Мурашкин
Способ электролитического рафинирования алюминия

Номер патента: 1431380
Опубликовано: 10.11.2011
Авторы: Арнольд, Беляев, Борисов, Гульдин, Долгов, Дугельный, Дьяков, Заливной, Захаров, Колпаков, Крюковский, Куликов, Мурашкин, Семенов, Сутурин
МПК: C25C 3/24
Метки: алюминия, рафинирования, электролитического
1. Способ электролитического рафинирования алюминия, включающий введение алюминия-сырца в алюминиево-медный анодный сплав с примесями железа и кремния, анодное растворение алюминия из анодного сплава, катодное восстановление алюминия и очистку анодного сплава от примесей железа и кремния, отличающийся тем, что, с целью повышения качества катодного металла и снижения энергозатрат, при достижении в анодном сплаве концентрации железа 4-8% и кремния 3-5% извлекают 0,1-0,3 мас.ч. анодного сплава для очистки с последующим возвращением его в электролизер. 2. Способ по п.1, отличающийся тем, что в качестве алюминия-сырца используют низкосортный алюминий.
Способ рафинирования алюминия и его сплавов

Номер патента: 1688595
Опубликовано: 20.08.1996
Авторы: Колпаков, Ларионов, Макашев, Мурашкин, Сабиров, Савинов, Черепанов
МПК: C22B 21/06, C22B 9/10
Метки: алюминия, рафинирования, сплавов
Способ рафинирования алюминия и его сплавов, включающий обработку расплава металла флюсом, содержащим галогениды алюминия и щелочных металлов, при перемешивании механической мешалкой, разделение расплава металла и шлака, отличающийся тем, что, с целью повышения производительности процесса, снижения потерь металла и расхода флюса и улучшения качества металла за счет уменьшения содержания водорода, перемешивание осуществляют с числом оборотов, равным 1,0 1,2 определяющего числа оборотов мешалки, при этом центр рабочей части мешалки располагают от нижней границы расплава на расстоянии 0,1 0,2 высоты расплава.
Способ очистки сточных вод от солей металлов

Номер патента: 2001883
Опубликовано: 30.10.1993
Авторы: Мурашкин, Шишкин
МПК: C02F 1/42
Метки: вод, металлов, солей, сточных
...раз 50 бавляют неполярным растворителем,например четыреххлористым углеродом,хлорбензолом, тетрахлорэтаном, перхлорэтиленом, диизопропилбензолом, декалином, тетралином,55 Концентрация металлодикарболлильного соединения в органическом растворителе может находиться о диапазоне 10 - 0,6-4моль/л. При концентрации менее 104моль/л резко падают степени извлечениякатионов из водного раствора, а концентра 2001883ция 0,6 моль/л определяет максимальную растворимость соединения в органическом растворителе, Оптимальная концентрация полиэфира также находится в пределах 10 - О,бмоль/л, ЕеувеличениевышеО,б 5-4моль/л не приводит к увеличению степени извлечения катионов металлов.Извлечение катионов металлов производится иэ растворов с рН...
Пресс-форма для изготовления бетонных и железобетонных изделий

Номер патента: 1821372
Опубликовано: 15.06.1993
Авторы: Афанасьев, Бутенко, Кац, Мурашкин, Смолянский
МПК: B28B 3/04
Метки: бетонных, железобетонных, пресс-форма
...20 прессе и разневоливаемые после установки прессующего органа на пресс-форму и др, Здесь следует отметить, что использование прессующего органа (одного на комплект пресс-форм. установленных в цехе) не обходимо при стендовой технологии производства изделий (пресс-формы стационарно установлены на постах формования); при конвейерной или же роторной технологии производства иэделий, в качест ве прессующего органа используется стандартное прессовое оборудование, расположенное на посту обжатия бетонной смеси, на который поступает пресс-форма .по мере передвижения конвейера и ротора, 35Изготовление изделий в описываемой пресс-форме производится следующим образом.В подготовленную внутриопалубочную полость, образуемую внутренними формо...
Установка для изготовления железобетонных изделий методом прессования

