Архив за 1987 год
Обжимка к устройству для клепки

Номер патента: 1342577
Опубликовано: 07.10.1987
Автор: Марченко
МПК: B21J 15/12, B21J 15/36
Метки: клепки, обжимка, устройству
...пуансона 4. На рабочей части 5 пуансона выполнены выступы, образованные штифтом 14, а в щечках прижима 1 - профилированные пазы 15, в которых размещены выступы штифта 14, Профилированные пазы выполнены таким образом,чтобы. в исходном состоянии рабочаячасть 5 пуансона 4 быпа отклонена наугол Х относительно поверхности части 6 пуансона 4,Обжимка работает следующим образом.При введении рабочей части 5 обжимки с прижимом 1 в П-образный профиль рабочая поверхность В наклоненаепод углом ,Х, что позволяет обойтивыступающую бульбу П-образного профиля, Склепываемый пакет опирается 20на поддержку 16, Прижим 1, упираясьв пакет поверхностью 1 после его сжатия, останавливается, а пуансон 4продолжает движение, уменьшая зазор 1 26между поверхностью...
Устройство для групповой клепки развальцовкой

Номер патента: 1342578
Опубликовано: 07.10.1987
Авторы: Балыков, Рудов, Файнштейн
МПК: B21J 15/36
Метки: групповой, клепки, развальцовкой
...концы пуансонов 3принудительно удерживаются по координатам развальцовываемьж заклепокнаправляющей плитой 17, связаннойдополнительными шаровыми опорами 8 с тягами Ч, С этой н лъю пуансоны 3 снабжены шарившими опорами 18, установленными в направляющей плите 17, Геометрические размеры устройства соответствуют условию1,14где 1, - расстояние между центрамикрайних шаровых опор тяги;1 - расстояние от центра шаровой опоры пуансона в нажимной плите до его рабочеготорца;1 - расстояние между центрами3шаровых опор тяги в нажимной и направляющей плитах;14 - расстояние между центрамишаровых опор пуансонов в нажимной и направляющейплитах,Шаровые опоры 18 пуансонов 3 в направляющей плите 17 установлены с возможностью перемещения в...
Способ изготовления полых изделий

Номер патента: 1342579
Опубликовано: 07.10.1987
МПК: B21K 21/00
Метки: полых
...кН,На третьей позиции ,фиг, 1) осуществляют окончательное формообразование полости И 7,5 мм, глубиной5,5 мм с образованием перемычки вдонной части полости, с наметкойотверстия, Для снижения усилий ипредотвращения задиров при последующем сдвиге перемычки полость выполнена в форме усеченного конуса с угслом коцусности 5 , направленным отторца полости к оси заготовки, Усилиена пуансоне 172 кН, Глубина и диаметр: 10 15 20 б 30 35 40 полостив зягот нке явцсят От размера и геометрии вк ажцвяемой заготовки, а угол конуса - От способностиматериала, из которого изготавливается деталь, к деФормации, так какпоследующий сдвиг металла по конуснойобразуюшей осуществпяется в болееблагоприятном режиме, т,е. с меньшимиусилиями.На четвертой позиции...
Смесь для изготовления литейных форм и стержней

Номер патента: 1342580
Опубликовано: 07.10.1987
Авторы: Замятин, Ибрагимов, Климкин, Шарипов
Метки: литейных, смесь, стержней, форм
...хроммагниевойкомпозиции приведен в табл, 1,Используется жидкое стекло с си ликатным модулем 2,6-3,0, В качестве отвердителя используют нефелиновый шлам. Используют песок марки К 0315.Смесь приготавливается в смешивающих бегунах или в серийных установках ЗО непрерывного действия мод. 19653, 4727 и т.д. следующим образом. Перемешиваются сухие составляющие (песок нефелиновый шлам, хроммагни 3 35 евая композиция) в течение 1,5-2,0 мин, вводится жидкое стекло в необходимом количестве и перемешивание продолжаегся 2-3 мин в бегунах, а в установках непрерывного действия - соответ - ствующей настройкой дозаторов на нужную производительность.Время отверждения смеси 10-20 мин в зависимости от содержания двухкальциевого силиката. Смесь можно...
Смесь для изготовления литейных стержней и форм в нагреваемой оснастке

