Патенты с меткой «полос»
Способ холодной прокатки полос на реверсивном стане

Номер патента: 1235585
Опубликовано: 07.06.1986
Авторы: Адамский, Бабкин, Березовский, Килиевич, Колесников, Старцева, Шарфман
МПК: B21B 1/36, B21B 45/02
Метки: полос, прокатки, реверсивном, стане, холодной
...в процессе прокатки.Весьма Важным момсцтом для реализации предлагаемого способа является место нанесения смазки на участке от валков ло смотки в рулон. Ползчз смазки ця поверхность, близлежзцую к месту начала смотки, особенно цри нижней подмотке руЛОНа, ЦЕРКСЛсс ГЕЛЬ:га ИЗ-Зс) УХУ.ЦГСНИЯ ЦЕРаВ- цомсрш)сти рс" сцрекелеция с:,Заки цо и;ири)с, что может дестабилизировать режим наТ 51 ЖЕЦИ 51 И ЦРИ ВЕСТИ К Г)ЯЗ НОТ,1 ЦИННОСТИ цолосьКроме того, в этом случае в р.о(: могут поЗсть цизкомолскулярцые ролукты из смазки или вода, сели цри леняется воломасляцая смесь или эмульсия, что ухуд:пает условия ооряз:)ванин смазочной пленки и качссгво поверхности полосы. При подаче смазки сразу за валками происходит испарение Воды и...
Способ прокатки полос

Номер патента: 1242267
Опубликовано: 07.07.1986
Авторы: Абраменко, Алексеева, Анкудинов, Липухин, Пименов, Трайно
МПК: B21B 1/22
Метки: полос, прокатки
...прокатки,что нецелесообразно,При величине удельного переднегонатяжения большей, чем 0,85 пределатекучести материала, не исключенавозможность обрыва полосы, При величине этого коэффициента менее 0,68не обеспечивается выравнивание вытяжек и опережений по ширине полосы,и в результате не устраняется полнОстью серповидность.Совместное действие двух факторов; поворота валков в плоскости прокатки в сторону выхода полосы из очага деформации со стороны более толстой кромки с регламентированной величиной угла поворота, а также регламентированное значение удельного переднего натяжения позволяют получитьполосу с минимально возможной серповидностью и таким образом улучшитьее качество.П р и м е р. Горячекатаные полосы профилеразмера 5,5 х 920 м из...
Способ возведения изоляционных полос при подготовке выемочных полей к разработке подэтажной гидроотбойкой

Номер патента: 1247528
Опубликовано: 30.07.1986
Авторы: Журавлев, Маркус, Экбер
МПК: E21C 41/04, E21F 15/00
Метки: возведения, выемочных, гидроотбойкой, изоляционных, подготовке, подэтажной, полей, полос, разработке
...подают в процессе отработки верхнего подэтажа под временно оставляемым целиком угля по штреку, формируемому над изоляционной полосой, на фланге выемочного поля проходят закладочную выработку, соединяют ее с подзтажным штреком и выработанным пространством и твердеющий закладочный магс териал подают в процессе отработки последующих подэтажей по данной выработке.1247528 Составитель В. Г 1 ушкарский Редактор М. Товтин Техред И. Верес Корректор И.Муска Заказ 4099/32 Тираж 436 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Изобретение относится к горной промышленности и предназначено для возведения изоляционных полос...
Устройство для изготовления гнутых полос из плит

Номер патента: 1250456
Опубликовано: 15.08.1986
Авторы: Волков, Могилевцев, Мустаев, Посякин, Сажин
МПК: B27B 5/00
...с последующим выравниванием задних концови подачу отрезанной пачки полосок16 в ломающую линейку 3 осуществляет упор 17. При этом благодаря кон О сольному размещению стола 3 с пачкойплит 4 на суппорте 5, размещениюподдона 30 в углублении на рабочейповерхности 2, выполнению планок 25и 26 и ломающей линейки 31 ниже уров ня консоли стола 3, наезд стола 3 спачкой плит 4 над линейкой 31 иподдоном 30 не мешает работе механизма гибки. По окончании движениясуппорта 5 со столом 3 и пачкой плит 20 4 срабатывает датчик К выдавая сиг 1нал на реверс движения силового цилиндра 7 и включение клапана 29 механизма гибки. Силовой цилиндр 27 перемещает пуансон 28, который, воэ действуя на ломающую линейку 31 сразмещенной внутри нее пачкой отрезанных...
Стан для горячей прокатки полос и листов

