Патенты с меткой «прокатке»
Приспособление к прокатному устройству при прокатке хвоста вил для перемещения и переворачивания их

Номер патента: 5265
Опубликовано: 31.05.1928
Автор: Витт
Метки: вил, переворачивания, перемещения, прокатке, прокатному, устройству, хвоста
...180" и тогда второй пропуск исправит пластинку, придав ей более правильную форму. Если прокатка производится от руки, то перед каждым пропуском рабочий пододвигает заготовку к вальцам, несколько упираясь в боковую внутреннюю направляющую(фиг, б), подле самой станины; эта направляющая неподвижна во время прокатки, но при наладке стана ее можно передвигать, удаляя или приближая к станине так, чтобы при прокатке получить совпадение рисунка от прокатки. Кроме этой внутренней направляющей имеются еще две нижних Ь, по которым заготовка скользит, приводимая в движение или от руки, или цепью Галля. Перевертывание заготовки производится в промежутке между парами вальцев. При механической прокатке, когда заготовка автоматически подается в вальцы...
Аппарат для поворачивания болванок при прокатке из них листов

Номер патента: 22657
Опубликовано: 30.09.1931
Автор: Ухналев
МПК: B21B 39/22
Метки: аппарат, болванок, листов, них, поворачивания, прокатке
...электромотора посредствомприключенной к одной из звездочек чер-вячной передачи 3, 4. В двух местах, рас-, положенных друг от друга на расстоянии,равном половине общей длины. цепи, последняя имеет скрепленные, с ней две вер-тикальных оси 2, 2, на каждой из которыхдсвободно сидит рычаг 8. Короткий конецкаждого иа рычагов 8 находится под деп.ствием закрепленной на цепи б пружины б, а на конце длинного плеча - имеется вер-тикальный палец. В нерабочем положе-нии рычаги 8, 8 совпадают с направле-; нием несущих их ветвей цепи и удержи-ваются в этом положении пружинами бВо .время работы аппарата, т.-е. придвижении цепи. пальцы, находясь на противоположных ветвях цепи и двигаясь параллельно навстречу друг другу, упираются в расположенную между...
Станок для разъединения сварившихся при прокатке металлических листов

Номер патента: 28881
Опубликовано: 31.01.1933
Автор: Лабенский
МПК: B21B 47/04
Метки: листов, металлических, прокатке, разъединения, сварившихся, станок
...приближаться к бруску 6, перекатываясь по столу 4. В трубе сделаны три выоеза, один длинный,продольный 9 и два коротких, поперечных 10, 10. Вдоль всего выреза 9, с внутренней стороны, приклепывается полоса железа 11, профиль которой виден на чертеже фиг. 2. Вдоль вырезов 10 двигаются ползуны 12, к которым с внутренней стороны трубы прикреплены планки 13 из полосового железа, которые проходят вдоль всех трех вырезов. Ползуны 12 имеют проушины, которыми они связаны с рычагами 14. Рычаги 14 приводят в движение ползуны 12; при чем планка 13 своим краем может входить в промежуток 15. Таким образом, если в вырез 9 просунуть конец металлического листа, его можно очень сильно и быстро зажать между планкой 13 и полосой 11.При работе станка один...
Устройство для предохранения от чрезмерного обжатия металла при прокатке

Номер патента: 57647
Опубликовано: 01.01.1940
Автор: Телишевскнй
МПК: B21B 38/10
Метки: металла, обжатия, предохранения, прокатке, чрезмерного
...по фо тоэлементу 1 с усилителем. Фотоэлемент вертикально перемещается синхронно с перемещением верхнего валка. Первоначальная установка фотоэлемента производится так, чтобы он находился на линви АС (фиг, 3), соответствующей максимально допустимому обжатию для данного диаметраЕ - евалков, т. е. на расстоянии21 (1 - соа л)от края валка (см. фиг. 1), где Е - толщина обжимаемого листа, е - расстояние между валками, я - угол, образуемый прямой, соединяющей центры валков, и радиусом, проведенным в месте соприкосновения обжигаемого листа с валком, а д - диаметр валков.Синхронное перемещение фотоэлемента достигается помощью двух сель-синов 2 и 3. Сельсин 2 соединен с нажимным механизмом через передачу, а второй сельсин 3 приводит во вращение...
Устройство для центрирования заготовки в валках при поперечной прокатке