Номер патента: 1778002
Опубликовано: 30.11.1992
Авторы: Афанасьев, Бутенко, Кац, Мурашкин
МПК: B28B 3/04
Метки: железобетонных, методом, прессования
...изделия, что исключает образование при распалубке трещин ы, сколов и др. дефектов, т.е, повышается качество изделия. 1 ак как распалубка изделия происходит принудительно, то исключается залипание бетона к элементам бортоснастки, т,е, снижается трудоемкость изготовления,На фиг. 1 изображена установка, общий вид; на фиг. 2 - сечение А - А, на фиг.1; на фиг. 3 - сечение Б - Б на фиг,2; на фиг. 4 - сечение В - В на фиг.2; на фиг.5 - узелна фиг.3; на фиг. 6 - узел на фиг. 4; на фиг, 7 - сечение Г - Г на фиг. 6; на фиг. 8 - принципиальная компоновочная схема роторной линии.Установка состоит из бортоснастки и силовой рамы с домкратами.Бортоснастка 1 состоит из полого, оребренного поддона 2, по верхней криволинейной поверхности которого...
Способ получения искусственного снега

Номер патента: 1744385
Опубликовано: 30.06.1992
Авторы: Мурашкин, Поликарпов, Семенов, Чернобровкина
МПК: F25C 3/04
Метки: искусственного, снега
...снега, включающему подачу в эжектор 10 потоков холодного и горячего воздуха и распыление в нЕм форсункой воды, для получения потоков горячего воздуха используют вихревую трубу, причем вихревую трубу и форсунку размещают соосно в эжекторе, хо лодный поток воздуха направляют в эжектор иэ диафрагмы, вихревой трубы, а распыление воды форсункой осуществляют горячим потоком воздуха, отводимым из.вихревой трубы через дроссель.20 Предлагаемый способ отличается от известного тем, что в сопло пневматической форсунки подается поток нагретого в вихревой трубе воздуха, а на выходе из пневматической форсунки поток нагретого воздуха с 25 распыленной в нем водой нарравляется параллельно потоку охлажденного воздуха, истекающего иэ вихревой...
Снегогенератор

Номер патента: 1737234
Опубликовано: 30.05.1992
Авторы: Мурашкин, Поликарпов, Семенов, Толмачев, Чернобровкина
МПК: F25C 3/04
Метки: снегогенератор
...затрат на генерирование снега следует из того, что при расширении неосушенного сжатого воздуха в вихревой трубе с гидрофобными диэлектрическими стенками происходит не только переохлакдение влажного воздуха с образованием мелких пылинок снега, но и интенсивная ионизация этих пылинок и компонентов воздуха. Причем ионизация происходит без применения блока высоковольтного питания за счет газодинамического процесса, протекающего в самой вихревой трубе, интенсивного накопления электрических зарядов на диэлектрической стенке вихревой камеры, Интенсивность накопления заряда достигает сотен вольт в секунду, а сила тока - 10 А, что позволяет за несколько секунд достичь пробойного напряжения и вызвать интенсивную иониэацию потока.Отсутствие блока...
Опорная часть для устройства фиксации фрагментов челюсти

Номер патента: 1711880
Опубликовано: 15.02.1992
Авторы: Болонкин, Зотов, Мурашкин, Садыков
МПК: A61F 13/12, A61F 5/00
Метки: опорная, устройства, фиксации, фрагментов, часть, челюсти
...М.Моргентал Корректор М.Демчик Реда кт овтин аказ 484 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб., 4/5 изводственно-издательский комбинат "Патент", г, Ужгород, ул, Гагарина, 10 Изобретение относится к стоматологии и может быть использовано для фиксации внутри- и внеротовых шин, пращевидных повязок и аппаратов к голоЬе при переломах и деформациях лицевого скелетаЦель изобретения - повышение жесткости фиксации костных отломков.На фиг.1 показана опорная часть, общий вид; на фиг.2 - разрез А - . А на фиг.1.Устройство для фиксации фрагментов челюсти состоит из двух одинаковых перфорированных полусфер 1 и 2, (опорная часть) соединенных между собой...
Машина для контактной сварки арматурных каркасов

Номер патента: 1706806
Опубликовано: 23.01.1992
Авторы: Королев, Мурашкин, Савин, Стародубцев
МПК: B23K 11/11
Метки: арматурных, каркасов, контактной, сварки
...что повышает надежность машины. 4 ил,Нижние электрододержатели 4 снабжены коническими втулками 8 с отбойными пластинами 9, закрепленными по их образующим. Электрододержатели 4 снабжены пропущенными через их основания осями 10, расположенными параллельно направляющим б. Станина 1 выполнена с рядом парных проушин 11, через которые пропущены оси 10 электрододержателей 4. Каждый электрододержатель 4 присоединен к станине 1 с одной стороны пружиной 12, а с противоположной стороны выполнен с ограничительным упором 13, контактирующим со станиной 1,В рабочем положении нижний электрододержатель 4 наклонен к станине 1 под углом 75 - 850Машина работает слеПродольные сетки 7 уклаляющие о и заводят в зону гварки с опиранием верхней ветви сетки 7 на...
Укрытие электролизера с обожженными анодами для получения алюминия

