Кинематическая цепь обката зубообрабатывающего станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
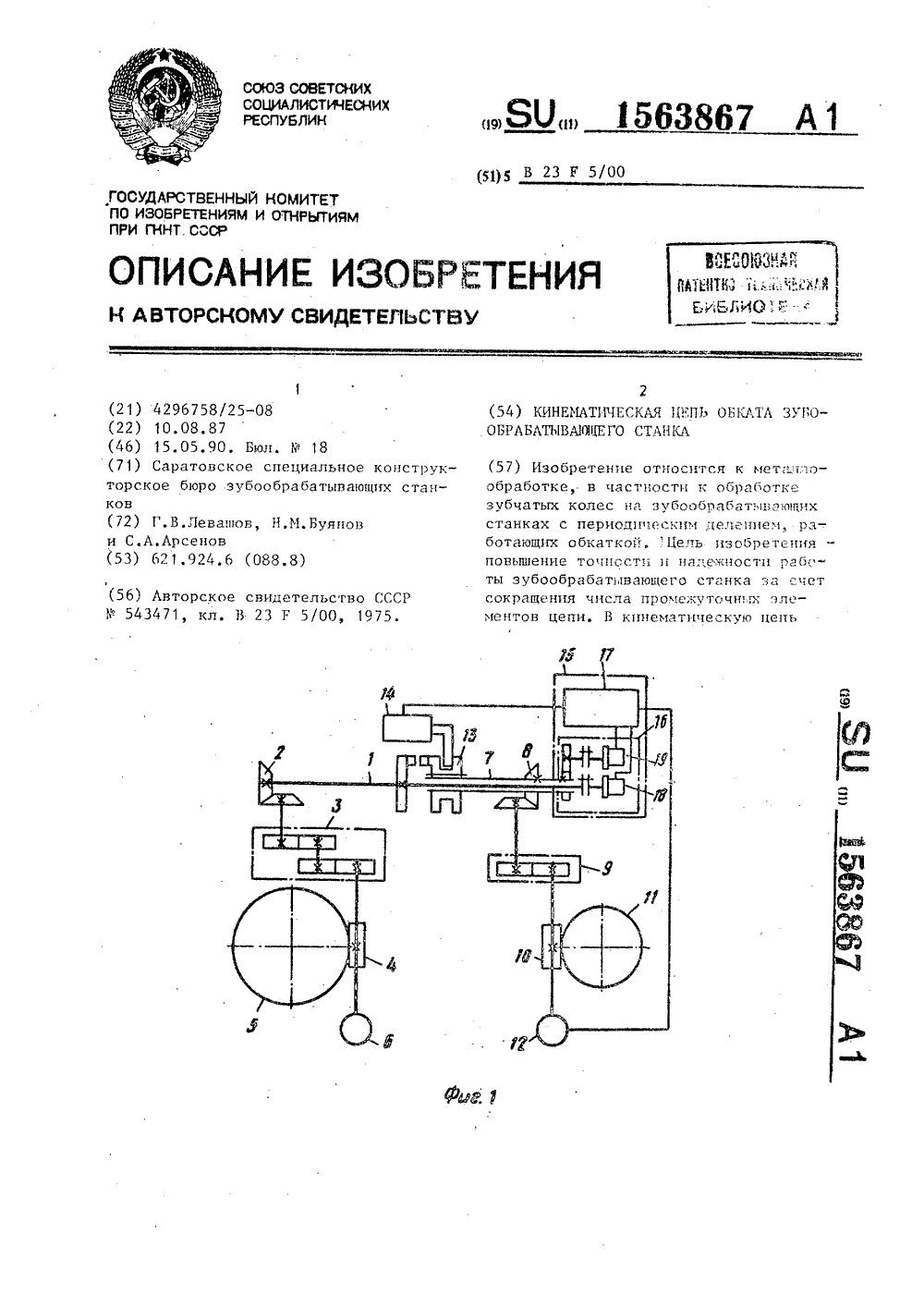
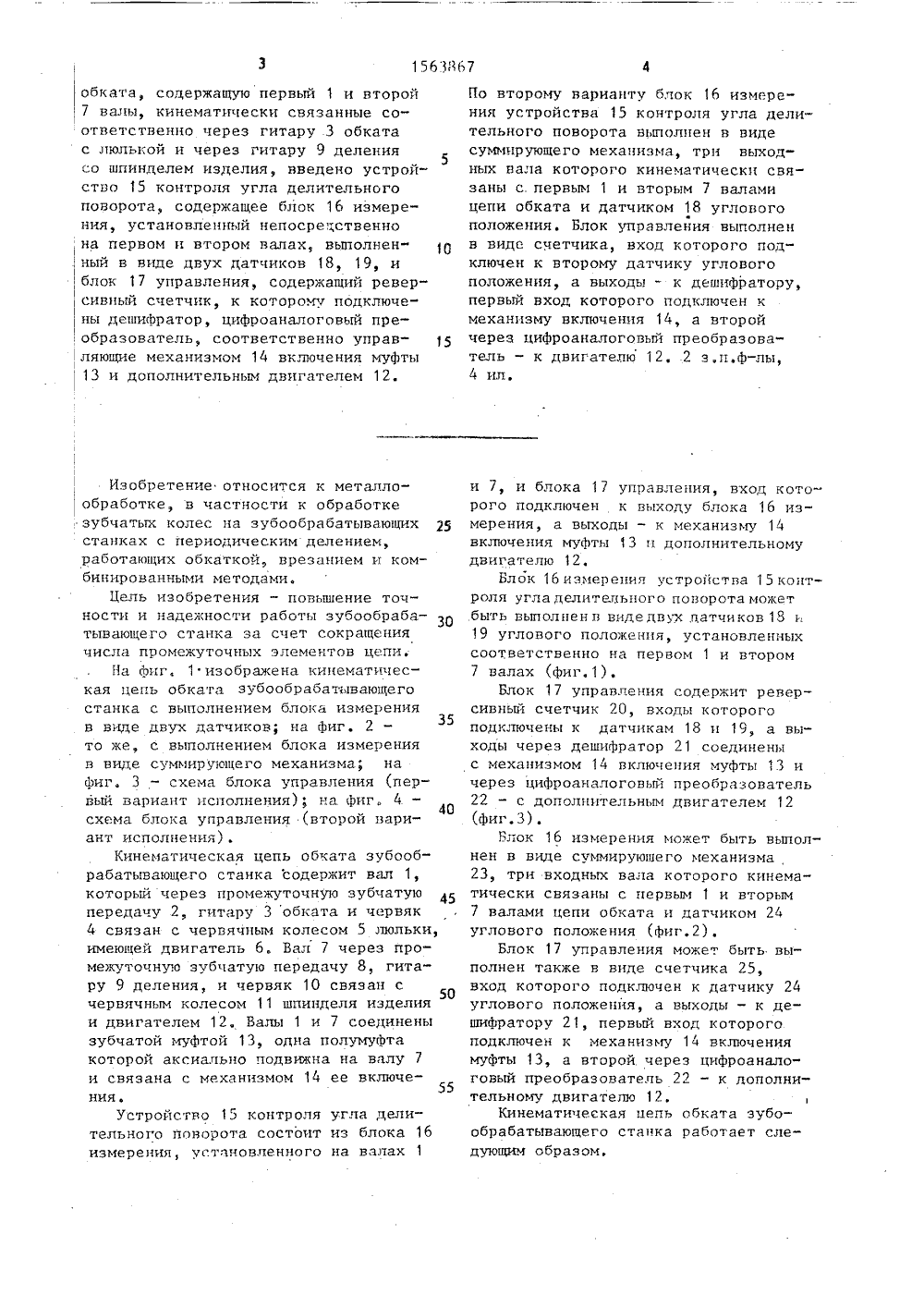
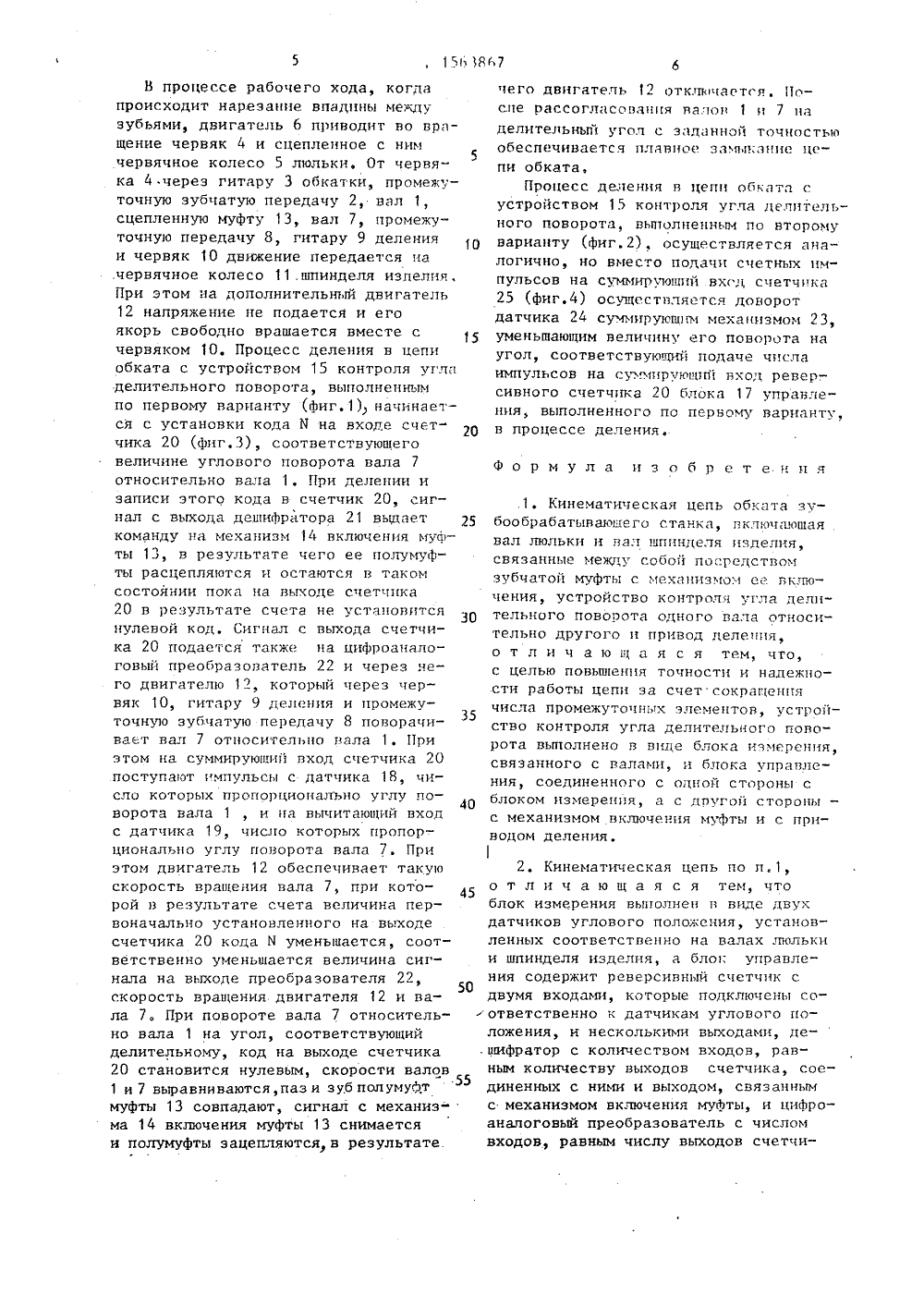
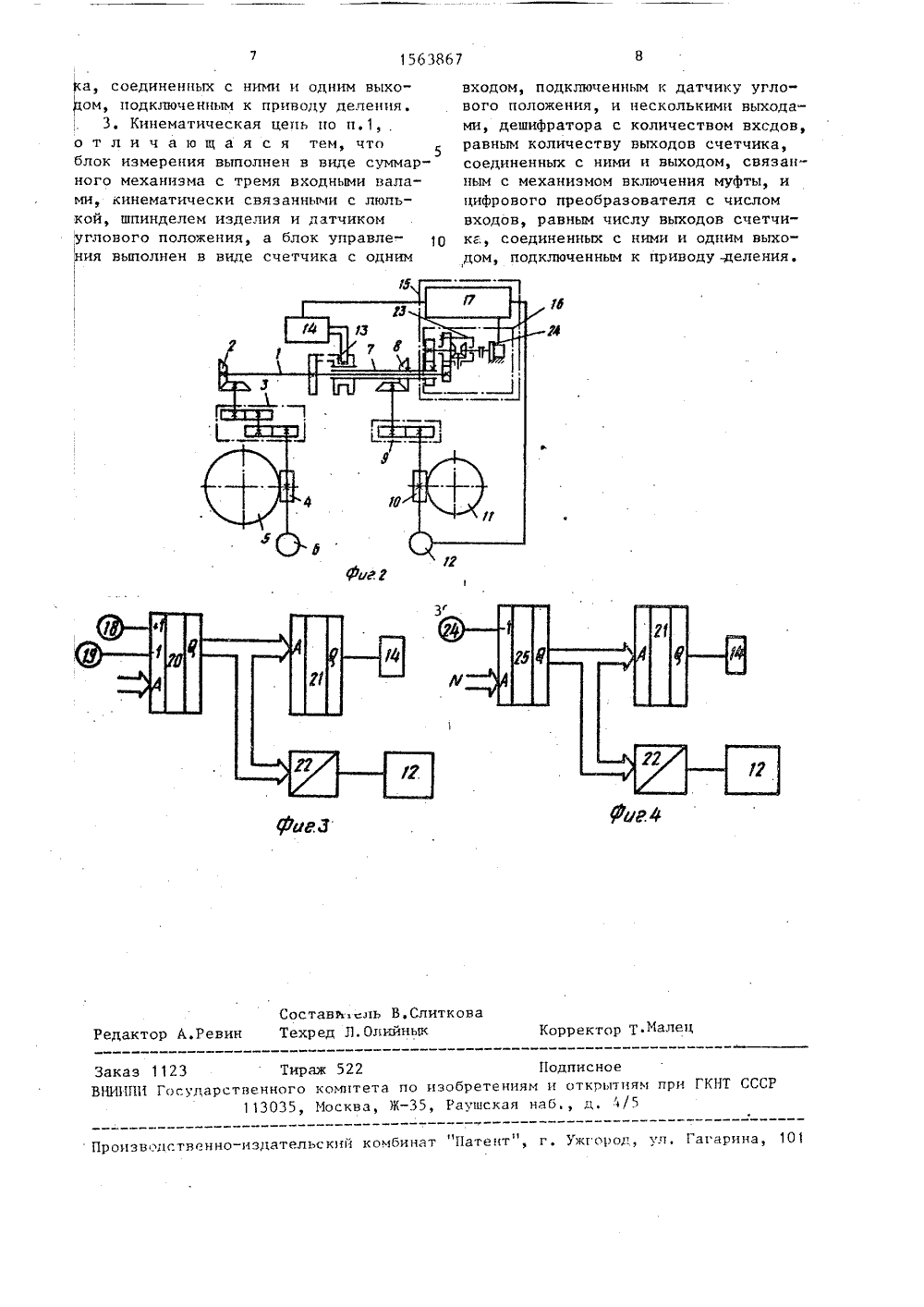
(57) Изо обработк ретение о нс льно тыва в част тх станзубчатыхстанкахботающих олес на з о вышение ты зубоо сокращен ССС75 мент ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕК АВТОРСКОМУ СВИ(71) Саратовское спецторское бюро зубообра(72) Г.В.Левашов, Н,М.Би С.А.Арсенов (53) 62 1.924.6 (088.8) 56) Авторское свидетельс 543471, кл. В 23 Е 5/00 54) КИНЕМАТИЧЕСКАЯ ЦЕПЬ ОБКАТА ЗУБРАБАТЫВАЯЩЕГО СТАНКА носцтся к метачлости к обработке убообрабатывающих ским делением раЦель изобретениянадежности раб;- его станка за счет омежуточных злематическую цепь периодцчобкаткойточностирабатывающя числа прпи. В кине1563867 и 7, и блока 17 управления, вход которого подключен к выходу блока 16 измерения, а выходы - к механизму 14включения муфты 13 и дополнительномудвигателю 12.Блок 16 измерения устройства 15 контроля угла делительного поворота можетбыть выполнен в виде двух датчиков 18 и19 углового положения, установленныхсоответственно на первом 1 и втором7 валах (фиг.1).Блок 17 управления содержит реверсивный счетчик 20, входы которогоподключены к датчикам 18 и 19, а выходы через дешифратор 21 соединеныс механизмом 14 включения муфты 13 ичерез цифроаналоговый преобразователь22 - с дополнительньп 1 двигателем 12(Фиг.3).