Патенты опубликованные 07.04.1989
Устройство для подачи проволоки

Номер патента: 1470405
Опубликовано: 07.04.1989
МПК: B21F 23/00
..."Патент", г.Ужгород; ул. Гагарина, 101 Изобретение относится к машиностроению, в частности к устройствамдля подачи проволоки, и может бытьиспользовано в станках для изготовления изделий из проволоки.Цель изобретения - повышение производительности и расширение технологических возможностей за счет одновременной подачи нескольких проволок 10разного диаметра.На чертеже изображено предлагаемое устройство, общий вид,Устройство содержит размещенныена приводном валу 1 крайние ролики 2 15и 3, упругий элемент, выполненный ввиде цилиндрической пружины 4, гайку5, а также прижимной валок б, Анксирующий радиальное положение проволоки 7. Крайние ролики 2 и 3 снабжены 20цилиндрическими хвостовиками, направленными в одну сторону, при этомна хвостовике 3...
Устройство для накатки лезвий дисков

Номер патента: 1470406
Опубликовано: 07.04.1989
Авторы: Дацына, Демин, Наумов, Паша
МПК: B21H 1/02
Метки: дисков, лезвий, накатки
...33 формующихроликов 25 соединены с ведомым валом37 конической фрикционной передачичерез муфты 41, зубчатую передачу 42, 30валы 43 и 44 и ременную передачу 45.Устройство работает следующим образом,Перед началом работы включаетсяпривод 6. От привода 6 вращение передается валу 19 приводного механизма3 через ременную передачу 7 и валу39 узла 5 отбора мощности через ременную передачу 40. Далее через фрикционную передачу, образованную коническими роликами 36 и 38, ременнуюпередачу 45 и зубчатую передачу 42,необходимую для обеспечения вращениявалов 43 и 44 в разные стороны, вращение передается муфтам 41 и приводным валам 33 с закрепленными на нихроликами 25,Передача вращения от ведущего вала 19 приводного механизма 3 к роликам 25 не...
Способ формирования реборды цельнокатаных железнодорожных колес

Номер патента: 1470407
Опубликовано: 07.04.1989
Автор: Шифрин
МПК: B21H 1/04
Метки: железнодорожных, колес, реборды, формирования, цельнокатаных
...сменных втулок. 4 ил,С"тг = 076 Ь Оьбба+5; Ь=2 тсоэ 30 +(а-- г) т 830+ г 2 30 з 470407 4нять функции только корректировки про метр котомкой равен Р = 0 - 2(а + 2)филя поверхности катания колеса, В. где Р - диаметр валка по кругу катакоренных валках размеры ширины и ния, а высота цилиндрической частиглубины зева должны быть большими, 5 коренных валков Ь = т+ 5. Остальныечем в выходном нажимном валке, при размеры зева Ч, Ы, т т и Кэтом профиль зева коренных валков вы- определяются размерами готового издеполняют с конусной наружной поверх- лия или выбираются конструктивно.ностью и цилиндрической внутренней Конусная наружная поверхность коповерхностью, а переходный участок 10:ренного валка сопрягается с цилиндримежду указанными...
Станок для накатывания резьб на пустотелых заготовках

Номер патента: 1470408
Опубликовано: 07.04.1989
Авторы: Евсеев, Ставров, Якухин
МПК: B21H 3/02
Метки: заготовках, накатывания, пустотелых, резьб, станок
...При этом дополнительный шпиндель 35 вращается в направлении, противоположном вращению шпинделя 4, и располагается таким образом, чтобы торцы закрепленных на нем оправки 37 и охватывающей втулки 39 выступали на некоторую величину за торцы роликов 26 со стороны крышки 27. После поступления заготовки 22 в приемник 23 осуществляется рабочий ход силового цилиндра, при котором планка 7 с закрепленными на ней направляющими скалками 11 и вращающимся шпинделем 4 с оправкой 17 начинают перемещаться в осевом направлении. При этом также, перемещается .по направляющим скалкам 11 под воздействием пружин 16 траверса 14, несущая в приемник 23 заготовку 22. Одновременно с основным шпинделем 4 в том же направлении перемещение совершает дополнительный...
Способ горячей обработки металлов давлением