Номер патента: 1342581
Опубликовано: 07.10.1987
Авторы: Багрова, Запольский, Илларионов, Королев, Новоселов, Тибекин
Метки: литейных, нагреваемой, оснастке, смесь, стержней, форм
....В.Запольски 1.742.4(088. торское свид 9, кл. В 22 рское свидет 9, кл. В 22 вам смесей для изготовления стержнейи форм в нагреваемой оснастке, Цельизобретения - повышение качества смеси за счет увеличения ее живучести исокращения продолжительности отвержде.ния в нагреваемой оснастке. Составсмеси, мас.7: связующее на основефосфатов алюминия (алюмохромфосфатнаясвязка или магнийалюмофосфатная связка) 2-4; полиэлектролит (ВПК)(поли-И, И-диметил,5-диметилпиперидинийхлорид) 0,2-0,7; кварцевый песокостальное. За счет введения полиэлектролита ВПКживучесть смеси повышается более, чем в 7 раз; время выдержки стержня в нагреваемой оснасткесокращается в 3-4 раза, 1 з.п. ф-лы,2 табл,14,6 60 8,6 7,1 120 42 50 54 62 6,4 6,2 6,5 9,9 Прочность на...
Композиция для изготовления моделей, используемых при вакуумной формовке

Номер патента: 1342582
Опубликовано: 07.10.1987
Авторы: Горенко, Зарицкий, Пикульский, Сорокина, Черненко, Чернецкий, Шипелинский
МПК: B22C 7/02
Метки: вакуумной, используемых, композиция, моделей, формовке
...полистирол,После полного расплавления последнего расплав выдерживают 20 - 30 мин,а затем при перемешивании вводяталюминиевый порошок и продолжают перемешивание еще 20-30 мин. Готовыйрасплав постепенно охлаждают до 180200 С и выдерживают при этой температуре 30-40 мин до полного прекращениявыделения воздушных и газовых пузырей. Для ускорения этого процессарасплав помещают в камеру вибровакуумной установки, в которой композиция подвергается вакуумированию ивстряхиванию. Готовую композицию разливают в изложницы и передают на изготовление моделей. Составы композиций и их свойстваприведены в табл. 1 и 2 соответственно,Модели могут быть изготовленыметодом свободной заливки расплавав пресс-Фэрму при 180-200 С или запрессовкой...
Композиция для изготовления выплавляемых моделей

Номер патента: 1342583
Опубликовано: 07.10.1987
Авторы: Аппилинский, Борко, Деуля, Дорошенко, Зайцев
МПК: B22C 7/02
Метки: выплавляемых, композиция, моделей
...45/180). Он характеризуется температурой размягчения 45 С и глуо биной проникновения иглы при 25 С (пенетрация) 180 мм.Битум ЗНК представляет собой при 20 ф 2 С высоковязкое амфотерное вещество с:-улевой линейной усадкой.Состав битума, мас.Е:а) групповой углеводородный: углеводороды 51, в том числе парафинонафтеновые 10, средние ароматические 36, тяжелые ароматические 5, смолы 30, асфал:ьтены 17, твердые парафины 2, б) элементарный; С 85,5; Н 8,0; Я 35; (О+И) 30.Битум ЗНК хорошо сплавляется с буроугольным воском и парафином, образуя более однородный сплав с уменьшенной линейной усадкой и увеличенной пластической деформацией, которая в микрообъемах модели при затрудненной усадке способствует увеличению трещиноустойчивости модельной...
Установка для нанесения на модель синтетической пленки

Номер патента: 1342584
Опубликовано: 07.10.1987
Авторы: Косенко, Мишин, Плаксин, Плаксина
МПК: B22C 9/03
Метки: модель, нанесения, пленки, синтетической
...действием атмосферногодавления лист 8 прижимается к рамке 1и вспомогательному присосу 17. Полость 35 присоса 7 соединяется с атмосферой, в результате чего прекращается фиксирование листа 8 на присосе 7. Далее участок 21 листа 8,1зафиксированный на рамке 1, подогревается нагревателями 2 до пластичного состояния, одновременно включается режущий элемент 19 путем егоподключения к источнику электричества (не показано)Цилиндр 16 перемещает рамку 1с прогретым участком 21 листа 8 кмодели 24 (Фиг, 7), лист 8 соскальзывает с присоса 7. При этом в частьлиста 8, находящуюся между вспомогательным присосом 17 и рамкой 1,упирается нагретый элемент 19; производится отрезание участка 21 листа 8 (под действием нагретого элемента пленка расплавляется)....
Способ изготовления литейных форм со стержнями вакуумно пленочной формовкой

