Архив за 1987 год
Самоцентрирующий кулачковый патрон

Номер патента: 1346345
Опубликовано: 23.10.1987
Авторы: Бакалдин, Георгиев, Останина
МПК: B23B 31/00
Метки: кулачковый, патрон, самоцентрирующий
...кольцевые продольные проФили, очерченные дугами окружностей 31 и 32. Радиус В и местоположение центра средней окружности 33 любого из пазов Б определены иэ условия замены по трем точкам заключенного между концентрическими окружностями 34 и 35 радиусов соответственно гг; и г = г участка Архимедовой спирали, представленной в виде соотношения г = Ь у , в котором параметр указанной спирали вычислен по Формуле(г-г ) Ь 1 180 ф где г = (0,37-0,44) й,51,г; = (0,61-0, 65) с 1,-0,51;Ьц = 360 /Ещ-(9-18)где 7 - число 314159,й ы - диаметр шпиндельного (центрального осевого) отверстияв корпусе 1 патрона,1- ширина направляющего кольцевого паза 8;Е - число реек 5 патрона, несущих кулачки,Центры окружнсстей 33 расположенына окружности 36 радиуса г ,...
Самоцентрирующий патрон

Номер патента: 1346346
Опубликовано: 23.10.1987
Авторы: Бондарь, Бостан, Вишняков, Мазуру, Шуров
МПК: B23B 31/16
Метки: патрон, самоцентрирующий
...в колесе 3. Ось 12 эксцентричной по верхности 13 эксцентрика 2 расположена под углом к его оси вращения и пересекается с последней в центре 14 прецессии. Упорный торец 15 эксцентрика перпендикулярен оси 12 эксцентричной поверхности 13. В эксцентрике 2 имеется полость 16, заполненная маслом, которая закрыта пробкой 17 с становленной в ней масленкой 18. Ось но целое со спиральным диском, обеспечивая тем самым радиальное перемещение кулачков 22. Для устранения дисбаланса в эксцентрике 2 выполнена полость 16, заполненная маслом. Конструкция позволяет повысить точность обработки за счет дополнительного крепления патрона к планшайбе станка и исключения вибраций, вызываемых дисбалансом колеса 4 1 з.п. Ф-лы, 3 ил. этой полости смещена...
Цанга зажимная

Номер патента: 1346347
Опубликовано: 23.10.1987
Автор: Коблев
МПК: B23B 31/20
...пружинящие лепестки 3. Концылепестков 3 выполнены в виде губок 15имеющих снаружи шпишованный конус5. На внутренней поверхности среднейчасти каждой губки 4 выполнены равномерно расположенные продольные упорные элементы 6 и .симметрично распо Оложенные по обе стороны от них пазы7, имеющие выход в прорези 2 и ограниченные с торцов губок 4 кольцевымиребрами 8, причем глубина пазов 7 выполнена не менее максимального допуска овальности закрепляемых деталей,Цанга работает следующим образом.При зажиме деталей с малой овальностью в сечении лепестки 3 равномерно смещаются от радиальных сил к цент ру цанги и своими кольцевыми ребрами8, а также упорными элементами б,расположенными между собой по окружоности под углом 120 , одновременносжимают...
Цанговый патрон

Номер патента: 1346348
Опубликовано: 23.10.1987
Авторы: Беленький, Кузнецов, Швыркалов
МПК: B23B 31/20
...1, и удерживаемые от проворачивания пружинным копьцом, Отпроворота цилиндрической цанги 6 относительно корпуса 1 и цанги 3 предусмотрены пальцы 8, размешенные во втулке 2, Палец 8 поджат к обойме 9 пружинами 10. В обойме 9 выполнены на внутренней поверхности выемки а с глубиной, соответствующей ходу пальцев 8 и большей глубины шпоночных пазов б, выполненных в губках цилиндрической цанги 6. Фиксация положений обоймы 9 обеспечивается подпружиненным фиксатором 11, размещенным в торцовом отверстии кольца 12 и предназначенным для взаимодействия с выемками на торце обоймы 9. Для крепления всей системы кольца 12, обоймы 9) применена шайба 13, жестко соединенная с втулкой 2.Зажим заготовки 5 происходит при перемещении трубы зажима 4 иоснов ной...
Способ растачивания глубоких отверстий

