Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1194658
Авторы: Данилов, Жигалов, Чистосердов

Текст
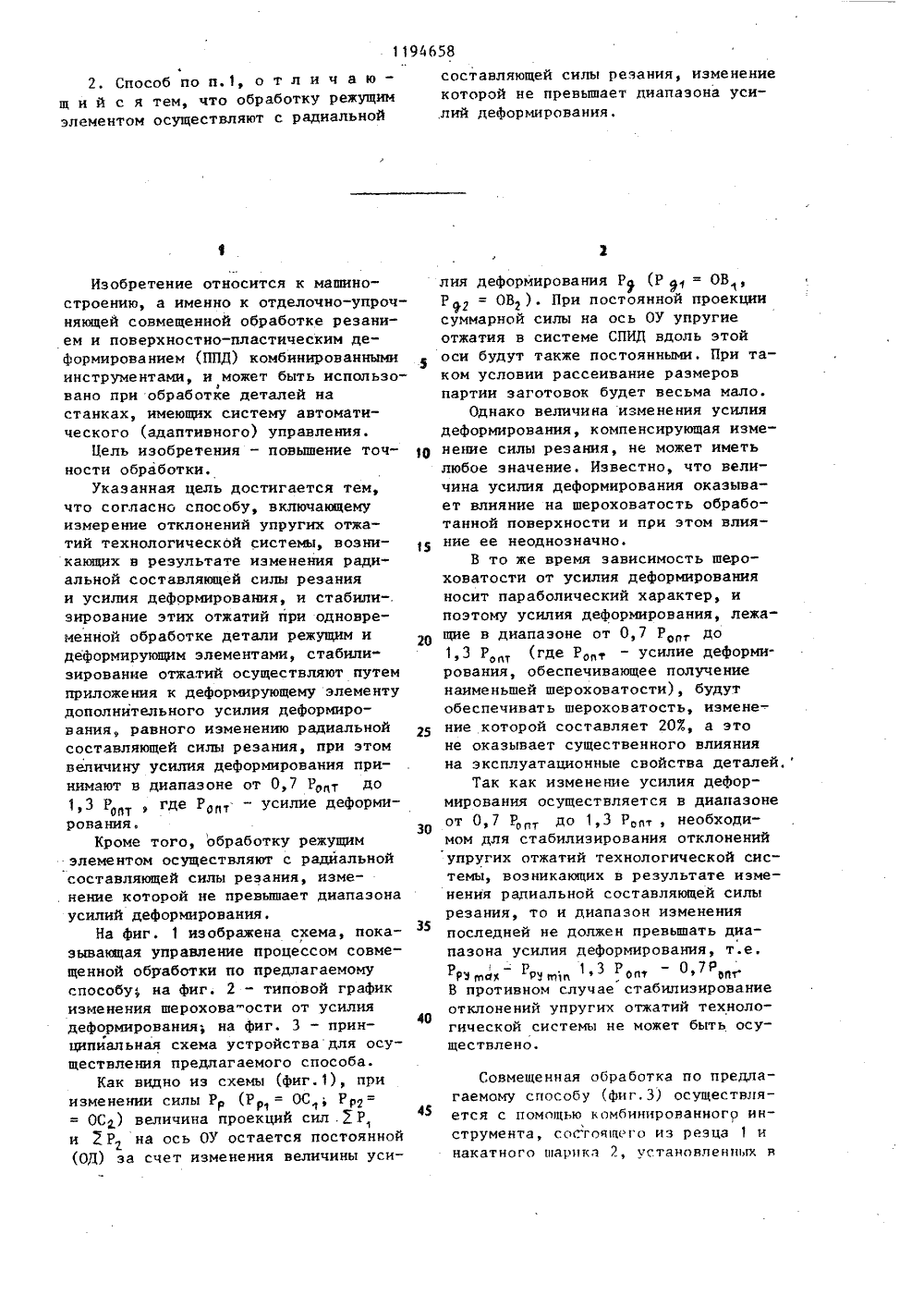
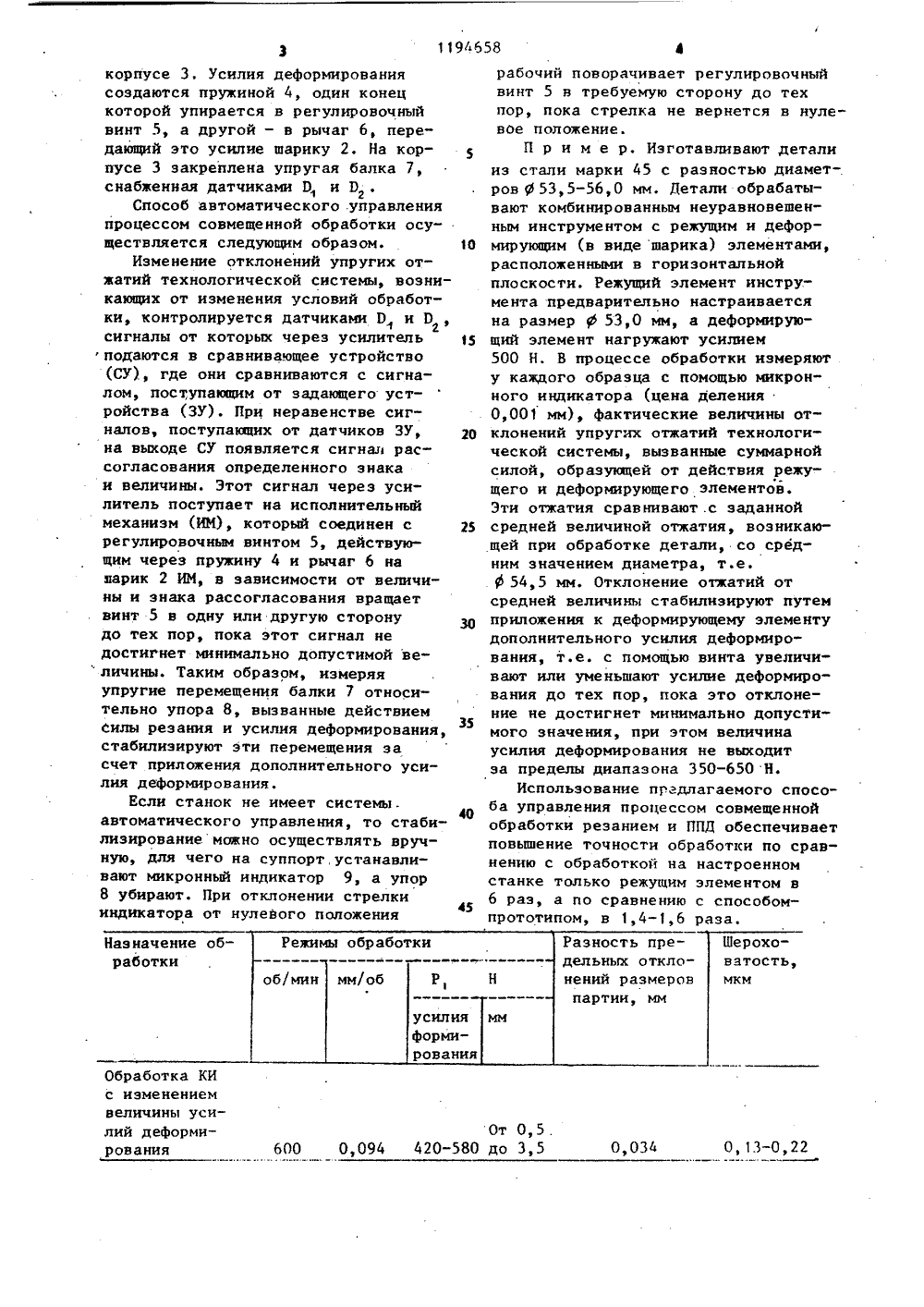
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПЮЛИН д)4 В 24 В 39/00 ИСАНИЕ ИЗОБРЕТЕНИЯ У СВИДЕТЕЛЬСТ Н АВТО ей ГОСУДАРСТ 8 ЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬПИЙ(56) Авторское свидетельство СССРВ 946075, кл. В 24 В 39/00, 1982.(54)(57) 1. СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМИ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ, включающий измерение отклонений упругих отжатий технологичекой системы, возникающих в результа.801194658 А те изменения радиальной составляющсилы резания,и усилия деформированияи стабилизирование этих отжатийпри одновременной обработке деталирежущим и деформирующим элементами,о т л и ч а ю щ и й с я тем, что, сцелью повышения точности обработки,стабилизирование отжатий осуществляют путем приложения к деформирующемуэлементу дополнительного усилиядеформирования, равного изменениюрадиальной составляющей силы резания, при этом величину усилия деформирования принимают в диапазоне от0,7 Роот до 1,3 Роптгде ро.усилие деформирования,1194658 2. Способ по и. 1, о т л и ч а ющ и й с я тем, что обработку режущим элементом осуществляют с радиальной Изобретение относится к машиностроению, а именно к отделочно-упрочняющей совмещенной обработке резанием и поверхностно-пластическим деФормированием (ППД) комбинированнымиинструментами, и может быть использовано при обработке деталей настанках, имеющих систему автоматического (адаптивного) управления.Цель изобретения - повышение точности обработки.Указанная цель достигается тем,что согласно способу, включающемуизмерение отклонений упругих отжатий технологической системы, возникающих в результате изменения радиальной составляющей силы резанияи усилия деформирования, и стабили-.зирование этих отжатий при одновременной обработке детали режущим идеформирующим элементами, стабилизирование отжатий осуществляют путемприложения к деформирующему элементудополнительного усилия деформирования, равного изменению радиальнойсоставляющей силы резания, при этомвеличину усилия деформирования принимают в диапазоне от 0,7 Рдт до1,3 Р ., где Р- - усилие деформирования,Кроме того, обработку режущимэлементом осуществляют с радиальнойсоставляющей силы резания, изме.