Архив за 1987 год
Цанговый патрон

Номер патента: 1340925
Опубликовано: 30.09.1987
Авторы: Вачев, Кузнецов, Сидорко
МПК: B23B 31/20
...4, на 15 ружная коническая поверхность третьего пояска Г которой взаимодействует,с внутренней поверхностью двухконусной втулки 6, жестко закрепленной вкорпусе 1, Под действием радиальных20 сил от основной цанги 2 и двухконусной втулки 6 происходит деформациядополнительной цанги 4, осуществляющей зажим прутка 8 на трех участках,25 Для разжима усилие привода снимается, патрон раскрывается за счетсил упругости или принудительно смещением трубы зажима 3 вправо, приэтом дополнительная цанга 4 с не 30 большой силой охватывает пруток 8без зазора, самонастраиваясь на размер под действием упругого элемента 5 и пропуская пруток 8 при подаче. Цанговый патрон, в корпусе кото.рого расположены оснОвная цанга сустановленной внутри нее дополнитель ной...
Спиральное сверло

Номер патента: 1340926
Опубликовано: 30.09.1987
Автор: Денисенко
МПК: B23B 51/02
Метки: сверло, спиральное
...спиральное сверло; на фиг.,2 - вид А на фиг.1.Сверло содержит рабочую часть рабочий слой 2, корпус 3, проволочки 4, ось 5, винтовую линию 6, поперечное лезвие 7,хвостовик 8, полость 9, каналы 10, капилляры 11. Проволочки 4 рабочего слоя 2 заштрихованы. Указанные элементы взаимосвязаны следующим образом. Рабочая часть 1 состоит из рабочего слоя 2 из быстрорежущей стали, корпуса 3 из инструментальной углеродистой стали и закреплена на хвостовике 8. Рабочая часть 1 выполнена по всему объему из жестко соединенных сваркой проволочек 4, которые относительно оси 5 расположены по винтовой линии 6. Рабочий слой 2 пересекает ось 5 и проходит вдоль поперечного лезвия 7. В хвостовике 8 находится полость 9 и каналы 10 для подвода СОЖ к рабочей...
Устройство для сверления кольцевых отверстий

Номер патента: 1340927
Опубликовано: 30.09.1987
Автор: Щербаков
МПК: B23B 51/04
Метки: кольцевых, отверстий, сверления
...шайбы 3, а в его хвостовую часть, запрессовано кольцо 4 для скользящего сопряжения с пинолью 5, которая выдвинута на максимально допустимую длину из задней бабки 6, зажатой на станине. Резцедержатель 7 соединен с кольцевым сверлом 1 поводком. Вращающийся центр 8, на который напрессован дополнительный режущий элемент 2, прижимают центровальную шайбу 3 к обрабатываемой детали 9, в которой зубом дополнительного режущего элемента 2 предварительно прорезана кольцевая канавка, внутренний диаметр которой является базовой поверхностью для центрирования, В головку корпуса вращающегося центра 8 вставлен упор для удержания дополнительного режущего элемента 2 проворота.Работа предлагаемым сверлом происходит в следующей последовательности,Кольцевое...
Способ фрезерования пазов в тонких стенках деталей

Номер патента: 1340928
Опубликовано: 30.09.1987
Автор: Клевцов
МПК: B23C 3/00
Метки: пазов, стенках, тонких, фрезерования
...изобретения - повышение качества и производительности обработки.Указанная цель достигается за 10 счет исключения вибрации, изгиба и отрыва стенки при врезании и выходе фрезы, а также возможности увеличения подачи.На чертеже представлена схема осуществления способа,Согласно описываемому способу обработку паза в стенке 1 детали 2 ведут концевой фреэой 3 диаметром с. Перед врезанием в стенку 1 20 фрезу располагают в плоскости поперечного сечения паза под углом 1 к плоскости А основания паза и устанавливают над этой плоскостью на высоте ЬВ. В результате ось фрезы 3 занимает положение О С (С - центр ее торца) . Затем фрезу перемещают на врезание одновременно по осям ОХ и ОЕ, при этом центр торца фреэы перемещается по прямой СД. Фрезу ЗО...
Фреза