Номер патента: 1470409
Опубликовано: 07.04.1989
Авторы: Ефимов, Касатонов, Либин, Пестов, Савицкий, Соколов, Темкин
МПК: B21J 5/00
Метки: горячей, давлением, металлов
...производят, выдерживая паузы г в соответствии с зависккосРтью Использование способа горячей обработки металлов давлением с оптимальными паузами между обжатиями одного и того же участка по сравнению с существующими способами повьппает производительность оборудования, что особенно важно для автоматизированных ковочных комплексов, снижает расход энергии и сопротивление деФовмдции, повьппает технологическую пластичность и способствует повышению качества металла.Формула изобретенияСпособ горячей обработки металлов давлением, включающий постадийное де- формирование заготовки, о т л ич а ю щ и й с я тем, что, с целью увеличения производительности, снижения энергозатрат, поэтапное обжатие участков заготовки осуществляют в одном и том же...
Устройство для смены штампов на прессе

Номер патента: 1470410
Опубликовано: 07.04.1989
Авторы: Дуров, Ковалев, Леоненко
МПК: B21J 13/02, B30B 15/02
...2 от приво брусьев 3, одни концы которыхны поперечиной 4, а другие - дополнительной поперечиной 5. Устройство содержит также фиксаторы положения брусьев 3 в горизонтальной плоскости размещенные на концах брусьев 3 жест 5 кие упоры 6 и,упругие фиксаторы положения штампа 7 на брусья 3, при этом привод перемещения брусьев 3 выполнен в виде двух гидроцилиндров 8 и 9, штоки которых связаны с брусьями и которые размещены с противоположных концов брусьев, Фиксаторы положения брусьев в горизонтальной плоскости выполнены в виде шарнирно закрепленных в центральной части брусьев 3 направляющих колонок 10 и размещенных на боковой поверхности стола пресса с возможностью взаимодействия с направляющими колонками 10 направ ляющих втулок 11, а...
Устройство для создания нормируемого напряженного состояния в круглых дисках

Номер патента: 1470411
Опубликовано: 07.04.1989
Авторы: Золотухин, Котелевский, Пацека, Филиппов
МПК: B21J 13/02
Метки: дисках, круглых, напряженного, нормируемого, создания, состояния
...значение толщины прокованного диска 24, которое преобразуется в ток и идет в сравнивающее устройство 22, При соответствии 35 сигналов толщиномера и задающего устройства 21 амплитуда колебаний ультразвукового генератора 17 зависит только от задающего устройства 21, При наличии разницы между действительной 40 и заданной толщиной диска 24 в сравнивающем устройстве 22, вырабатывается сигнал, который через усилитель 23 поступает в генератор 17 и изменяет амплитуду колебаний ультразвуко вого генератора 17 до устранения несоответствия в толщине диска.При создании нормированного напряженного состояния во всем поле диска 24 одновременно с вращательным дви жением шпинделя 4 бойки 14 и 15 получают поступательное движение в радиальном...
Штамп для изотермической штамповки

Номер патента: 1470412
Опубликовано: 07.04.1989
МПК: B21J 13/02
Метки: изотермической, штамп, штамповки
...3. Так обеспечиваетсявозможность смены матрицы 3 штампапри износе ее гравюры, Зазор а междуэлементами 6 обеспечивается тем, чтонаружная поверхность 7 элементов 6закреплена через кольцевые проточки 8полукольцами 9 к болтам 10 через втул ки 11, а внутренняя резьбовая поверхность 4 через резьбовую поверхность 5матрицы 3 крепится к самой матрице,Кроме того, благодаря наличию резьбовых поверхностей 4 и 5 поверхностьконтакта элементов 6 с матрицей 3 увеличивается не менее чем в два раза,что улучшает условия теплопередачи исокращает время разогрева матрицы 3до рабочей температуры, а также умень шается количество энергии, расходуе-мой на поддержание этой температуры.Элементы аккумулирующего кольца установлены с зазором между собой, рав"ным...
Устройство для разворота колен поковок коленчатых валов