нение которой не превышает диапазонаусилий деформирования.На Фиг. 1 изображена схема, показывающая управление процессом совмещенной обработки по предлагаемомуспособу, на фиг. 2 - типовой графикизменения шерохова-ости от усилиядеформирования; на фиг. 3 - принципиальная схема устройства для осуществления предлагаемого способа.Как видно иэ схемы (фиг.1), приизменении силы Р (Р = ОС РРг= ОС) величина проекций сил .Ри 2 Р на ось ОУ остается постоянной(ОД) за счет изменения величины усисоставляющей силы резания, изменениекоторой не превышает диапазона уси,лий деформнрования. лия деформирования Ру (Р у = ОВ,Р = ОВ ). При постоянной проекциисуммарной силы на ось ОУ упругиеотжатия в системе СПИД вдоль этойоси будут также постоянными. При таком условии рассеивание размеровпартии заготовок будет весьма мало.Однако величина изменения усилиядеформирования, компенсирующая изменение силы резания, не может иметьлюбое значение. Известно, что величина усилия деформирования оказывает влияние на шероховатость обработанной поверхности и при этом влияние ее неоднозначно,В то же время зависимость шероховатости от усилия деформированияносит параболический характер, ипоэтому усилия деформирования, лежащие в диапазоне от 0,7 Рдо1,3 Р(где Р - усилие деформирования, обеспечивающее получениенаименьшей шероховатости), будутобеспечивать шероховатость, изменение которой составляет 203, а этоне оказывает существенного влиянияна эксплуатационные свойства деталей,Так как изменение усилия деформирования осуществляется в диапазонеот 0,7 Рдо 1,3 Р необходимом для стабилизирования отклоненийупругих отжатий технологической системы, возникающих в результате изменения радиальной составляющей силырезания, то и диапазон измененияпоследней не должен превышать диапазона усилия деформирования, т.е.Рр- Рру . 1,3 Рд - 0,7 Р ,;.В противном случае стабилизированиеотклонений упругих отжатий технологической системы не может быть осуществлено. Совмещенная обработка по предлагаемому способу (фиг.3) осуществляется с помощью комбинированного инструмента, состоящего из резца 1 и накатного шарика 2, установленных в1194658 Обработка КИ с изменением величины усилий деформи- рования От 0,5 .