Номер патента: 1089818
Опубликовано: 15.08.1986
Авторы: Гринчук, Долженков, Коновалов, Матаев, Остапенко, Пинчук, Пономарев, Розенталь, Федоров
МПК: B21B 1/26
Метки: горячей, листов, полос, прокатки, стан
...горячей прокатки полос имеет следующие достоинства.Существенно уменьшена общая длина стана.Повышен коэффициент использования общей площади, занимаемой станом, за счет использования свободных площадей у промежуточного рольганга.Снижены эксплуатационные расходы, поскольку новое расположение нагревательных печей позволяет прокатывать слябдо заданнойтолщины в тандем-ревер" сивной группе с одним реверсом, что снижает тепловые потерив черновыхклетях, а следовательно,и расходы на нагрев слябов, повышает эффективность использования электроэнергии.1089818 4я рольгангом 6 и работает как чистоваяклеть толстолистового стана, А приследующей последовательности операций: загрузка слябов в одну из группнагревательных печей 1 по загрузочному рольгангу 5,...
Способ прокатки полос

Номер патента: 1251983
Опубликовано: 23.08.1986
Авторы: Алексеева, Кугушин, Меденков, Пименов, Санталов, Трайно, Челенко
МПК: B21B 1/22
Метки: полос, прокатки
...сечения" начинает преобладать над иэ гибающим действием, обусловленным разницей диаметрон валков, и полоса иэ валков выходит с изгибом в сторону более широкой стороны раската. При углах более 87 преобладает другой 45 фактор, вызывающий изгиб, - разница диаметров валков. Поэтому полоса выходит иэ валков и изгибом в сторону с меньшим диаметром.Способ осуществляют следующим 50 образом.В универсальную клеть черновой группы непрерывного широкополосного стана 2000 заваливают горизонтальные рабочие валки с различными диаметра 83 1ми бочек. При этом диаметр бочки верхнего рабочего валка составляет 846 мм, а нижнего рабочего валка 920 мм, а разница диаметров составляет 8 д. Установленные перед горизонтальными валками по ходу прокатки...
Способ прокатки сдвоенных полос

Номер патента: 1256831
Опубликовано: 15.09.1986
Авторы: Белоус, Песин, Покровский, Симонов, Соколовский
МПК: B21B 47/00
Метки: полос, прокатки, сдвоенных
...СССРИЙ И ОТКРЫТИИ ЗОБРЕТЕНИЯ ОПИСАНИ К АВТСРСНОМУ ДЕТЕЛЬСТЭ(21) 3 (22) О 75120/22- .04.85 .09.86. Б альский п им. С.г,К В.Песин, ровский,шения производительности про прокатки и качества прокатки снижения обрывов в рулоне и шения продольной разнотолщин полос, дублирование полос ве постоянным удельным натяжени ной полосе и переменным удел тяжением во второй полосе, в есса за счетменьости кии У мвод ным на личину ки Си с и мон(53) 621. 7 (56) Автор У 455762,Черняк дюльги. М. го определяют по зависимост,О 4 кое тво СССР 4, 1968. зводство 1968,2 Е 6,ЕЕ- +45 (п)+Ь,- бо кл С. 2 3. де Е - мод ости материал олос; уммарноеое натяже(54) (57) СПОСОБ ПРОКАТК ПОЛОС, включающий дубли лос, деормацию полос с И СДОЕННИХ рование пое полос толщина по...
Устройство для склеивания полос шпона в непрерывную ленту

Номер патента: 1256962
Опубликовано: 15.09.1986
Авторы: Григораш, Липинский, Пастух, Сенеджук
МПК: B27D 1/10
Метки: ленту, непрерывную, полос, склеивания, шпона
...конвейер 18 для формирования непрерывной ленты 19. Механизм 5 нанесения клея подпружинен относительно рамы 1 пружиной 20.Устройство работает следующим образом.Полосы 7 шпона поочередно укладывают на механизм 3 перемещения полос Последние, перемещаясь, взаимодейству 1 от с роликом 9, который наносит на кромки 6 каждой полосы 7 клей, При этом съемные упоры 15 взаимодействуют с кулачком 14, чем обеспечивают прерывистость нанесения клея.После этого полоса 7 шпона своей поперечной кромкой нажимает на датчик 11. Последний включает каретку 16, которая перемешает полосу 7 шпона с нанесенным на одну ее кромку 6 клеем к многоленточному конвейеру 18, который постепенно фор О мирует непрерывную ленту 19.Устройство обеспечивает расширение...
Способ возведения опорных полос их твердеющих смесей