Номер патента: 1340929
Опубликовано: 30.09.1987
МПК: B23C 5/06
Метки: фреза
...Техред М,Дидык Корректор Н,Король Заказ 4385/17 Тираж 974 Подписное БНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д,4/5Производственно-полиграфическое предприятие,г.ужгород, ул:. Проектная, 4 Изобретение относится к конструкциям металлорежущих инструментов.Цель изобретения - повышение удобства эксплуатации фрезы эа счет облегчения процесса закрепления и раскрепления режущих пластин .На чертеже изображена конструкция фрезы.Фреэа содержит корпус 1 и режущие пластины 2, установленные на державках 3. Державки установлены в пазах корпуса с зазорами между нижними поверхностями 4 державок и дном 5 пазов, Дно пазов выполнено с подъемом в направлении к оси фрезы, что обеспечивает...
Сборный режущий инструмент

Номер патента: 1340930
Опубликовано: 30.09.1987
Авторы: Баринов, Боровский, Мартынов, Свиринский, Филиппов
МПК: B23C 5/06
Метки: инструмент, режущий, сборный
...чертеже изображена схема регулирования режущей вставки в инструменте.Режущий инструмент состоит из 15корпуса 1 с режущими вставками 2.На каждой режущей вставке 2 выполнены канавки 3 с расширяющейся верхнейчастью 4,Для обеспечения регулировки накорпусе 1 против канавок 3 вставок 2выполнены сквозные отверстия 5.Для регулировки используют съемный регулировочный элемент 6, представляющий собой стержень со сферическим буртом 7 и плоским концом 8с сечением в виде трапецйи, размербольшего основания 9 которой соответствует ширине нижней части 10 канавок 3.Канавки 3 располагают на режущей вставке 2 с шагом, обеспечивающим в процессе регулирования возможность взаимодействия регулировочного элемента не менее чем с двумя 35канавками...
Устройство для зажима инструмента в шпинделе металлорежущего станка

Номер патента: 1340931
Опубликовано: 30.09.1987
Авторы: Болотников, Васильев, Кунин, Павлов, Прокопенко, Файнгауз, Шуклин
МПК: B23B 31/04, B23C 5/26
Метки: зажима, инструмента, металлорежущего, станка, шпинделе
...гидравлического давления (гидростанции станка) маслопод давлением подается в узлы танка, в частности в карманы несущих опор радиального гидростатического подшипника 3, в несущие карманы 27 и 28 базовой опоры и замыкающей опоры упорного гидростатическога подшипника 2.В гидростанции имеется необходимая аппаратура для настройки режимаработы, т.е. поддержания номинального рабочего давления и отключения станка при падении давления ниже минимальной нормы в случае аварии. например разрыва трубок какой-либогидролинии. Время останова станкапри аварии в гидросистеме обычно З 0 не превышает 6 - 8 с.Если аварий в гидросистеме стан-.ка случилась во время резания, тонеобходимо инструмент надежно удержать в шпинделе до полной остановки 35 привода...
Устройство для зажима инструментальной оправки с хвостовиком в шпинделе металлорежущего станка

Номер патента: 1340932
Опубликовано: 30.09.1987
Авторы: Оренбах, Рашковский
МПК: B23C 5/26
Метки: зажима, инструментальной, металлорежущего, оправки, станка, хвостовиком, шпинделе
...к оси поперечные пазы 18,пересекающие продольные пазы 11штока 3.Устройство работает следующимобразом,В положении 1 Инструмент зажаткомплект тарельчатых пружин 19 создает усилие затяжки инструментальнойоправки 1 в конус шпинделя 2, приложенное к верхнему концу штока 3 ( непоказан), Шток 3 своим внутреннимконусом 10 расточки 9 воздействуетна наружную сферическую поверхность12 зажимных элементов 6 цанги 4, которые своей внутренней поверхностью7 воздействуют на хвостовик 8 инструментальной оправки 1, затягивая еев конус шпинделя 2 Таким образом, впередаче усилия. зажима участвуюттолько зажимные элементы 6 цанги 4,которые работают на сжатие. Лепестки 5 и хвостовик 15 цанги 4 от усилия затяжки полностью разгружены и340932 Составитель...
Способ установки дисковых ножей для резки