Номер патента: 1698314
Опубликовано: 15.12.1991
Авторы: Бикмурзин, Брюшинин, Казанцев, Макашев, Мурашкин, Сект, Сухарев
МПК: C25C 3/22
Метки: алюминия, анодами, обожженными, укрытие, электролизера
...подготовки летки для выливки металла; наличие четырех концевых выключателей не обеспечивает безопасной, безаварийной эксплуатации.Цель изобретения - создание конструкции бокового укрытия электролизера, которое обеспечивало бы снижение капитальных и эксплуатационных затрат, повышение надежности работы укрытия с полным исключением деформации рамы, повышение срока службы укрытия, безаварийное и удобное обслуживание электролизера при продольной его обработке техникой, достаточную простоту и надежность работы подъемного механизма,Поставленная цель достигается тем, что в укрытии, содержащем створк , установленные по продольным сторонам электролизера в наклонных рамах, шарнирно закрепленных на верхней площадке обслуживания анодов,...
Автобалансирующийся вал

Номер патента: 1691602
Опубликовано: 15.11.1991
Авторы: Козлов, Мурашкин
МПК: F16C 3/02
Метки: автобалансирующийся, вал
...контактирующие массы 6. Пальцы 9 Выполнены двухсторонними и в средней части снабжены участком 12, например резьбавым, для неподвижного соединения с подвижной перегородкой 8. Пальцы 9 концевыми своими участками установлены в сквозных Отверстиях обоймы 5 и неподвижной относительно корпуса 3 перегородки 8, Пружины 10 Охватываот пальцы 9 и расположены между подвижной 7 и неподвижной 8 перегородками, Корпус 3 .Кестко соединен с цилиндрической частью вала, причем соединение может быть как разъемным, так и неразъемным, Корпус 3 может быть снабжен цапфой 13.Автобалансирующийся вал работает следующим образом,Вал размещается в исполнительном механизме, например, балансировочном стенде или обрабатывающем станке и приводится во вращение. Внешними...
Подвесной грузонесущий конвейер

Номер патента: 1684185
Опубликовано: 15.10.1991
Автор: Мурашкин
МПК: B65G 17/20, B65G 17/32
Метки: грузонесущий, конвейер, подвесной
...на нижних концах которых закреплена транспортная лента 6, охватываемая бандажами 7. Тяговый орган 8, выполненный в виде каната, и каждая канатная грузонесущая подвеска 4 соединены между собой посредством соединительного звена 9, который они совместно охватывают одним витком-петлей. Соединительное звено 9 выполнено в виде шкива с проточкой 10 с основанием 11 конической формы, при этом поверхность основания может быть выполнена рифленой. Для предотвращения схода канатов. 4 и 8 со шкива предусмотрены поперечины 12, установленные между стенками проточек 10. Соединительное звено выполнено с отверстием 13, ось которого перпендикулярна продольной оси 14 конвейера. Соединительные звенья 9 могут использоваться для зацепления с шестерней...
Батометр

Номер патента: 1681177
Опубликовано: 30.09.1991
Авторы: Кузин, Мурашкин
МПК: G01N 1/10
Метки: батометр
...к вкладышу 11, соединенному неподвижно с большим коническим клапаном 9, Спусковой механизм 2 поджимается к запорному узлу 3 с помощью гибких держателей 26, Гибкие держатели 26 пропущены через каналы 27 кольца 28, которое неподвижно соединено с большим коническим клапаном 9, Нижние концы гибких держателей 26 неподвижно соединены с крышкой 7, а верхние удерживаются фиксаторами 20, когда они находятся в горизонтальном положении, Фиксаторы 20 не могут поворачиваться на осях 21 вследствие того, что они упираются в шток 17, находящийся в верхнем положении, Шток 17 удерживается в верхнем положении за счет силы трения, возникающей между фиксаторами 20 и стенками штока 17, Обратный сферический клапан 6 находится на дне пробоотборной...
Пресс-форма для изготовления железобетонных изделий