Номер патента: 1342585
Опубликовано: 07.10.1987
Автор: Калинин
МПК: B22C 9/03
Метки: вакуумно, литейных, пленочной, стержнями, форм, формовкой
...наполнитель йормы, При этомсыпучий наполнитель 2 заполняет поднутрения знака 7 стержня 6 (йиг. 2) .Вибрирование опоки прекращают, доводят резрежение до требуемой по технологии величине и выполнякт отделочные операции по закреплению пленки вокругстержня,Пленку, прорезанную в знаке йормы,можно не удалять с поверхности знакаи сохранить тем самым заданное значение разрежения в опоке при вибрировании, а знак стержня вдавит ее внутрьсыпучего наполнителя.Так как периметр реза пленки меньшепериметра знака стержня, осуществляется плотное прилегание пленки к знаку, что обеспечивает достаточную герметичность в месте соединения. Плотное прилегание сыпучего наполнителяк поднутрениям любой конфигурациизнака стержня можно обеспечить такжепутем легкой...
Способ изготовления отливок вакуумной формовкой

Номер патента: 1342586
Опубликовано: 07.10.1987
МПК: B22C 9/03
Метки: вакуумной, отливок, формовкой
...наполнителя на качество поверхности отливки.П р и м е р 2. Изготовление чугунной отливки Оправа зеркалан производят в опоках 1000 х 1000 х 200 мм на немеханизированном участке вакуумной Формовки, Размеры отливки, мм; длина 510, ширина 270, высота 25, толщина стенки 3-5. Материал отливки С 8, Поверхностное натяжение заливаемого металла 1, 1 Н/м, плотность 6950 кг/м .аЗаливку производят при 1340 С. Разрежение в форме 45 кПа. Для изготовления Форм используют песок марки 2 К 01 а, уплотнение которого производят вертикальными направленными колебаниями в течение 10 с при частоте 47 Гц и амплитуде 1 мм.В табл, 2 показано качество поверхности полученных отливок,Из табл, 1 и 2 следует, что применение для изготовления Форм огнеупорного...
Взаимозамыкаемая чушка металла трапецеидального сечения

Номер патента: 1342587
Опубликовано: 07.10.1987
Авторы: Гутников, Корнаков, Степанов, Тропников
МПК: B22D 3/00
Метки: взаимозамыкаемая, металла, сечения, трапецеидального, чушка
...3, и пазы 4 для обвязочного материала. Замыкающие выступы 2 размещены на разных расстояниях от торцов чушки, причем расстояние 1 от одного каблучка до торца больше расстояния 1 от другого каблучка до торца на величину, равную полуразности величин большего основания Ь и меньшего основания(Ь, - Ь ) Ь, т,е. 1, - 1Гасположение замыкающих выступов по длине чушки выбирается исходя из того, чтс между этими выСтупами должно размещаться четное число чушек, скантовавных через одну с гарантированным за.зором и с учетом допуска на ширину чушки, а расстояние от края чушки до замыкающего выступа должно быть достаточным, чтобы пакет из них мог быть захвачен вилами погПакет из таких чушек набирается методом г,оворота каждого уже набраноного ряда на 90 в...
Способ закупоривания слитка кипящей стали

Номер патента: 1342588
Опубликовано: 07.10.1987
Авторы: Бобова, Вареник, Жучков, Завьялов, Комаровских, Кутергин, Максимов, Носков, Сосковец, Чмуханов
МПК: B22D 7/00
Метки: закупоривания, кипящей, слитка, стали
...в смесидоли компонента, имеющего низкуюо(например, для азота -190 С) температуру, В результате увеличиваетсятолщина корки плотного металла иповышается его прочность, что предотвращает прорывы металла газами, образующимися при затвердевании слиткаи скапливающимися под затвердевшейкоркой,Кроме того, предлагаемый способпозволяет регулировать теплоотвод,Чем больше поток тепла от слитка,тем интенсивнее нагревается вода иускоряется испарение сжиженного газа, например азота. Таким образом,возникает система слиток - смесь ссаморегулируемым теплоотводом.Сжиженный газ переходит в газообразное состояние, что вызывает перемешивание объема охлаждающей смеси,Это ускоряет процесс охлаждения металла и намораживание плотной коркив головной части...
Способ управления разливкой металла в электромагнитном поле