Номер патента: 1257240
Опубликовано: 15.09.1986
Авторы: Суховольский, Черемнов, Яковлев
МПК: E21F 15/00
Метки: возведения, опорных, полос, смесей, твердеющих
...и может быть использовано при ведении закладочных работ,Цель изобретения - снижение затрат на возведение опорных полос иповышение их качестваНа чертеже изображена технологическая схема отработки крутого пласта с закладкой выработанного пространства твердеющими смесями.Способ возведения опорных полосиз твердеющей смеси излагается применительно к технологической схемеотработки наклонного слоя мощногокрутого пласта или тонкого крутогопласта с закладкой выработанногопространства твердеющими смесями,Наклонный слой мощного крутогопласта, подготовленный к отработке.выемочными штреками 1 и 2, вынимаютмеханизированным комплексом 3, продвигающимся по простиранию пласта.Выработанное пространство позадикомплекса 3 поддерживается...
Способ горячей прокатки листов и полос с подстуженной поверхностью

Номер патента: 1258522
Опубликовано: 23.09.1986
Авторы: Алюшин, Горелик, Зинин, Каракин, Коновалов, Меденков, Орнатский, Парамошин, Савранский, Тишков
МПК: B21B 1/38
Метки: горячей, листов, поверхностью, подстуженной, полос, прокатки
...проходе с целью приближения определяемой температуры к моменту начала прокатки в следующем пропуске.В результате обработки опытных данных, полученных при прокатке низколегированных и углеродистых марок сталей на толстолистовом стане, получают зависимости6 Ь С; - 535ВК(-),: - 1 ф (5)М,-1 д, 35 522 414,6 МН и,М,.= 1,3 МНм в момент прохождения заднего конца раската, Поскольку для первого прОпуска вели" чина параметра в= 0,481 в/качестве параметра нагружения при назначении обжатия во втором пропуске принимают момент прокатки.Определяют среднемассовую температуру раската во втором пропуске по формуле (1):г = а 1 ВК( )1 + 535 1120 СМТемпература поверхности раската, за-фиксированная оптическим пирометром,1082 С,Прокатку во втором пропуске...
Устройство для натяжения нескольких полос

Номер патента: 1258553
Опубликовано: 23.09.1986
МПК: B21C 47/04
Метки: натяжения, нескольких, полос
...тонкие диски 15, усик16 которых входит в шпоночный паз 14,а также свободно посаженные узкиекольца 17, ширина которых не превышает минимальную ширину разрезаемыхполос. В ободах колец 17 выполненырадиальные сквозные отверстия 18, ав ребордах - отверстия 19, черезкоторые внутренние полости роликасоединяются с атмосферой,Устройство работает следующим образом,В исходном положении резервуар 2с роликами 5 и 6 откинут влево, а5 тормозной ролик 1 поднят в крайнееверхнее положение. После выхода концов узких полос 20 иэ дисковых ножниц 3 они подхватьваются тележкой,не показана), эажимаются, транспор"тируются к барабану 4 моталки и задаются в зев барабана. После зажатияконцов полос в зеве барабана моталкителеЖка освобождает полосы и отходитот...
Передвижная опалубка для возведения монолитных полос

Номер патента: 1259024
Опубликовано: 23.09.1986
Авторы: Заславский, Компанец, Резник, Файвишенко
МПК: E21D 11/10
Метки: возведения, монолитных, опалубка, передвижная, полос
...а именно к охранепластовых выработок монолитными полосами иэ твердеющих материалов.Цель изобретения - снижение трудоемкости и продолжительности перестановки опалубки,На чертеже изображена конструкция предлагаемой опалубки,Опалубка состоит, из неподвижнойрамы 1, выдвижного щита 2, которыеприкреплены к раснорным гидростойкам 3.К неподвижной раме 1 крепятсяштоки 4 дополнительных гидростоек 5,которые своими цилиндрами 6 крепятся к лыжам передвижки 7, свободноустановленным относительно,неподвижной рамы 1.Перестановка опалубки производится следующим способом.После схватывания материала вопалубке, снимается давление в распорных гидростойках 3 и подается давление к дополнительным гидростойкам 6. Гидростойки 5, опираясь своими цилиндрами 6 на...
Способ производства горячекатаных полос из конструкционных сталей, легированных карбидообразующими элементами

Номер патента: 1263718
Опубликовано: 15.10.1986
Авторы: Костяков, Левченко, Мазур, Яценко
Метки: горячекатаных, карбидообразующими, конструкционных, легированных, полос, производства, сталей, элементами
...металла 2 и 3 плавки охлаждали по из 30 вестному способу, другую - по предлагаемому способу, Параметры охлаждения и результаты определения механических свойств готового проката представлены в табл.2,Т а б л и ц а 2 Предлагаемый способ Известный способ Плавка,В И.,ИПа Д,МПа 3,% Темпе 3,% СкоТемпература нагрева слябов,С СкоратуранагреваслябовС ростьохлажростьохлаждения.полос,С/с денияполос,С/с 450 545 25 1150 , 16 1150 16 450 545 25 ,455 550 25 465 560 24 1250 500 585 20 1250 10 520 620 1 б 1300 6 16 1300 Для сравнения предлагаемого и известного способов слябы нагревали до трех разных температур: 1150, 1250ои 1300 С, прокатывали по одинаковому деформационно-скоростному режиму н после конца прокатки одну половину Иэ приведенных в...
Способ холодной непрерывной прокатки полос