Блок 16 измерения может быть выполнен в виде суммируюшего механизма23, три входных вала которого кинематически связаны с первым 1 и вторым7 валами цепи обката и датчиком 24углового положения (Фиг,2).Блок 17 управления может быть выполнен также в виде счетчика 25,вход которого подключен к датчику 24углового положения, а выходы - к дешифратору 21, первый вход которогоподключен к механизму 14 включениямуфты 13, а второй. через цифроаналоговый преобразователь 22 - к дополнительному двигателю 12.Кинематическая пепь обката зубообрабатывающего станка работает следующим образом. Изобретение относится к металло обработке, в частности к обработкезубчатых колес на зубообрабатывающих 25станках с периодическим делением,работающих обкаткой, врезанием и комбинированными методами.Цель изобретения - повышение точности и надежности работы зубообрабатывающего станка за счет сокращениячисла промежуточных элементов цепи.На Фиг, 1 изображена кинематическая цепь обката зубообрабатывающегостанка с выполнением блока измеренияв виде двух датчиков; на Фиг. 235то же, с выполнением блока измеренияв виде суммирующего механизма; наФиг. 3 - схема блока управления (первый вариант исполнения); на фиг. 4схема блока управления (второй вариант исполнения),Кинематическая цепь обката зубообрабатывающего станка содержит вал 1,который через промежуточную зубчатую 45передачу 2, гитару 3 обката и червяк4 связан с червячным колесом 5 люльки,имеющей двигатель 6. Вал 7 через промежуточную зубчатую передачу 8, гитару 9 деления, и червяк 10 связан счервячным колесом 11 шпинделя изделияи двигателем 12, Валы 1 