и выполнен составным, 4 причем верхняя его часть в виде планки 7 С) выполнена по форме рабочей поверхности ( подкладки для формирования шва 2 и вы С) полнена из того же материала. а нижняя часть упора 8 выполнена иэ стали. В опор- у ной балке 1 смонтирован механизм выравнивания торцов, состоящий из пневмоцилиндра 9 и упорного рычага 10. Опорная балка 1 и прижимные клавиши 3 и - д 4 смонтированы на основании 11. Стапель работает следующим образом, В исходном состоянии выдвижные упоры находятся в верхнем положении, прижимные клавиши 3 и 4 в свободном состоянии. Вальцованная оболочка 5 одевается на опорную балку 1. Оболочка 5 одной кромкой упирается в нижнюю часть 8 вы...
Устройство для непрерывной ультразвуковой сварки термопластичных материалов

Номер патента: 1706887
Опубликовано: 23.01.1992
Авторы: Волков, Емельянов, Саяпин, Шестель
МПК: B29C 65/08
Метки: непрерывной, сварки, термопластичных, ультразвуковой
...элемента и толщины свариваемого материала. Формующий элемент закреплен в держателе 7 кронштейна 8. Прокатывающий ролик 3 установлен на оси кронштейна 9 Прокатыеающий ролик 3 и формующий элемент 5 установлены с воэможностью еээимодейст вия между собой, при этом прокатыеающий ролик подпружинен е сторону рабочей поверхности формующего элемента пружиной 10.Устройство работает следуГощим образом,Край сваривэемых деталей к рабочему торцу инструментанижняя деталь располагалась под горизонтальной пластиной кронштейна 8, а верхняя - над ней. При перемещении деталей под действием вращающейся опоры 2 свариваемый материал, находящийся под рабочим торцом инструмента 1, приводится в жидкотекучее состояние под действием ультразвуковых колебаний,...