Номер патента: 1268217
Опубликовано: 07.11.1986
Авторы: Акишин, Баранов, Бендер, Грищенко, Зенченко, Критский, Мазур, Парсенюк, Чернов, Шек
МПК: B21B 1/22
Метки: непрерывной, полос, прокатки, холодной
...Ч, прокатки, то скорость 5стана не снижают (операцию замедления не проводят) вплоть до подходашва к клети, в которой Ч,Ч . Такой случай иллюстрируется графиками,представленными на фиг. 3 и 4. Каквидно, технологические скорости Ч,и Ч, первых двух клетей, установленные в соответствии с заданнымраспределением обжатий шестиклетеъого стана, меньше, чем Чз . Поэтому 15вплоть допрохождения швом 2-й клети снижение скорости стана не проводят. После прохождения швом 2-йклети в момент времени С осуществляют первое ступенчатое снижение скорости, которое затем повторяют перед.входом шва в 4-ю и 5-ю клети.Таким образом, согласно предложенному способу, операцию замедления 25стана прерывают на время деформациишва в каждой клети, Этим...
Способ горячей прокатки полос

Номер патента: 1268218
Опубликовано: 07.11.1986
Авторы: Воробей, Грищенко, Мазур, Парсенюк, Романико, Сафьян, Сосулин, Фишер, Чепелян
МПК: B21B 1/26
Метки: горячей, полос, прокатки
...предложения, после прокатки в чистовых клетях каждых 20 Р веса одной монтажной партии заключается в увеличении истинной суммарной степени деформации в черновых клетях на 0,06-0,1.Изменение величины деформации (обжатия) в черновой группе клетей описывается параметром ь с - изменение (приращение) суммарной (лога,рифметической) степени деформации на каждые 207 массы прокатанной монтажной партии где С =1 - .- ЬпсФ ф латолщина сляба, Ьр - толщина раската, Если каждому значению толщины раскатов при изменении массы монтажной партии на 207 присвоить обозначения Ьр где 1 =0,1,2,3,4 и 5, то можно записать Индекс "0" соответствует периодуначала прокатки монтажной партии. Переход от относительного изменения толщины раскатов (6) к изме1268218...
Способ изготовления индикаторных полос для определения глюкозы в крови

Номер патента: 1269021
Опубликовано: 07.11.1986
Авторы: Ефимов, Комиссаренко, Мельник, Синявская, Филиппов, Яцимирский
МПК: G01N 33/50
Метки: глюкозы, индикаторных, крови, полос
...бумагу пропитывают 1% -ным раствором 6:-толидина в этаноле 20при соотношении 0,7-1,0 г растворана 100 см 7 бумаги, высушивают при 30 С втечение 15 мин.На полученную бумагу наносят смесь следующего состава.Вода 60 мп25Глюкоэооксидаза изРеп 1 сШ 3.ап чЫа 3.е,РЫор 1. е 1 Входа 0,2 гПероксидаза 0,05 гфосфатный буфер 2 М(50% водная дисперсия) 22 гоСмесь, содержащую указанные компоненты, при комнатной температуреперемешивают стеклянной палочкой илис помощью магнитной. мешалки в течение 5"7 мии. В результате должна по"лучиться однородная эмульсия кремового цвета, которая характеризуетсяплотностью=1,038 г/см и вязкор3стью=2,957 сП.Соотношение смеси к бумаге 1 0 гУ1,5 г на 100 см . После сушки в течение 40 мин при комнатной темпера- ф...
Способ производства полос

Номер патента: 1274868
Опубликовано: 07.12.1986
Авторы: Белан, Макаров, Ошеверов, Смирнов
МПК: B23D 33/02
Метки: полос, производства
...у которой все свободные поверхности боковых кромок плакированы эластичным неметаллическим материалом.Боковые кромки 1 полосы 2 обрезают по линии 3. Эластичным неметаллическим материалом 4 (капроновой лентой) покрывают либо одну поверхность боковых кромок (фиг, 1), либо три свободные поверхности (фиг. 2), Обрезаемая боковая кромка имеет ширину 5, а эластичный плакирующий материал - ширину 6.Пример. В линии непрерывного травильного агрегата производят технологическую обработку горячекатаной стальной полосы размерами 2 - 6 х 1250 - 2000 мм, включаюГцую очистку поверхности полос от окалины и обрезку боковых кромок в дисковых ножницах, Перед обрезкой кромок полос одну поверхность боковых кромок плакируют эластичным неметаллическим...
Способ зачистки соединения полос при контактной стыковой сварке оплавлением и устройство для его осуществления