Номер патента: 1675089
Опубликовано: 07.09.1991
Авторы: Афанасьев, Бутенко, Гуревич, Мурашкин
МПК: B28B 3/00
Метки: железобетонных, пресс-форма
...к кондуктору с помощью накидных болтов 25 с гайками 26, пальцев 27 и проушин 28, приваренных к сердечнику 18 и имеет четыре болта 29, удерживающие закладные детали 30, устанавливаемые в тело изделий 31.Для обеспечения плавного изгиба эластичной рубашки 2 установлены резиновые переходные кольца 32, для подачи прессующей жидкости служит штуцер ЗЗ, Термообработка изделия осуществляется подачей пара в полость сердечника 18 и формующих секций 21 кондуктора через штуцеры 34 в нижней торцовой заглушке 22, а также подачей пара в полости центральных подвижных стенок 4 вкладыша через отверстие со штуцерами по торцам этих стенок,Изготовление изделий на описываемой пресс-форме производится в вертикальном положении следующим образом,В четыре...
Способ правки шлифовального круга

Номер патента: 1673415
Опубликовано: 30.08.1991
Авторы: Ковалев, Левин, Мурашкин
МПК: B24B 53/00
Метки: круга, правки, шлифовального
...что ведет к образованию дополнительных режущих кромок на вершинах зерен круга и, кроме того, обеспечивает удаление с рабочей поверхности круга слабозакрепленных растрескавшихся (дефектных) зерен, Суспенэию, выходящую из рабочего зазора, отбрасывают струей СОЖ 6 гидрозаслона, чем предотвращают попадание свободных абразивных частиц в зону Б шлифования, что допускает возможность использования предлагаемого способа правки непосредственно в процессе шлифования, В результате при последующем шлифовании кругом с очищенной рабочей поверхностью. на которой режущие зерна прочно закреплены, а их вершины имеют многочисленные кромки, возрастает режущая способность, и, как следствие, производительность шлифования, а шаржирования абразивных частиц в...
Электролит для получения алюмокремниевых сплавов

Номер патента: 1668488
Опубликовано: 07.08.1991
Авторы: Арнольд, Козьмин, Можаев, Мурашкин, Петухов, Прутцков, Савинов, Титаев, Турушев
МПК: C25C 3/36
Метки: алюмокремниевых, сплавов, электролит
...цехах, производящих алюминий.Цель изобретения - повышение эффективности процесса путем снижения удельного расхода фторсолей.Электролит для получения алюмокрем- . ниевых сплавов, содержащий фториды натрия и алюминия, оксиды кремния и алюминия, дополнительно содержит фторид магния при следующем соотношении компонентов мас. ф:Оксид алюминия 1,0-6,0 Оксид кремния 0,10-0,70 Фторид магния 3,0-10,0 Фториды натрия иалюминия при молекулярномсоотношении 2,35-3,01 Остальное 1668488 А 1кремния. Более широкие интервалы содержания оксидов, в сравнении с известным электролитом, позволяют снизить эксплуатационные затраты на ведение технологии.Эффективность предлагаемого состава 5 электролита иллюстрируется экспериментами, проведенными на промышленном...
Панель лучистого обогрева

Номер патента: 1666878
Опубликовано: 30.07.1991
Авторы: Алексеева, Грановский, Литвак, Мурашкин, Наумов, Овчинников, Соловьев, Страшевский
МПК: F24D 5/08
Метки: лучистого, обогрева, панель
...между греющими элементами 2 с внутренней стороны экрана 1 вдоль впадины гофр установлены линейные элементы 9 с возможностью перещения их в плоскости, перпендикулярной плоскости панели. Теплоизоляция 3 может иметь переменную толщину с максимальным размером в области вершины 7 гофры экрана 1.Для обеспечения контакта между греющими элементами 2 и экраном 1 линейные элементы 9 соединены со шпильками 10 и могут с помощью гаек 11 перемещаться вниз, способствуя при этом прижиму экрана 1 к греющим элементам 2. Теплоиэоляция 3 укладывается сверху на экран 1, Перемещение теплоизоляции вдоль гофр ораничивают шпильки 10,Панель лучистого обогрева работает следующим образом.При подаче теплоносителя в греющие элементы 2 гофрированный экран 1...
Способ управления серией алюминиевых электролизеров