Номер патента: 1340933
Опубликовано: 30.09.1987
Автор: Плиткин
МПК: B23D 19/04
Метки: дисковых, ножей, резки, установки
...разрезаемого материала.На чертеже представлена схема резки плоского хрупкого материала.Разрезаемый, материал 1 при помощи подающих валиков 2 поступает между дисковыми ножами 3 и 4, Для обеспечения качества резания дисковые ножи должны быть настроены следующимобразом,Поверхность, например, верхнегодискового ножа 3 должна касаться кматериалу в плоскости подачи материала. Точка А касания верхнего ножак материалу одновременно являетсяточкой врезания верхнего ножа в материале, Дисковые ножы должны быть установлены с перекрытием е = О,10,5 мм в зависимости от толщины разрезаемого материала и допускаемогоизноса режущих кромок ножей, Осьодного из ножей, в данном случаенижнего, сдвигают от вертикали кнаправлению подачи разрезаемого материала...
Способ разделки проката

Номер патента: 1340934
Опубликовано: 30.09.1987
Авторы: Бойко, Бугрова, Дегтярев, Жилкин, Милушев, Трифонов
МПК: B23D 23/00
...а применение импульсов электрического токаплотностью и частотой больше указанных приводит к неоправданномуувеличению энергоемкости процессаСоставитель Ю.ФилимоновРедактор Н.Швыдкая Техред М.Дидык Корректор Н.Король Заказ 4385/17 Тираж 974ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д.4/5 Подписное Производственно-полиграФическое предприятие, г.ужгород, ул. Проектная, 4 1 1Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для разделения проката на мерные заготовки,Цель изобретения - повышечие качества получаемых заготовок.На чертеже изображена схема осуществления способа на примере одной из разделительных операций обработки...
Способ разделения проката на заготовки заданной массы

Номер патента: 1340935
Опубликовано: 30.09.1987
Автор: Кляут
МПК: B23D 33/00
Метки: заготовки, заданной, массы, проката, разделения
...с непрерывным получением информации о величине реакции в 20 опорах и отрезку заготовки необходимой массы при достижении реакциями в опорах определенной величины. При перемещении конец проката, размещенный на неподвижной опоре, эаневоливают от поворота в плоскости, проходящей через ось подачи перпендикулярно плоскости резания. Отрезку заготовки производят при достижении реакцией в подвижной опоре значения, равного 3/8 Р, где Р - заданная масса заготовки. При перемещении проката подвижную опору поджимают к прокату с постоянным усилием.Устройство для осуществления спо- З 5 соба разделения проката на заготовки заданной массы выполнено в виде роликового транспортера 1, приспособления 2, несущего прижимные ролики 3, ось каждого из...
Станок для протягивания внутренних поверхностей

Номер патента: 1340936
Опубликовано: 30.09.1987
Автор: Миронов
МПК: B23D 37/04
Метки: внутренних, поверхностей, протягивания, станок
...станине 1, и после установкидетали по упорам 10, расположеннымна опорной поверхности 11 станиныФиксируется в нем. Адаптер 12, имеющий прокладку 3, выполненную в виде клина, крепится внутри пустотелой 35детали 8 посредством винта 14. Настанине 1 станка установлен механизмприжима корпуса 7 сборной протяжкик адаптеру 12, который выполнен ввиде двуплечего рычага 15, ролика 16 40и эксцентрика 17. Рычаг 15 закрепленна станине и на его коротком плечеустановлен ролик 16 с возможностьювзаимодействия с корпусом 7 протяжки,а эксцентрик 17 установлен с возможностью взаимодействия с другим плечом рычага 15.Станок работает следующим образом,Обрабатываемую деталь 8, корпус 7протяжки и прокладку 13 устацавливают в исходное положение при этомкорпус 7...
Способ изготовления сборной протяжки

Номер патента: 1340937
Опубликовано: 30.09.1987
Авторы: Ермаков, Канер, Кобылкин
МПК: B23D 43/02
...на универсальной разрывной машине ДУ - 19 с при в 40ставкой для нагрева (не показана).Затем на оправку 1 с уменьшеннымнаружным диаметром надеваются режущиеэлементы в виде колец 2, у которыхпредварительно внутреннюю поверхность 45выполняют конической формы. Кольца 2. располагают на оправке 1 с заданнымшагом.Далее производят закрепление режущих элементов 2 на оправке 1, нагре,ваяоправку 1 до температуры, превышающей температуру проявления эффекта памяти формы в материале оправки 1. Например, термообработку оправ -оки 1 начинают осуществлять при 20 С,при которой вели уменьшение ее диаметра и устанавливали режущие элеменоты 2, и доводят температуру до 800 Сс последующей закалкой в воду,При достижении температуры в печи О105 С в...
Способ изготовления полотен пил

