Архив за 1990 год
Способ обработки глухих отверстий

Номер патента: 1563855
Опубликовано: 15.05.1990
Автор: Шульц
МПК: B23B 35/00, B23C 3/00
...зубья должны двигаться по смещенным траекториям 9 (фнг.4). Величину смещения траекторий выбирают из условия получения заданной шероховатости обработки дна отверстия (высота гребешка между соседними траекториями зубьев). Смещение траекторий з может быть равно ширине з режущей кромки, если зубья режущего инструмента 1 выполнить с прямолинейной режущей кромкой, Для зубьев с радиусной,вершиной смещение траекторий з, равнолрнЬЯ аю е е ищг в Зная К, .выбирают отношение частот вращения инструмента вокруг осей 7 и 6 иэ соотношения"фд ти г Ягде 1 выбирают из условия, что произведение ь- г - целое число; .1в- часть окружности обрабатываег Омого отверстия в угловых единицах между точками касаниязубьев с поверхностью отверстия за время выдержки...
Устройство для перемещения изделий

Номер патента: 1563856
Опубликовано: 15.05.1990
Автор: Вотинов
МПК: B23C 3/12
Метки: перемещения
...диаметра обрабаты" ваемого изделия 2. Два ролика 14.жестко закреплены на станине 1 и эксплуатируются в про 0 цессе обработки кожухов малого диаметра (800-1000 мм). Два ролика 1 жестко закреплены на станине 1 и расположены в зоне обработки, там же расположены и два направляющих ролика 16.Зачистные го ловки 17 и 18 располок обрабатываемой поие ролики 19 размещевозможностью их вермещения, что позволязделие после обработа двух штангах. причем21 имеет постоянный вы1563856 Прижимное колесо 5 рукояткой 6,приводят в рабочее положение,прн этомиэделие должно двигаться без рывковМаховиками 33 и 34 перемещенияпосле включения двигателей подводятэачистные головки 17 и 18, выполненные в виде лепестковых кругов, досоприкосновения с кромкой кожуха, а 10...
Копировальное приспособление к металлорежущему станку

Номер патента: 1563857
Опубликовано: 15.05.1990
Автор: Шилин
Метки: копировальное, металлорежущему, станку
...такого сложного движения удается получить на деталях винтовые пазы с углом подъема от О до 85 о. 50 оС 8 (,= --1О 1Е 8 о(= - -г 2 где СК с = йЗ 55 Изобретение относится к машинотроению, в частности к приспособлеиям для обработки криволинейных канавок на деталях типа тел вращения.Цель изобретения - расширение техНологических возможностей приспособления за счет создания возможностейля обработки винтовых пазов с неавномерным углом подъема винтовой 10нии более 45На фиг. 1 изображено предлагаемоериспособление, сбоку общий вид", наиг, 2 - вид А на фиг. 1; на фиг. 3ечение Б-Б на фиг. 2; на фиг. 4 - 15сечение В-В на фиг, 2; на фиг. 5схема взаимодействия копиров (узелна фиг. 2)Приспособление для обработки криволинейных канавок включает...
Многозубый конический инструмент с прямыми зубьями

Номер патента: 1563858
Опубликовано: 15.05.1990
Авторы: Гречишников, Катаев, Ласточкин, Мелкий
МПК: B23C 5/10
Метки: зубьями, инструмент, конический, многозубый, прямыми
...участков, определяющих: участок ЕВ ленточки; участок ВС задней поверхности, участок С 11 45 где Ц - угол проецирования на торцовую плоскость;у - передний угол в торцовом сечении ( у Оо);о( - задний угол в торцовом сечении меньшего диаметра конуса;Е - ширина ленточки; спинки зуба, участок ИМ дна канавкии участок УО передней поверхности.Линия В Вявляется линией пересечения поверхности конуса и плоскости Т-Т, отстоящей от главной режущейкромки РЕ и оси О конуса на ширинуГ ленточки, Участок ВС задней поверхности 2 представляет собой проекцию на торцовую плоскость линииВ В 2 под углом ц проецирования,В общем случае при Е 4 О секущая плоскость Т-Т не проходит через оськонуса, в связи с чем линия ВВявляется участком параболы, а ее проекция В...
Устройство для строгания