и 7 соединенызубчатой муфтой 13, одна полумуфтакоторой аксиально подвижна на валу 7и связана с механизмом 14 ее включе 55ния,Устройство 15 контроля угла делительного поворота состоит из блока 16измерения, установленного на валах 1 обката, содержащую первый 1 и второй 7 валы, кинематически связанные соответственно через гитару 3 обката с люлькой и через гитару 9 деления5 со шпинделем изделия, введено устройство 15 контроля угла делительного поворота, содержащее блок 16 измерения, установленный непосре;ственно на первом и втором валах, выполненный в виде двух датчиков 18, 19, и блок 17 управления, содержащий реверсивный счетчик, к которому подключены дешифратор, цифроаналоговый преобразователь, соответственно управляющие механизмом 14 включения муфты13 и дополнительным двигателем 12. По второму варианту блок 16 измерения устройства 15 контроля угла делительного поворота выполнен в нидесуммирующего механизма, три выходных нала которого кинематически свя"заны с. первым 1 и вторым 7 валамицепи обката и датчиком 18 угловогоположения. Блок управления выполненв виде счетчика, вход которого подключен к второму датчику угловогоположения, а выходь 1 - к дешифратору,первый вход которого подключен кмеханизму включения 14, а второйчерез цифроаналоговый преобразователь - к двигателю 12. 2 з.п,ф-лы,4 ил.511867 чего двигатель 12 отклснцсаетсяПосие рассогласовацсся валови 7 ца делительньпс угол с заданной точцостью обеспечивается плавное залсьскассие цепи обката.