Номер патента: 1342589
Опубликовано: 07.10.1987
Авторы: Иванов, Попов, Снятков, Шуляк
МПК: B22D 11/16
Метки: металла, поле, разливкой, электромагнитном
...из - мерителя фяз 55 сао 1 Ь но ятст; -- - Кно(2) ЮВсп 1 134258Изобретение относится к чернойи цветной металлургии и может бытьиспользовано при,литье металлов вэлектромагнитном кристаллизаторе(ЭМК) .Цель изобретения - повышение точности размеров слитка.На чертеже приведена структурнаясхема устройства, реализующего способ,Слиток 1 металла находится в индукторе 2 ЭМК, параллельно которомуподсоединены компенсирующий конденсатор 3 и вспомогательная К 1,-цепоч- )5ка, состоящая из дросселя 4 и переменного резистора 5, В ветви. индуктора и вспомогательной К 1,-цепочки включены датчики б и 7 тока, сигналы скоторых поступают на измеритель 8 20фазы, связанный с блоком 9 управленияпреобразователя 10, подключенногопараллельно конденсатору...
Машина для литья под давлением

Номер патента: 1342590
Опубликовано: 07.10.1987
Автор: Мифтахов
МПК: B22D 17/10
...упоре 8закреплен копир 13, который взаимодействует с, роликом 14 перекидногорычага 15, закрепленного на неподвижном упоре 16. Неподвижные упоры16 и 17 закреплены на неподвижнойплите 1, 30Перекидной рычаг 15 выводится израбочего положения пружиной 18 сжатия. В нижней части перекидного рычага выполнен,паз, в который входитштырь 19, закрепленный на защитномограждении 5. Неподвижный упор 16 иперекидной рычаг 15 закрыты щитком20, закрепленным на защитном ограждении 5. В зависимости от толщины .пресс-йормы 4 выбирается длина планки 42 1, закрепленной на неподвижной плите 2 машины, Она служит для фиксацииподвижных упоров 8 и 9 в рабочем положении,Устройство работает следующим 4образом.Ограждение 5 открыто. Перекиднойрычаг 15 с закрепленным на...
Пресс-форма для литья с кристаллизацией под давлением комплектуемых деталей

Номер патента: 1342591
Опубликовано: 07.10.1987
Авторы: Бердник, Липчин, Шишляев
МПК: B22D 18/02
Метки: давлением, комплектуемых, кристаллизацией, литья, пресс-форма
...толкателей и выталкивателей в исходное положение и цикллитья повторяется Нижнее значение угла наклона сту 50 пени выбрано из условия обеспечения качества отливок, так как при меньших значениях угла наклона возрастает брак по незаполнению лапок шатуна.Верхнее значение угла наклона выбрано из условия предотвращения смеще 55 ния плит матрицы за счет действия сил трения,Предлагаемая конструкция прессформы позволяет получать одновременно две (или более) разнородные по толщине стенки детали с обеспечением одинаково высокого качества этих отливок, Это достигается тем, что, вопервых, детали работающие в паре, отливаются одновременно в одной оснастке, во-вторых, за счет наклона плоскостей разъема в разные стороны происходит поочередное...
Способ получения слитка

Номер патента: 1342592
Опубликовано: 07.10.1987
Авторы: Петтик, Пилюшенко, Плахотный, Поляков, Редько, Смирнов, Чернобаева
МПК: B22D 27/08
Метки: слитка
...являются дополнительными центрамикристаллизации при их дроблении, изменяющими зерно, благодаря чему снижается осевая химическая неоднородность и усадочная раковина,Увеличение остановок между периодами вибрации более 0,06 временикристаллизации. приводит к тому, чтоза зтот промежуток времени хаотичноедникение жидкого металла подавляетсясилами трения и гравитационными силами повышая химическую неоднородность на всех горизонтах слитка.П р и м е р. Проводят обработкуслитков массой 5,6 т из. стали 30,Высота отливаемого слитка 2390 мм,высота прибыльной части слитка 480 мм,В комплект оборудования для вибрационной обработки входят преобразователь частоты ПЧдля управления вибратором, вибратор с регулируемьи дисбалансом для создания механических...
Устройство для заливки металла в изложницы

Номер патента: 1342593
Опубликовано: 07.10.1987
Авторы: Вдовин, Захарченко, Ошеверов, Смирнов
МПК: B22D 37/00
Метки: заливки, изложницы, металла
...18 (Фиг.1 и 2), имеющую в поперечном сечении вогнутую Форму, Конец 6 желоба имеет торцовую футеровку 19, плавно сопряженную с Футеровкой 18. Направляющая 5 имеет боковые поверхности 20, взаимодействующие с торцами ролика 4, Датчик 15 через блок 21 управлеия связан с приводом лебедки 2,Устройство для заливки металла в изложницы работает следующим образом.Перед началом заливки металлав изложницу 2 устанавливают напротив желоба 1. Желоб 1 при этом находится в положении, показанном на фиг. 4, Лебедкой 12 желоб перемещают относительно изложницы 2, Одновременно с перемещением желоб поворачивается, Перемещение желоба и его поворот осуществляется на ролике 4 за счет движения катка 9 по поверхности 11 направляющей 10, К поверх 2593 2 1 О 20...
Устройство для прессования изделий из порошка

