Способ полирования внутренних полостей тел вращения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
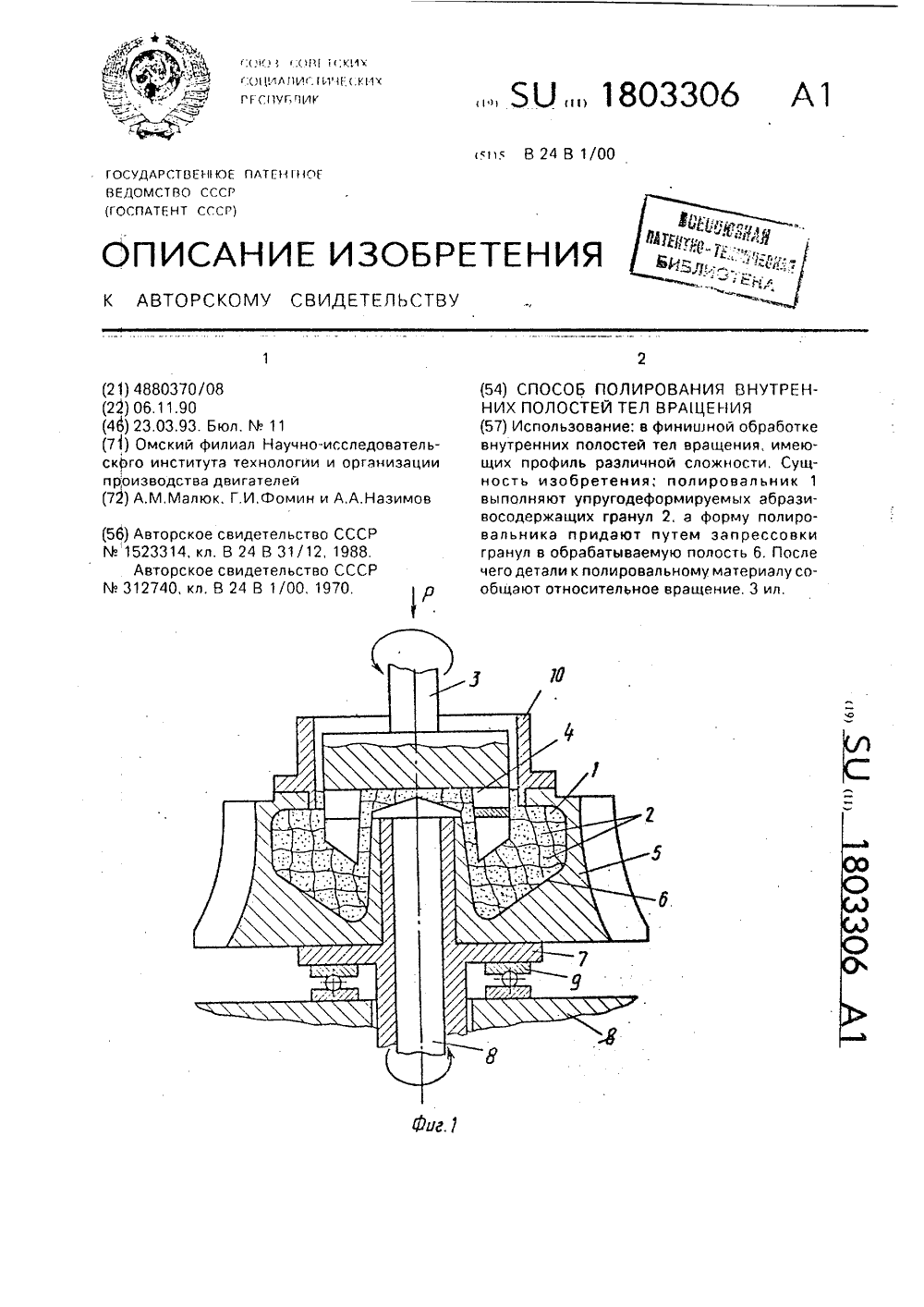
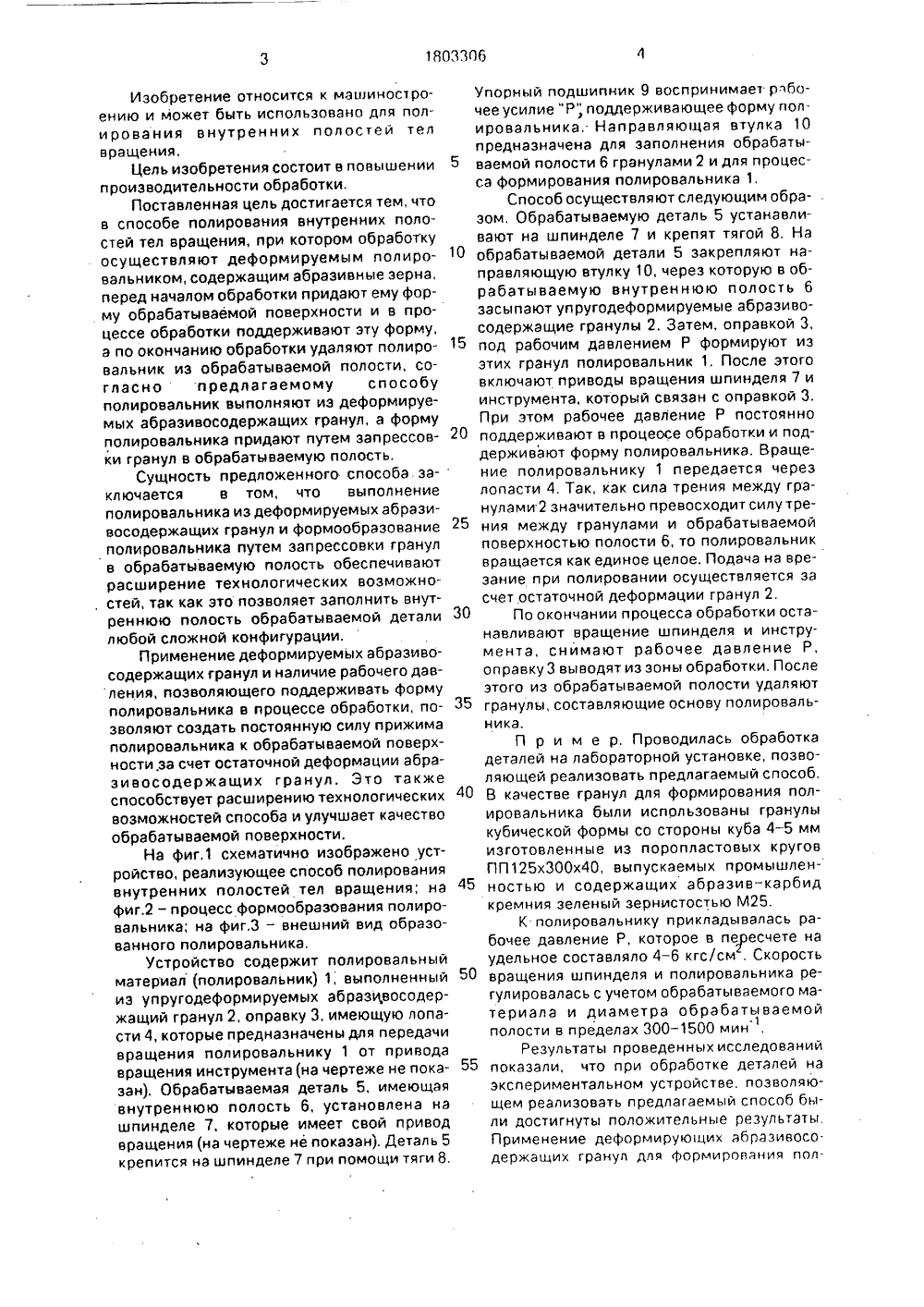
, 5 Ц 1803306 А 1 с 1 с В 24 0 ГОСУДАРСТВЕН 1 ОЕ ПВЕДОМСТВО СССР(54) СПОСОБ ПОЛИ НИХ ПОЛОСТЕЙ ТЕ (57) Использование: в внутренних полостей щих профиль различ ность изобретения выполняют упругоде восодержащих грану вальника придают гранул в обрэбатывае чего детали к полиров общают относительно ин и А,А.Назимов Фиг. 7(21) 4880370/О (22) 06,11,90 (46) 23,03,93. Б (71) Омский ф скрго институ производства(56) Авторское свидетельство СССР М 1523314, кл. В 24 В 31/12, 1988.Авторское свидетельство СССР М 312740, кл. В 24 В 1/00, 1970,РОВАНИЯ ВНУТРЕНЛ ВРАЩЕНИЯфинишной обработке тел вращения, имеюной сложности. Сущполировальник 1 формируемых абразил 2, а форму полиропутем запрессовки мую полость 6, После альному материалу сое вращение, 3 ил.Изобретение относится к машиностроению и может быть использовано дпя полирования внутренних полостей тепвращения,Цель изобретения состоит е повышении 5производительности обработки.Поставленная цель достигается тем, чтов способе полирования внутренних полостей тел вращения, при котором обработкуосуществляют деформируемым полировальником, содержащим абразивные зерна,перед началом обработки придают ему форму обрабатываемой поверхности и в процессе обработки поддерживают эту форму,а по окончанию обработки удаляют полировальник из обрабатываемой полости, согласно предлагаемому способуполировальник выполняют из деформируемых абраэивосодержащих гранул, а формуполировальника придают путем запрессовки гранул в обрабатываемую полость,Сущность предложенного способа заключается в том, что выполнениеполировальника из деформируемых абразивосодержащих гранул и формообразованиеполировальника путем запрессовки грануле обрабатываемую полость обеспечиваютрасширение технологических возможно. стей, так как это позволяет заполнить внутреннюю полость обрабатываемой детали 30любой сложной конфигурации.