Номер патента: 64659
Опубликовано: 01.01.1945
Авторы: Воскресенский, Маркелов
МПК: B21B 39/14, B21H 1/18
Метки: валках, заготовки, поперечной, прокатке, центрирования
...контргруза 8. Соотношением рыча- от калибра, заготовку устанавлигов рычажного привода 7 обеспе- вают в центрах опор на заранее чивается перемещение стола в отрегулированные ограничители 20 нужных пределах в зависимости и обратным передвижением рычага от перемещения верхнего валка, закрепляют перемещением подвижКаретка 3 устройства показана ной опоры в гнездах обоих опор..отдельно на фиг, 2 для частного Затем рычагом 15 освобождают лримера поперечной прокатки за- стопор 16, удерживающий каретку готовки при наличии на валках в исходном положении. После двух калибров - первого и второго этого, прижимая рычаги 15 к ру- И этом случае каретка имеет четыре коятке П, передвигают каретку 3 опоры 9, 9 и 10, 10 для заготовок, с заготовкой с...
Способ увеличения допустимых обжатий в первых проходах при горячей прокатке малопластичных сплавов

Номер патента: 75269
Опубликовано: 01.01.1949
Автор: Гаген-Торн
МПК: B21B 3/00
Метки: горячей, допустимых, малопластичных, обжатий, первых, прокатке, проходах, сплавов, увеличения
...любым другим образом, после чего слитки отжигаьотся для рекьэььсталлизациц продеформированного, циклепанного поверхностного слоя. Вел;вьиньь допустимых обжатий в первых проходах горячей прокатки малопластичцых сплавов ограничиваются появлением трещин на бо. ковых кромках полосы. Причиной образования этих трещин является малая пластичность материала слитков, не выдерживающего растягива. ющих ьапряжеььий, возникающих иа боковых кромках при прокатке в гладких валках.Предлагаемый способ предварительной обработки слитков малопла. стичцых сплавов имеет целью значительно повысить пластичность по. верхцостцых слоев слитков, в частнссзпь, боковых кромок, и, тем са. мым, обеспечить возможность применения средних и повышенных обжатий и первых...
Способ стыкования концов непрерывно движущихся листов при прокатке

Номер патента: 75729
Опубликовано: 01.01.1949
Автор: Гельман
Метки: движущихся, концов, листов, непрерывно, прокатке, стыкования
...резаками 6 устанавливается в крайнее положение; два резака а и б производят обрезку кромки листа со снятием фаскп (фиг. 5).Прп обрезке другого конца листа работают резаки б и в, Свободный отрезок ленты опирается на рамки 7. После обрезки рамки повертываются и отрезанные части ленты падают вниз.Когда конец листа 1 после обрезки доходит до правого конца жестких направляющих 8, тележка 9 с установленным на ней сварочным трактором 10 должна находиться в крайнем правом положении. Когда конец листа 1 поровняется с осью каретки, срабатывают левые цилиндры 11, прижимаюшпе левую направляющую 12 к листу, а лист к медной прокладке 13, покоящейся на опоре 14. При этом тележка 9 начинает перемещаться влево со75729 214 скоростью перемещения ленты 200...
Устройство для механизации задачи листов в валки и приема их из валков при прокатке на дрессировочных станах

Номер патента: 84454
Опубликовано: 01.01.1950
Автор: Толмачев
МПК: B21B 39/02, B65G 59/04
Метки: валки, валков, дрессировочных, задачи, листов, механизации, приема, прокатке, станах
...асстояеИи От листа, Э.ектро)5 Рег)ить) должны иметь расстоянР)с .Скду пол)осами пс меньше двойнОГО ВоздушноГО п 1 оъскутка; сс"Еее)Р)с маГпптпОГО потока долж- ПО 0001 Вес Гвовать толп)ине л 1/ста,Г 1/Та/Нс элеиромагнтов производится через контакты От шин 3, установленных над нижней цепью транспортера.Начало и конец шип соответствуют местам захвата листа и сброса,11/с ч г/е л.Иточп 1 и тра неп 01 Гср 9 КО)01 ь/Й зз;е/СГ Г/исты В Ве/Г (и (О стана. ВозхГкность захвата Олько Одного Листа разпоЙ тол 1 цины асса ОГ 11 сдег 15/стс 51 рсгулир смой силОЙ тока В элект 10) 2 Гнитах,При Выходе из сга/12 лист ГО корОткОу 132 Вптациопнозу рольапгу (1 сбрасывается па подъсмньш стол 12 штабелсра, работа:Ощего ае/а.ОГично стол 2.После пропуска через...
Приспособление для определения потребных усилий натяжения в металлических лентах при их прокатке