Номер патента: 1342594
Опубликовано: 07.10.1987
Авторы: Бакай, Белоус, Поколов, Степанов, Тамарина
МПК: B22F 3/02
Метки: порошка, прессования
...верхней планки 23, нижней планки 24, четырехпружин 25, На рабочей поверхностисекторов 16 и срезанных углах клиньев 17 имеется резьба.В сведенном положении знака выступающие части кулачков 19-21 расположены в углах между клиньями 17(фиг, 5) и прижимаются к ним пружинами 25. 1Устройство работает следующим образом.В рабочую полость засыпается дозированная порция порошка через отверстия в плитах 6 и 7 при отведенных радиальных пуансонах 5 и верхнем пуансоне 4, После замыкания верхним пуансоном 4 рабочей полости с порошком выполняется прессование рабочим ходом всех формующих элементов радиальных пуансонов одновременно. При этом происходит формирование внутренней резьбы за счет уплотнения порошка по рабочей поверхности резьбового знака 11,...
Устройство для прессования трубчатых изделий из порошка

Номер патента: 1342595
Опубликовано: 07.10.1987
Авторы: Брежнев, Бутенко, Лобастов, Филимонов
МПК: B22F 5/12
Метки: порошка, прессования, трубчатых
...стороны,Уменьшение шага нарезки в направлении прессования может быть выполнено в арифметической прогрессии, чтообеспечивает деформацию эластичныхшайб 7 и 8 на одинаковую величину ипозволяет получать отпрессованноеизделие необходимой формы,Выполнение половины нарезок наоправке 4 и матрице 1 противоположного направления обеспечивает вращение всех связанных с ними гаек 5 и6 в одном направлении при двухстороннем прессовании,При одновременном воздействииосевых усилий на порошок со стороныпуансонов 13 и 14, а также радиальныхусилий со стороны .эластичных шайб 7и 8, обеспечивающих вытеснение парашка из кольцевых объемов, образованных рабочими поверхностями эластичных шайб и торцами гаек, осуществляется окончательное двухстороннее...
Установка для вибрационного уплотнения порошков

Номер патента: 1342596
Опубликовано: 07.10.1987
Авторы: Брежнев, Бутенко, Лобастов, Филимонов
МПК: B22F 3/093
Метки: вибрационного, порошков, уплотнения
...жестко закреплена мембрана 5, а в полости пуансона на крышке 4 установлен электромагнитный вибратор 6, при этом мембрана 5 жестко связана с вибратором6 при помощи тяги 7. Пуансон связанс устройством для статического нагружения (не показан) посредствомштока 8 через крышку 4,Установка работает следующим образом,В емкость 1 засыпается слой порошка определенной высоты, завися-щей от типа порошка и режима виброуплотнения, пуансон посредством штока 8 от устройства для статическогонагружения опускается в емкость 1 досоприкосновения с порошком, при этомс помощью устройства для статического нагружения задается необходимоедавление мембраны 5 на порошок, За-,тем от источника питания включаетсяэлектромагнитный вибратор 6, которыйосуществляет...
Способ прессования многослойных изделий из металлических порошков

Номер патента: 1342597
Опубликовано: 07.10.1987
Авторы: Азовкин, Клименков, Коробов, Пастовский, Силин, Чулков
Метки: металлических, многослойных, порошков, прессования
...впадины шнека 2, что приводит к экструдированию порошков в виде полос. Полосы одновременно подаются в приемное окно матрицы 8 и верхним пуансоном 9 из них вырубаются слои (осуществляется автоматическое дозирование). Высота каждого слоя составляет 2,5 мм, диаметр 25 мм. Затем вырубленные слои (заготовки) подвергаются совместному прессованию с допрессовкой их нижним пуансоном 10 при сохранении действия давления сверху до прочного их соединения. Давление прессования составляет 900-1100 кг/см . После этого извлекают заготовку. Спрессованные слои (заготовки) подвергают спеканию и производят это в две стадии. Сначала прио250-300 С осуществляют отгонку пластификатора, а затем при 950 С осуществляют окончательное спекание.Полученный фильтрующий...
Способ получения железного порошка из пиритных огарков