Просесс деления в цепи обката с устройством 15 контроля угла делительного поворота, вьптолцеццым по второмуварианту (фиг,2), осуществляется аналогично, но вместо подачи счетных импульсов на суммирукпцстй вход счетчика25 (фиг.4) осуществляется доворотдатчика 24 сулслсирующтлс механизмом 23,уменьшающим величину его поворота наугол, соответствующий подаче числаимпульсов на сулсмструющтпс вход ревер. -сивного счетчика 20 блока 17 управления, выполненного по первому варианту,в процессе деления. Формула и з о б р е т е и и я.1. Кинематическая цепь обката зубообрабатываюшего станка, включающая .вал люльки и ва:т шпинделя изделия,связанные между собоц посредствомзубчатой муфты с мехацизмосл е Величения, устройство контролс угла делительного поворота одного ва:та относительно другого и привод деления,о т л и ч а ю щ а я с я тем, чго,с целью повьшсесптя точности и надежности работы цепи за счет сокращесцсячисла промежуточных элементов, устройство контроля угла делительного поворота вьптолнено в внде блока измерения,связанного с валами, и блока управления, соединенного с одной стороны сблоком измерения, а с другой стороныс механизмом включения муфты и с приводом деления,2, Кинематическая цепь по п,1, о т л и ч а ю щ а я с я тем, что блок измерения выполнен в виде двух датчиков углового положения, установленных соответственно на валах люльки и шпинделя изделия, а блок управления содержит реверсивный счетчик с. двумя входами, которые подключеньс со- ответственно к датчикам углового положения, и несколькими выходами, де.