Номер патента: 1563859
Опубликовано: 15.05.1990
МПК: B23D 1/00
Метки: строгания
...скорости резания.На фиг,1 изображена схема обработки; на фиг,2 - предлагаемое устройст Ово, общий вид; на фиг.3 - разрез А-Ана фиг.2,Устройство содержит станину 1, на, которой установлен стол 2, несущий изделие 3, поверхность 4 которого необходимогобработать режущим инструментом - чашечным резцом 5, Над столом 2установлена рама б, подпружиненная пружинами 7 относительно станины 1. Рабочий орган выполнсн в виде скобы 8 со 2 Ощеками 9 и 10, которые расположенымежду стенками 11 и 12 рамы 6 и выполнены раздвижными относительно другдруга.Скоба 8 скреплена со штоком пневмо 25цилиндра 13, который через электромагнитный золотник 14 соединен с пневмосетью 15 и глушителем 16. Рама 6предназначена для ограничения ходаинструмента, а упругое ее...
Устройство для резки тонкостенных труб

Номер патента: 1563860
Опубликовано: 15.05.1990
Авторы: Жикленков, Подойницын
МПК: B23D 21/00
Метки: резки, тонкостенных, труб
...49 с валом 50, соединенным через зубчато"реечную передачу 51 и 52 со штоком 53 силового цилиндра 54. На корпусе 49 закреплены соосно направляющие воронки 55 и стержень 56 с коническими торцами, а также в поперечных отверстиях прямоугольного сечения смонтированы клейма 57, удерживаемые в отведенном положении плоскими пружинами 58. На основании 1 закреплен кронштейн 59, со смонтированным на нем ударным приспособлением, включающим цилиндр 60 с поршнем 61, снабженным штоками 62 и 63. Поршень 61 отжимается в нерабочее положение пружиной 64. В поперечной расточке цилиндра 60 установлен поршень 65 с замыкателем 66, поджимаемый в рабочее положение пружиной 67. Замыкатель 66 входит вЪ кольцевую проточку штока 63 и Фиксирует шток от...
Устройство для резки проката

Номер патента: 1563861
Опубликовано: 15.05.1990
Автор: Гехтман
МПК: B23D 25/04
...На ноже- держателе 5 закреплена рукоятка 9. К корпусу 2 прикреплен контргруз 10.Устройство работает следую 1 цим образом. 35При достижении заготовкой необходимой длины, устройство накладывают на нее рукояткой 9 и перемещают по направлению волочения до,соприкосновения ножей 6 и 8 с заготовкой, За счет силтрения, возникающих между ножами и заготовкой, рычаги начинают перемещаться вместе с ней, Это возможно за счет шарнирного соединения звеньев 3 и 4 в корпусе 2, шарнирного соедине-. ния ножедержателя 7 и звена 4 и возможности перемещения ножедержателя.5. Ножи 6 и 8 сближаются и перерезают заготовку за счет распорных усилий, возникающих в результате действия сил трения и тянущей силы. После разреза". ния проката устройство для резки...
Ручное устройство для резки листового материала на форматы

Номер патента: 1563862
Опубликовано: 15.05.1990
Автор: Окунев
МПК: B23D 29/00
Метки: листового, резки, ручное, форматы
...таким55 расчетом, чтобы за один ход подвижных планок был выполнен непрерывный рез.материала. Например,на продольных и поперечных подвижных планках может быть закреплено соответственно по четыре и три режущих элемента 31,Устройство работает следующим образом.В исходном состоянии сжатый воздухот источника (компрессора) через пневмошланг 15 и штуцер 25 поступает вцентральную переускную полость 26золотника 21, а затем через совпадающее с полостью отверстие корпуса иштуцер 23 по пневмошлангу 12 и штуцер32 поступает в полость А пневмоцилиндра . При этом поршень 8 перемещается в зону Б, вдвигая шток 9 в пневмоцилиндр. Одновременно воздух из зоныБ через штуцер 33, пневмошланг 13,штуцер 24, боковой вырез 27 и одноиз дренажных отверстий 29...
Поддерживающее устройство к гильотинным ножницам для резки листового материала

Номер патента: 1563863
Опубликовано: 15.05.1990
Автор: Андрианов
МПК: B23D 33/02
Метки: гильотинным, листового, ножницам, поддерживающее, резки
...закреплены поддерживающие направляющие 3, причем в исходномположении последние установлены го. ризонтально, а сами поворотные обоймы закреплены на упорной планке наклонно, чтобы плоскость поворота направляющих составляла бь с горизонтальной плоскостью острый угол. Осе вое перемещение направляющих фиксиру. ется винтами 4, На вертикальной плос кости упорной планки 1 выполнены вьрезы 5 под углом 10-30 к горизонтальной плоскости для прохода поддерживающих направляющих за рабочую плоскость планки. Обоймы. 2 соединены между собой тягой б, соединенной со штоком пневмоцилиндра 7. На поддерживающих направляющих располокен лист 8, отрезаемый ножевой балкой 9.Устройство работает следующим образом.Отрезаемый лист 8 йодают до упора в мерную...
Гидравлическое прижимное устройство к ножницам