Номер патента: 1470413
Опубликовано: 07.04.1989
Авторы: Боринский, Захаров, Игошева, Попов, Рубин
МПК: B21K 1/08
Метки: валов, колен, коленчатых, поковок, разворота
...заплечики 20 совмещаются с выступами12 установочной секции с некоторымнезначительнык рабочим зазором, чтопредотвращает поворот рабочей планшайбы относительно горизонтальнойоси. Зев паза перекрыт. Для установки колена коленчатого вала защелку25 откидывают относительно оси 24, азатем за цапфы 28 отводят якорь 21в крайнее нижнее положение (фиг. 2).Подбирается соответствующая сменнаязажимная обойма 8 и устанавливается,в паэ рабочей планшайбы 13.Коленчатый вал 30 ковочным манилу-,55лятором 31, поддерживаемый кантователем 32 другого конца, вторым коленом, расположенным вертикально заводится в расположенный вертикально паз сменной зажнмной обоймы 8, установленной в лазу рабочей планшайбы 13.Якорь 21 вилки-рычага 15 возвращаютотносительно...
Способ изготовления полых конических поковок

Номер патента: 1470414
Опубликовано: 07.04.1989
Авторы: Арефьев, Горохов, Пакало, Петунин
Метки: конических, поковок, полых
...в одной плоскости. Для исключения этого недостаткаосуществляют осевую подачу оправки навеличину 1 (фиг. 2 и 3) до полученияйсоотношения - = 1. Затем производятЙокантовку заготовки, повторное обжатиебойком и последующую осевую подачуЙЭоправки до соотношения - = 1, Череоодуя обжатие, осевую подачу оправкии кантовку заготовки получают полуюконическую поковку с постоянной подлине толщиной стенки (фиг. 4).Согласно второму варианту раскат 50ки заготовки последнюю размещают наконической оправке с некоторым зазором между ее внутренним диаметром и13диаметром оправки -1 (фиг. 5). 551 оВ этом случае величину осевой подачиоправки после каждого обжатия выполняют такой, чтобы в течение всего процесса раскатки выдерживалосьсоотношение - 1 7 (Фиг...
Способ приготовления агломерационной шихты

Номер патента: 1470415
Опубликовано: 07.04.1989
Авторы: Абросимов, Попов, Шабалина
МПК: C22B 1/16
Метки: агломерационной, приготовления, шихты
...мм приводят к уменьшению удельной производительности агломерационного процесса (табл.5).Максимальная при раздельном полу 50 чении извести и топлива производительность агломерации достигнута при соблкдении дисперсности этих компонентов 0,044-0,074 мм.П р и м е р 2, Подготовку агломерационной шихты к обжигу, обжиг и испытание агломерата на прочность производят по примеру 1. ТоплиВО и известь измельчают до крупности 0,0440,074 мм, содержание серы в топливеизменяется в пределах 1,5-2,1%,Нарушение дозировки извести 1, 1%на 1% серы в топливе приводит кк уменьшению удельной производительности агломерации (табл,б),П р и м е р 3. Приготовление агломерационной шихты, обжиг и испытаниеагломерата на прочность проводят попримеру 1. Топливо и...
Смесь для изготовления пресс-форм

Номер патента: 1470416
Опубликовано: 07.04.1989
Авторы: Арсеньев, Булыгина, Епифанов, Певницкая, Хайдуков
МПК: B22C 1/12
Метки: пресс-форм, смесь
...количество усадочных дефектои повысить качество выплавляемых моделей,Составы смесей привед технологические свойсбл. 2.Приготовление смесей форм осуществляют следующим образои количество мас.Х: Алюминиевыйпорошок 99,5 95,0 90,0 0,5 5,0 10,0 Та бли ца 2 Количеств Вес одной ляемой мо о год- Теплопроводноствляе- кал/см с градей, 7 ичес оста ыплавсоыс,а вок 183 183 О, 1140,110,11 10 10 100 100 Составитель В. Шуваловедактор И. Шулла Техред М. Ходанич Корректор М. Пож ираж Заказ 1414/ВНИИПИ Го 7",0ета по изобретенияа, Ж, Раушская Подписное и открытиям при ГКНТ СССаб, д. 4/5 сударственного коми113035, Мос ательский комбинат "Патент", г.ужгород, ул. Гагар ПроизводственноАлюминиевый порошок перемешивают с АХФС в течение 15 мин до...
Противопригарная краска для литейных форм и стержней