Номер патента: 1654381
Опубликовано: 07.06.1991
Авторы: Герасимов, Манн, Меликянц, Мурашкин, Штеренберг, Явно
МПК: C25C 3/20
Метки: алюминиевых, серией, электролизеров
...времени ьот очередной обработки электролизерадо момента начала роста 13 п , когдаскорость его изменения во ремениЙ/Йс из отрицательной становитсяположительной. Тогда правила классификации и управления питанием сводятся к спедуюцему: если ьс ь,иван,Л Лконцентрационный режим относится кпервому классу и при очередной обработке загружают повышенную дозу глинозема (проводят усиленную обработЛ л Лку) 1 если ь ми ьь максконцентрационьй режим относят к второмуклассу и проводят регламентную обработку;если ь ) сча, , концентрационныи реЛ Лжим относят к третьему классу, ипропускают очередную обработку.Граничные значения с м и ц им а КсЛ Лподбирают экспериментально по следующим правилам; значение ,выбиЛрается столь малым, чтобы его дальнейшее...
Установка для вертикального формования железобетонных изделий методом прессования

Номер патента: 1652062
Опубликовано: 30.05.1991
Авторы: Бутенко, Данилов, Мурашкин, Ягудин
Метки: вертикального, железобетонных, методом, прессования, формования
...системы и двух ходовых гидродомкратов, Стенки-штампы 5 и разделительная стенка 10 выполнены в виде полых, усиленных ребрами элементов, внутри которых размещены навесные вибраторы 15.Изготовление изделий 16 осуществляется в вертикальном положении следующим образом.В предварительно смазанные и очищенные формующие полости вагонетки 9, образуемые боковыми поверхностями разделительной стенки 10, основанием ваго. нетки 9 и торцовыми крышками 12 устанавливаются арматурные каркасы. При этом верхние крышки 11 находятся в открытом состоянии (такое положение верхних крышек не показано). Вагонетка вкатывается во внутреннее пространство силового корпуса и устанавливается напротив стенок-штампов 5, Затем через трубопроводы 4 в камеры...
Способ получения алюминия электролизом криолитглиноземного расплава

Номер патента: 1640205
Опубликовано: 07.04.1991
Авторы: Агапитов, Касьянов, Кулеш, Лузин, Мурашкин, Новиков, Фризоргер
МПК: C25C 3/06
Метки: алюминия, криолитглиноземного, расплава, электролизом
...периоди чески, например один раз в 3 мес, увеличивать высоту гарниссажа, рассчитывая каждый раз ее значения по предлагаемой ФормулеНаращивание гарниссажа производят при выполнении работ, связанных с технологической обработкой электролизера, охлаждением расплава и прокладыванием твердого оборотного электролита по периферии рабочего пространства.Из представленных в таблице данных следует, что высоту гарниссажа следует увеличивать по мере старения электролизера настолько, чтобы сохра нились оптимальные значения высоты слоя металла и электролита, Если на электролйзере постоянно поддерживают высоту гарниссажа согласно известному способу, например, 10,5 см, а также заданную высоту слоя электролита, то высота слоя металла посте - пенно...
Конвейер