Номер патента: 1276459
Опубликовано: 15.12.1986
Авторы: Власов, Карташов, Молчадский, Недодаев, Новицкий, Рысс, Свеженцев, Яковлев
МПК: B23K 11/04
Метки: зачистки, контактной, оплавлением, полос, сварке, соединения, стыковой
...опорные ролики 5. Для регулирования положения опорных роликов 5 по высоте относительно режущей кромки резцов б с осями 12 жестко соединены поворотные рычаги 20 с фиксирующими резьбовыми рукоятками 21. Для размещения поворотных рычагов 20 в кронштейнах 17 выполнены пазы 22. К кронштейнам 1 прикреплены по обе стороны от резцов 6 выступающие перед опорными ро 1264 59ликами 5 щеки 23. На передней частищек 23 закреплены металлические щетки 7 в виде пучков 24, 25 и 26 стальных игл. При этом пучки 25 предназначены для отделения малопластичцогошлака с поверхностей сварного соединения и полос вблизистыка, а пучки24 и 26 - для зачистки боковых гранейэлектродов сварочной машины. Расстояние закрепления щеток 7 от резцов 6 10не превышает 2,0-2,5...
Устройство для намотки разрезанных полос

Номер патента: 1278052
Опубликовано: 23.12.1986
Авторы: Кожин, Кулачинский
МПК: B21C 47/34
Метки: намотки, полос, разрезанных
...изображено предлагаемое устройство.Устройство содержит корпус 1, в котором на подшипниках закреплена гайка 2. На гайке жестко закреплено червячное колесо 3 привода, которое вращается от червяка, соединенного с электродвигателем. Внутри гайки расположен вал 4 с резьбой, па одном конце которого закреплен барабан для намотки рулонов и опорная шайба 5, на другом конце имеется паз для завода рычага 6. Рычаг закреплен в направляющей 7, а в вале 4 рычаг стопорится с помощью штифта.Устройство работает следующим образом.Намотка полос на барабан оуществляется при прямом вращении электро- механического привода. При этом вал 4 и направляющая 7 разобщены, а рычаг 6 находится в повернутом положении, Вал 4, упираясь утозщенным концом в гайку 3...
Способ производства полос из низколегированной стали

Номер патента: 1278363
Опубликовано: 23.12.1986
Авторы: Костяков, Левченко, Мазур, Мирко, Сосковец, Сосулин
Метки: низколегированной, полос, производства, стали
...охлаждения металла после горячей прокатки составляет 20 С/с.При изменении величины углеродного эквивалента на 0,037 начинает 30 35 40 45 50 55 ства при неизменных температурно- скоростных и деформационных режимах прокатки. При меньшем изменении значения углеродного эквивалента разница в механических свойствах горячекатаного металла незначительна. Если же химический состав двух плавок одной марки стали различается таким образом, что определенный углеродный эквивалент изменяется больше чем на 0,03%, то для повышения качества ме" талла и увеличения выхода годного металла с низким содержанием до уровня металла с высоким содержанием химических элементов оказывается затруднительным. Углеродный эквивалент выплавляемых сталей одной марки...
Способ обработки полос из низкоуглеродистой стали

Номер патента: 1283255
Опубликовано: 15.01.1987
Авторы: Воробей, Голубченко, Дмитренко, Качайлов, Мазур, Налча, Ноговицын, Парсенюк, Попов, Тодуров
МПК: C21D 9/46
Метки: низкоуглеродистой, полос, стали
...емотка врулон, раэмотка и травление в непре, рывном агрегате.Согласно приведенным в таблице ре эультатам обработка полос по предлагаемому способу позволяет значительно уменьшить неравномерность наклепа.Приращение предела текучести в средней части полос толщиной 4,0, обработанных по известному способу, составляет 6-80 МПа, по предлагаемому2,0-2,5 МПа. Уровень относительногоудлинения для полос толщиной 4,0 мпри использовании предлагаемого способа практически не изменяется поих длине.При реализации известного способаполосы толщиной 2,0 м получают с значительно худшими пластическими свойствами, чем по предлагаемому способу.При последующей холодной практике,подката толщиной 2,0 м на четырехкле тевом стане 1700 на заданную конечнуютолщину 0,5...
Устройство для регулирования поперечной клиновидности полос при прокатке