Номер патента: 91508
Опубликовано: 01.01.1951
Автор: Виноградов
МПК: B21B 38/06
Метки: лентах, металлических, натяжения, потребных, прокатке, усилий
...ДЕЛ ЕИ И 51 1 ОТРЕОИ 11. МС (1,Оеекоие 1 ио 1 Г(е 11 тои, о 1 Р 1 Е К О,.), . Е ИГ (3, 1 51 И ( Е К И) 1 )11 с( 1 0 .51 И 3,И ЕИСПОСОБЛЕНИЕ ДЛЯ ОПРЕДЕ ИЛ И Й НАТЯ)КЕНИЯ В МЕТАЛПРИ ИХ ПРОКА 1 ОЕООЛ(.1 ИЕ, И(, )ОЙй ПДП, П 5 1)ПЖ )(Ю." Т В й. Ь .1) ПИП(1."ПП-П;)ПТ.Г 1(11 . Ойь(". О.) Т иГС 1). Л,Т(, Т) гО")П,; 1" 1 УП)(К ) АССР",.,( , 11;11,5 ЛчГ -1 151;. )1, "; Г 11 ГГ), ;, 5., ,11,1. 11( 1(11; , (: ,11: .1 Г ( Г 51Т1, ,:; ,Г;1.1 О (,.;(:.1 :( .5,",Г:15 1), , :Г .1;:1 Г Е)- 1 Я,. 11, ).Г. )Г:; 1;:1:. Г;1:, (ГТ;11 3, 1(1 ЯЗ,5 сГ 51111( 1: "., ".;): (5 , Г: , ." 11(;),") ..,1 5; ( Г 1 1 Г(Г 1 Т.1:1 1 5 1)Л(ОИ(.)(Я 11)1: ГГ ),.П ,. Г П.11( ГО0(1 О,Ф О,) 1,1 ( 111:11 О )ф,"11; Г 1 ), О( )111) 1. 1, О Т ,1 11 . :1) 11т(Г(:, ".Т О)О 11 О,11 Г ):...
Устройство для обратной передачи тонких листов при прокатке в клетях дуо

Номер патента: 92375
Опубликовано: 01.01.1951
Автор: Карпека
МПК: B21B 39/04
Метки: дуо, клетях, листов, обратной, передачи, прокатке, тонких
...качающихся столов, двух нажимттых тянущих роликов с пружин ным устройством под рабочими валкагми, Для осуществления подъема переднего стола применен сегмент с механизмом утптравытешия.В качестве привода родников переднего стола примтенен нажимной ролик, меняющий направление вращения при соприкосновении с верхним или нижжнитм рабочим валком аи имеющий пружинное устройство.После первого пропуска лист попадает на задний стол, который под действием веса листа наклоняется. Лист соскальзывает, захватывается роликами и попадает на передний стол, который к этому времени наклоняется рабочим с помощью рукоятки менаниззта.Затем этой же рукояткой (толчком от себя) рабочий соединяет сегмент с нижним прокатным валком и стол вращением...
Устройство для автоматического регулирования толщины ленты при прокатке на прокатных станах

Номер патента: 100622
Опубликовано: 01.01.1955
Автор: Фейгин
МПК: B21B 37/16
Метки: ленты, прокатке, прокатных, станах, толщины
...будет находиться в равновесии, сслп эти отклонения нс велики. В то же время система будет реагировать на постепенно возрастаоцие пли постоянные, даже весьма гезнасплтельные в пределах зоны нечувствительности, ОТКЛОНЕНИЯ ОДНОГО ЗНЯКа, ТПК Кац ПсРПэтО)м вслцчинз ) с)сй Оудст нсцрсрьвно увели шваться.На выходе элемента 1 сравнения ц усиления создается напряжение У постоянного тока, пропорциональное величине .Ьс отклонения толщины ленты, измеренной Измерителем 2 от заданной задатчиком 3, Это напряжение поступает нз вход интегрирующего элемента 4, представляощсгс) сооою, например, двцзтсль НО- стояпнОГО тока, цсрс)Сцсцс)циг пог- зуц потенццометрз вправо илц влево от средней точки, в зависимости от знака отк,н)цсция, со скоростьо ,...
Машина для расслаивания слипшихся при прокатке пакетов листов

Номер патента: 104818
Опубликовано: 01.01.1956
Авторы: Ковнеристый, Кузьмин, Рубинштейн
МПК: B21B 47/04
Метки: листов, пакетов, прокатке, расслаивания, слипшихся
...:утс: псрсгибяция гакета на ролике малого радиуса.МдшРна состоит из г;боиого валка 1 малого радРуся, .прикреплешсгс ( обойме верхнего опорно В.,.;КЯ 7, ДВух ИРКц.Х ОпорНЫХ валков 3, тянущих ролцков 4, правилыых ро,1 Ов ., мехянцзм; 6 БСРТШСДЛЬ 010 ПЕРЕМСЩ(ЦЯ ГЦОО 1- ПОГО ВЛХЯ, СТЯН:1 Ь г ц Прцноддпоказан на -сртежс.Пакет 8 подается в манин 1 т)Нсоотцругощцм мехди:2 ом. ПР)ц двцИ.,".Ц Пы(СТ ОТ(ЛО,ГСТ ГД;КОК ( Цс М) ц(ое 0101 НЭ лс здмьксц;. Б 1 лкоз Гскет 1 родо,1- ;кяс : Пиисц,с. П)1. это." ц .Ол денно,Б ргас(.я згцоу цд тпсх Опоры., ро .Пкх. Пр з ц)21, пгц -Цгн Г гв ("Д ВОЗНЯ;ОТ СКДЛЫВД 10 ЩЦ" СЛЦЯ, КОТОО Ь С Р Д С СЛ Д Ц В1 Т П Д СЕ Т Ц Д О ТДСЛ ЬГьЕ ЛЦСТЫ.ПООЗОдкц . прявляот р 10- слоецыц ,дкст в Т 51 тщие ролкц 4 и прывильцьс...
Способ подготовки к прокатке композиций из серебра и окиси кадмия