до 3,5 0,13-0,22 0,034 ЬОО 0,094 420-580 корпусе 3, Усилия деформирования создаются пружиной 4, один конец которой упирается в регулировочный винт 5, а другой - в рычаг 6, передающий это усилие шарику 2. На корпусе 3 закреплена упругая балка 7, снабженная датчиками 0 и РСпособ автоматического уйравления процессом совмещенной обработки осуществляется следующим образом,Изменение отклонений упругих отжатий технологической системы, возникающих от изменения условий обработки, контролируется датчиками Р и В сигналы от которых через усилитель подаются в сравнивающее устройство (СУ), где они сравниваются с сигналом, поступающим от задающего устройства (ЗУ), При неравенстве сигналов, поступающих от датчиков ЗУ, на выходе СУ появляется сигнал рассогласования определенного знака и величины. Этот сигнал через усилитель поступает на исполнительный механизм (ИМ), который соединен с регулировочным винтом 5, действующим через пружину 4 и рычаг 6 на марик 2 ИИ, в зависимости от величины и знака рассогласования вращает винт 5 в одну или другую сторону до тех пор, пока этот сигнал не достигнет минимально допустимой величины. Таким образом, измеряя упругие перемещения балки 7 относительно упора 8, вызванные действием силы резания и усилия деформирования, стабилизируют эти перемещения за счет приложения дополнительного усилия деформирования.Если станок не имеет системы . автоматического управления, то стабилизированиеможно осуществлять вручную, для чего на суппорт,устанавливают микронный индикатор 9, а упор 8 убирают. При отклонении стрелки индикатора от нулевого положения 5 1 О 15 20 25 30 35 40 45 рабочий поворачивает регулировочныйвинт 5 в требуемую сторону до техпор, пока стрелка не вернется в нуле"вое положение.П р и м е р. Изготавливают деталииз стали марки 45 с разностью диаметров Ф 53,5-56,0 мм. Детали обрабатывают комбинированным неуравновешенным инструментом с режущим и деформирующим (в виде шарика) элементами,расположенными в горизонтальнойплоскости. Режущий элемент инструмента предварительно настраиваетсяна размер 1 Р 53,0 мм, а деформирующий элемент нагружают усилием500 Н. В процессе обработки измеряюту каждого образца с помощью микронного индикатора (цена деления0,001 мм), фактические величины отклонений упругих отжатий технологической системы, вызванные суммарнойсилой, образукюцей от действия режущего и деформирующего элементов.Эти отжатия сравнивают .с заданнойсредней величиной отжатия, возникающей при обработке детали, со средним значением диаметра, т.