Номер патента: 1340938
Опубликовано: 30.09.1987
МПК: B23D 65/04
...схема обоснования выбора расстояния между заго товками ( д; ); на фиг. 2 и 3 - варианты реализации способа.Согласно схеме, приведенной на фиг. 1, из й аЬс имеемдЬ = ад СдА =С Сд(15 из Ь еЬЬ имеемЬЬ = еЬСд = - Сд с .2Тогдас" д С с 1 20 - = ЯЬ - ЬЬ -- = - С -- , 2 2 2 2откудас= С С-Кгде С - шаг зубьев пилы;- угол заточки зуба;25с/ - толщина заготовки;с- расстояние между заготовками еВыведенная зависимость справедлива для любых значений С, с,с . В четы рехугольнике аЬсй при любых С,, сl формируются зубья только двух пил.Способ реализуют следующим образом,Пакет 1 набирают иэ заготовок (не показаны) пил, которые перекладывают прокладками (не показаны) толщиной с,.На поворотном приспособлении 2, установленном на столе фрезерного станка...
Зубошлифовальный станок с обкатным механизмом

Номер патента: 1340939
Опубликовано: 30.09.1987
Авторы: Ананьев, Глебов, Ямников
МПК: B23F 5/02
Метки: зубошлифовальный, механизмом, обкатным, станок
...поступательного и вращательного движений заготовки.На чертеже показана схема зубошлифовального станка,На обкатном шпинделе 1 каретки 2закреплена эталонная шестерня 3 с радиусом делительной окружности В , Шестерня находится в беззазорном зацеплении с эталонной рейкой 4. При помощи шарнира 5 ползушка 6 может перемещаться по направляющим 7. С кареткой 2 обкатного шпинделя при помощишарнира 8 связана ползушка 9, которая,как и ползушка 6, может перемещатьсявдоль рычага 10, Ось 11 качания рычага 10 установлена на опоре 12, которая выполнена подвижной и может перемещаться по направляющим 13, выполненным на неподвижной части станкаперпендикулярно направляющим 14 каретки. Опора 12 соединена с роликовым З 0толкателем 15, взаимодействующим...
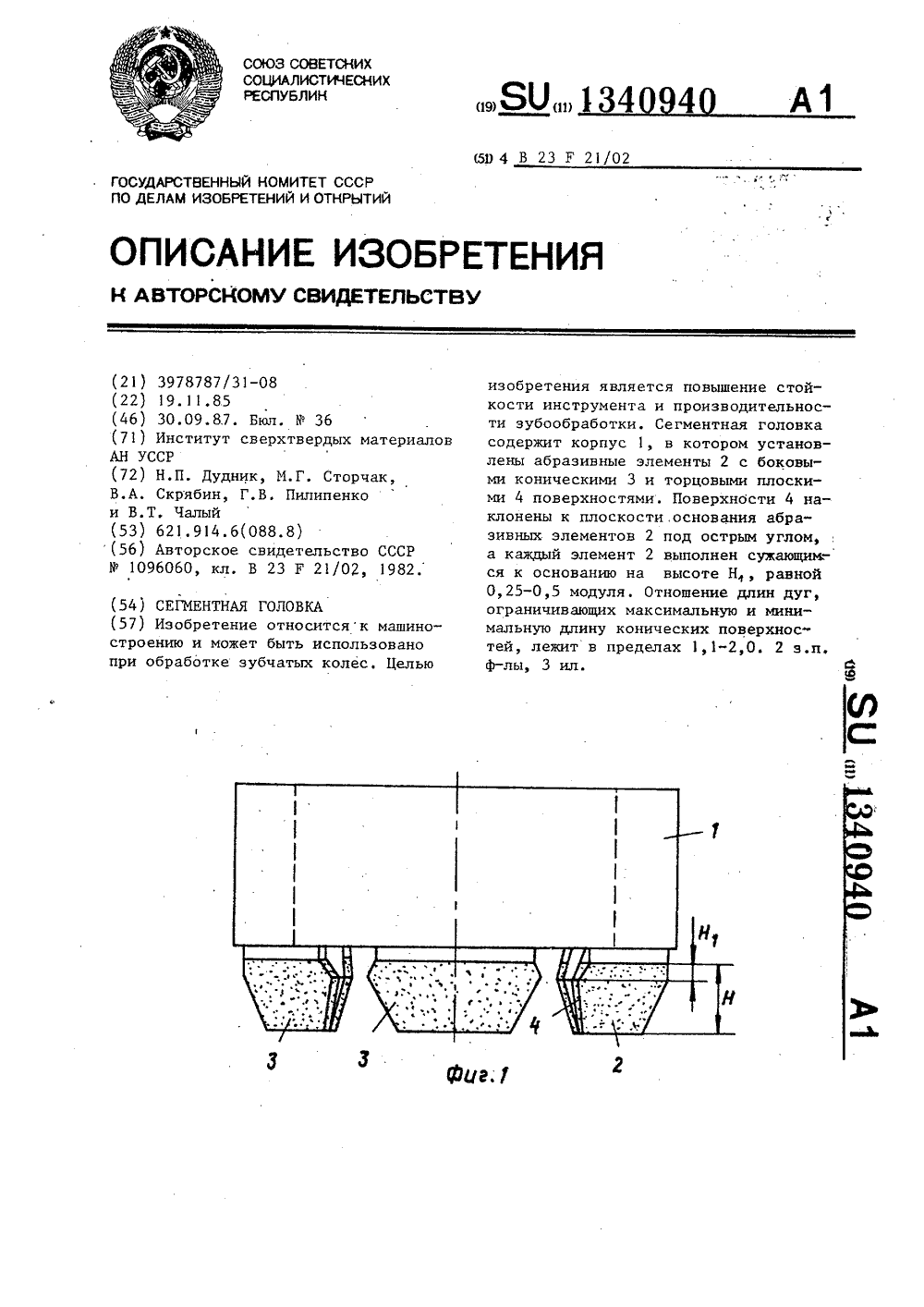