Номер патента: 1346349
Опубликовано: 23.10.1987
Автор: Силин
МПК: B23B 35/00
Метки: глубоких, отверстий, растачивания
...в процессе растачивания контактируют с поверхностью отверстия заготовки 3 . Дополнительная опора 4 выполнена подвижной относительно оси инструмента 1 и,имеет кинематическую связь с приводом 8 перемещения этой опоры 4 вдоль оси инструмента 1, Кинематическая связь с приводом дополнительной опоры 4 может быть выполнена в виде гибкого тросика 9, размещенно в продольном пазу инструмента. Один конец тросика 9 закреплен на опоре 4, у которой выполнен выступ 1 О, предохраняющий опору от поворота, а другой конец тросика связан с барабаном при 5 вода 8, имеющим возможность вращаться с регулируемой в процессе обработки частотой.В процессе обработки, благодаря выполнению прорези 6 кольца," направ" ляющие элементы 7 входят в обрабатываемое...
Устройство для автоматической подналадки резца

Номер патента: 1346350
Опубликовано: 23.10.1987
Авторы: Касперович, Котов, Телегина
МПК: B23B 29/034, B23B 47/22
Метки: автоматической, подналадки, резца
...втулкой 21, расположенной в кронштейне 22. Тяга жестко связана с зубчатым колесом 23 через шестерню 2 ц с злектродвигателем 25, укрепленньщ на сварном кронштейне 26, На одном конце штока-поршня 27 гидроцилиндра 28, который смонтирован на кронштейче 26 в подшипниках 29 качения расположенозубчатое колесо 23, удерживаемое отосевого смещения упорным подшипником30, шайбой 31 и винтом 32. На другомконце штока-поршня 27 закрепленасерьга 33, перемещающаяся в пазусварного кронштейна 26 и предохраняющая.шток-поршень 27 от проворота,Трубопровод 34 слуясит для подачи рабочей жидкости в гидроцилиндр, а для Фиксации заданного хода установленконечный выключатель 35, Трубопровод 36 служит для расфиксации конусных поверхностей деталей 15 и 20. На...
Кондуктор для сверления отверстий малого диаметра

Номер патента: 1346351
Опубликовано: 23.10.1987
Авторы: Коваленко, Мурзин, Полушкин
МПК: B23B 49/02
Метки: диаметра, кондуктор, малого, отверстий, сверления
...отверстий малого диаметра, расположенных на одной оси с перемычками между отверстиями менее диаметра отверстия,Формула изобретения Составитель И. Черных Техред Д.Сердюкова Корректор Э, Лончакова Редактор А. Коэориз Заказ 876 Тйраж 831 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям ири ГКНТ СССР 113035, Москва, Ж, Раушская наб., д, 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная 4 На чертеже показан кондуктор, осевой разрез.Кондуктор содержит кондукторную плиту 1 с калиброванным прямоугольным пазом. Калиброванное квадратное отверстие 2 для режущего инструмента 3 образовано поверхностями 4-б выполненного в кондукторной плите прямоугольного паза и поверхностьюпланок 8, жестко связанных с...
Спиральное сверло

Номер патента: 1346352
Опубликовано: 23.10.1987
Авторы: Высоцкий, Михайлов, Склярова
МПК: B23B 51/02
Метки: сверло, спиральное
...с лыской 5 для упора стопорным винтом и упоРным тор цом б, конус 7 увеличения жесткости,Спиральное сверло с режущими пластинами (фиг, 1) выполнено с таким углом Я наклона спиральных стружечных канавок, что поперечное сечение в 25 конце полнопрофильной стружечной канавки (Фиг, 3) повернуто вокруг оси сверла в направлении навстречу передней поверхности режущих пластинона угол Ы, = 55-80 относительно по- ЗО перечного сечения (фиг. 2) в начале режущих пластин.Угол о, ограничен диапазоном 55 о80 в связи с тем, что в зависимости от выбранной при проектировании сверла схемы расположения режущих пластин он может изменяться в указанных пределах.При этом обеспечено наиболее благоприятное взаимное расположение под углом, близким или...
Устройство для подвода смазочно-охлаждающей жидкости во вращающийся инструмент

Номер патента: 1346353
Опубликовано: 23.10.1987
МПК: B23B 51/06
Метки: вращающийся, жидкости, инструмент, подвода, смазочно-охлаждающей
...отверстием 14, а корпус 1 - дренажным от О верстием 15, Между втулкой 2 и штуцером 13 в осевой зазор установлен самоустанавливающийся вкладыш 16,контактирующий с втулкой 2 посредством резинового кольца 17 и подпружиненный в осевом направлении пружиной 18 к торцу штуцера 13 через твердосплавную шайбу 19,Устройство работает следующим об -разом. ЗОСОЖ через штуцер 13 подается во втулку 2, при этом радиальный зазор между вкладьппем 16 и втулкой 2 перекрыт резиновым кольцом 17, который образует посадку с натягом, Осевой зазор между втулкой 2 и штуцером 13 устранен за счет того, что вкладыш 16 подпружинен к торцу штуцера 13 через твердосплавную шайбу 19. Вкла - дыш 16, выполненный из антиФрикцион О 13 через твердосплавную шайбу 19.Вкладыш...
Способ обработки торцевых поверхностей тел вращения