Номер патента: 1638081
Опубликовано: 30.03.1991
Автор: Мурашкин
МПК: B65G 15/50
Метки: конвейер
...3 дляустановки последнего в замке с натягом.Монтаж конвейера осуществляют следующим образом,В поперечные фигурные пазы заводяттросы 3 и затем устанавливают вкладыши 7.В сквозной осевой канал 6 планки 4 вставляют фиксирующий стержень 9, которымфиксируют поочередно все вкладыши 7. Последние прижимают тросы 3 к планке 4 иизгибают их. Прижим тросов 3 незначителен и необходим только для создания трения между тросом 3. и элементами замка.Удержание тросов 3 в замке достигается эасчет большой силы трения, полученной в 15 20 25 30 35 40 45 50 результате изгиба троса и некоторого его прижатия что не создает значительных поперечных напряжений), В целях предотвращения перетирания троса 3 в точках выхода его иэ замка кромки поперечных пазов,5 и...
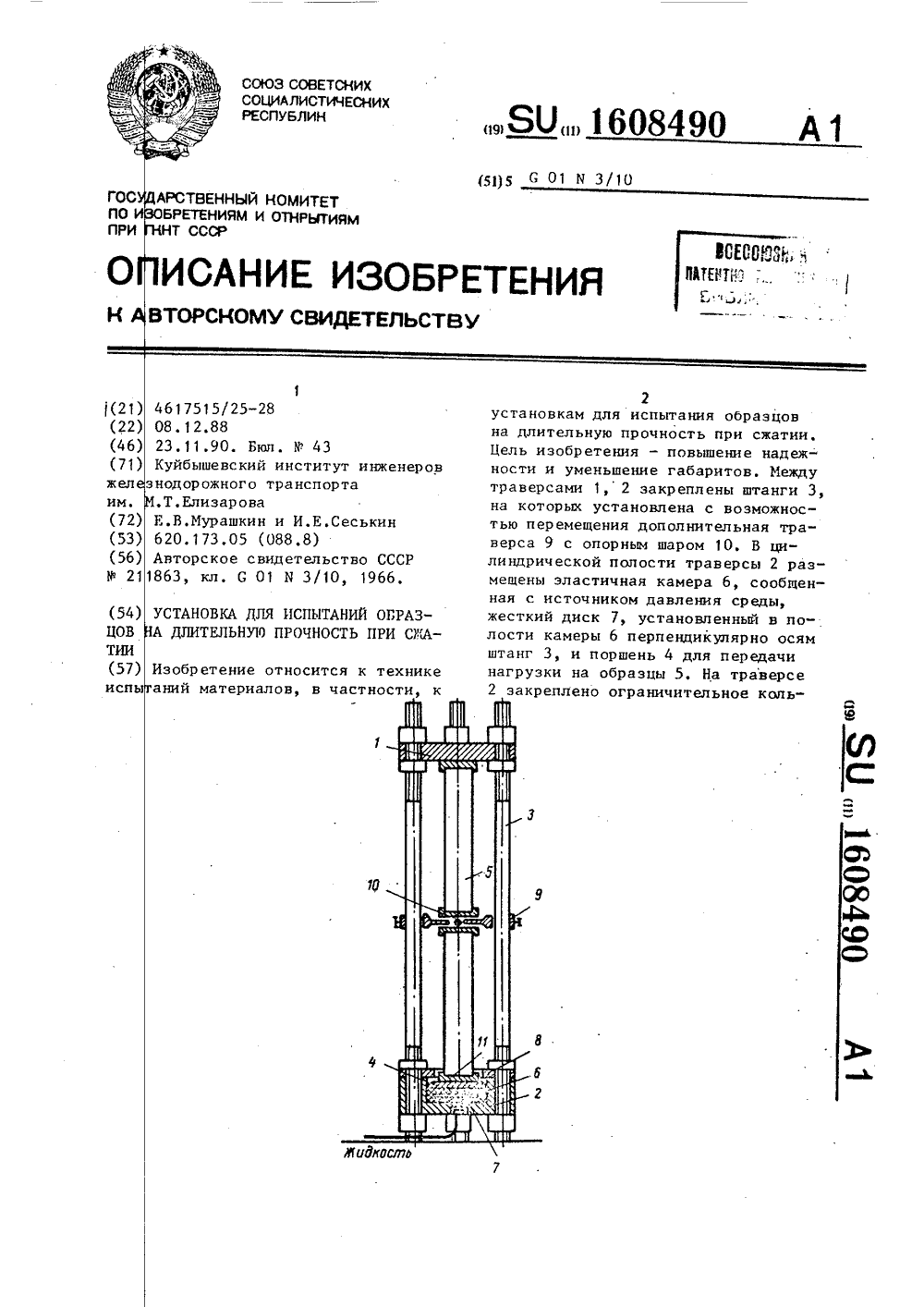
Установка для испытаний образцов на длительную прочность при сжатии
Номер патента: 1608490
Опубликовано: 23.11.1990
Авторы: Мурашкин, Сеськин
МПК: G01N 3/10
Метки: длительную, испытаний, образцов, прочность, сжатии
...3 с возможностью перемещения и служащую дляфиксации центрального положения опорного шара 10. 45Иар 10 служит для передачи нагрузки от одного образца 5 к другомупри одновременном испытании двух образцов 5. Для равномерной передачинагрузки на испытуемые образцы 5 50на их торцы устанавливаются металлические пластины 11.Установка работает следующим образом,Подготовленные к испытаниям образ-цы 5 с металлическими пластинами11 устанавливают для длительных испы-,таний согласно схеме, приведенной.на чертеже. При этом благодаря жесткому диску 7 эластичная камера 6 де"формируется незначительно и нижнийобразец 5 находится в устойчивомположении. Верхнюю траверсу 1 опускают до соприкосновения с пластиной 11верхнего образца 5. Нагружение образцов 5...
Устройство для репозиции отломков нижней челюсти