Номер патента: 1284620
Опубликовано: 23.01.1987
Авторы: Алымов, Гринчук, Коновалов, Линев, Остапенко, Пономарев, Шмаков
МПК: B21B 13/14
Метки: клиновидности, полос, поперечной, прокатке
...14прижима рабочих валков 3 к опорным 2. ЗОПолости этих гидроцилиндров подсоединенык гидросистеме 15 уравновешивания.Устройство работает следующим образом.В гидроцилиндры 14 из гидросистемы 15постоянно подается жидкость под давлением 35Р а в гидроконтуры 9 и 10 - жидкость поддавлением Р из гидросистемы 13, приэтом клапаны 11 и 12 открыты. Давления Ри Р выбирают так, что обеспечивают надежный прижим рабочих валков к Опорным 40за счет разности усилий, развиваемых гидроцилиндрами 14 и 8. С помощью нажимногоустройства 7 устанавливают необходимыйраствор рабочих валков и закрывают клапаны 12, отсекая гидроконтуры 9 и 10 отгидросистемы 13. Система подготовлена к 45работе,При прокатке полосы в гидроцилиндрах 6 повышается давление жидкости...
Способ резки и сварки встык тонких полос и устройство для его осуществления

Номер патента: 1284764
Опубликовано: 23.01.1987
Авторы: Адылин, Городов, Левит, Могильницкий, Самарин
МПК: B23K 37/04
Метки: встык, полос, резки, сварки, тонких
...от толщины разрезаемыхполос ( 5 от толщины),Включается привод 26 и перемещаетверхний дисковый нож 1. 11 ри этом осуществляется рез одновременно двух полос, наложенных друг на друга внахлест.По окончании резки полос нижнийобрезок падает в короб, а верхнийостается на полосе, включается привод 19 и нитний отводной нож 2 отводится. Включается привод 33 и на место отводного ножа 2 подводится сварочная подкладка 4, предварительноотрегулированная по высоте таким образом, чтобы при достижении подкладкой рабочего положения между полоса-.0,00 0,10 0,50 0,00 0,30 0,80 Лента ДПРНМ Л 63, Гост 2203-73 0,10 0,55 1,00 0,12 0,85 1,50 ми автоматически устанавливался необходимый для качественной сварки зазор.Включается привод 25 и перемещает-. ся...
Устройство для измерения сдвига интерференционных полос