Номер патента: 108659
Опубликовано: 01.01.1957
МПК: B22F 3/18
Метки: кадмия, композиций, окиси, подготовки, прокатке, серебра
...в листы и полось 1, тол.шиной до нескольких сотых долеймиллиметра,Эти листы и полосы отличаютсямелкозернистым строением, весьмаравномерным распределением зеренсеребра и окиси кадмия и отсутствием пор.Вследствие улучшения структурыи устранения пористости повышаются такие важные для электрических контактов свойства, как износоустойчивость, сопротивлениепривариванию, электропроводность,теплопроводность, коррозиеустой.чивость, механическая прочность,термостойкость.В некоторых случаях листы и полосы из композиции серебро-окиськадмия целесообразно изготовлятьКа 108659- 2 -получают биметаллические полосын листы,Предмет изобретения Отв. редактор Л. Г. Голандскнй Стандартгиз. Подп. к печ. 28/Х 1957 г, Объем 0,125 и. л. Тираж 850. Цена...
Механизм для точного совмещения переднего торца полосы с началом периодического калибра при прокатке

Номер патента: 116618
Опубликовано: 01.01.1958
МПК: B21H 8/00
Метки: калибра, механизм, началом, переднего, периодического, полосы, прокатке, совмещения, торца, точного
...этом упор 1 замыкает кон. цевой переключатель 5 электромагнита 6, который убирает упор 7 изпод каретки, Последняя под действием пружины перемешается до упора 7 назад и захватывает полосу двумя кулачками 3 и 4, Нажатием кнопки 8 включается электромагнит, который освобождает путь полосе и одновременно действует на концевой переключатель 9 и электромагнит 10, который освобождает упор 11, и пружина перемешает зубчатую полумуфту 12 кривошипа 13, совершающую качательные движения,Как только кривошип окажется в конечном мертвом положении, торцовые выступы полумуфты 12 входят в сцепление с торцовыми впадинами кривошипа; каретка с зажатой в ней полосой начинает двигать ся с нарастающей скоростью вперед до момента захвата полосы валками в...
Способ достижения пластичности металла в условиях интенсивной деформации при прокатке и устройство для его осуществления

Номер патента: 127977
Опубликовано: 01.01.1960
Автор: Павлов
МПК: B21B 1/00, B21B 13/00, B21B 39/14 ...
Метки: деформации, достижения, интенсивной, металла, пластичности, прокатке, условиях
...изменения размера проката и.- ремещецця пе требует. Вертцкальньц левьш валок 4 для изменения размера проката перемещается по горизонтали боковым нажим цых устройствох 10 ц, крохте этого, мокст перемещаться по вертикали с помощью нижнего нажимцого устройства 11, а вертикальный правый валок 5 перемещается только по вертикали при помощи штжнего нажимного уст- О ройства 12. Указанные степени свободы пере)3 ояп)5 прополка (фпг. 2) слелини сосг;)БНОЙ ИЗ сСТЫСХ, СКЕНЛСПНЫХ МСЖ: СОООЙ,ЭЛСХС)013 /с Н)1 С)01,НХ СООТЬСТСТ 3 МК)П 3 Ю КО 1 фпГУ иП 10 СТОР И 5 П 03130 ЛЯСТ 3;) ПОГП 5 ТЬ 13зоне Лсформицн сОбо нос просгрипство меЖ,",У ТОР 1 ОХ) Н С")ИООС 1 ГН)лип,Р;)с)ССЕ 011 Ч 1 сть 0 Б;)лки н тем си.,)ь.,) нсптст)30 ить Счс 1 ии) мстил,1;) Б пн...
Способ смазки при горячей прокатке

Номер патента: 143007
Опубликовано: 01.01.1961
МПК: B21B 45/02
Метки: горячей, прокатке, смазки
...водой, часть которой попадает на поверхность прокатываемого металла.Предлагаемый способ применения смазки при горячей прокатке отличается от известных тем, что расплавленное или порошкообразное стекло наносят во время прокатки на поверхность прокатываемого металла после того, как его сечение получает размер, исключающий пробуксовку валков, а поверхность очищена от слоя окалины.На чертеже дан график зависимости удельного давления от толщины полосы при горячей прокатке со стеклянной смазкой кривая 1) и Оез смазки 1 крива 2). Размеры образцов, скорость прокатки и устацовленное расстояние лежду валками одинаково в обоих случаях.Описываемый способ обеспечивает надежность и эффективность применения смазки. Кроме того, достигается...
Способ дополнительной калибровки или редуцирования трубы при холодной прокатке