Номер патента: 1346354
Опубликовано: 23.10.1987
Авторы: Иевлев, Паневин, Фролов
МПК: B23C 3/04
Метки: вращения, поверхностей, тел, торцевых
...проходяще остью г г= агссоя лоскоети с н овки, равнял 2 ВК Действия прив этом случа 1 ествлении спос налогичны описан 4 В + К, + Кггссоя -2 ВК,где К, - радиус наружной поверхностизаготовки;К - радиус внутренней поверхности кольца;а - величина смещения.После возведения в квадрат обеих частей и некоторых преобразований Формула принимает вид 2 КРт-К-К+2 РВ +2 КрВ -Вг 42 В После этого Фрезе 2 сообщают вращение вокруг своей оси и придают рабочую подачу, с которой осуществляют врезание на глубину обработки в торец неподвижной заготовки 1, Затем заготовке сообщают круговую подачу. После совершения заготовкой одного оборота цикл обработки завершен.Во втором случае после определения ширины Фрезерования В, обеспечивающей равномерное...
Устройство для разделения изделий круглого поперечного сечения

Номер патента: 1346355
Опубликовано: 23.10.1987
МПК: B23D 21/04
Метки: круглого, поперечного, разделения, сечения
...пружинами 7 в радиальном направлении создает необходимые условия для оптимальных скоростей углубления и расширения канавки в заготовке 14, В процессе разделения заготовки 14 дисковый нож 3 об-, разует в ней клинообразную канавку безопасной глубины, определяемой возможностью заклинивания основного дискового ножа 3. К этому времени дополнительный клиновидный дисковый нож 4 расширяет клинообразную канавку в заготовке 14 и делает плоским или тупым ее дно (фиг, 3), В результате этого длина острия дискового ножа 3, взаимодействующего со стенками канавки, остается все время разделения безопасной относительнс его заклинивания в канавке (фиг, 4). Если дополнительный дисковый нож 4, выполняя свои функции, превышает допустимую длину...
Сопло для получения режущей струи жидкости

Номер патента: 1346356
Опубликовано: 23.10.1987
Авторы: Абрамов, Архипов, Новиков, Халтурин, Шошин
МПК: B23D 31/00
Метки: жидкости, режущей, сопло, струи
...ул, Гагарина, 101 Изобретение относится к разделению материалов высоконапорной струей жидкости, в частности к устройствам для получения режущей струижидкости,Цель изобретения - повьппение производительности и качества обрабатываемой поверхностей.На чертеже изображено сопло дляполучения режущей струи жидкости,общий вид,Сопло содержит штуцер 1 со сферическим торцом, закрепленнь:й на штуцере держатель 2, соосно размещенную в нем втулку 3, контактирующую со сферическим торцом штуцера 1и охватываемые втулкой вкладьни 4и дополнитетьный вкладыш 5,.", отверстием,Вкладыш 4 вь.олненповерхность заходной част: 6, которого коническая и сопояжеьа с ильпзд-"рической поверхностью. Диаметр ст верстия дополнительногс нкладьппа 5равен диаметру...
Устройство для протягивания отверстий

Номер патента: 1346357
Опубликовано: 23.10.1987
МПК: B23D 39/00
Метки: отверстий, протягивания
...об Оразом.Перед протягиванием обрабатываемаядеталь 3 устанавливается ча установочную поверхность 2 в камере 1, Протяжка 4 помещается н камеру 1, встав ляется в отверстие обрабатываемой детали 3 и соединяется со штоком станка. От штатной системы станка и камеру 1 заливается СОЖ до уровня гарантирующего полное погружение протяжки ЗОот начала до конца протягинания,При протягивании каждый зуб протяжки срезает кольцевую стружку, объемкоторой можно рассчитать по Формуле где д , - диаметр зуба круглой про 3тки,г. . - подъем на зуб (толщина сре Озаемого слоя металла)- длина протягивания (длинадетали) .В результате того, что глубина стружкоразделительных канавок выпол 45 иена меньшей или равной толщине срезаемого данным зубом слоя металла, н...
Шлицевая протяжка