Сегментная головка
Номер патента: 1340940
Опубликовано: 30.09.1987
Авторы: Дудник, Пилипенко, Скрябин, Сторчак, Чалый
МПК: B23F 21/02
Метки: головка, сегментная
...Такое же соотношениенеобходимо выдержать для длин дуг,Ограничивающих максимальную и минимальную длину конических боковых поверхностей.Абразивный рабочий слой Н-Н предназначен для обработки эвольвентнойповерхности зуба без участка, который 55обрабатывается участком рабочего слоявысотой Н. Образующая части рабочегослоя высотой Н, совершает движение потраектории точки контакта круга с головкой зуба при выходе его из зацепления в тангенциальном направлении. Указанная траектория зависит от геометрических параметров инструмента и обрабатываемого колеса. Исследования износа шлифовальных кругов при зубошлифовании показали, что соотношение Н/Н, находится в пределах 5-10,Если это соотношение меньше нижнего предела, то обрабатывается участок...
Червячная фреза

Номер патента: 1340941
Опубликовано: 30.09.1987
МПК: B23F 21/16
...с режущими 1 иразвернуты относительно последнихв сторону эаходной части в плоскости, нормальной виткам основногочервяка. Центр разворота О профилякалибрующих зубьев 2 совпадает с точкой пересечения оси симметрии режущего зуба 1 с делительным цилиндромфрезы (образующая делительного цилиндра обозначена 1-1), Величина смещения при развороте наиболее удаленного от центра разворота 0 участкавершинной кромки 3 калибрующего эу -ба 2 в осевом направлении Ь принята равной 0,25 ш ед к, , где ш -модуль фрезы; с, - профильный угол.Величина эаужения может опреде 40941 2за которыми калибрующие зубья 2 пластически деформируют обрабатываемуюповерхность, При этом кромки калиб -рующих зубьев либо все участвуют вработе, воспринимая вдоль всей активной...
Устройство для автоматического нарезания резьбы метчиками