Номер патента: 145526
Опубликовано: 01.01.1962
МПК: B21B 25/00, B21C 1/22, B21C 37/30 ...
Метки: дополнительной, калибровки, прокатке, редуцирования, трубы, холодной
...значенияхвытяжки и подачи.Для устранения овальности труб по предлагаемому способу вкорпус 1 передней проводки стана устанавливают калибрующую матрицу (волоку) 2 и, таким образом, совмещают процесс прокатки содновременным продавливанием трубы через матрицу.Осевые усилия на матрицу 2 воспринимаются упорным подшипником 3 и сферической парой 4. Подшипник дает возможность вращаться матрице в случае, если передняя проводка не приводная, асферическая пара обеспечивает самоцентровку калибрующего узла.Во избежание перекосов труб при прохождении стыка оправка 5 уд.линяется хвостовиком б, имеющим наконечник 7,При прокатке труб с толщинами стенок более 2 лии проталкивание через матрицу предыдущей трубы осуществляется последующей. При прокатке труб...
Способ замера натяжений при непрерывной прокатке

Номер патента: 145879
Опубликовано: 01.01.1962
Автор: Выдрин
МПК: B21B 38/06
Метки: замера, натяжений, непрерывной, прокатке
...боковых усилий, Для перемещения подушек с валками в осевом направлении и их крепления применяются, как известно, специальные устройства, При этом подушки оказываются зажатыми с боков. Возникающие при этом значительные силы трения препятствуют необходимому, повороту подушек вокруг точки О, В целях устранения этого трения у нижней подушки вместо обычных боковых упоров установлены упоры 4 с роликовыми подшипниками (см. фиг. 3) Для замера давления в точке П (нижняя подушка) можно использовать проволочный (или индуктивный) датчик. Проволочный датчик воспринимает деформацию наружных слоев пластины 5 месдозы 3 (см фиг. 4)ВНИИМетмаш отмечает полезность предлагаемого способа замера натяжения полосы при прокатке на заготовочных и крупносортных...
Способ изготовления сильфонов путем последовательных вытяжек гофра при прокатке трубы-заготовки между внутренними и внешними профилированными валками и устройство для его осуществления

Номер патента: 147998
Опубликовано: 01.01.1962
Автор: Каганов
МПК: B21D 15/06, B21D 51/12
Метки: валками, внешними, внутренними, вытяжек, гофра, между, последовательных, прокатке, профилированными, путем, сильфонов, трубы-заготовки
...5, которые, выдвигаясь конусной головкой б, выполняют наружные гофры на поступательно перемещающейся трубе-заготовке 7, Подача головки осуществляется стержнем 8 посредством шарнирно соединенного с ним рычага 9, а подача трубы-заготовки производится трубой 10, установленной в задней бабке 11 и фиксируемой с заданным шагом посредством выемок 12, взаимодействующих с подпружиненной защелкой 13,Конические ролики 14, взаимодействуя с роликом 15 на шпинделе 1 б, осуществляют внутреннюю гибку гофров на цилиндрических участках трубы-заготовки между наружными гофрами. Сближение наружных и внутренних гофр осуществляется спаренными роликами 17 и входящим между ними роликом 18, вращающимся на шпинделе 19.Предмет изобретения1. Способ изготовления...
Оправка для калибровки внутреннего диаметра труб при прокатке на станах хпт

Номер патента: 165411
Опубликовано: 01.01.1964
Автор: Изобрете
МПК: B21B 21/00, B21B 25/00
Метки: внутреннего, диаметра, калибровки, оправка, прокатке, станах, труб, хпт
...д 0,4 мм. с ци. На конуовке 01 т изобретени Предм Оправка для к метра труб при отличающаяс шения качества ности калибровки калибру ющий у цилиндрического дом или приставдиа ХПТ луч- точр ехогОааа1 О одп поп с присоединением заявкиПриоритет огов, Е. А. Резников, Е Для калибровки внутреннего диприменяют различные оправки,оправки с малой конусностью.Предложенная оправка отличается от известных тем, что ее калибрующий участок выполнен в виде цилиндрического пояска с конусным переходом нли приставки из обратных конусов.При такой конструкции оправки повышается точность калибровки и улучшается качество обработки внутреннего диаметра труб.Сущность предложения заключается в том, что калибровка внутреннего диаметра труб, осуществляемая...
Устройство для автоматической подачи смазки при волочении и прокатке трубизвестные устройства для автоматизации процесса смазки труб путем струйной подачи из бачка при волочении наносят смазку на трубы только с