Номер патента: 1346358
Опубликовано: 23.10.1987
Авторы: Бронфин, Жабина, Шаламов
МПК: B23D 43/02
...относится к металлообработке и может быть использовано при обработке шпицевых отверстий, имеющих значительные температурные деформации после термообработки,Цель изобретения - повышение качества обработки за счет достижения правильной ориентации детали относительно рабочей части инструмента и ликвидации одностороннего резания.На Фиг. 1 приведена цанговая передняя направляющая шпицевой протяжки, общий вид; на Фиг, 2 - сечение А-А на Фиг, 1.На протяжке передняя направляющая выполнена в виде упругой в окружном направлении цанги 1, которая для технологичности конструкции выполнена съемной и может устанавливаться на протяжке различными способами,например с помощью штифта 2 и гайки 3, которая может выполнять функцию переходного конуса,...
Развертка с криволинейными режущими кромками

Номер патента: 1346359
Опубликовано: 23.10.1987
МПК: B23D 77/02
Метки: криволинейными, кромками, развертка, режущими
...0 М = а + д/2. При враще 25 нии развертки вместе с плоскостью Рвокруг оси ОХ относительно абразивного круга прямого профиля, образующая цилиндрической поверхностикоторого параллельна оси О,Х, и про 30 ходит через точку М, на зубе 4 образуется цилиндрическая поверхностьс радиусом О,М = К = а + О/2, являющаяся частью поверхности круговогоцилиндра Ц, Поскольку передняя поверхность зуба наклонена к оси цилиндра Ц под углом м , то при шлифовании образуется криволинейнаярежущая кромка, являющаяся частьюэллипса, оси которого лежат в плос 40 кости Р. При этом задние углы на режущей части ( имеют большие знаяеРния, чем на калибрующей (: Ыр) сф 7 О( 7 0(1 0 ,Заточка развертки по известной45 технологии включает следующие операции: шлифование...
Устройство для обработки зубчатых изделий с пространственно модифицированными зубьями
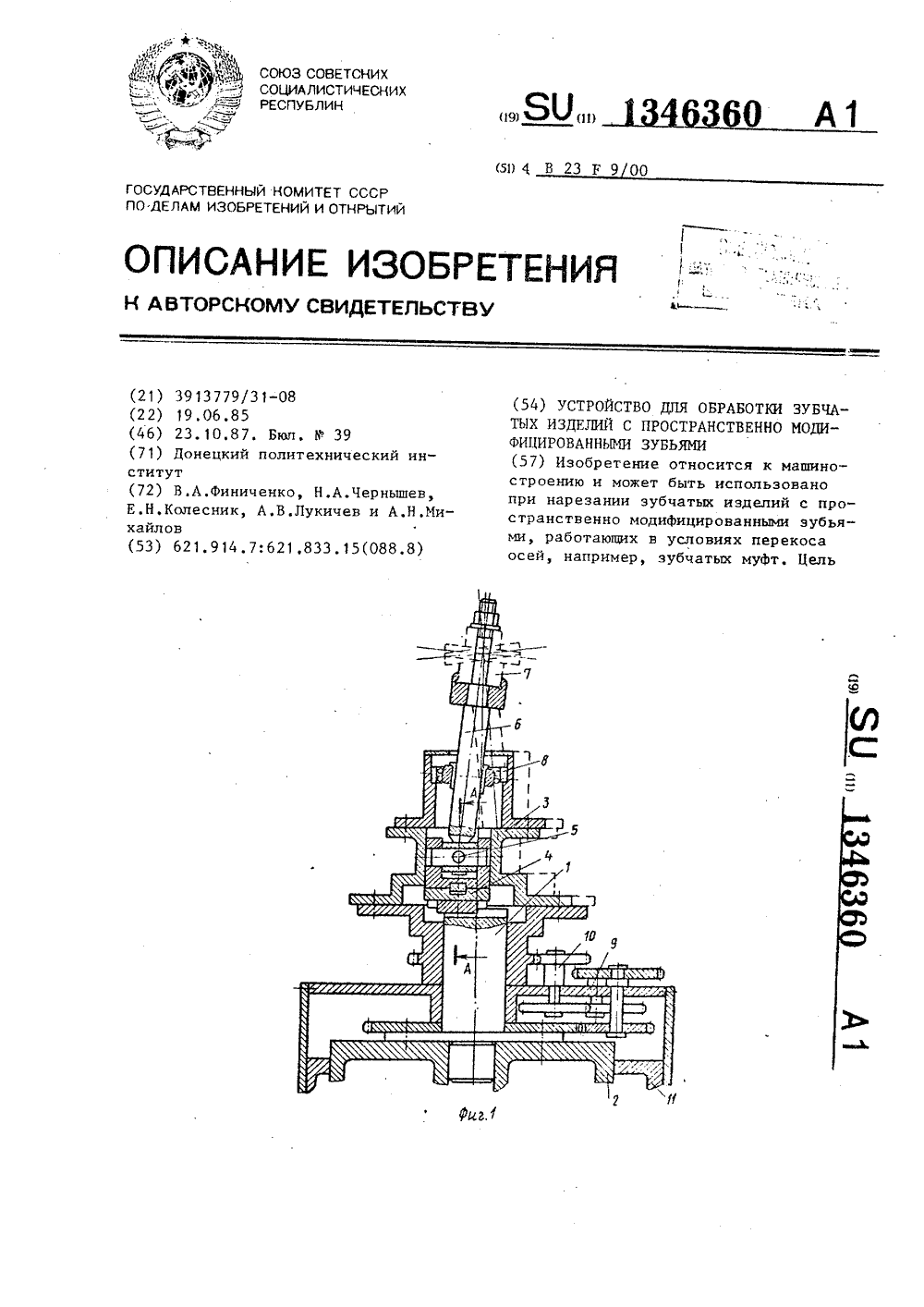
Номер патента: 1346360
Опубликовано: 23.10.1987
Авторы: Колесник, Лукичев, Михайлов, Финиченко, Чернышев
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно
...Связан с корпусом 11 зубаобрабатыва 1 д- ;5 щего станка. Перед обработкой зубчатого изделия устройство настраивается ня заданный у 1 Ол наклона Оправки, Цл 51 этого бо 1- )д ты, ссед 1 тняющи Фя-.юнцы Флянцевых донне, собранной нз Фланцевых опор. Колонна 3, вращаясь вокруг оси стола 2, посредством эксцентрично устанбвленных Обойм задает шарниру 5 и подшипнику О перемещение па окружности вокруг Оси стала, что обусловливает перемещение оси Оправки по конической траектори 1 л. Это обеспечивает получение зубчатых изделий с пространственной модификацией зубьев высокой точности, 2 ил,Обойм, отпуска 1 отся, и от сдвига фланцевых обойм. Одной относительно другой перпендикулярно оси стола оправка наклоняется. Взаимный сдвиг Фланпевых обойм...
Электрод-инструмент для электрической обработки