Номер патента: 1563864
Опубликовано: 15.05.1990
Авторы: Мирошников, Мякиненков
МПК: B23D 33/08
Метки: гидравлическое, ножницам, прижимное
...через ролик 9, перемещает поршень 7 и поршень 1 1 пневмоцилиндра (через шток 10) вниз. Поступающая из полостей 12 и 14 рабочая жидкость перемещает штоки гидроприжимов 1.При.достижении штоками прижимаемого материала давление в полостях и магистральном канале 15 начинает резко возрастать. Диаметр напорного золотника 22 и его пружина выбраны такими, что при подъеме давления выше величины, необходимой для заполнения прижимов и прижатия их к отрезаемому листу, золотник 22 перемещается вправо, соединяя полость 12 через каналы 20 и 19 с внутренней полостью насоса, в результате чего закрывается клапан 21, разъединяя полости 12 и 14, При этом рабочая жидкость в магистраль 2 и гидроприжимы 1 поступает только из полости 14 высокого давления,...
Регулируемая развертка

Номер патента: 1563865
Опубликовано: 15.05.1990
МПК: B23D 77/02
Метки: развертка, регулируемая
...45ружном направлениях, Доступ к расклинивающему элементу 6 и гайке 9 осуществляется через дно корпуса при снятом хвостовике 10,Регулируемая развертка работаетследующим образом,Регулировку диаметра регулируемойразвертки осуществляют при снятомхвостовике 10 посредством перемещениярасклинивающего элемента б в осевомнаправлении. Перемещение расклинивающего элемента б в осевом направленииосуществляют при помощи вращения болрежущими пластинами, которые имеютвозможность углового перемещения.Болт 8 при помощи гаек 9 стопоритперемещение расклинивающего элемента,Доступ к расклинивающему элементу6 и гайке 9 осуществляется через днокорпуса при снятом хвостовике 1 О.Регулировка диаметра и углов происходит посредством перемещения расклинивающего...
Разрыхлитель рулонов стебельчатых кормов