Номер патента: 1470417
Опубликовано: 07.04.1989
Авторы: Волкова, Жданов, Ченцов, Черкасов
МПК: B22C 3/00
Метки: краска, литейных, противопригарная, стержней, форм
...свойства приведены в таблице.Краски готовят в водоохлаждаемомсмесителе емкостью 3 л с частотой вращения крыльчатки ф 60 мм 1200 об/мин.Порядок приготовления следующий; в бак смесителя заливают заранее приготовленный раствор поливинилбутираля в органическом растворителе (спирт головная фракция 503, ацетон 50%), затем вводят этилсиликат и кислоту, уайт-спирит, ПАВ и смесь перемешивают 15-20 минПосле этого засыпают огнеупорный наполнитель и смесь перемешивают еще 40-50 мин, В связи,с тем, что температура суспензии в процессе перемешивания повышается не более чем на 5-8 С, охлаждение практически не требуется.По окончании перемешивания краски имеем вязкость, плотность и седиментационную устойчивость, указанную в таблице. Эти...
Устройство для хранения и смешения формовочных песков и оборотной смеси

Номер патента: 1470418
Опубликовано: 07.04.1989
МПК: B22C 5/14
Метки: оборотной, песков, смеси, смешения, формовочных, хранения
...ускорить охлаждениее песка и оборотной смеси, а также улучшить их смешение при разгрузке, 2 э.п. ф-лы, 3 ил.С:1470418новременно сбрасывает песок и оборотную смесь на наклонные противоположно направленные течки 11, с которых они через поперечные щели 12 (фиг. 3) равномерно рассредотачиваются по всей ширине ленточного транспортера. Отсос пыли производится через отверстия 4 вентиляционной камеры 3, через которую производится также обслуживание разгрузочного механизма.Преимущества устройства заключаются в том, что песок и горелая смесь в емкостях охлаждаются и, поступая на транспортер, смешиваются,Формула и э о б р е т е н и я1, Устройство для хранения и смешения формовочных песков и оборотной смеси, содержащее емкость и механизм...
Устройство для моделирования поверхностей

Номер патента: 1470419
Опубликовано: 07.04.1989
Автор: Мухин
МПК: B22C 7/00
Метки: моделирования, поверхностей
...23, К рычагу 23 крепится подвижно ось 24, которая установлена в отверстиях штанг 25 и 26. Между штангами 25 и 26 винтами 27 установлен и сильно зажат трос 28, перекинутый через блок 29, посаженный на ось 30, которая закреплена на кронштейне 31. Контейнер 1 выполнен в виде замкнутой по периметру и со сквозной внутренней полостью рамки, установленной на ножках 32 (фиг. 12). Места 4 и 5 фиксации для неподвижной направляющей 3 выполнены в приливах 33 контейнера 1, Между подвижной направляющей 7 и ме 5 стами 5 имеется зазор ъ . Полости 34 в контейнере 1 предназначены для возможности движения рычагов 23 на уголНа фиг. 14 показана упрощенная конструкция устройства с полезной площадью (площадь со стержнями 10) меньше 0,5 м. Подвижная...
Блок стержневой оснастки

Номер патента: 1470420
Опубликовано: 07.04.1989
Авторы: Данчуков, Кукуруза, Неверковец, Петровский
МПК: B22C 7/06
Метки: блок, оснастки, стержневой
...О ящик; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - собранный блок из трех ящиков; на фиг. 4 - разобранный ящик со стержнем.Ящик содержит полуформы 1 и 2, име.15 ющие отверстия 3 под толкатели, цилиндрические штыри 4, отверстия 5 для захватов, в нижней части расположен направляющий паз 6. Несколько ящиков 7-9 собираются в блок, при этом шты О ри ящиков 7 и 9 входят и перекрывают отверстия под толкатели ящика 8 во время заполнения рабочей полости 10 стержневой смесью 11 При разборке, ящика толкатели 13 и цанговые захваты 14 входят в отверстия 3 и 5 для извлечения стержня 12.Порядок работы на ящике следующий.. Заполнение горячего ящика стержневой смесью производят в блоке, ког да отверстия под толкателиперекрыты штырями смежных с ним ящиков....
Способ изготовления форм вакуумной формовкой

Номер патента: 1470421
Опубликовано: 07.04.1989
Авторы: Бельский, Корнюшкин, Надервель, Рысева
МПК: B22C 9/00
Метки: вакуумной, форм, формовкой
...в простом отключении опок от вакуумной системы. ОЗН, наполнительный материал и отливка легко удаляются иэ опок. Отливку отправляют на дальнейшую очистку, ОЗН и наполнительный материал после отделения от металлических 15 включений поступают на рассев чер з сито с размером ячейки большим, чем максимальный размер частиц ОЗН, и меньшим, чем размер мелкой фракции наполнительного материала. После этого ОЗН и наполнительный материал готовы к последующим циклам получения отливок.П р и м е р 1. В качестве наполнительного материала используют ке рамэит по ГОСТУ с крупной фракцией диаметром 50 мм и молотый керамэит диаметром 15 мм. В качестве огнеупорного зернистого наполнителя используют маршалит с размером частиц 0,05 мм. Пористость...
Литейная форма