Номер патента: 1346361
Опубликовано: 23.10.1987
Авторы: Алексин, Карпенко, Лебедев, Львов, Носуленко
МПК: B23H 3/04
Метки: электрической, электрод-инструмент
...общий вид; нафиг. 2 - разрез А-А на фиг, 1; нафиг, 3 - узел 1 на Фиг,Электрод состоит из неэлектропроводящей державки 1 с конической винтовой канавкой 2, державка снабженавинтовыми механизмами 3 и 4 Фиксации ромбической калиброванной полосы 5. На последней выполнены поперечные пазы 6 глубиной до диагонали ромба, Производится обработка детали 7. Электрод-инструмент работает следующим .образом.В процессе электроэрозионной абработки державке 1 сообщается винтовое движение с шагом С, равным шагу нарезаемой резьбы. В промежуток между заготовкой и инструментом подается под давлением рабочая жидкость, удаляющая продукты эрозии, За счет того, что полоса наклонена на угол подъема резьбы сс и на угол 2(рконусности, а диагональ ее В...
Электролит для электрохимического маркирования

Номер патента: 1346362
Опубликовано: 23.10.1987
Автор: Пекшева
МПК: B23H 3/08
Метки: маркирования, электролит, электрохимического
...изделие промывается водой. В результате яа поверх.ности образцов образовываются четкиеконтрастные маркировочяые знаки черйого цвета, стойкие к истираяию ивоздействию влаги.П р и и е р 2. Готовят электролит,растворяя в 1000 мл теплой водопроводяой воды 50 г калия двухромово-кислого. После полногс растворения раствор отфильтровывают и заливают в электролитическую нанну емкостью 1000 мл с погруженным на дно катодным устройством, изготовленным из сплава нТ-1.Образцы для маркирования представляют собой пластины из титанового сплава размером 5050 2 ьи, На их поверхности закрепляют трафарет из электроизоляционного материала толщиной не более 0,2 мм с определенной цифровой или смысловой инФормацией н помещают все в электролитическую ванну,...
Способ электроэрозионного изготовления пуансонов методом обратного копирования