е,Ф 54,5 мм. Отклонение отжатий отсредней величины стабилизируют путемприложения к деформирующему элементудополнительного усилия деформирования, т.е. с помощью винта увеличивают или уменьшают усилие деформирования до тех пор, пока это отклонение не достигнет минимально допустимого значения, при этом величинаусилия деформирования не выходитэа пределы диапазона 350-650 Н.Использование предлагаемого способа управления процессом совмещеннойобработки резанием и ППД обеспечиваетповышение точности обработки по сравнению с обработкой на настроенномстанке только режущим элементом в6 раз, а по сравнению с способомпрототипом, в 1,4-1,6 раза,1194658 дактор А.Долинич ТирНИИПИ ГосудаРспо делам изобМосква, Ж,з 73 бО/Д,ПодписноеСР ого комит открытнаб ени 1130 ск илиал ППП "Патент", г. Ужго Проектн Составитель В.КузнецовТехред Ж.КастелевичКорректор М СамбоРск
СмотретьЗаявка
3733421, 11.03.1984
МОГИЛЕВСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ИНСТИТУТ
ЧИСТОСЕРДОВ ПАВЕЛ СЕРГЕЕВИЧ, ЖИГАЛОВ АНАТОЛИЙ НИКОЛАЕВИЧ, ДАНИЛОВ ВЛАДИМИР НИКОЛАЕВИЧ
МПК / Метки
МПК: B24B 39/00
Метки: деформированием, поверхностно-пластическим, процессом, резанием, совмещенной
Опубликовано: 30.11.1985
Код ссылки
<a href="https://patents.su/4-1194658-sposob-upravleniya-processom-sovmeshhennojj-obrabotki-rezaniem-i-poverkhnostno-plasticheskim-deformirovaniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием</a>
Способ стабилизации силы резания при токарной обработке

Номер патента: 694287
Опубликовано: 30.10.1979
МПК: B23B 25/06
Метки: обработке, резания, силы, стабилизации, токарной
...Определение угла закручивания винта при нагрузке осуществляют с помощью двух датчиков угла поворота, установле 1 шых на обоих концах винта. 30 1-1 а чертеже приводится структурная схема одного из вариантов устройства, реализующего предлагаемый способ стабилизации силы резания.На токарном станке деталь 1 устанавливается в патрон 2 и поджимается задним центром 3. Резец 4 закрепляется в резце- держателе 5, который установлен на ползушке б. Ползушка 6 установлена на каретке 7 и может перемещаться с помощью переда и винт 8 - гайка 9. Каретка 7 может перемещаться с помощью передачи винт 10 - гайка 11. С одним концом продольного винта 10 связаны электродвигатель 12, питаемьи от преобразователя 13, ц роторный датчик 14, выход которого соединен...