Номер патента: 1563866
Опубликовано: 15.05.1990
Авторы: Гарькавый, Гвоздев, Гончаров, Поединок
МПК: A01D 90/10
Метки: кормов, разрыхлитель, рулонов, стебельчатых
...установленных на ширину транспортера 5 и расположенных друг наддругом в вертикальной плоскости ножей13, которые соединены с направляющими 3514, расположенными во втулках 15.Коромысла 11 и 12 жестко соецинены свалом 16, установленным шарнирно вопорах 17, Загрузочная платформа 18,выполненная в виде вил 19, соединенас рамой 1 посредством поворотногорычага 20, связанного с гидроцилиндром 21, На вилах 19 установлены противорежущие пластины 22 с ребрами 23жесткости. 51Привод подающего транспортера 5выполнен в виде установленного на раме 1 ведущего фрикционного колеса 24,соединенного с подающим транспортером5 ведомого фрикционного колеса 25и размещенного на загрузочной платформе 18 промежуточного фрикционного колеса 26.Раэрыхлитель...
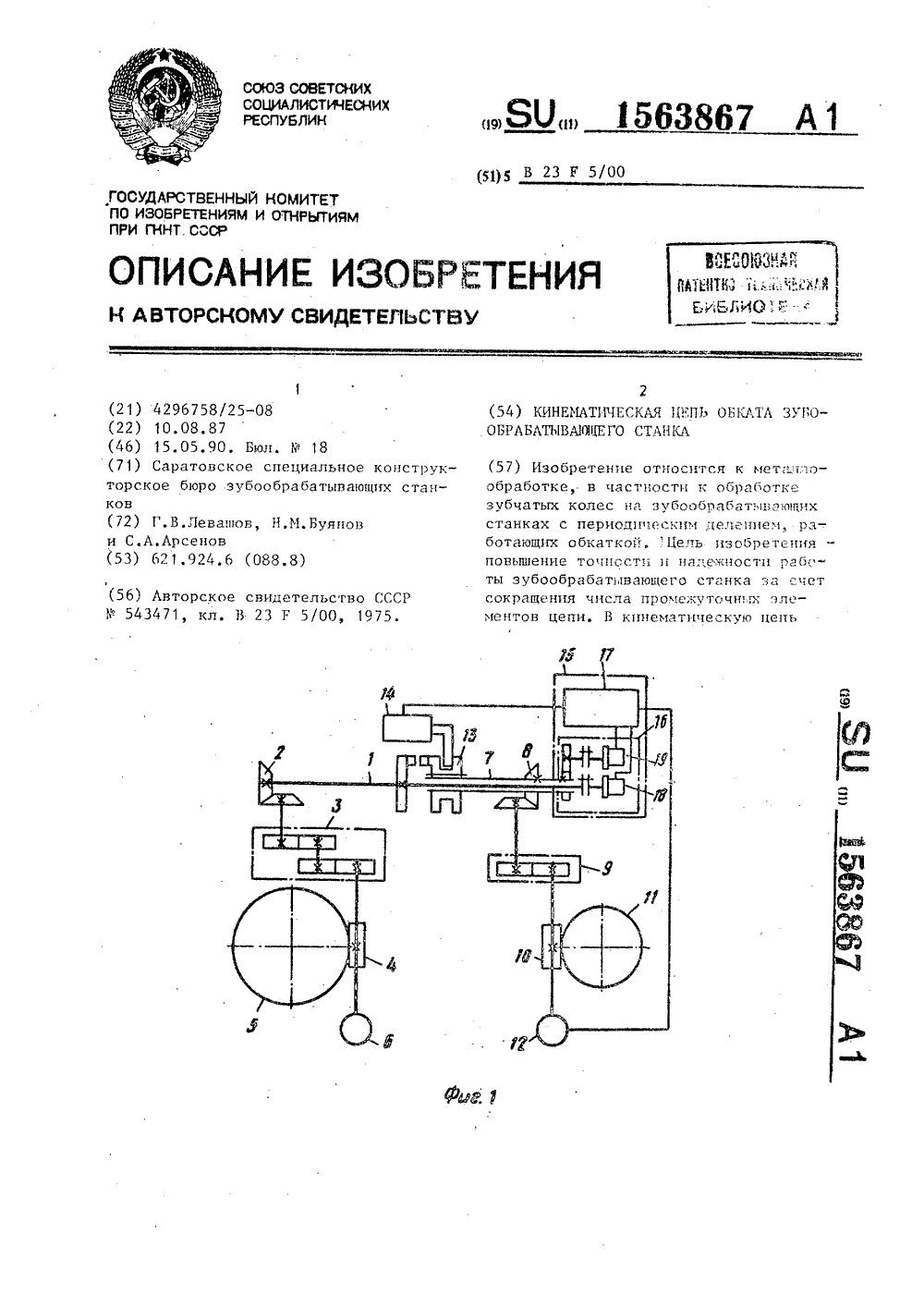
Кинематическая цепь обката зубообрабатывающего станка
Номер патента: 1563867
Опубликовано: 15.05.1990
Авторы: Арсенов, Буянов, Левашов
МПК: B23F 5/00
Метки: зубообрабатывающего, кинематическая, обката, станка, цепь
...ил.511867 чего двигатель 12 отклснцсаетсяПосие рассогласовацсся валови 7 ца делительньпс угол с заданной точцостью обеспечивается плавное залсьскассие цепи обката.Просесс деления в цепи обката с устройством 15 контроля угла делительного поворота, вьптолцеццым по второмуварианту (фиг,2), осуществляется аналогично, но вместо подачи счетных импульсов на суммирукпцстй вход счетчика25 (фиг.4) осуществляется доворотдатчика 24 сулслсирующтлс механизмом 23,уменьшающим величину его поворота наугол, соответствующий подаче числаимпульсов на сулсмструющтпс вход ревер. -сивного счетчика 20 блока 17 управления, выполненного по первому варианту,в процессе деления. Формула и з о б р е т е и и я.1. Кинематическая цепь обката зубообрабатываюшего станка,...
Зубодолбежная головка