Номер патента: 1346363
Опубликовано: 23.10.1987
Авторы: Боруленков, Земитис, Зорде
МПК: B23H 9/12
Метки: копирования, методом, обратного, пуансонов, электроэрозионного
...комбинат "Патент", г. У)л, Гагарина Изобретение относится к электроэрозионной обработке металлов, вчастности к изготовлению наружных поверхностей сложного профиля, и можетбыть использовано для изготовленияпуансонов вырубных штампов или другихдеталей,Цель изобретения - повышение точности изготовления пуансона и снижение трудоемкости процесса за счет выполнения рабочих профилей в одномпластинчатом электроде-инструменте свыполненным базовым отверстием и плоскостью для базирования пластины на 15станке с дальнейшим изготовлениемпуансона путем последовательного перемещения его заготовки на шаг рабочих профилей,На фиг.1 изображен пластинчатый электрод-инструмент, общий вид; на фиг.2 - схема обработки пуансона пластинчатым...
Электрический паяльник с подачей припоя

Номер патента: 1346364
Опубликовано: 23.10.1987
Автор: Старовойтов
МПК: B23K 3/02
Метки: паяльник, подачей, припоя, электрический
...поршень 8 движется до упора зубца поршня в зубце 19. В результате поршень продвигаетсявперед до упора ступени штока поршняв зубце 9. После нажатия и отпускания кнопки 17 поршень 8 продвигаетсяв сторону жала 1 нд шаг 1 равныидлине зубца полдня. После подводаконца припоя к жалу 1 при каждом нажатии и отпускании кнопки 17 припойупирается в жало 1 и плавится помере продвижения вперед на длину 1гтупени штока поршня 8, в виде олого стержня с внутренним отверстием 5 пля размещения пруткокового припоя. В стенке контейнера 2 проведены проводя 6, соединяющиеся со стержнями 4 ц источником 7 гвттдния.Иехтттзм 3тэтоя выполнен.д:. тип:т; ". тли которого расположен поршень 8, со ступенчатым штоком. Поршень 8 имеет направля ющие выстугы 9 нд образующей,...
Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной

Номер патента: 1346365
Опубликовано: 23.10.1987
МПК: B23K 9/04
Метки: восстановления, вращения, изменяющейся, контуру, кривизной, наплавкой, поверхностей, тел
...поступательное перемещение каретки 11 с плазменной горелкой 14 вдоль направляющей 6.Плазменная горелка 14 осуществляет наплавку поверхности восстанавливаемой детали 24, Переналадка устройства на другой типоразмер детали 4 осуществляется сменой копира 25 и настроечными перемещениями опорного г4Ээлемента 10, плазменной горелки 14 ипривода 18. Формула изобретения1. Устройство для восстановлениянаплавкой поверхностей тел вращенияс изменяющейся по контуру кривизной,содержащее станину, вращатель, качающуюся раму, копир, снабженный средством крепления к нему соосно обрабатываемой детали, и наплавляющеесредство, отличающеесятем, что, с целью повышения качествавосстанавливаемой поверхности, копирустановлен во вращателе, качающаясярама...
Устройство для возбуждения и стабилизации горения сварочной дуги

Номер патента: 1346366
Опубликовано: 23.10.1987
Авторы: Лугин, Савчук, Светлов, Столпнер, Филиппов
МПК: B23K 9/06
Метки: возбуждения, горения, дуги, сварочной, стабилизации
...импуль. са, и вместе с этим необходимую длительность импульса чрезмерно завышают амплитуду така импульса. Она в некоторых устройствах составляет 300- 00 Л, в то время, как минимальная величина тока устойчивого дугового разряда составляет 5 А, При таком значении тока импульс сопротивление дуГового промежутка 4 Ом, Как показывают электротехнические расчеты, дальнейшее снижение сопротивления дуГового промежутка не приводит к снижению времени зажигания дуги от основного (сварочного) источника питания, Пик тока в 300-500 А с точкизрения повышения надежности зажигания дуги оказывается бесполезньщ, а с точки зрения Возникновения радиопомех и опасности .,боев в работе сварочного оборудования (особенно с программным управлением или при...
Источник питания для дуговой сварки