Применение деформируемых абразивосодержащих гранул и наличие рабочего давления, позволяющего поддерживать формуполировальника в процессе обработки, по- З 5зволяют создать постоянную силу прижимаполироеальника к обрабатываемой поверхности,за счет остаточной деформации абразиеосодержащих гранул. Это такжеспособствует расширению технологических 40возможностей способа и улучшает качествообрабатываемой поверхности.На фиг,1 схематично изображено устройство, реализующее способ полированиявнутренних полостей тел вращения; на 45фиг.2 - процесс формообразования полировальника; на фиг,З - внешний вид образованного полировальника.Устройство содержит полировальныйматериал (полировальник) 1, выполненный 50иэ упругодеформируемых абразивосодержащий гранул 2, оправку 3, имеющую лопасти 4, которые предназначены для передачивращения полировальнику 1 от приводавращения инструмента(на чертеже не показан), Обрабатываемая деталь 5, имеющаявнутреннюю полость б, установлена нашпинделе 1, которые имеет свой приводвращения (на чертеже не показан). Деталь 5крепится на шпинделе 7 при помощи тяги 8. Упорный подшипник 9 воспринимает рпбочее усилие "Р поддерживающее форму попировальника. Направляющая втулка 10 предназначена дпя заполнения обрабатываемой полости 6 гранулами 2 и дпя процесса формирования полировальника 1,Способ осуществляют следующим образом, Обрабатываемую деталь 5 устанавливают на шпинделе 1 и крепят тягой 8, На обрабатываемой детали 5 закрепляют направляющую втулку 10, через которую в обрабатываемую внутреннюю полость б засыпают упругодеформируемые абразивосодержащие гранулы 2. Затем, оправкой 3, под рабочим давлением Р формируют иэ этих гранул полировальник 1, После этого включают приводы вращения шпинделя 1 и инструмента, который связан с оправкой 3. При этом рабочее давление Р постоянно поддерживают в процеосе обработки и поддерживают форму полировальника. Вращение полировальнику 1 передается через лопасти 4. Так, как сила трения между гранупами 2 значительно превосходит силу трения между гранулами и обрабатываемой поверхностью полости б, то