Номер патента: 1598994
Опубликовано: 15.10.1990
Авторы: Мурашкин, Садыков
МПК: A61B 17/58
Метки: нижней, отломков, репозиции, челюсти
...элемент, выполненный в виде Г-образно изогнутой металлической пластины 1, наклонную площадку 2, связанную цилиндрическим шарниром 3 с фиксирующим элементом. Кроме того, устройство содержит на конце рабочей части наклонной площадки 2 регулировочный винт 4 с упорным наконечником 5. Регулировочный винт 4 установлен перпендикулярно плоскости наклонной площадки 2, а шарнир 3 -- в центральной части последней.Устройство используют следующим образом.На отломок нижней челюсти, который подлежит перемещению, например, в вестибулярную сторону, устанавливают фиксирующий элемент устройства с помощью быстротвердеющей пластмассы на зубы, а при их отсутствии изготавливают сначала жесткий пластмассовый базис 6 (фиг. 3). После этого наклонную площадку...
Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам

Номер патента: 1595613
Опубликовано: 30.09.1990
Авторы: Мурашкин, Савин, Сергеев
МПК: B21F 27/10
Метки: арматурных, боковым, поперечными, сварки, сеток, смещенными, стержнями, сторонам, укороченными
...жения. Устройство со щенные на станине сва ды, а также механизм тержньи,. каретку с захватамимещения сетки, магазин длятх стержней и механизм пох выдачи с приводным отсеМеханизм укладки поперечныхсостоит из пневмоцилиндра,ного рычага, связанного со илиндра и закрепленных ромагнита и роликоновленной на введено направляющих3 ил,на фиг.3 - арматуредующимися поперечн содержит механизм 1 чных стержней, устатанине 2. Механизм 1 чных стержней состоитндра 3 со штоком 4, ко 1595613торый соединен с дугообраным рычагом5, снабженным в средней части роликоопорой 6, а на конце - электро"магнитом:7, На станине 2 установленысварочные электроды 8, возле которыхустановлена каретка 9 с захватами1 О для перемещения сетки, Над кареткой 9 размещен...
Пресс-форма для изготовления бетонных и железобетонных изделий

Номер патента: 1577964
Опубликовано: 15.07.1990
Авторы: Афанасьев, Бутенко, Кац, Мурашкин, Смолянский, Шавернев
МПК: B28B 3/04
Метки: бетонных, железобетонных, пресс-форма
...в центре настила 5 на направляющих штырях устанавливается конус 17 с рым-болтом 18, а в неподвижные борта 9 вворачиваются болты-пустотосбразователи 19.Изготовление изделий пооизводится следующим образом.В подготовленную форму.ощую полость13, образуемую бортами 8, 9 и дном, состоящим из фланца 7 и диафрагм 6, устанавливается арматурный каркас изделия 14, конус 17 с рым болтом 18 и болты 19. Затем форму.ощая полость 13 накрывается крышками 1 О, через загрузочные отверстия 15 бетоноукладчиком-дозатором подается бетонная смесь в полость 13 и уплотняется навесными вибраторами, укрепленными на бортах 8. Далее устанавливается траверса 2 и закрепляется к раме 1 болтами 3 с гайками 4, при этом загрузочные отверстия 15 герметизируются заглушками,...
Пресс-форма для изготовления бетонных и железобетонных изделий

Номер патента: 1555135
Опубликовано: 07.04.1990
Авторы: Афанасьев, Бутенко, Мурашкин
МПК: B28B 3/00
Метки: бетонных, железобетонных, пресс-форма
...крышкой 19, установленной на болтах 20 с гайками 21, Через штуцер 4 в камеру 1 подается прессующая жидкость под давлением. Давление в камере 1 через эластичную рубашку 2 передается на жесткие стенки-штампы 5 бортоснастки, которые пе 5 10 15 20 25 30 ремещаются к центру, сжимая упругие элементы 7, что в свою очередь влечет перемещение стенок 11 12, элементов 13 и 14 и сжатие упругих прокладок-фильтров 17. В результате давление передается на бетонную смесь изделий 27. Избыточная влага из бетонной смеси отжимается через контакты жестких элементов 11 - 14 с прокладками 17.Величина и направление перемещений элементов кондуктора определяется длиной и расположением направляющих пальцев 15, установленных в пазах 16. Через отверстия 22 в поддоне...
Способ обработки деталей абразивным кругом