шифратор с количеством входов, равным количеству выходов счетчика, соединенных с ними и выходом, связанным с механизмом включения муфтьс, и цифроаналоговый преобразователь с числом входов, равным числу выходов счетчиВ процессе рабочего хода, когдапроисходит нарезацие впадины лсеждузубьями, двигатель 6 приводит во вращение червяк 4 и сцепленное с ним5червячное колесо 5 люльки, От червяка 4 через гитару 3 обкатки, промежуточную зубчатую передачу 2, вал 1,сцепленную муфту 13, вал , промежуточную передачу 8, гитару 9 деленияи червяк 10 движение передается на ,червячное колесо 11.шпинделя изделия,При этом на дополнительный двигатель12 напряжение це подается и егоякорь свободно вращается вместе счервяком 10, Процесс деления в цепиобката с устройством 15 контроля углделительного поворота, вьсполнеттньслспо первому варианту (фиг.1) начинается с установки кода И на входе счетчика 20 (фиг.3), соответствующеговеличине углового поворота вала 7относительно вала 1. При делении изаписи этого кода в счетчик 20, сигнал с выхода дешифратора 21 выдаеткоманду на механизм 14 включения лсуфты 13, в результате чего ее полумуфты расцепляются и остаются в такомсостоянии пока ца выходе счетчика20 в результате счета це установитсянулевой код. Сигнал с выхода счетчика 20 подается также ца цифроацалоговый преобразователь 22 и через него двигателю 12, который через червяк 10, гитару 9 деления и промежуточную зубчатую передачу 8 поворачи 35вает вал 7 относительно вала 1. При этом ца сулсмируюппсйс вход счетчика 20 поступают импульсы с датчика 18, число которых пропорционально углу поворота вала 1 , и ца вычитающий вход с датчика 