полировальник вращается как единое целое. Подача на ереэание при полировании осуществляется за счет остаточной деформации гранул 2,По окончании процесса обработки останавливают вращение шпинделя и инструмента, снимают рабочее давление Р, оправку 3 выводят из зоны обработки. После этого из обрабатываемой полости удаляют гранулы, составляющие основу полировапьника.П р и м е р. Проводилась обработка деталей на лабораторной установке, позволяющей реализовать предлагаемый способ, В качестве гранул для формирования полировальника были использованы гранулы кубической формы со стороны куба 4-5 мм изготовленные из поропластовых кругов ПП 125 х 300 х 40, выпускаемых промышленностью и содержащих абразив-карбид кремния зеленый зернистостью М 25.К попироеапьнику прикладывалась рабочее давление Р, которое в пересчете на удельное составляло 4 - 6 кгс/см, Скорость вращения шпинделя и полировальника регулировалась с учетом обрабатываемого материала и диаметра обрабатываемой полости в пределах 300 - 1500 минРезультаты проведенных исследований показали, что при обработке деталей на экспериментальном устройстве. позволяющем реализовать предлагаемый способ были достигнуты положительные результаты. Применение деформирующих абразивосодержащих гранул для формирования попприодны для многократного использования.Формула изобретения Способ полирования внутренних полостей тел вращения, при котором обрабатываемую полость заполняют полировальным материалом, придают ему форму обрабатываемой поверхности и сообщают относительное вращение детали и полировального материала, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности обработки, в качестве полировального материала берут упругодеформируемые абразйвосодержащие гранулы, э форму обрабатываемой поверхности придают путем их запрессовки в полость. Фи Составитель Л. Серьникова Техред М,Моргента ва Редактор Г, Заказ 1027ВНИИПИ рек тыль Производственнотельский комбинат "Патент". г. Ужгород, ул.Гагарина, 101 ировальника позволило произвести обработку внутренних полостей тел ярвеения различной степени сложности.