Номер патента: 1340942
Опубликовано: 30.09.1987
Авторы: Ганиев, Стукалов, Чевелев, Шварцман, Шляховский
Метки: метчиками, нарезания, резьбы
...состоящий из цанги 31, подвижной конусной втупки 32, передвижной конусной втулки 33, пальца 34, рычага 35, тяги 36, скобы 37, штока 38, цилиндра 39, неподвижного копира 40 с двумя отверстиями.Устройство работает следующим образом.Муфта из бункера попадает в цангу 31 зажимного механизма, При этом муфта опирается концом на нижний копир 40, выполненный в виде кольца, в котором имеются два отверстия: одно - с меньшим диаметром для прохода метчика на позиции наре- зания резьбы и слива промывочной жидкости, другое - с большим диаметром для выпадания муфты на позиции разгрузки.Подается команда на золотник гидроцилиндра 5, цилиндр срабатывает и посредством храпового механизма (собачки 7 и храповика 8, водила 6) и конической передачи 9 и...
Устройство для автоматического отвода резца при нарезании резьбы

Номер патента: 1340943
Опубликовано: 30.09.1987
Авторы: Осокин, Шабалин, Шиленко
МПК: B23G 3/00
Метки: нарезании, отвода, резца, резьбы
...внутренних резьб больших ималых диаметров с различной высотойпрофиля резьбы,На фиг,1 изображено устройство дляавтоматического отвода резца, про Бдольный разрез; на фиг.2 - сечениеА-А на фиг.1.Устройство состоит из корпуса 1,в котором установлена с возможностьюгоризонтального перемещения пиноль 202 с закрепленным в ней резцом 3.Посредством силового замыканияпружиной 4 пиноль 2 взаимодействуетс копиром 5, имеющим две рабочиеповерхности Б и В, Цилиндрическая 25поверхность В, предназначенная. дляотвода резца от изделия расположенаэксцентрично относительно оси вращения копира 5. Копир 5 подпружиненпружиной 6.На оси 7, закрепленной в корпусе1, установлен эксцентрик 8 с рукояткой, взаимодействующей с пинолью2 при подводе резца к детали...
Устройство для нарезания внутренних резьб

Номер патента: 1340944
Опубликовано: 30.09.1987
Автор: Васильев
МПК: B23G 5/00
Метки: внутренних, нарезания, резьб
...выполнен в киде втулки, установлен с возможностью вращения относительно корпуса и связан с гидромуфтой 7, а гайка 8 подпружиненапружиной 9 и имеет возможность вращения и осевого перемещения относительно корпуса 1, Гайка 8 имеет наторце рифления 10 которые фиксируют гайку от проворота при взаимодействии ее с деталью, 2 ил. 2Устройство работает следующим образом.Его закрепляют в шпинделе металлорежущего станка (не показан) и устанавливают соосно с обрабатынаемым отверстием. Шпинделю совместнос устройством сообщают вращение иосевую подачу в направлении заготовки 11. Величина подачи шпинделя с устройством задается меньше расчетной на шаг резьбы. При касании торцом гайки 8 поверхности заготовкирифления 10 Фиксируют гайку от поворота,...
Резьбонарезная головка

Номер патента: 1340945
Опубликовано: 30.09.1987
МПК: B23G 5/00
Метки: головка, резьбонарезная
...цилиндра 2, внутрикоторого расположены шток 3 и дополнительный поршень 4, жестко связанный с выходным валом 5 привода вращения, на котором неподвижно закреплена полумуфта 6 реверса, удерживаемая в нижнем положении давлением,подаваемым на дополнительный поршень4 через отверстие 7, и обеспечивающая реверсирование привода вращения.На штоке 8 дополнительного поршня 4закреплены тела 9 качения, которыенаходятся в шлицевых пазах 10 полого штока 3 силового цилиндра 2, снаб 35женного дополнительным упором 11,обеспечивающим расцепление полумуфты реверса 6 и перевод ее в нейтральное положение, На конце штока 3 силового цилиндра установлен патрон 12с метчиком.Резьбонареэная головка работаетследующим образом.В исходном положении шток: 3 силового...
Плашка