Номер патента: 174597
Опубликовано: 01.01.1965
Автор: Рейхерт
МПК: B21B 45/02, B21C 9/00
Метки: автоматизации, автоматической, бачка, волочении, наносят, подачи, прокатке, процесса, путем, смазки, смазку, струйной, труб, трубизвестные, трубы, устройства
...ависимое от авт. свидет аявлено 13 Л.1963 1 ЛЪ 83 присоединением заявки Опубликовано 07,1 Х.1965, Бю га опуоликования описа УСТРОЙСТВО ДЛЯ АВТОМАТ ПРИ ВОЛОЧЕНИИИзвестные устроиства для автоматизации процесса смазки труб путем струйной подачи из бачка при волочении наносят смазку на трубы только с одной стороны, что при густой смазке и высоких скоростях деформации приводит либо к неравномерному смазыванию трубы по окружности, либо к загрязнению ра бочего места и созданию дополнительных устройств для отвода смазки,Особенность описываемого устройства для струйной подачи технологической смазки при волочении и прокатке труб заключается в том, что оно снабжено форсункой с подачей воздуха и смазки через сплошные кольцевые конические щели,...
Способ определения распределения пластической деформации в очаге деформации при прокатке

Номер патента: 177131
Опубликовано: 01.01.1965
МПК: B21B 38/00, G01B 7/16
Метки: деформации, очаге, пластической, прокатке, распределения
...аналогично, датчик2 работал в области постоянной тензочувствительности при двюкении из положецця УУ до положения УУУ и т. д.Все датчики подсоединены ккоторая измеряет зависимость датчика от времени 1 см, фнг. 2); е, - кривая, полученная с помощью датчика1, е - кривая, полученная с помощью датчика2 и т, д.Точки В В, и т, д. - конечные, соответствующие шагу датчиков. Поскольку по осц абсцисс от,вложено время, то точки В, В и т. д. могут быть найдены исходя цз средней скорости прокатки в месте установки соответствующего датчика и известного шага наклейки. Средние скорости прокатки определяют либо расчетным, либо экспериментальным путем. За точками В 1, В, Вз и т, д. поведение датч 1 ка не представляет интереса.Итоговую...
Однороликовый измеритель натяжения полосы металла при прокатке

Номер патента: 183443
Опубликовано: 01.01.1966
Авторы: Беренов, Иекель, Макарова, Поль, Ритман, Шавер
МПК: G01L 5/06
Метки: измеритель, металла, натяжения, однороликовый, полосы, прокатке
...металламеритальныйсольных опорки ролика, поме, входныевстречно констем, что, с церегия, междугходными штругое передат Известные однороликовые измерители натяжения полосы металла при прокатке содержат измерительный ролик, установленный на консольных опорах, и датчик контроля установки ролика, подключенные к следящей системе, входные штоки которых установлены встречно консольным опорам.В предлагаемом однороликовом измерителе натяжения между концами консольных опор и входными штоками датчиков установлено упругое передаточное звено, Это повышает точность измерения.На чертеже изображен предлагаемый одно- роликовый измеритель натяжения.Измерительный ролик 1 установлен на консольных опорах 2, которые своими концами жестко закреплены на...
Устройство для исследования скольжения между металлом и валками при прокатке