Номер патента: 1342598
Опубликовано: 07.10.1987
Авторы: Зверев, Куман, Онуфриенко, Повелица, Терлецкий, Юдин
МПК: B22F 9/22
Метки: железного, огарков, пиритных, порошка
...металлургии и предназначено для получения спеченных конструкционных деталей машин.Цель изобретения - повышение качества железного порошка.Способ осуществляют следующим образом.Перед восстановлением пиритные огарки подвергают окислительному обжигу для удаления серы и других летучих примесей, Обжиг производят при 800 о900 С в муфельных или вращающихся печах, или в печах кипящего слоя до полного прекращения выделения газообразных продуктов в течение 2 ч. При этом происходит существенное изменение химического состава железистой компоненты: окисление магнетитовых частиц в гематит, доокисление реликтового пирита и др. Повышение однородности фазового химического состава пириАых огарков упрощает технологический режим.Горячий гематитизированный...
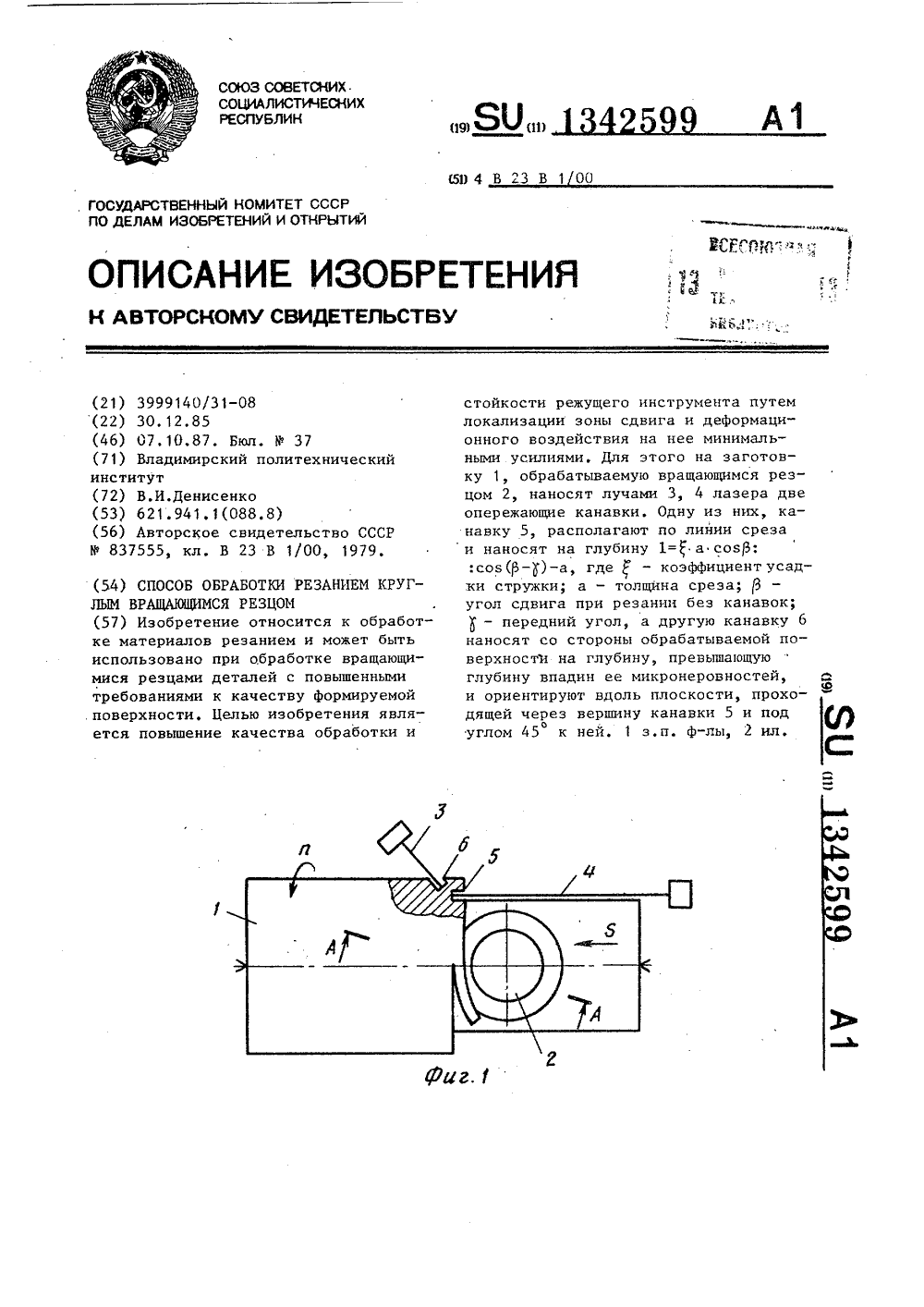
Способ обработки резанием круглым вращающимся резцом
Номер патента: 1342599
Опубликовано: 07.10.1987
Автор: Денисенко
МПК: B23B 1/00
Метки: вращающимся, круглым, резанием, резцом
...оси с подачей Б наносят лучами лазеров 3 и 4 опережающие канавки, оду из которых, канавку 5, располагают 25по линии среза в направлении, совпадающем с направлением деформациисрезаемого слоя, и наносят на глубину 1, определяемую из соотношения1=асовсов (-)-агде- коэффициент усадки стружки;а - толщина среза;- угол сдвига при резании безканавки;- передний угол,а вторую канавку 6 наносят со стороны35обрабатываемой поверхности на глубину 1, превышающую глубину впадинымикронеровностей обрабатываемой поверхности, и ориентируют вдоль плоскости, проходящей через вершину каонавки 5 и под углом 45 к ней.При этом наличие канавки 5 вызывает переход плоскости сдвига в плоскость 7, расположенную под оптимальо 45ным для деформации сдвига углом...
Способ изготовления пластинчатого изделия с рифленой поверхностью