Номер патента: 1285320
Опубликовано: 23.01.1987
Авторы: Фроленко, Шестаков, Шешуков
МПК: G01B 21/00
Метки: интерференционных, полос, сдвига
...напряжение, сформированное из частоты генератора 11 счетных импульсов с помощью блока 12 последовательного деления частоты и блока 13 совпадений. Электронный ключ 5 про(ус-, кает на выход напряжение с повторителя 4 только во время присутствия управляющего импульса на управляющем входе электронного ключа 5, в остальное время на его выходе нулевое напряжение (фиг,2 г, д), Таким образом, электронный ключ 5 пропускает на выход напряжение только на линейном участке синусоиды (например, прямой ход), Это необходимо для того, чтобы убрать из сигнала участки с противофазными составляющими, которые возникают во время обратного направления изменения разности хода. Напряжение, полученное на выходе электронного ключа 5, фильтруется полосовым...
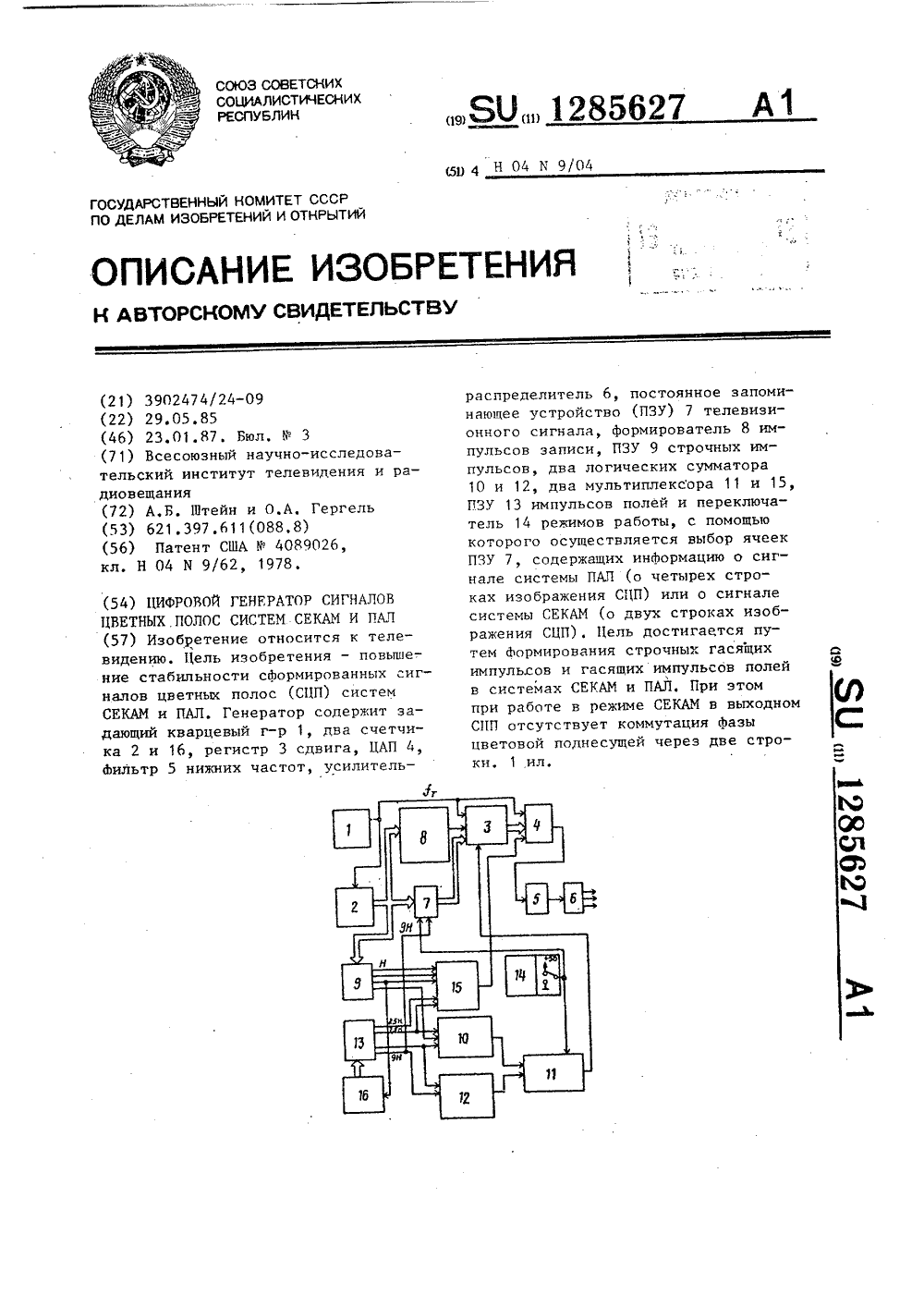
Цифровой генератор сигналов цветных полос систем секам и пал
Номер патента: 1285627
Опубликовано: 23.01.1987
МПК: H04N 9/04
Метки: sekam, генератор, пал, полос, сигналов, систем, цветных, цифровой
...оказываются синхронизированными друг сдругом. С выхода ПЗУ 9 строчных им 5 10 15 20 25 30 35 40 45 50 55 пульсов на другие блоки выдаются четыре сигнала с частотой Г /4. Объем памяти ПЗУ 9 строчных импульсов в восемь раз меньше объема памяти ПЗУ 7 телевизионного сигнала.Импульсы полей Формируются ПЗУ 13 импульсов полей. В нем записана инФормация об импульсах 2, 5 Н, 7, 5 Н,гасящем импульсе полей 25 Н и об импульсах 9 Н, определяющих положение сигналов цветовой синхронизации в системе СЕКАМ.Положение импульсов 9 Н относительно других импульсов полей является различным в двух соседних полях телевизионного кадра. Поэтому в ПЗУ 13 импульсов полей записана информация об импульсах полей как первого, так и второго полей одного...
Машина для контактной стыковой сварки полос оплавлением

Номер патента: 1291327
Опубликовано: 23.02.1987
Авторы: Азимов, Куляс, Молчадский, Рысс
МПК: B23K 11/04
Метки: контактной, оплавлением, полос, сварки, стыковой
...станины 2 от привода 8 оплавления, и поэтому он в какой-то момент времени догонит подвижную станину 2 и сообщит ей соответствующую скорость. В этот момент электрический контакт между толкателем 7 и подвижной станиной 2 разомкнется, т.е. датчик 13 выдаст сигнал о начале осадки в элемент 2 сравнения (на второй его вход). При этом датчик 15 величины осадки к этому моменту либо включил - ся от взаимодействия с включающим элементом 26 и выдал сигнал на первый вход элемента 25 сравнения ранее на время Л 1, либо включился через некоторое время Л 1,Это означает, что в первом случае (фиг. 2) фактическая величина оплавления Лопл.ф будет больше заданной Лопл на Величину Л 5 = сопл;ь 1, соответствующую времени рассогласования поступления...
Способ производства оцинкованных полос