Номер патента: 1563868
Опубликовано: 15.05.1990
Автор: Усубаматов
МПК: B23F 5/12
Метки: головка, зубодолбежная
...пазом,Зубодолбежная головка работаетследующим образомВращение вала 17 передается черезмуфту 16, вал 15, кривошипно-шатунный механизм 14 и вал 13 на коническое колесо 12, которое получает возвратно-.вращательное движение. Этодвикение передается шестерне 10, азатем через кривошипцо-шатунный механизм 9 - на рычажный сектор 8, от которого рейка 7 передает возвратнопоступательное движение штосселя 2с долбяком 3.От двигателя 6 движение вращенияпередается через муфту 5 и червячнуюпару 4 штосселю 2, при этом осуществляется движение обката,Возвратно-вращательное движениешестерни 10 передается через вал 11и обгонную муфту 19 на зубчатое колесо 18. При прямом движении штосселя2 (иг.3) обгонная муфта 19 не передает движение колесу 18, а...
Способ чистовой обработки зубьев крупномодульных цилиндрических зубчатых колес

Номер патента: 1563869
Опубликовано: 15.05.1990
Авторы: Гузь, Кривошеев, Рожелюк, Чепелев
МПК: B23F 5/12
Метки: зубчатых, зубьев, колес, крупномодульных, цилиндрических, чистовой
...ЦИЛИНДРИЧЕСКИХ ЗУБЧАХ КОЛЕС Изобретение относится к обработкеметаллов резанием и может быть исзовано в машиностроении ульных цилиндрических зубца 1 осуществляют следующиминструменту 2 сообщают поля15 б 38 б 9 зубчатого колеса. Таким образом, рабочие ходы ползуна осуществляют при неподвижной детали, а движение обката - при отсутствии станочного зацепления. Формула изобретения оставитель И.Кузнецоваехред Л.Олийнык Э.Лончако дактор Подписное тениям и открытия ская наб д, ч/5 при ГКНТ СССР роизводственно-издательский комбинат "1 атент", г, ужгород, ул. Гагарина, 10 пц, вдоль зуба колеса, соответствующее режиму тонкого фрезерования, причем расстояние между режущими элемен" тами в осевом направлении О - Оин 5 струмента устанавливают равным...
Зубоотделочный станок с инерционной связью

Номер патента: 1563870
Опубликовано: 15.05.1990
Автор: Бородастов
МПК: B23F 19/02
Метки: зубоотделочный, инерционной, связью, станок
...водила и ,сателлита. Вследствие неподвижности центрального колеса 9 плавно изменяющийся по величине и переменный по направлению вращающий момент от сателлита 10 пере15 )8дается через ось 11 водкпу 8, а черезмуфту 7 и вал 6 - инструменту 5. Поддействием этого момента зубья инструмента прижимаются к зубьям колеса,обеспечивая обработку одной из сто"рон профилей зубьев, При изменениинаправления действия момента на сателлит обрабатываются вторьге стороныпроФИлей других зубьев, Перемена обрабатываемых сторон зубьев происходитодин раз за оборот сателлита вокругсвоей оси. Вследствие того, что числозубьев центрального колеса и сателлита отличается на один зуб, в процессе обработки происходит постепенноеперемещение по кругу зон обработкипервой...
Станок для нарезания зубчатых колес

Номер патента: 1563871
Опубликовано: 15.05.1990
Авторы: Антонюк, Седун, Скребец
МПК: B23F 19/10, B23F 5/28
Метки: зубчатых, колес, нарезания, станок
...с поверхностью кулачка 25,Станок работает следующим образом.Изделие 4 устанавливают на шпиндель 8 бабки 3 и зажимают при помощитарельчатых пружин 41. Затем включаютпривод М 1 вращения фрезы-протяжки б,в результате происходит протягивание 20впадины зуба детали. Одновременно свращением шпинделя 7 через цепнуюпередачу 22, звездочку 21, сцепленнуюс ней муфту 20 и вал 19 с коническойпарой 18 происходит вращение первичного вала 9 цепи деления, а от неговращение через зубчатые колеса 14-17передается валам 10 и 11. Вал 11 кроме вращательного движения получаетвозвратно-паступательнае движение,которое ему задает блок-шестерня 23вследствие взаимодействия ее паза сроликом 24,В момент, когда Фреза-протяжка 6своим сектором без зубьев...
Способ нарезания резьбы