Номер патента: 1342600
Опубликовано: 07.10.1987
Авторы: Енютин, Ильин, Лашков, Люшня, Михайлов, Фадеев
МПК: B23B 1/00
Метки: изделия, пластинчатого, поверхностью, рифленой
...вырезают изделие заданных размеров и конфигурации, обеспечивая при этом требуемую ориентацию рифлей относительно кромок изделия.П р и м е р. Изготавливают пластинчатое изделие размером 400 х 350 мм с параллельно расположенными рифлями длиной 400 мм, глубиной 0,2 мм и шагом 0,2 мм. Для этого используют токарно-винтореэный станок 16516 Т 1, резец с режущей вставкой из натурального алмаза треугольного профиля с углом 53 в вершине, заготовку размером570 х 360 мм, толщиной 0,5 мм (материал заготовки дюралюминий ВТ) и оправку, изготовленную из дюралюминия ВТ, в виде шлифованного круглого цилиндра диаметром 182 мм и длиной 380 мм. Боковая поверхность этого цилиндра в пределах, очерченных дугой 260 (что соответствует длине дуги...
Резцовая головка с устройством дробления стружки

Номер патента: 1342601
Опубликовано: 07.10.1987
Автор: Закусило
МПК: B23B 25/02, B23B 43/00
Метки: головка, дробления, резцовая, стружки, устройством
...путем регулирования в процессе обработки глубины стружкоразделитель ных канавок.На чертеже изображена предлагаемая головка, разрез.Резцовая головка с устройством дробления стружки содержит шпиндель 1 И 5 с неподвижным кронштейном 2 и установленный ца шпинделе корпус 3 с размещенным ца цем основным резцедержателем 4, установленным с возможностью изменения радиального положения и до- О полцительцым резцедержателем 5, установленным на рычаге 6, имеющем возможность колебательного движения отчосительно закрепленной в корпусе 3 оси 75 На кронштейне 2 установлена с возможностью регулировочцого перемещения штанга 8 с отогнутым хвостовиком 9, кинематически связанным с рычагом 6, установлеппым на хвостовике 9 с возможностью осевого...
Способ ломки стружки и устройство для его осуществления

Номер патента: 1342602
Опубликовано: 07.10.1987
Авторы: Зраковский, Кузин, Смирнов
МПК: B23B 25/02, B23Q 11/10
...результате чего в ней образуютсяэоны высокой и низкой температуры,10 на границе которых возникают высокие термические напряжения, способствующие переламыванию стружки. Отраженная 15 от стружки струя охлаждающей жидкости попадает в зону резания, в результате чего эта жидкость проникает вмикрокапиллярную сеть в месте контакта резца, стружки и обрабатываемой 20 детали, вызывая уменьшение силы реэания, что способствует также переламыванию стружки. В других положениях золотника 4, 25 в которых отверстие 6 золотника не совпадает с отверстием 7 корпуса 1, охлаждающая жидкость от источника высокого давления преодолевает высокое гидравлическое сопротивление канала (не показан) между наружной поверхностью золотника 4 и внутренней...
Стенд для неразрушающего контроля качества сборного режущего инструмента