Номер патента: 1340946
Опубликовано: 30.09.1987
Автор: Чап
МПК: B23G 5/04
Метки: плашка
...вкладыша 8 в радиаль- Впном направлЕнии к среднему радиусурезьбового отверстия 2 пропорционально отношению коэффициентов линейного расширения материалов плашки ивкладыша 8 с учетом увеличения окна355 при нагреве инструмента, Вкладыш8 с возможностью поворота установленвокруг своей оси в выборке 9, выполненной в стенке окна 5, расположеннойсо стороны наружного диаметра корпу Оса 1. Коническая образующая вкладышавыполнена по отношению к продольнойоси плашки под углом о (например,о2-3 ), обеспечивающим самоторможение вкладыша 8. Ось вкладыша смещена относительно оси резьбового отверстия 2 на величину ь в сторонупередней поверхности пера 4 плашки,Величинасоставляет 3-77 от величины резьбового отверстия. Приэтом углыиимеют различные значения.В...
Секционный электрод-инструмент

Номер патента: 1340947
Опубликовано: 30.09.1987
Авторы: Балашев, Илюхин, Никольский
МПК: B23H 3/04
Метки: секционный, электрод-инструмент
...прилегающим к работающей секции 1 электрода. Оставшиеся участки соединены через слой электролита и анод с положительным полюсом источника технологического напряжения. В этом случае основные линии электрическогополя не могут проникнуть в нижерасположенный слой полупроводника п-типа и тем более в материал секцииэлектрода, так как между слоями р-типа 5 и п-типа 4 возникает потенциальный барьер из-за обратного включенияр- и-переходов на поверхности неработающей секции 2, Таким образомлинии электрического тока оказываются локализованными в тонком поверхностном слое 5 полупроводника р-типа.Из-за малой толщины слоя порядка1 мкм) сопротивление слоя в направлении параллельном рабочей поверхности секции оказывается на несколькобпорядков...
Электролит для электрохимического маркирования

Номер патента: 1340948
Опубликовано: 30.09.1987
Автор: Самойлова
МПК: B23H 3/08
Метки: маркирования, электролит, электрохимического
...контрастноеиэображение, причем введение в электролит борной кислоты стабилизируетпроцесс маркирования тем, что нейтрализует образующуюся в межэлектродном пространстве щелочную среду,чем предотвращает растравливание поверхности иэделия.Произведено опробование электрохимического маркирования ряда сплавов меди на установке для электрохимического клеймения деталей избронзы при напряжении 8,0 В, плотности тока 0,8 А/см , температуреоэлектролита 20 ф 2 С и времени маркирования 0,5-1,0 с,П р и м е р 1. Готовили электролит, растворяя в 200 мл водопроводной воды 0,8 г натрия азотисто-кислого, 4,0 г калия азотно-кислого и0,5 г борной кислоты, а затем послеполного растворения реактивов доводили объем электролита доливом водыдо 1 л. В этом...
Устройство для очистки электролита от шлама

Номер патента: 1340949
Опубликовано: 30.09.1987
МПК: B23H 3/10
Метки: шлама, электролита
...и используется для очистки шламов, возникающих при электрофизических и электрохимических методахс обработки металлов, способом отста 9 2ности электролита, устройство переводят в режим отстаивания, прекратив забор и обратный слив электролитаПри этом станок для ЭХО может работать с другим идентичным устройством, соединенным своим переливным патрубком с заборным отсеком 2, В режиме отстаивания шлам через ячейки в решетках 4 и 5 оседает на дно бака, причем благодаря треугольному сечению элементов, образующих решетку 5, осаждающиеся частицы шлама не задерживаются на боковых гранях верхней решетки, имеющих угол откоса 60 и менее, что является необходимым условием полноты осаждения шлама. После полного осаждения частиц шлама на дно бака...
Способ электроэрозионной вырезки

Номер патента: 1340950
Опубликовано: 30.09.1987
Автор: Овсянников
Метки: вырезки, электроэрозионной
...экнидистантной траектории2 и далее перемещают в прежнем направлении, осуществляя дополнительное перемещение опор электрода-проволоки на величину прогиба 3 электрода-проволоки, возникающего от силовых воздействий разрядов.К моменту окончания указанного перемещения 3 электрод в проволо в рабочей зоне занимает положение 5,а опоры - положение 6,Далее опоры перемещают по дугеучастка перемещения на ускореннойподаче 4 до пересечения дуги участка 4 с продолжением траектории 2.После этого продолжают перемещатьопоры электрода-проволоки по траектории 2 со скоростью рабочей подачи.Указанную последовательность траекторных перемещений повтсфяют при обходе всех углов. При движении опор на участке 4 электрод-проволока остается в положении 5 на одном...
Способ электроэрозионной резки