19, число которых пропорционально углу поворота вала 7. При этом двигатель 12 обеспечивает такуюскорость вращения вала 7, при кото рой в результате счета величина первоначально установленного на выходе счетчика 20 кода И уменьшается, соответственно уменьшается величина сигнала на выходе преобразователя 22, скорость вращения двигателя 12 и вала 7. При повороте вала 7 относительно вала 1 на угол, соответствующий делительному, код на выходе счетчика 20 становится нулевым, скорости валов55 1 и 7 выравниваются, пази зубполумуфт муфты 13 совпадают, сигнал с механизма 14 включения муфты 13 снимается и полумуфты зацепляются, в результате.одписн Заказ 1123 Тираж 522 ВНИИПИ Государственного комите 113035, Москвари ГКНТ СС по изобрет -35, Раушс иям и открытиямя наб., д, /5 11 гПроизводственно-издательский комбинат "Патент , г, )жгород, ул, Гагарина, 10 а, соединенных с ними и одним выхо" ом, подключенным к приводу деления.3. Кинематическая цепь по п.1 о т л и ч а ю щ а я с я тем, что блок измерения выполнен в виде суммарного механизма с тремя входными валами, кинематически связанными с люлькой, шпинделем изделия и датчиком углового положения, а блок управле ния выполнен в виде счетчика с одним входом, подключенным к датчику углового положения, и несколькими выходами, дешифратора с количеством вхсдов,равным количеству выходов счетчика,соединенных с ними и выходом, связанным с механизмом включения муфты, ицифрового преобразователя с числомвходов, равным числу выходов счетчика, соединенных с ними и одним выходом, подключенным к приводу -деления.1