Номер патента: 1563872
Опубликовано: 15.05.1990
Авторы: Гамов, Красильников, Макарченков, Ямников
МПК: B23G 1/00
...сприведенньии в описании зависимостями. Длину верпинной режущей кромкичернового резца также определяют поформуле, 8 ил.,1 арезание резьбы на станках с ЧПУ производят следующим образом.Заготовку 1 закрепляют в патроне 2 такарно-винторезного станка с ЧПУ, а резцедержатели 3 и 4 с закрепленными в них резьбавыми пластинами 5 и 6 соответственно для черновых и калибрующих проходов, устанавливают в револьверную головку 7 того же станка. Первоначально в работу вступает черновой резец 3 (фиг. 8), который быст. ро перемещается из нулевой точки отсчета 0 в исходную точку И (фиг.7), от которой производится отсчет подачи на врезание чернового резца. Черновой резец за несколько проходов офарм ляет предварительный профиль резьбы.где й - длина...
Устройство к металлорежущему станку для нарезания ниток на резьбонакатывающих плашках

Номер патента: 1563873
Опубликовано: 15.05.1990
МПК: B23G 1/00
Метки: металлорежущему, нарезания, ниток, плашках, резьбонакатывающих, станку
...2 закреплен зтптптй упор 12,взаимодействующий с тдертсттсдйт кареткой1. Передтпй уцсдр т ес:ттсст з,т:;реттлецна станине (не показано) станка противоположно упору 12. Зажимное приспособление смонтировано на верхней каретке 1 и состоит из двух реек 14 и клиньев 15, Дбе каретки 1 и 2 установ 5 .лены на столе 10, например,. фрезерного станка, Нижняя каретка 2 установлена между боковых реек 9, обеспечивающих движение кареток строго параллельно оси движения стола,Устройство работает следующим образом.Резьбонакатывающую плашку 16 устанавливают между рейками 14 и зажимают 15 клиньями 15, Я момент включения фре зерного станка стол 10 с каретками 1 и 2 начинает перемещаться вправо навстречу фрезе. Вместе с ним двигается задний упор 12,...
Устройство для нарезания внутренних резьб

Номер патента: 1563874
Опубликовано: 15.05.1990
Авторы: Боровинский, Масленков, Панасенков
МПК: B23G 1/20
Метки: внутренних, нарезания, резьб
...3, механизм подачи, содержащий диски 4, расположенные симметрично относительно формообразующего инструментального блока с 1 цвузвенными рычагами 5, на которых установлены захваты 6. На дисках 4 закреплены упоры 7. Рычаги 5 и захваты 6 содержат пружины 8 и 9.Устройство работает следующим образом.Заготовки круглых гаек поступают в питатель 1. Нижняя заготовка уста- щ навливается соосно с метчиком. От привода получают вращение через державку 3 метчик и синхронно диски 4. Вместе с дисками 4 совершают движение по окружности двухэвенные рычаги 5 с 45 захватами б. Упоры 7 и пружины 8 ориентируют рычаги 5 относительно заготовок и метчика. При захвате заготовки пружины 8 и 9 развивают усилие зажима заготовки, превышающее усилие, воэ.5 О...
Резьбонарезной патрон

Номер патента: 1563875
Опубликовано: 15.05.1990
Авторы: Гусев, Комраков, Шаров
МПК: B23G 5/00
Метки: патрон, резьбонарезной
...отклоняться в обе стороны Изобретение относится к металлообаботке и может быть использовано втанках при нарезаити мелких резьб.Цель изобретения - упрощение конструкции резьбонарезного патрона при 15арезании резьб мелкого диаметра пуем уменьшения числа деталей.На чертеже схематически изображенпредлагаемый патрон, разрез.Резьбонарезной патрон содержит кор пус 1,на котором установлен стакан 2,ф котором во втулках 3 расположенметчикодержатель 4. Между втулками 3установлена предохранительная пружинакоторая разжимает втулки 3 и ониСвоими конусными поверхностями центриРуют метчикодержатель 4 при его средем положении. Между втулкой 3 и кор -1, усом 1 в осевом направленииимеетсязазор "а" от 0,3 до 0,5 шага нарезаемой резьбы....
Метчик

Номер патента: 1563876
Опубликовано: 15.05.1990
Авторы: Канареев, Машин, Харченко
МПК: B23G 5/06
Метки: метчик
...фиг. 4 - узел 1 нафиг. 11,проФиль резьбы заборной час,:ти метчика).11 етчик состоит из заборной,1 и калибрующей 2 частей и хвостовика 3. На заборной части 1, пересекая раоочие выступы 4, расположены плоские лыски 5, наклоненные подострым углом р к осевым плоскостям,проходящим через вершины рабочихвыступов 4 в сторону, противоположную направлению вращения метчика впроцессе накатывания резьбы. При Фор-,мировании на заборной части метчика 1 плоских лысок 5 Формируетсязаборный конус б, расположенный подуглом 4 к оси метчика, средняя величина которого может определяться взависимости от угла наклона плоскихлысок Ю = 50-75соотношениемЦ =- 0,1 сРгде- угол заборного конуса метчика;. угол наклона плоских лысок.Предлагаемая конструкция...
Электролит для размерной электрохимической обработки