Номер патента: 1470422
Опубликовано: 07.04.1989
Авторы: Боровик, Ефимов, Караник, Качанов, Ласовецкий, Пухальский, Семенов, Шейко
МПК: B22C 9/00
...время, когда образуется закристаллизовавшаяся корочка металла по всей поверхности отливки и литниково-питаю " щей системы (эта корочка необходима для предотвращения заливов по стыкам формы и механического пригара при последующем выжимании металла), включается гидроцилиндр 11, перемещающий плунжер 10 в горизонтальном направлении, который через отверстие в корпусе верхней прижимной плиты и прокладку 7 давит на теплоизолирующую вставку 6, а затем и на компенсационный выступ 9 деформируемой прибыли. Теплоизолирующая вставка в месте давления на нее плунжера частично разрушается и жидкий металл через образовавшиеся цели может про никнуть к плунжеру и привариться к нему. Однако благодаря прокладке из жаропрочной ткани этого не...
Способ изготовления отливок по удаляемым моделям

Номер патента: 1470423
Опубликовано: 07.04.1989
Авторы: Ахметзянов, Васин, Евсеева, Карнаухов, Лонзингер, Рысс, Уткин, Чирков
МПК: B22C 9/04
Метки: моделям, отливок, удаляемым
...хорошо смачивается связующим наоснове этилсиликата и жидкого стекла. ОПГЭП - пористый материал с насыпным весом 630-800 кг/м,Использование для первого слоя З 0формы зерен 0,10,315 мм обусловлено. следующим. размер зерна менее0,1 мм не обеспечивает достаточнойпрочности облицовочного слоя формыиз-за растрескивания оболочки присушке. Частицы зерен более 0,315 ммснижают качество поверхности отливоки их точность. Выбор для второго ипоследующих слоев размера частиц обсыпочного материала 0,3151,5 ммсвязан с условием обеспечения минимальной пористости на контакте слоев,частицы больше 1,5 мм увеличиваютпористость контакта, что приводит кснижению прочности формы, частицыменее 0,315 мм не обеспечивают армирования слоя суспензии, что ведет кего...