СмотретьЗаявка
4296758, 10.08.1987
САРАТОВСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО ЗУБООБРАБАТЫВАЮЩИХ СТАНКОВ
ЛЕВАШОВ ГЕННАДИЙ ВАСИЛЬЕВИЧ, БУЯНОВ НИКОЛАЙ МАРКОВИЧ, АРСЕНОВ СЕРГЕЙ АНТОНОВИЧ
МПК / Метки
МПК: B23F 5/00
Метки: зубообрабатывающего, кинематическая, обката, станка, цепь
Опубликовано: 15.05.1990
Код ссылки
<a href="https://patents.su/4-1563867-kinematicheskaya-cep-obkata-zuboobrabatyvayushhego-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Кинематическая цепь обката зубообрабатывающего станка</a>
Механизм поворота шпиндельного блока многошпиндельного автомата

Номер патента: 733867
Опубликовано: 15.05.1980
Авторы: Бирюков, Бутаев, Крепс
МПК: B23B 9/00
Метки: автомата, блока, механизм, многошпиндельного, поворота, шпиндельного
...валика7, на одном конце его закреплена вилка 8, в паэ которой входит ролик 9, дополнительно установленный на криво- шипе 4 на оси 10. На другом конце вали733867 4пает в контакт с участком б кулачка 14 и ролик 13 начинает перемещаться вверх, а следовательно через рычаг 11, валик 7, вилку 8 и ролик 9 кривошип 4 начинает возвращаться в исходное положение. После чего цикл повторяется для каждого угла поворота мальтийского креста 18. 3( закреплен рычаг 11 в котором установлена ось 12 с роликом 13. Ролик 13 контактирует с кулачком 14 (фиг. 3) и контркулачком 15, неподвижно установленными на задней стойке 16 токарного автомата. Поворот шпиндель- ного блока 17 осуществляется от кри- вошипа 4 через установленный на нем ролик 5, мальтийский крест...