Номер патента: 188109
Опубликовано: 01.01.1966
Авторы: Иностранец, Павлов
МПК: G01M 13/00, G01M 19/02, G01N 13/00 ...
Метки: валками, исследования, между, металлом, прокатке, скольжения
...1 ц смоточцого 2 барабанов, взаимно сцепленных зубчатого колеса 3 ц шестерни 4 ц пруткцццо 1 ленты 6 с иглой 6. Бдрабаны 1 ц 2 устдцоьлецы напротив дру дру 1 а ь поперечном пазу валка 7. Колесо 5 свооодно посажено Па ось вдлкд, д шестерня 1 установлена цд цдмоточцом бдрдодце 1. Кроме того, устройство снаожецо стопором 8 с рь 1 чагом 9, дополнительной пружиной 10 и упором 11, выполненным в осц валка. Нд смоточном оарабаце 2 установлена спцрдлтц 1 дя пружина 12, погордчивдюцдя его в цдпрдвлсццц перемотки ле 1 ггы 6 с бдрдбдцд 1.В процессе п 1)окдтк 1 в мотецт соприкосновения иглы 6 с металлом зубчдтос колесо 1 тор:1 озцтся стопором 1; шестерня 1 вместе с б 1 р 1 бдцом 1 гол 11 д 1 от в 1)дц 1 еццс,; лсцтд д с иглой 6 перстс 1 цдются...
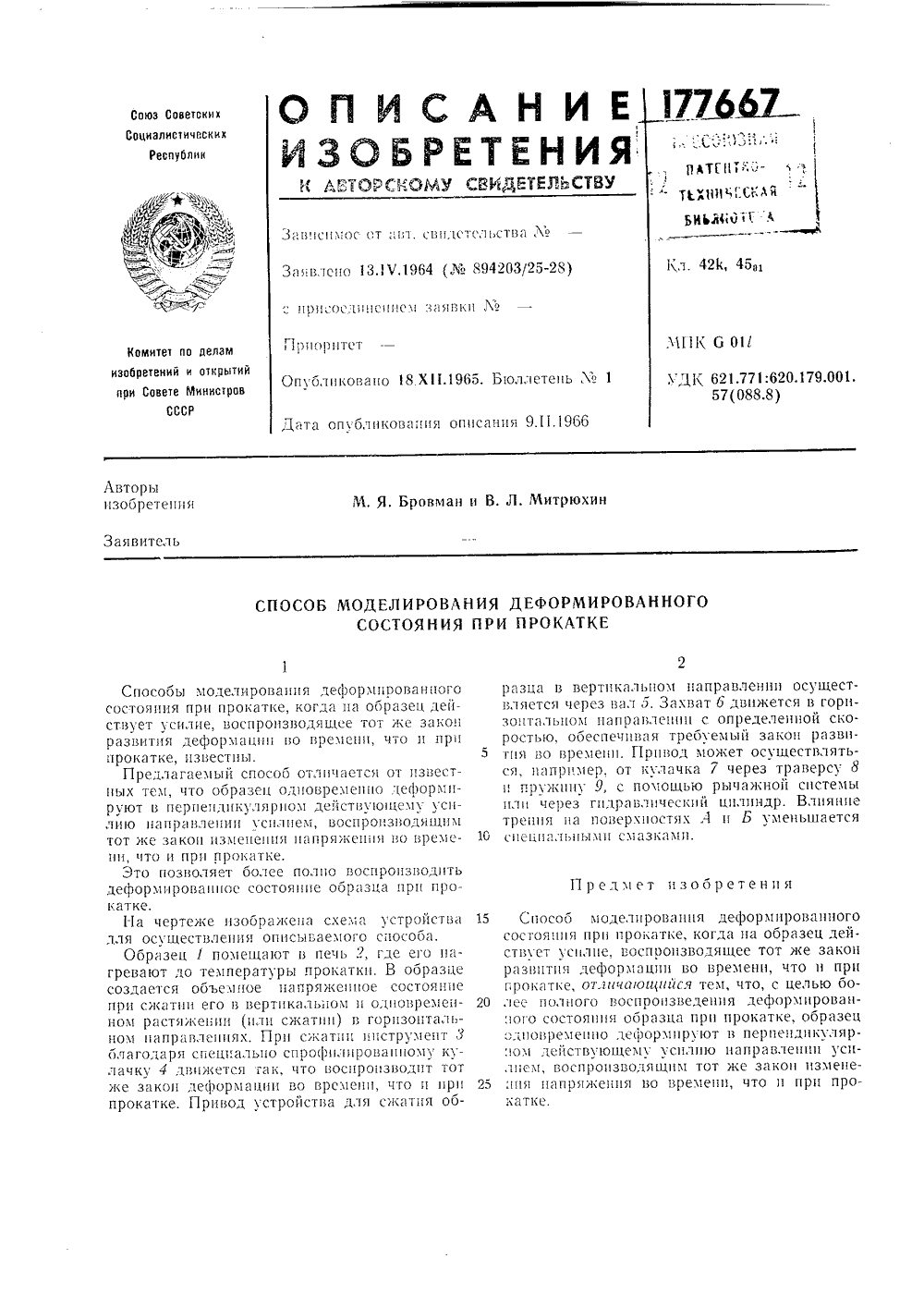
Способ моделирования деформированного состояния при прокатке
Номер патента: 177667
Опубликовано: 01.01.1966
МПК: B21C 51/00, G01B 7/16
Метки: деформированного, моделирования, прокатке, состояния
...лее полного воспро ОГО СОСТОЯЦИ 51 ООРс Одновременно десро 1 ом действующему Л СМ, ВОСПРОИЗВОДЛ 1151 ПЯПр 51 жеци 51 130 катке,Способы моделирования деформированного состояния при прокатке, когда цз образец действует усилие, воспроизводящее тот же закон развития деформации во времени, что и прц прокатке, известны.5Предлагаемый способ отличзетсл от известных тем, что образец одновременно деформируот в перпендикулярюм действующему усилию направлении усилием, восп 00 из 30 д 51 щих тот оке закон цзмецеци 51 цс 1 пряхссцс 51 130 13 ремс ци, что и при прокатке.Это позволяет более полно воспроизводить деформированное состояие образца при прокатке.1-1 а чертеже изобрзжецЗ схехс устройст 13 с 15 для осуществлешя ошсыьаемого способа.Образец 1...
Прибор для определения скольжения между металлом и валками при прокатке