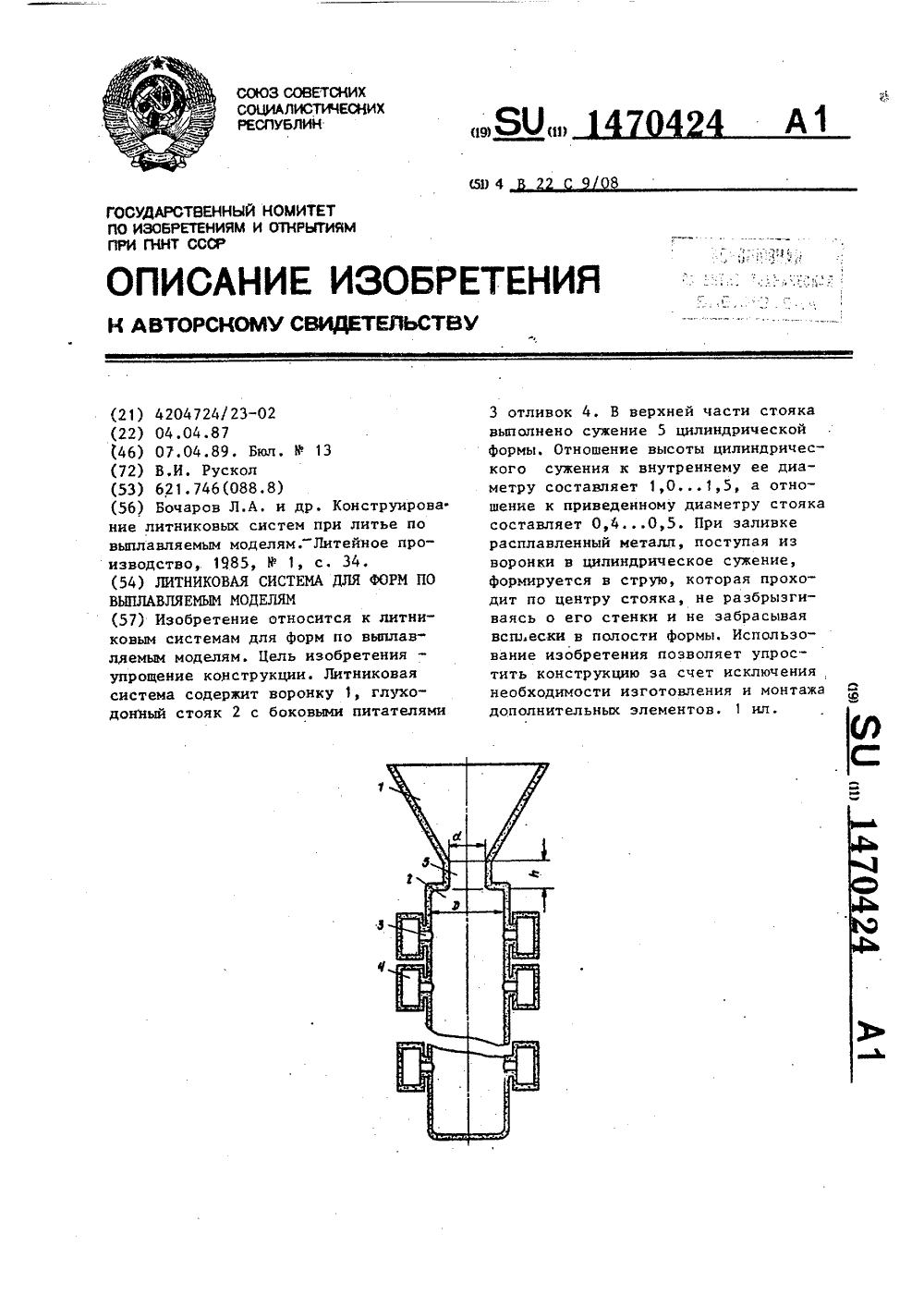
Литниковая система для форм по выплавляемым моделям
Номер патента: 1470424
Опубликовано: 07.04.1989
Автор: Рускол
МПК: B22C 9/08
Метки: выплавляемым, литниковая, моделям, форм
...дополнительных элементов . Формула изобретенияЛитниковая система для форм по выплавляемым моделям, содержащая литниковую воронку, глуходонный стояк с боковыми питателями, о т л и ч а - ю щ а я с я тем, что, с целью упрощения конструкции, в верхней части стояка выполнено сужение цилиндрической формы, причем отношение высоты цилиндрического сужения к внутреннему ее диаметру составляет 1,0 1,5, а отношение диаметра сужения к приведенному диаметру стояка составляет 0,40,5. Ь = 1,25 с 1 и й = 0,45 В,тулова Корректор М. Васильева Заказ 1415/12 Тираж 710 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5а Производственно-издательский комбинат "Патент", г.ужгород, ул,...
Стопочная форма

Номер патента: 1470425
Опубликовано: 07.04.1989
Авторы: Варламов, Гришин, Евстигнеев, Рыжиков, Уваров, Фокин, Чернышов
МПК: B22C 9/20
...прибыли и подпитывает металлом нижележащие отливкичерез расплавляющийся стояк. Верхняяотливка подпитывается металлом излитниковой чаши.Выбор количества микрохолодильников зависит от массы отливки, толщины стенки, температуры заливаемогометалла и других факторов, а оптимальное их количество принимаетсяравным 1,0-.3,ОЕ от массы отливки.Для создания гарантированного направленного эатвердевания снизу вверхсоотношение объема микрохолодильников,содержащихся в каждых двух смежных повысоте полостях формы, составляет1:(0,95-0,70).Такое соотношение количества микрохолодильников объясняется следующим. При соотношении меньшем, чем1;0,95, нет гарантии получения плот"ного металла, особенно в осевой зонеотливок, так как не обеспечиваетсянаправленность...
Устройство для двухстороннего прессования литейных форм