Номер патента: 1296245
Опубликовано: 15.03.1987
Авторы: Богатырев, Емченко, Жеребцов, Закарлюка, Мазур, Онищенко
МПК: B21B 1/00
Метки: оцинкованных, полос, производства
...неизменной,можно записатьР = Рпюх тахтоглахФ щах то п)ах 1 б К 6 0,208 + 0,37 1 п Пбп,ах, 10,208 + 0,37 1 п Пб1(2) Экспериментально установлено, что для покрытия полученного при горячем оцинковании стальных полос справедливо выражение+ 0,37 1 п 1= го + Ох 37 х1х 0,00412 (-20) 1 п 1 = 1 о +0,00152 е -0,03 (4) При нагреве покрытия до температуры Т коэффициент отпечатываемасти равен 1 т = 1 то + 0,00152 Т - 0,03, Вычитают из выражения (5) выражение (4) т 1 с ) + 000152 Т,03-то 0,00152 с+ 0,03= 0,00152 (Т - Е), (5) Кот ат К Так как=- - 9 = -- , то К " Р,Ь аь(6) Таким образом для установления температуры нагрева цинкового покрытия Т, необходимой для получения требуемой шероховатрсти поверхности хто 0,208(1) полосы К , достаточно...
Способ производства холоднокатаных полос из малоуглеродистой стали

Номер патента: 1296609
Опубликовано: 15.03.1987
Авторы: Булатников, Гребеник, Девятко, Синельников, Третьяков, Шаповалов
МПК: C21D 9/48
Метки: малоуглеродистой, полос, производства, стали, холоднокатаных
...400 С вели со скоростью 12 С/с,далее со скоростью 80 С/с. В качеставе защитной атмосферы применялиазотный газ с содержанием 5,5% водорода.Результаты испытания стали по предлагаемому способу, с отклонениями реяимов от,предлагаемых и по прототипу приведены в таблице.При температурах промежуточной , выдержки (Т 6 ) ниже предложенных достаточного количества нитридов алюминия не образуется, что ведет к формированию структуры с зериами многоугольной Формы, которая ухудшае механические свойства (режимы 10 и 21). При повышенных температурах промежуточной выдержки количество вы делившихся нитридов превышает опти Способ производства холоднокатаных полос из малоуглеродистой стали, включающий холодную прокатку, нагрев 35 до ООС с промежуточной...
Способ холодной прокатки полос в рулонах и прокатный стан для его осуществления

Номер патента: 788513
Опубликовано: 23.03.1987
Авторы: Кагановский, Окунь, Пономарев
МПК: B21B 1/36
Метки: полос, прокатки, прокатный, рулонах, стан, холодной
...устройства 3 происходит прокатка всей полосы также с передним и задним технологическими натяжениями, создаваемпя рабочей клетью 2 и намоточно-размоточ 40 ными устройствами 3 и 4. Вьппеописанный реверсивный процесс прокатки включает количество пропусков, обеспечивающее получение высококачественной полосы заданной конечной толщины при минимально необходимом числе нереверсивных пропусков.Во время реверсивной прокатки, начиная с определенной толщины, закрепление полосы на барабанах намоточноразмоточных устройств 3 и 4 произво;,дится с помощью захлестывателей 8 и 9,Допустимая, с точки зрения захлестывания, толщина полосы определяется прочностной характеристикой захлестывающих ремнейПоследний пропуск реверсивного процесса...
Устройство для направления, измерения размеров и контроля дефектов поверхности прямоугольных полос

Номер патента: 1303805
Опубликовано: 15.04.1987
Авторы: Кошани, Пальм, Тетке, Шульц
МПК: G01B 5/04
Метки: дефектов, направления, поверхности, полос, прямоугольных, размеров
...па осях 5 и 16 двумя рычагами 6, расположенными параллельно другдругу и пол углом 45- 75" к горизонтали,а на кратчайшем расстоянии между нижнейосью 15 одного рычага 6 и верхней осью 16 5 1 О 15 20 25 30 35 40 45 другого рычага б размещены два пневматических или гидравлических цилиндра 7 для перемещения верхней подвижной части 4 относительно нижней неподвижной части 5.В нижней части 5 установлены лва вертикальных ролика 8 и горизонтальный ролик 9, а в верхней части 4 установлен второй горизонтальный ролик 10. Для регулирования зазора между горизонтальными роликами 9 и 1 О по толщине полосы имеются регулировочные винты 1. Со стороны входа полосы 13 верхняя и нижняя части направляющего элемента 1 имеют сопловые отверстия 2,...