Номер патента: 1563877
Опубликовано: 15.05.1990
Авторы: Атмасов, Селиверстов
МПК: B23H 3/08
Метки: размерной, электролит, электрохимической
...Составитель В.Кап актор С.Лисица Техред Л,ОлийныкКорректор Т.Мал Подписноебретениям и открытиям при ГКНТ ССС аушская наб., д. 4/5 изводственно-издательский комбинат "Патент", г.ужгород, уч. Гагарина,101 твпяет Кд = 2,5 мкм вместо В= =( 10,0-20,0, причем поверхность имеет с(ветлый матовый вид. Скорость осаждения шлама в 3 раза больше чем вэлектролите-пр от отипе .П р и м е р 2, Приготавливают электролит, растворяя в выбранном объеме водопроводной воды тиомочевицу из расчета 4,0 мас.7. и после 10 п лного ее растворения 16,0 мас,7орида аммония. В этом электролите э ектродом с внешним диаметром 3,0 мм п оводят электрохимическую прошивку изделий из. сплава ЮН 14 ДК 25 по режиму 15 электролиза, аналогичному примеру 1. В результате...
Способ магнитно-абразивной обработки

Номер патента: 1563878
Опубликовано: 15.05.1990
Авторы: Глеб, Городкин, Хомич, Чачин, Яркович
МПК: B23H 9/00
Метки: магнитно-абразивной
...постоянный электрический 25 1 ок с потенциалом, величиной от потенциала пассивации до потенциала пеепассивации железа, при этом полокительный потенциал источника тока подключают к индуктору 2. При движении зерен по поверхности стекла, смоЧенной электролитом, происходит абразивное разрушение поверхности и удаление гидрофицированпых слоев стекла, причем последнее осуществляется окис Ленной поверхностью железа матрицы, которая захватывает кремнистую кислоту и предохраняет электролит от за,грязнения. Окисные пленки железа частично в зоне отделяются от зерен и 40 смываются электролитом, При особо высоких требованиях к качеству обрабатываемой поверхности можно испольэовать в качестве магнитно-абразивного порошка порошок с железа, 45П...
Способ электроэрозионного изготовления рабочих элементов вырубных штампов

Номер патента: 1563879
Опубликовано: 15.05.1990
Авторы: Александров, Иоффе
МПК: B23H 9/12
Метки: вырубных, рабочих, штампов, электроэрозионного, элементов
...и онер хностиэлектродее-инструмента между и-м веястуееом (впадиной)и последующим за ним высту 5пом (впадиной);К - коэйфтециецт пропорциональехости,На чертеже схематически изображенчасток электродной пластинь с выреанным контуром.На чертеже приняты следующие обоначения; часть электрода-инструмена для обработки пуансона 1, частьлектрода-инструмента для обработкилатреецы 2,Сущность зависимости величины контуре;ой скорости от соотношения Ьи Ь,+, заключается в следующем:еемеет место зависимость 20 пееивает соответственное увеличение 1, где 1,е (3) получено опытным путем.П р и м е р . Нужно изготовить сопрягаемые элементы штампа для вырубки молибденовых деталей размером20 х 50 мм из молибденовых полос толещяной 0,3 мм, Зазор между...
Устройство для электроэрозионной приработки зубчатых пар редукторов

Номер патента: 1563880
Опубликовано: 15.05.1990
Автор: Тарасов
МПК: B23H 9/12
Метки: зубчатых, пар, приработки, редукторов, электроэрозионной
...для устранения этой погрешности величину оптимального промежутка 10.От генератора 1 подают силовые технологические импульсы. После про156 38 50 боя диэлектрической пленки промежутка 10 технологический ток силовых импульсов течет по цеги; потенциальнац шина генератора 17 внутренний проЭ5 водник токоподвода продольного трансформатора 16, внутренний проводник токоподвода 15, контакт 13, вал 3, колесо 1, промежуток 10, колесо 2, вал 4, контакт 14, наружный проводник токоподвода 15, наружный проводник продольного трансформатора 16, общая шина генератора 17. Проходящий через промежуток 10 ток производит электроэрозионную приработку колес 1 и 2. 15Трансформатор 16 не оказывает влияния на импульсы технологического тока, так как через...
Участок линии для сварки изделий