Номер патента: 1542788
Опубликовано: 15.02.1990
Авторы: Мурашкин, Новикова
МПК: B24B 53/04
Метки: абразивным, кругом
...рабочей поверхности шлифовального круга).Благодаря тому, что на участкахрабочей поверхности шпифовальногокруга, кроме зон осыпания, формируютрельеф в виде выступов, окруженныхзамкнутыми канавками, то, варьируяформой и размерами формируемых выступов в окружном направлении, можно уп-.равлять твердостью шлифовального кру 55га на указанных участках, Это позволяет добиться равномерного износа рабочей поверхности шлифовального кругадля конкретной операции Следовательно, погрешность формы детали стабилиэируетсл во время обработки,Необходимо отметить, что сформировать предлагаемый микрорельеф на рабочей поверхности круга можно не только алмазным роликом или каким-либодругим правящим инструментом, но ибезконтактным методом, например, лучом...
Способ правки абразивного шлифовального круга

Номер патента: 1526965
Опубликовано: 07.12.1989
Авторы: Мурашкин, Пилинский, Черненко
МПК: B24B 53/00
Метки: абразивного, круга, правки, шлифовального
...инструмента 2 перемешается по элли птичс ской (круговой) траектории 5 В зону правки подают охлаждающую жидкость и перемещают правящий инструмент 2 вдоль образующей оси шлифовального круга 1 с подачей . Благодаря тому, что направление скорости перемещения рабочей части правящего инструмента в противоположных точках эллиптической траектории меняется на противоположное, получают пилообразный рельеф рабочей поверхности шлифовального круга с уменьшенными углами резания Ь (фиг. 3), что позволяет улучшить транспортирование смазочно-охлаждающей жидкости н зону рсзания, выносить оттуда отходы шлифования и повысить режугцую способность круга н е о сгойкость, что способствует снижению сил и температур резания, увеличению минутного сьема...
Способ правки абразивного шлифовального круга

Номер патента: 1526964
Опубликовано: 07.12.1989
Авторы: Мурашкин, Пилинский, Черненко
МПК: B24B 53/00
Метки: абразивного, круга, правки, шлифовального
...щун) жидкость и удалять тем сзчым ц холы шлифования, а достигаемое оптимдльное расстояние между режущими элемента ми позволяет повысить режущую способность, что способствует снижению сил и температуры в зоне резания при последующей обработке изделий шлифовальным кругом.Ц.(1. Осуществляется правка абразивных кругов на керачической связке из электрокорунда зернистостью 12 и 16, структуры 6, твердостью СМ 1, формой и размерами ПП 400)с 25;с,127. Правка осуществляется алмазной иглой с радиусом при вершине 5 мкм с углом при вершине 60 Игла устанавливается в плосколи вращения круга, вершиной навстре чу его вращению так, что ось иглы составляет угол 45" с нормалью к рабочей пцв"хнсси круга н точке касания с правя(ц й илцй....
Устройство для восстановления режущей способности шлифовального инструмента

Номер патента: 1526959
Опубликовано: 07.12.1989
Авторы: Ковалев, Левин, Малышев, Мурашкин, Пилинский
МПК: B24B 1/04
Метки: восстановления, инструмента, режущей, способности, шлифовального
...жидкость изсопла,"5 в Образованный равномерно сужающийся зазор и, накладывая на нее ультра зву ковые колеба ни я, производят очистку рдбони поверхности шлифовального ин- О с,рлентдГ 1 ри сл щественном изменении кривизныОчишдемой поверхности производят пришли.фовку торца Волновода по рабочей поверхности шлифовального инструмента измененной кривизны Д;я этого, при помощи регу,(ир)В(Иного винта 7, поворачивают волно. . В)кру Верн(ины 10 правящего ин- (л м(: (;3 9 В ср)ну. ИротиВОположную Вр, н )и ь ь ;3 до ко(т кта В ГО тОрца с Врд кил(5( кругом, обеспечив эквидистдн(н(сть НОВрхности торца с очишаемой 3 О)3 л):)1 ьк, Вновь понордцивдкт его вору ( в, 3 ны прзвяце О инструмента наОар;йсв) по:(воляг упростить налад,л в 3 3 и ни(:31...