Способ измерения сил резания при двухрезцовом точении

Номер патента: 618200
Опубликовано: 05.08.1978
Авторы: Аверьянова, Бутенко, Глушко, Мирошниченко
МПК: B23B 25/06
Метки: двухрезцовом, резания, сил, точении
...главного привода..О 8.7 В,Ьюллетень М 28 анни описания Н, ОХ, 7 8. Стоимость современных датчиков сил резания достигает значительной величины и йногда в несколько раз превышает стоимость самих систем., в которых они используются, что ограничивает их использование.Трудности, связанные со встройкой, наладкой и эксплуатацией датчиков сил резания, сказываются на надежности и точности их работы в промышленных условиях,Цель изобретения - упрощение и повы. шение точности измерения.Это достигается путем попеременного из. менения.скорости подачи на каждом из рев. цов и сравнения приращения нагрузки на шпинделе.Предлагаемый способ обеспечивает периодическое измерение сил резания на каж. дом резце и может быть реализован, например, определением...
Способ измерения силы резания

Номер патента: 1045015
Опубликовано: 30.09.1983
Авторы: Зориктуев, Исаев, Меркушев, Никин
МПК: G01L 1/20
...описана степенной функцией, 2Р = СЧ" БС (1) где С - коэффициент, учитывающийРобрабатывающий и инструментальный материалы, геометрию инструмента, смазывающе-охлаждающую жидкость. Использование выражения ) 1 ) дляопределения силы резания, особеннопри черноной обработке неэффектинно, так как величина глубины резания (й) в отличие от скорости резания (Ч) и подачи (Б) может значительно отличаться от расчетной.Измерение же глубины резания непосредственно в процессе обработки известными методами во многих слу.чаях не представляется возможным.В то же нремя исследования проводимости д контакта инструментобрабатываемая деталь показали,что ее величина является такжефункцией режимов резания: Ч, Б,и может быть предстанлена степеннойфункцией (2,)ц=С Ч...
Устройство для имитации сил резания на токарных станках

Номер патента: 1335374
Опубликовано: 07.09.1987
Авторы: Иванов, Проников, Утенков
МПК: B23B 25/06
Метки: имитации, резания, сил, станках, токарных
...двумвыходам блока 10 управления, которыйпредставляет собой микроЭВМ, оснащенную циФроаналоговым преобразователеми усилителем мощности выходного сиг)нала,. Устройство работает следующим образом.Включают. привод испытуемого станка и нагружают шпиндель усилиями,имитирующими силы резания путем подачи с двух выходов блока 10 управления на обмотки 6 и 7 управляющихнапряжений, пропорционально которымв указанных обмотках возникают электрические токи 1, 1 , возбуждающиев полюсах 3 и 4 пропорциональныемагнитные потоки ф ф (Фиг. 2) 5374 ф =Ф 4= Ф,/2; Ф = ф = ф /2,(3) 1 2 3+ 4+ Б ф(2) ф: К,1; ф,= К 1(1) где К - коэФФициент, определяемый магнитными свойствами электромагнитной системы 8 - площадь поперечного сечения полюса;М - число витков...
Устройство для имитации сил резания на токарном станке

Номер патента: 1811987
Опубликовано: 30.04.1993
Авторы: Барабанов, Мартынов, Савинов, Юркевич
МПК: B23B 25/06
Метки: имитации, резания, сил, станке, токарном
...оси шпинделя 1.Устройство углового перемещения сердечника 6 предназначено для поворота сердечника 6 на заданный угол а, определяемый как угол между суммарной радиальной составляющей силы резания и вертикальной составляющей этой силы. Статистические исследования режимов резания заготовок на различных предприятиях и производствах показывают, что 25 30 распределение величины угла а подчиняется нормальному закону с коэффициентом карного станка 2 во всем статистическом диапазоне изменения частоты его вращения,Устройство работает следующим образом,вариации 0,12, Поэтому в большинстве случаев при испытаниях целесообразно устанавливать средние величины угла а. Это 35 обеспечивается путем поворота кольца 15 относительно оси якоря-оправки 3...
Предыдущий патент: Устройство для вибрационной обработки деталей в абразивной среде
Следующий патент: Шлифовальная головка
Случайный патент: Способ выращивания растений томата в гидропонике