Предлагаемым способом были обработаны диски малогабаритных Г 1 Д, имею щие внутренние полости тел вращения, из титанового сплава ВТЗи жаропрочной стали 11 ХН 2 В 2 МФ. В результате произведенной обработки шероховатость обрабатываемой поверхности снизилась с й = 2,5 10 до Ра 032 Устройство для реализации предлагаемрго способа отличается простотой конструкции и обслуживания, а деформируемые 15 гранулы, формирующие полировальник,Тираж дарственного комитета по из 113035, Москва, Ж, РПодписное етениям и открытиям при ГКНТ СССшская наб,. 4/5
СмотретьЗаявка
4880370, 06.11.1990
ОМСКИЙ ФИЛИАЛ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ДВИГАТЕЛЕЙ
МАЛЮК АЛЕКСАНДР МИХАЙЛОВИЧ, ФОМИН ГЕННАДИЙ ИВАНОВИЧ, НАЗИМОВ АНАТОЛИЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B24B 1/00
Метки: внутренних, вращения, полирования, полостей, тел
Опубликовано: 23.03.1993
Код ссылки
<a href="https://patents.su/3-1803306-sposob-polirovaniya-vnutrennikh-polostejj-tel-vrashheniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ полирования внутренних полостей тел вращения</a>
Генератор кавитации для очистки полостей в форме тел вращения

Номер патента: 650672
Опубликовано: 05.03.1979
Авторы: Кардашев, Монахов, Салосин
МПК: B08B 3/10
Метки: вращения, генератор, кавитации, полостей, тел, форме
...эффективную ультразвуковую очистку. Обработанный и загрязненный поток жид.кости удаляется через отверстие полости.Небольшим изменением величины зазора в его узкой или широкой части добиваются работы всего устройства в режиме насоса, и устройство само засасывает и выбрасывает моющую жидкость.20 Применение устройства позволяет проводить эффективную ультразвуковую очистку тел, имеющих полости с входным отверсти.ем на оси этой полости, без использования дорогостоящих электроакустических преобразователей и генераторов. формула изобретения 3причем у выходного отверстия вала может быть установлена крыльчатка для создания направленного потока моющей жидкости на дно полости,Такая конструкция позволяет вводить уст ройство в очищаемую...