Номер патента: 1340951
Опубликовано: 30.09.1987
Авторы: Веселов, Гейко, Позняк, Степников
МПК: B23H 7/12
Метки: резки, электроэрозионной
...от периферии к оси вращения. Форма катода 1 в зоне 12 реза 10 сохраняется при сообщении ему вращательного движения за счет упругоститарельчатых дисков 7 и 8, так какширина Ь периферийной части катода 1значительно больше ширины 1 катода в 15 зоне 12 реза. Наибольший зазор междудисками 7 и 8 в зоне 12 реза, а следовательно, и ширина 1 периферийнойчасти катода 1 определяется требованием отсутствия необработанной сердцевины между дисками в процессе резки.Для осуществления электроэрозионной резки катоду-инструменту 1 с помощью привода 2 и заготовке 6 с по мощью привода 5 сообщаются вращатель"ные движения, что является обязательным условием, При неподвижной заготовке 6 невозможно получить плоскийрез, Плоскости реза вогнутые...
Устройство автоматического регулирования межэлектродного зазора при электрообработке

Номер патента: 1340952
Опубликовано: 30.09.1987
МПК: B23H 7/32
Метки: зазора, межэлектродного, электрообработке
...и электрохимическим методам, в частности к устройствам автоматического регулирования межэлекс,тродного зазора при электрообработке,Целью изобретения является повышение стабильности обработки эа счетповышения точности регулирования межэлектродного зазора. 10На чертеже схематически изображено предлагаемое устройство,Устройство содержит катушку 1, соосно с ней расположенную кольцевуюемкость 2 из диэлектрического материала, заполненную Ферромагнитнойжидкостью 3, внутри которой находится груз 4, соединенный с помощьюстоек 5 с электрододержателем 6, расположенным в центральном отверстии 20кольцевой емкости 2. На электрододержателе 6 установлен механизм 7 вращения электрода-инструмента 8. Катушка1 подключена к источнику 9...
Способ электроэрозионного упрочнения зубчатых колес

Номер патента: 1340953
Опубликовано: 30.09.1987
Авторы: Вакуленко, Грицишин, Грузицкий, Кужель, Лапшин, Мартыненко, Морозенко, Ревин
Метки: зубчатых, колес, упрочнения, электроэрозионного
...5 проходили по заданному участку обрабатываемой поверхности, Подключают генератор импульсов к зубчатому колесу 1 и инструменту 2. При скольжении электродов 5 по обрабатываемой поверхности электрические разряды производят ее электроэрози" онное упрочнение как за счет действия разрядов, так и за счет переноса материала электрода на обрабатываемую поверхность, Обработку всей поверхности обеспечивают продольной подачей Б инструмента со скоростью,обеспечивающей необходимое качествообработки.Если радиус кривизны о линии пересечения обрабатываемой поверхностизубчатого колеса 1 торцовой плоскостью инструмента 2 равен или большерадиуса поворота вершин электродовК в проекции на ту же плоскость,(фиг.5), то электроды при вращенииинструмента 2...
Способ электрохимической обработки резьбовых поверхностей

Номер патента: 1340954
Опубликовано: 30.09.1987
Авторы: Бескорсый, Дрожин, Дубовик, Оксененко, Сирота, Суслин
МПК: B23H 9/02
Метки: поверхностей, резьбовых, электрохимической
...образующих межэлектродный зазор, создает такой режим течения электролита, при котором интенсивность электрохимического растворения материала плашки по задней поверхности ее перьев более высокая, чем по передней поверхности.Вследствие этого при электрохимической обработке по предлагаемому способу происходит не только снятие заусенцев, образовавщихся при заточке и полировании поверхности на заборном конусе плашки но и заострение режущйх кромок, а также затыловка задней .поверхности перьев плашки.Заточка режущих кромок перьев плашки является результатом неравномерного съема материала на поверхностях, образующих эти кромки.Затыловка по задней поверхности возникает вследствие повышения интенсивности электрохимического воздействия в...