Устройство для прерывистого поворота матричного блока

Номер патента: 1556807
Опубликовано: 15.04.1990
МПК: B21K 1/44
Метки: блока, матричного, поворота, прерывистого
...закреплен в станине 11проворота и выстоя матрицедержателя 2, совершенных за один оборот вала 12, определяется величиной передаточного отношения шестерен 24 и 25 и количеством профильных участков кулачка 9. Формула изобретения Устройство для прерывистого поворота 10 матричного блока штамповочного автомата,содержащее смонтированное на станине, жестко соединенное с матричным блоком зубчатое колесо, связанное посредством промежуточного механизма с шестерней приводного вала, отличающееся тем, что, с целью повышения надежности и точности позиционирования, а также улучшения условий обслуживания, промежуточный механизм выполнен в виде жестко связанных одна с другой опорной и поводковой полумуфт, 20 поводкового вала, состоящего из стержня...
Механизм поворота шпиндельного блока многошпиндельного станка

Номер патента: 1816536
Опубликовано: 23.05.1993
МПК: B23B 9/00
Метки: блока, механизм, многошпиндельного, поворота, станка, шпиндельного
...7.Механизм работает следующим образом.В соответствии с циклом работы станка от распределительного вала 3 осуществляется подъем шпиндельного блока 6, включается электродвигатель 7 по команде КВ 12 и совместно с поворотом шпиндельного блока 6 от мальтийского креста 1, осуществляемого от поводка 2 через передачи 4 на .венец 5 шпиндельного блока 6, зубчатого колеса 10 на упомянутый зубчатый венец 5,Поворот шпиндельного блока А от обычного механизма начинается при времени гд и заканчивается при тк (см.фиг.З), Поворот шпиндельного блока Б с рассматриваемым механизмом совершается за более короткое время и начинается от времени а, Ему предшествует включение электродвигателя привода поворота во время гэ и разгон до номинальной...
Счетчик углов поворота платформы экскаватора

Номер патента: 122290
Опубликовано: 01.01.1959
МПК: G07C 5/10
Метки: платформы, поворота, счетчик, углов, экскаватора
...механизмом 4 фрикционной передачей, состоящей из неподвижного диска 5 и подвижных дисков 6. Диск 5 посажен жестко на вертикальной оси гироскопа, а диски б - на промежуточном валике 7.В зависимости от того, какой из электромагнитов 8 обтекается током, при вращении платформы экскаватора один из дисков б обегает неподвижный диск 5, приводя в действие счетный механизм 4. Включение электромагнитов 8 осуществляется переключателем 9. В зависимости от направления вращения поворотной части экскаватора ток направляет122290ся в ту катушку, включение которой обеспечивает правильное вращение счетного механизма.Двигатель 1 гироскопа должен быть включен в течение всех периодов, когда экскаватор производит полезную работу.При вращении платформы...
Устройство для измерения крутящего момента и угла поворота на вращающихся валах

Номер патента: 1809335
Опубликовано: 15.04.1993
Авторы: Губайдуллин, Куликовский
МПК: G01L 3/10
Метки: валах, вращающихся, крутящего, момента, поворота, угла
...измерения угла поворота, в предлагаемом устройстве для измерения крутящего момента, одновременно совместим ещефункцию измерения угла поворота валапривода, при помощи которого передаетсяусилие на собираемое резьбовое соединение,Кроме вышесказанного, у устройствадля одновременного измерения крутящегомомента на вращающемся валу и угла поворота появилась еще возможность использовать подвижный токопроводящий виток,прорезав в нем винтовой паз, получить ещефункцию преобразования, а именно измерять угол поворота вала одновременно сизмерением крутящего момента, На фиг. 5показана осциллограмма напряжений, где:Оп - напряжение питания прямоугольнойформы со скважностью "2"(а) и (а); Ехх -напряжение на измерительной обмотке врежиме холостого хода, без...
Предыдущий патент: Разрыхлитель рулонов стебельчатых кормов
Следующий патент: Зубодолбежная головка
Случайный патент: Способ прокатки полых изделий