Номер патента: 1470426
Опубликовано: 07.04.1989
Автор: Сварика
МПК: B22C 15/02
Метки: двухстороннего, литейных, прессования, форм
...10, контрмодель патрубок 12, Фрезу 13. 15 Устройство работает следующим образом.Опока 14, представляющая собой ,звено пульсирующего вертикально-замкнутого конвейера, поступает под бункер 2, снизу опоки в это время находится верхняя наполнительная рамка 3и шибер 4. В этом положении из бункера 2 в опоку и наполнительную рамку 3, закрытые снизу шибером 4, поступает Формовочная смесь. По заполнении смесью опока совместно с на"полнительной рамкой 3 и шнбером 4перемещается на позицию прессования, 30после чего шибер 4 возвращается в,исходное положение под бункер 2, открывая отверстие наполиительной рамки 3. Вслед за шибером 4, когда формовочная смесь высыпалась в камеру 5, возвращается в исходное положение и наполнительная рамка 3Затем на...
Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий

Номер патента: 1470427
Опубликовано: 07.04.1989
Авторы: Быкова, Гуляев, Дяконюк, Лев
МПК: B22C 23/02
Метки: внутреннюю, краски, нанесения, поверхность, цилиндрических
...9, движется по ней и, достигнув основания зубьев 10, разделяется 50 на два потока, один из которых движется по поверхности зубьев, являющихся продолжением перегородки 9, а другой - по поверхности зубьев, загнутых в сторону краскоподводящего патрубка 4. Тот факт, что в полости цилиндрической камеры образуются три потока краски, сталкивающихся между собой и с потоком воздуха,обуславливает высокую степень перемешивания и усреднения смеси краски с воздухом, что в свою очередь позволяет обеспечить равномерную толщину слоя наносимой краски. После создания в цилиндрической камере 1 достаточного давления начинается процесс распыления смеси краски с воздухом через кольцевую щель, образованную распылителем 6 и центральным отверстием 3...
Слиток

Номер патента: 1470428
Опубликовано: 07.04.1989
Авторы: Бухтеев, Голубев, Зезиков, Кириенко, Кузнецов, Машинский, Шипулин
МПК: B22D 7/00
Метки: слиток
...блюминга при прокатке в первых проходах. Кроме того, ЗО слишком большой радиус закругления приводит к возникновению трещин по ребрам слитка, которые впоследствии переходят на заготовку, что увеличивает брак по поверхностным дефектам. При ширине волнистых поверхностей на гранях менее 0,7 от их ширины образованные этими поверхностями выступы, играющие роль ребер жесткости, находятся близко к центру граней, а крайние участки граней ослабляются и по ним образуются трещины, что увеличивает расход металла 45 на прокат. При глубине волны менее 0,015 от ширины или толщины слитка поверхность граней приближается к плоской, что значительно снижает трещиноустойчивость литейной короч 50 ки слитка и ухудшает качество его поверхности. С другой...
Стержень для получения полых слитков

Номер патента: 1470429
Опубликовано: 07.04.1989
МПК: B22D 7/04
Метки: полых, слитков, стержень
...вертикали под действием продольных усадочных деформаций в затвердевшем вокруг стержня слое металла позволяет выполнять стержень консольным, не входящим вприбыль, что резко улучшает условия работы прибыли - способствует уменьшению усадочных дефектов в осевой части стенки слитка, что особенно важно, так как при изготовлении слитка полым резко увеличивается отношение высоты слитка к толщине, стенки.Материалом упругих элементов является упругая листовая сталь толщиной 0,5-8,0 мм. Толщиной стенки этих элементов и их количеством под секциями обеспечивается их жесткость, при которой они не деформируются под весом секций и давлением столба жидкого металла над стержнем. При толщине стенки деформированных элементов меньше 0,5 мм или больше 8,0 мм...
Способ изготовления полых заготовок

Номер патента: 1470430
Опубликовано: 07.04.1989
Авторы: Арефьев, Горохов, Жулев, Пакало, Петунин
МПК: B22D 7/04
...свойств металла по сечению полой заготовки (табл1).Уровень и однородность ударной вязкости металла поковок из полого слитка массой 12,0 т иэ стали 25 приведены в табл. 1.Толщиной наносимого покрытия можно регулировать теплоотвод от расплава к литейной форме в зависимости от толщины затвердевающей стенки полого слитка. С увеличением этой толщины слей покрытия повьппается. Для практического использования рекомендуется зависимость для определенияполученная в результате обработки опытных данных,Оф 0025 "сфгде С - толщина затвердевающей стенки полого слитка (фиг.1).П р и м е р. Изготавливают полуюзаготовку типа обечайки (наружный диаметр 2240 мм, внутренний диаметр640 мм, длина 3300 мм) из пологослитка массой 140 т из сталя 40.Параметры...
Изложница