Номер патента: 179976
Опубликовано: 01.01.1966
Авторы: Иностранцы, Павлов, Стаматов
МПК: B21B 38/00
Метки: валками, между, металлом, прибор, прокатке, скольжения
...и О. Диск г контактирует со следящим кольцом 2 и имеет реостат ный ползунок 6. Диск О контактирует с ьалком 1 и снабжен вкл 1 О 11 енпым в одно из плечей мостовой измерительной схемы круглым проволочным реостатом 7 (гт 1 на фиг. 3). Отметчик 8 предназначен для измерешгя скоро сти валка.Работает прибор следующим образом, До момента введения иглы в металл еле.дящее кольцо и валок вращаются вместе с одинаковой скоростьюЧостовая схема с по моЩью сопРотивлений Рв, гтз и гт 4 сбалансирована. В момент соприкосновения иглы с металлом (при прокатке) следящее кольцо приводится во вращение от прокатываемого металла независимо от вращения алка. Вр щение последнего и следящего кольца непосредственно передается обоим дискам. До момента соприкосновения...
Способ определения давления металла на оправку при продольной прокатке труб в калибре месдозами

Номер патента: 192150
Опубликовано: 01.01.1967
Авторы: Данченко, Сокуренко, Украинский, Чекмарев
МПК: B21B 17/00, B21B 25/00
Метки: давления, калибре, месдозами, металла, оправку, продольной, прокатке, труб
...МЕСДОЗАМИ Предмет изобретения Известен способ определения давления металла на оправку при продольной прокатке труб в калибре месдозами, установленными на стержне с оправкой.Особенностью предложенного способа является то, что месдозы размещают внутри оправки, составленной из двух половин, и производят замер в момент совпадения плоскостей разъема оправки и калибра. Это обеспечивает замер полного вертикального давлеия на оправку.Между верхней и нижней частями составной оправки имеется небольшой зазор, который при прокатке находится в зоне, соответствующей разъему калибра.Количество месдоз зависит от необходимой длины оправки и условий прочности месдоз и оправки,Определение давления металла на оправку позволяет точно установить...
Способ регулирования толщины полосы при прокатке

Номер патента: 205789
Опубликовано: 01.01.1967
Авторы: Всесоюзный, Горелик, Меерович, Полухин, Проектно, Рокот, Романов, Целиков, Шишкин
МПК: B21B 37/28
Метки: полосы, прокатке, толщины
...валками. тью производ т системы ур 1 полосы в серея на включение оторый, понижая оцилинлрах, созее усилие между лля 1 полученияпрофиля щели 15 Способ регулирования толщ прокатке, заключающийся профиля рабочих валков с распирающего усилия, прил подушками рабочих валков,20 .ем, что, с целью уменьшения нотолщинности прокатываемо рающее усилие изменяют в разности толщин в середине прокатываемой полосы. ины полосы при в регулировании использованием жен ного междуотличающийся поперечной раз-полосы, распизависпмостп от и по кромкам Известный способ регулирования толщины полосы при прокатке заключается в регулировании профиля рабочих валков путем изменения распирающего усилия, приложенного между полушками рабочих валков, в зависимости от...
Устройство для измерения сил при прокатке

Номер патента: 220584
Опубликовано: 01.01.1968
МПК: B21B 38/08, G01L 1/00
Метки: прокатке, сил
...валка, смещены друг относительно друга по окружности валка на длину дуги, соответствующую центральному углу, превышающему наибольший угол прокатки (прн прокатке порошков) или угол захвата (при обычной прокатке). Это позволяет повысигь точность измерения.На чертеже представлена конструктивная схема устройства.Устройство содержит прокатный валок 1 со встроенными в него точечными месдозами 2. Торцы контактных элементов точечных мссдоз смещены друг относительно друга в направлении прокатки па угол а, больший угла прокатки (при прокатке порошков) нли угла захвата (при обычной прокатке).При прокатке торцы контактных элементов точечных месдоз, встроенных в прокатный валок, последовательно проходят очаг деформации фиксируют силовое...
Устройство для замера осевых усилий в образцах металла между клетями при прокатке

Номер патента: 221351
Опубликовано: 01.01.1968
Авторы: Всесоюзный, Гул, Киктенко, Конструкторско, Пащенко, Савкин, Слюсаренко, Технологический, Черный, Шевченко
МПК: G01L 1/04
Метки: замера, клетями, между, металла, образцах, осевых, прокатке, усилий
...изображено предла гаемое устройство; на фиг, 2 - разрез по А - Л на фиг. 1; на фиг, 3 - продольный разрез мессдозы; на фиг. 4 - разрез по Б - Б на фиг. 3.Направляющая 1 выполнена в виде труб ки, изогнутой таким образом, что в каждой клети стана она проходит сбоку от калибра на уровне зазора между валками 2. Эта трубка имеет разрез 3 в сторону ручья 4. Направляющая обеспечивает продвижение водила 6 ЗО гоняется с передним 8 и задпосредством специальныхнок 11.В углублении мессдозы наклеены датчики 12, которые закрыты свободно вращающимся на мессдозе кожухом 13, выполненным в виде полого хомута с выступающей частью 14 для запаса проводов 15, обеспечивающего необходимое вращение замкнутого контура без нарушения электрической связи...