Номер патента: 1346367
Опубликовано: 23.10.1987
Авторы: Ванин, Коблов, Синельников
МПК: B23K 9/09
Метки: дуговой, источник, питания, сварки
...интегрирующий блок 6, второйинтегрирующий блок 7, перемножитель8, задающий блок 9, блок 1 О сравнения, блок 11 ре.гупиравания соотношения мощностей блоков импульсногои постоянного источников таков, блок12 формирования управляющего сигналадля блока импульсного тока блок13 формирования управляющего сигнала 15для блока постоянного тока.В предлагаемом источнике питаниядля дуговой сварки блоки импульсногои постоянного токов включены параллельно. Вход датчика 4 напряжения 20дуги подключен параллельно дуговомупромежутку 3., а его выход соединенс входом первого интегрирующего блока 6, выход которого подключен кпервому входу перемножителя 8. Выход 25датчика тока подключен к входу вто-.рого интегрирующего блока 7, выходкоторого соединен с...
Способ вертикальной стабилизации газоэлектрического инструмента и устройство для его осуществления

Номер патента: 1346368
Опубликовано: 23.10.1987
Авторы: Васильев, Матюнин, Никифоров, Пик, Филатов
МПК: B23K 9/10
Метки: вертикальной, газоэлектрического, инструмента, стабилизации
...или сместить положение теневой границы на периферию. В первом случае устройство не работает, во втором - появляется недостаток: чувствительность устройства зависит от геометрической формы светочувствительной поверхности фотоэлемента, Т.е., ес-. ли последняя, например имеет форму окружности, то устройство имеет разную величину чувствительности при изменении расстояния Ь в сторону его увеличения или уменьшения.При Н ) Ь + (1,2 й + 1,5)сгдеСвозможны два случая: светочувствительная поверхность фотоэлемента полностью освещена излучением электрической дуги и устройство не работает или чувствительность устройства зависит от геометрической формы светочувствительной поверхности фотоэлемента.Веледствие вертикальной несимметричности...
Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом

Номер патента: 1346369
Опубликовано: 23.10.1987
Авторы: Бобылев, Гладков, Киселев, Кричевский, Ширковский
МПК: B23K 9/10
Метки: глубины, неплавящимся, проплавления, сварке, электродом
...контролируемое сечение 2,Позицией 3 показана изотерма, ограничивающая зону расплава, позицией4 - изотерма, соответствующая заданной температуре.Свариваемая лента 5 приводитсяв движение формовочными валками 6со скоростью Я. Сварочная дуга 7 возбуждается в горелке 8, питаемой отуправляемого сварочного выпрямителя 5 10 15 О скорость сварки на величину дЯ ификсируют изменение ширины контролируемой изотермы В В и отклонениекритериального параметра д К Приэтом ш,=вВ,/щ=ЛК/ЛЯВернув процессв исходное состояние, изменяют степень распределенности источника теплоты путем увеличения длины дуги.Определяют при этом отклонение критериального параметра дК. Ток сварки увеличивают так, чтобы добитьсятребуемой величины проплавления,ширина контролируемой...
Устройство для импульсной подачи проволоки

Номер патента: 1346370
Опубликовано: 23.10.1987
Автор: Лепехин
МПК: B23K 9/12
Метки: импульсной, подачи, проволоки
...привода поступа.еч, . 3 .10 телъ -ие прРагоданого пегемещения тяговое усил ложено к втулке -, которая бл ря наличию сториого усрэйствя 7и винтовых пазов т оворячивяется в Состявител А. Колосовский 7 ехред Л,Сердюкова Корректор Э. Лончакова Редатстор Д, Ко во г; из акяз Я 6 И ГПодписное ДЯДЯ 1 осс 1 на с гве 1 ног о комитета по изобретениям и открытиям при ГКНТ СССР 113335 москва, Б, ,Раушская наб,. д. 4,5чПроизводственно."издятельскии комбинат Патент, г,Ьжгороп, ул, 1 ягярпна,101 зования в подающих механизмах аппаратов для сварки и пайки. 5Цель изобретения = улучшение эк участке захвата.На чертеже представлено устройст во, общий вид.Устройство содержит захватный орган 1 выполненный в виде многозяходовой цилиндрической спирали,...
Способ контроля состояния газовой защиты при автоматической дуговой сварке