Номер патента: 1470431
Опубликовано: 07.04.1989
Авторы: Деревянко, Евстафьев, Кокин, Кулагин, Поляков, Сулима
МПК: B22D 7/06
Метки: изложница
...угол наклона верхней части стенок изложницыувеличивает площадь зеркала жидкогометалла, что способствует лучшемупитанию жидким металлом нижележащихчастей слитка при кристаллизации иполучению усадочной раковины меньшей глубины. Угол наклона менее 107 недает заметного увеличения площадизеркала металла и снижения пористости. Увеличение же угла наклона более 307 не способствует дальнейшему повышению плотности металла в централь ной части слитка, но приводит к появлению закатов на поверхности при прокатке.В таблице приведена величина по" ристости и ликвацнонного квадрата в слитках массой 7,4 т, полученных в изложницах предлагаемой конструкции с конусностью 37. Длина участка Угол Центральная с увеличенным накло- пористость и уклоном на, 7...
Способ получения слитков

Номер патента: 1470432
Опубликовано: 07.04.1989
МПК: B22D 7/12
Метки: слитков
...фурму 9, нижний торец которой устанавливают от поверхности шлакообразующей смеси на поддоне 4 нарасстоянии 30-40 мм. Из разливочного ковша производят заливку жидкойстали, которая, проходя через сифонный канал 5, поступает в изложницу 1 20и, соприкасаясь с покрывающей поддон 4 шлакообразующей смесью, расплавляет ее, образуя жидкий шлак 7.После этого из фурмы 9 производятподачу порошка 10 в потоке газа под 25давлением 0,16-0,18 МПа, при этом 10на внутреннюю поверхность изложницы 1ориентируют через прилегающий к нейслой жидкой стали 6 и жидкого алака 7. 30В результате взаимодействия рассплавленного шлака с относительнохолодной стенкой изложницы 1 на еевнутренней поверхности образуетсязатвердевший шлаковый слой 8 который дополнительно...
Устройство для защиты струи металла при непрерывной разливке

Номер патента: 1470433
Опубликовано: 07.04.1989
Авторы: Есаулов, Лебедев, Николаев, Плискановский, Семенков, Соловьев
МПК: B22D 7/12
Метки: защиты, металла, непрерывной, разливке, струи
...вокруг струи металлаБлагодаря такой организации защиты струи металла обеспечиваетсянеобходимая скорость газа на входев канал стакана, поступление достаточного его количества в полостьстакана и эффективная защита метал,ла на всем протяжении удлиненногостакана,Увеличение верхних пределов болееуказанных величин 0,025) не приводитк существенному повьппению эффективности защиты струи металла, однакозначительно увеличивается расходинертного газа, происходит захолаживание струи металла, увеличиваетсянамораживание его на внутренней поверхности канала стакана, в местестыка верхней и нижней частей стакана и снижается стойкость огнеупорного стакана.При уменьшении нижних пределовпротив указанных величин (0,015) необеспечивается необходимая...
Затравка машины непрерывного литья с роликовым тянущенаправляющим механизмом

Номер патента: 1470434
Опубликовано: 07.04.1989
Авторы: Гельфенбейн, Кудрявцев, Санников
МПК: B22D 11/08
Метки: затравка, литья, механизмом, непрерывного, роликовым, тянущенаправляющим
...чуть больше чем расстояние между роликами тянущенаправляющего аппарата. Ширина 30 гибких лентне превышает длину роликов тянущенаправляющего аппарата машины непрерьвного литья.Между гибкими лентами 2 может устанавливаться упругий элемент 7 (из резины) или надувная камера 8 для создания распорных усилий.для удержания от разрушения корпуса затравки вне машины предусмотрен подвижный замок 9, соединяющий край иие гибкие листы 2.Затравка работает следующим образом.Затравку вводят в машину непрерывного литья с разливочной площадки через кристаллизатор 4 (не раздвигая его), При эатвердевании металла вокруг головной части 1 затравки начинают вытягивание затравки, При этом затравка двкжетоя в направляющих роликах. б и вытягивается с помощью...