Станок для сварки стеклянных заготовок, имеющих форму тела вращения

Номер патента: 192371
Опубликовано: 01.01.1967
Авторы: Васильев, Ковалев, Лазуткин, Пухов, Хасков
МПК: C03B 23/20
Метки: вращения, заготовок, имеющих, сварки, станок, стеклянных, тела, форму
...18 и 9 квадратного вала 20 с шестеренками 21 и 22. Шестеренка 21 о жестко закреплена у неподвижной бабки 2, ашестеренка 22 свободно насажена у подвижной бабки 3. Кроме того, привод включает двигатель 23, клина-ременную передачу 24, червячную пару 25 и электромагнитную муф ту 2 б.При установке на станоктовок радиационную электрют вверх за рукоятку 27, Ппри этом рычаг б через секО воздействует на подушку 10ползуны 11 и 14, которые отводят укрепленные в держателях 1 о электроды 1 б и 17 соответственно влево и вправо. Отвод электропечи и электродов значительно облегчает установку заготовок в станок, а также смену их после сварки,Шпиндели 4, с помощью которых заготовки закладываются в станок, вращаются от электродвигателя 28, Вращение...
Способ контроля поверхности электропроводных объектов, имеющих форму тела вращения

Номер патента: 1076737
Опубликовано: 28.02.1984
Авторы: Абрамов, Левин, Метелев
МПК: G01B 7/28
Метки: вращения, имеющих, объектов, поверхности, тела, форму, электропроводных
...объектов, имеющих форму тела вращения,заключающемуся в том, что воздействуют на поверхность контролируемогообъекта одной из компонент электро;магнитного поля, контролируемыйобъект подвешивают на торсионе,воздействуют на него магнитным по 35лем, напряженность которого не превосходит критического значения, внаправлении, перпендикулярном к осиподвески объекта, и измеряют угол40закрутки торсиона, затем последовательно изменяют направление векторанапряженности этого поля в диапазоне углов Ое 360 о относительно осиподвески, измеряют угол закрутки45торсиона в каждом из этих направлений, сравнивают величину угла закрутки торсиона с первоначально измеренным и по полученным разностям судятоб отклонении формы поверхностиконтролируемого...
Устройство для ультразвукового контроля изделий, имеющих форму тел вращения

Номер патента: 440599
Опубликовано: 25.08.1974
МПК: G01N 29/04
Метки: вращения, имеющих, тел, ультразвукового, форму
...8, обеспечивающий при помощи зубчатых колес 9 и 10 перемещение кулач ков 7, установленные между кулачками четыре опоры 11, выполненные в виде планок и имеющие возможность поворачиваться в подшипниках 12 от вращающегося диафрагменного пневмоцилиндра 13 посредством зубча тых реек 14 и шестерен 15, жестко закрепленных на осях опор 11, подвижную каретку с юстировочным устройством 16 и искателем 17 (на чертеже показаны условно). 15 Включением привода каретка с юстировочным устройством искателя устанавливается у края иммерсионной ванны 1. При подаче сжатого воздуха в верхнюю полость пневмоцилиндра 13 шток, жестко связанный с рей кой 14, через шестерни 15 поворачивает опоры 11 в вертикальное положение, на опоры укладывается изделие....
Машина для мойки и чистки предметов, имеющих форму тел вращения

Номер патента: 258761
Опубликовано: 01.01.1970
МПК: A01K 43/00
Метки: вращения, имеющих, мойки, предметов, тел, форму, чистки
...различных предметов, имеющих форму тел вращения.Известны машины подобного назначения, содержащие роликовый многоручьевой транспортер для перемещения и вращения предметов, коллектор Лля подачи моющего раствора, систему щеток, установленных над транспортером, и зону сушки.Предлагаемая машина улучшает качество мойки, повышает производительность и надежна в работе.Это достигается тем, что щетки объединены в два блока и установлены с возможность 1 о противоположно направленного качательного движения, поперечного направленп.о движения предметов и обеспечивающего заход щеток одного блока между щетками другого блока.На фиг. 1 схематично изображена предлагаемая машина, вид сбоку; на фиг. 2 - вид по стрелке А; на фиг. 3 - щетки, вид в плане.Машина...
Предыдущий патент: Устройство для загрузки длинномерных заготовок
Следующий патент: Ленточно-шлифовальный станок
Случайный патент: Устройство для испытания датчиков скорости изменения давления