Номер патента: 1342603
Опубликовано: 07.10.1987
МПК: B23B 25/06
Метки: инструмента, качества, неразрушающего, режущего, сборного, стенд
...при нагружении, нагружающий винт 9, передающий через динамометр 10, подпятник, пьезоэлементы и наконечник постоянную статичес кую силу нагружения, величину которой устанавливают по динамометру.Стенд работает следующим образом. На инструменте 2, установленный в устройстве 11 для закрепления, крепится акселерометр 1. К вершине инструмента подводится вибратор 3 до касания с наконечником 5. После этого ментов служит в качестве датчика 7силы. Для обеспечения постоянного значения нагружающей силы на инструментприменяется механическая система,в которую входят подпятник 8, необходимый для обеспечения сохранностипьезоэлементов при нагружении, и нагружающий винт 9, передающий черездинамометр 1 О, подпятник, пьезоэлементы и наконечники...
Резец

Номер патента: 1342604
Опубликовано: 07.10.1987
Авторы: Козочкин, Парицкий, Потапова, Сабиров, Сулейманов
МПК: B23B 27/00
Метки: резец
...два сквозных продольных паза, соединенных 15 между собой со стороны головки резца. В этих пазах с натягом размещены стальные ребра 4, расположенные подоуглом 45-60 к опорной поверхности державки и направленные от передней по верхности 5 резца.В процессе резания вершина резца совершает сложное колебательное движение, Применение предлагаемой конструкции резца приводит к тому, что 25 составляющая Р определяется не только трением рабочих граней инструмента о поверхность резания и стружку, но и трением державки о ребра напластине. Сила трения ребер небольшая при относительном движении державки по оси 2 (за счет наклона ребер) и резко растет при движении державки против направления оси 2 1,ребра становятся враскос, увеличивая давление...
Способ эксплуатации многогранных режущих пластин

Номер патента: 1342605
Опубликовано: 07.10.1987
Авторы: Вишняков, Глотова, Гринберг, Лобанов
МПК: B23B 27/00
Метки: многогранных, пластин, режущих, эксплуатации
...изменяют и т.д., пока размеры пластины не достигнут критической величины, после которой переточка становится невозможной по причине невозможности закрепления пластины, снижения ее эксплуатационной надежности, достижения предела усталостной долго - вечности и т.д.П р и м е р. Режущую пластину 2009- 6171-003 по ТУ 48-19-402-85 с высотой граней 10 мм и шириной режущей кромки 25 мм используют для обработки торцов шайб из титанового сплава ВТ 9 в сборном резце по ОСТ 1.52598- 82 на токарно-карусельном станке мод.1512. Обработка ведется до центра.Критерий износа - площадка износа на задней поверхности Ь,=1,2 мм. Гео 18 е 1 =2 мм. Переточка ведется по эадней режущей грани, по упрочняющей Фаске, за кажду переточку съем достигает с задней грани...
Сборный резец

Номер патента: 1342606
Опубликовано: 07.10.1987
Авторы: Водопьянов, Марков, Рудюк, Шумов
МПК: B23B 27/16
...)1 И Е О Т Ц Р С 111 ( Я К М Р Т с 1:1)1) ) ) ) б -работке,Цель зобретеция - пс)цыгпцие техн ОЗ О Г и и ц О с т ц с б О р и 1 с) 1) (.1Га 1;1 ))1( т уг 11 эощецця Р 1 с) 11(1) у 1 ц)1 и цср 1(.1:м уме НЬШРНИЯ р(1 З)1( рВ УН) Крс.Г )1(ц 1 режущей ьчдс.тишп.111 )1)иг. 1 пока)дн п)с ц, сс 1) ццс;ц д фи Гз ) ж 11 м и 11 э и Р ) Р и т .О 1 эец содрхсит дерклвку 1, в Гце )- (от Оро 1 ус гдцо 1)с)ены режуп 1(1 я 2 цподкладная 3 )(1) тины, В отверст)с с ДРржлвки г)впц)ен нл 1(нмцой ницт 5, Го ловка б которого кацгдктцрует элжимн)пл ).екс(Игом 7, сГлбж( нНпм вредцеи чдс.тц ныс ) уц(111 8 и 9, 3,) к)1;1- цй эис)мент 7 с.о с)тороцы )глхсимно овинта с ц(1 б)ке ц це за",1( цу 1 к Отн Ррс) )1) )1 10 и при)кимлется к "а с)1)к 6 ш)итдцрс;живой...