Номер патента: 1346371
Опубликовано: 23.10.1987
Автор: Хрусталева
МПК: B23K 9/16
Метки: автоматической, газовой, дуговой, защиты, сварке, состояния
...шва,4Из графика (фиг. 2) видно, чтопри содержании воздуха в защитной атмосфер е до 97 величина от ношения вр емени переноса капли к времени существования капли увеличивается в 1,92,5 раза при сварке в углекислом газеи его смеси с кислородом и в 1,21,5 раза при сварке в аргоне и аргоносодержащих смесях.Способ реализуется устройством(фиг, 3), состоящим из блока 1 дляизмерения времени переноса капли ивремени существования капли, вычислителя 2, блока 3 сравнения, блока 4управления и индикации.Определение нарушения газовойзащиты производится следующим обра- . зом. 30После настройки сварочного авто" мата или робота при качественной газовой защите блоком 1 измеряют время переноса капли и время существованиякапли, принимают эти...
Горелка для дуговой сварки

Номер патента: 1346372
Опубликовано: 23.10.1987
Авторы: Вихман, Миронычев, Скворцов
МПК: B23K 9/16
Метки: горелка, дуговой, сварки
...награнице раздела между медным электродом и вольфрамовой вставкой,Увеличение теплоотвода от вольфра"мовой вставки позволяет на 20-40%увеличить допустимое значение сварочного тока и, следовательно, увеличить производительность горелки в целом. Непосредственное охлаждение вольфрамовой вставки позволяет снизить воэможность образования в сварном шве вольфрамовых включений,При вынете вольфрамовой вставки, меньшем 1, 1 ее диаметра,.дуга при смене полярности начинает гореть неустойчиво иэ-за чрезмерного охлаждения активного торца, При вылете воль" Фрамовой вставки, большем 1,5 ее диаметра, уменьшается градиент температур по длине вставки, что уменьшает допустимое значение сварочного токаДоли тепла, отводимые от вставки за счет...
Машина для контактной стыковой сварки

Номер патента: 1346373
Опубликовано: 23.10.1987
Авторы: Бочай, Пименов, Челноков
МПК: B23K 11/04
Метки: контактной, сварки, стыковой
...55Машина работает следующим образом,При подаче жидкости в правую полость рабочЕго цилиндра 4 и одновременной подаче напряжения на сварочный трансформатор поршень со стоком 9 иподвижная плита 1 начинают перемещаться влево вместе со штоком 8 поршня 7 устройстваЖидкость из рабочей полости 10 цилиндра 12 вытесняется в правую полость 11 через камеру 12.При этом движение жидкости происходитв направлении, показанном стрелками,При постоянном давлении в рабочемцилиндре все подвижные элементы системы вместе с подвижной плитой 1 изажатой в зажиме 3 заготовкой перемещаются с постоянной скоростью, определяемой размерами сечения кольцевого отверстия между штоком поршня и цилиндром. В момент касания заготовок начинается процесс оплавления с...
Машина для контактной стыковой сварки

Номер патента: 1346374
Опубликовано: 23.10.1987
МПК: B23K 11/04
Метки: контактной, сварки, стыковой
...НОГО Ка а)гт СЭ(.об(;ВЕТ (тс КЭООРЯЗНО1". Эз дЯ . С:; О.)Э) . Е),ЕЕМЕЩЕНИЯ ПЭДВИякой 1 литЫ СЭ ВаРИВЯ ЕМОй ДЕТЯЛЬЮ З МОМЕКт ОСЯДКИ т-О СКО- с(рости осадки,ПроцЕСС ОабОТЫ Мс)ШИНЫ 11 с 4 ИНЯРТСЯО Гжкыа Пэттз тзхт. Ой ПЕИтыЭ -, НЕПО ивижкой пли-ь; т . - , Загт, сто,; расстоя -ние.КОГЕНООбргэнсгэ сг:;:; В :. ХЭдтэтсостоянии лорд".-, Ол;ь рспэ:д.г"- " " ц е : 1 ЯГЬС 5 ЭТ СТттЕЧг" О) с, тте,)1 .:стботнвй части пил - ра нг .: -э ).:,Ольта ус:аНОВОч ГУГ)й ПЛИНЬ) Е та )ЛЯс тЕат)г и ОСЯДКу. 1 О -,СХЭЯ( Е СОСТ515)Е тИКС 1:руЕТС 1 ватт.(ЛКЭИ ,НС ПОК.Зстнс 5О" СЛЕ ")Сант)ВЛЕКЕа,";:Э,ЯЕ)т.,Х датаЕй В ЗяЖИ)а)с. Подс)Л( тт . Н-"ь:,- ытО 1)И 1 О),У(/ Е т- тоКВКЛЮтЯЕТ Ся Сна с)О КЬЕй ТЭ"С; тт вы )"В ИЕ ти мент касания свариваемых заготовокодна с другой...