Номер патента: 1563881
Опубликовано: 15.05.1990
Авторы: Дудник, Печка, Решетов
МПК: B23K 37/04
...28 и 29, Фланца 24, подается грузоподъеицыи устройствои (цепоказано) ца выдвинутый из исходногоположения стол 19, устанавливаетсяна него так, чтобы захваты 4 и 8 своими свободными концами входили в отверстия Фланца 24. Шток пневмоцилиндра 9 перемещает пиноль 7 в отверстиебоковины 28. Пиноль 7 своей конусной частью центрирует боковину и перемещается вместе с корпусом носта25 до тех пор, пока боковина 29 своим отверстием не зафиксируется на коцусцой часги пццоли 3,Выдвижной стол 19, перемешано роликами 20 по консольным направляющим 14, возвращается в исходное положение, Включается привод 5 приводнойстойки 2 и корпус моста 25 вращаетсявокруг горизонтальной оси, Производят сварку наружных полукольцевыхшвов. Выдвигают стол 19 и...
Кантователь

Номер патента: 1563882
Опубликовано: 15.05.1990
Авторы: Купцов, Лемберанский
МПК: B23K 37/04
Метки: кантователь
...для изделия. На основании 1 смонтирована прямолинейная направляющая 6. Кантователь оснащен узлом для сних 1 ения ударных нагрузок на привод 4, который содержит штангу 7, размещенную на раме 3, установленную на штанге с возможностью перемещения вдоль нее опору 8, подпружиненную пружиной 9. Регулировка усилия пружины 9 производится гайкой 1 О. Опора 8 оснащена упорным роликом 11.Кантователь работает следующим образом.В исходном положении, соответствующем положению рамы 3 по оси АД, ролик 11 опирается на прямолинейную направляющую 6 силой пружины 9, сжатой до определенного усилия. После установки изделия на исполнительный механизм 5 привод 4 поворачивает поворотную раму 3 в конечное положение, соответствующее положению рамы на оси ВД. На...
Способ изготовления сварных рамных конструкций

Номер патента: 1563883
Опубликовано: 15.05.1990
Авторы: Дьяков, Лукьянов, Людмирский, Полянский, Солтовец, Софьянников, Усов
МПК: B23K 37/04
Метки: конструкций, рамных, сварных
...треугольники САВ и ОСД (фиг, 2), найдем Н - плечо приложения активной силы Р, выраженное через координаты центра тяжести сварного шва, с учетом эксцентриситета е приложения усадочной силы и расстояния В от центра кривизны бруса до линии действия активной силы занного равенства изгибающих находим величину активной силы лимой для полной компенсации деформаций в рассматриваемом10 де Р дефор о предл сварочн твчют проектн допусковПроверк товленных п зывает, что чески отсут каркасов от за пределы С помощью прихваток производят сборку каркаса подбарабанья. Затем вдоль бруса прикладывают внешнюю растягивающую силу Р=3,15 кН, величину которой подбирают экспериментально таким образом, что при выполнении центрального шва она вызывает в брусе...
Способ ремонта конических резьб, преимущественно замковых резьб бурильных труб

Номер патента: 1563884
Опубликовано: 15.05.1990
Авторы: Красник, Малинский, Шибаев
МПК: B23P 6/00
Метки: бурильных, замковых, конических, преимущественно, резьб, ремонта, труб
...2 - 3 мм от торца 7 трубы, а измеритель высоты резьбы 4 - на расстоянии от резьбового резца, кратном шагу резьбы, так, 1563884что вершина 8 измерителя резьбы, радиус закругления которой меньше радиуса впадины витка, находятся напротив наиболее из ношенного витка. Так, для резьбы 3 - 147 наиболее изношенными витками ниппеля являются 7 - 8 витки, Включают вращение шпинделя с трубой и одновременно произво- дят подачу измерителя к резьбе в поперечном направлении. При этом возможны три случая касания вершины измерителя 8 резь- бовой поверхности: вершины витка; впадины витка; боковой поверхности витка. Вследствие расположения поверхности резьбы по винтовой линии, при последующем враще-нии трубы происходит перемещение вершины витка...