Патенты с меткой «выплавляемым»
Способ приготовления жидкостекольной суспензии для изготовления литейных керамических форм по выплавляемым моделям

Номер патента: 1158281
Опубликовано: 30.05.1985
Авторы: Васин, Копылов, Логиновский, Лонзингер
Метки: выплавляемым, жидкостекольной, керамических, литейных, моделям, приготовления, суспензии, форм
...сжатым воздухом или инертным газом в принятыхрежимах н течение менее 10.мин неприводит к заметному повышению прочности и термостойкости форм; обработка более 60 мин по тем же причинам нецелесообразна. Снижение удельного расхода сжатого воздуха менее0,2 мз/кг не приводит к заметномуповышению прочности керамическихформ, а его увеличение свыше0,5 и /кг также неэффективно из-эавыброса суспензии из емкости. Этиже закономерности характерны длясоответстнующих значений линейнойскорости, которая определяетсяотношением расхода воэпуха Й м/с)к площади сечения 5 м , через кото 2рое он Фильтруется, Это позволяетучесть влияние применения площадисечения рабочей емкости на качествообработки суспенэии воздухом.На чертеже схематически представлена...
Устройство для обработки воздухом нагретых форм по выплавляемым моделям “инжакт

Номер патента: 1174150
Опубликовано: 23.08.1985
Авторы: Голованов, Почкарев, Серебряков
МПК: B22C 9/12
Метки: воздухом, выплавляемым, инжакт, моделям, нагретых, форм
...патрубком. Наибольшая эффективность инжекции. обеспечивается при соосности сопла и всасывающего патрубка. Здесь соосность достигается 5 регулированием положения гибких лепестков, выполняемых за одно. целое с воздухораспределительной коробкой.На фиг. 1 представлено устройст" во, общий вид; на фиг.2 - разрез А-А 2 О на фиг.1.УстРойство состоит из подающего 1 и всасывающего 2 патрубков, присоединенных к воэдухораспределительной коробке 3. Соосно с всасывающим пат рубком, укреплена труба активатора 4. Сопло 5 регулируется по расположению относительно всасывающего патрубка 2 с помощью резьбы и фиксирующей гайки 6. Соосность патрубка 2 и сопла 5 достигается регулированием положения лепестков (фиг.2).Устройство работает следующим образом.....
Огнеупорная суспензия для изготовления керамических оболочковых форм по выплавляемым моделям

Номер патента: 1178529
Опубликовано: 15.09.1985
Авторы: Карцева, Кудрявцева, Омельченко, Пуренков
Метки: выплавляемым, керамических, моделям, оболочковых, огнеупорная, суспензия, форм
...гаэообразующего вещества выше верхнего предела, указанного в формуле изобретения, приводят к слишком значительному падению прочностных свойств при незначительном улучшении технологических. Огнеупорную суспензию готовятследующим образом,В установку для приготовлениясуспензии с числом оборотов мешалки2800-3300 в минуту заливают связующее и водно-бетонитовую суспензию,предварительно обработанную ультразвуком, и перемешивают в течение3 мин. В полученную смесь загружают равномерно перемешанные между 9собой огнеупорный наполнитель истеколоволокно, перемешивают 15 минвводят порошок гидроперита, перемешивают еще 25-30 мин, после чегоогнеупорная суспензия готова купотреблению.В таблице приведены конкретныесоставы огнеупорной суспензии...
Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям

Номер патента: 1180150
Опубликовано: 23.09.1985
Авторы: Буйновский, Заварцев, Оконнишников, Шилкин
МПК: B22C 23/02, B25J 11/00
Метки: выплавляемым, изготовлении, крупногабаритных, литейных, манипулятор, моделям, нанесения, огнеупорных, покрытий, форм
...материалом выполняет ся в зависимости от типа пескосыпа.При применении пневматического пескосыпа после удаления излишков суспензии из внутренних глухих полос- тей модели и равномерного распределения слоя суспензии на поверхности выключается вращение шпинделя, и блок ходом тележки перемещается на позицию пескосыпа, Повторяются все движения, происходящие при об" мазке модели суспензией. Слой огнеупорного покрытия нанесен. Отключается вращение модели относительно штанги. Манипулятор отходит на позицию передачи блока в камеру сушки непосредственно либо через промежуточное устройство, например, с помощью приводной тележки.В случае использования механического пескосыпа блок вводится в рабочую камеру при вращении как штанги модельного...
Устройство для контроля размеров форм литья по выплавляемым моделям

Номер патента: 1186361
Опубликовано: 23.10.1985
Авторы: Белов, Емельянов, Рыбкин, Юсипов
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, размеров, форм
...преобразователи 10 переЭмещений соединяют с керамическойоболочковой формой 19 кварцевымистержнями 13, которые перед установкой для измерения пропускают черезотверстия в заслонках 6.После включения измерительногои регистрирующего устройств производится установка нуля на регистрирующем приборе 22. Это выполняется перемещением преобразователей 10 перемещений в горизонтальном направлениипри совместной работе с преобразова-,телями 12 перемещений, предварительно выставленными на ннольС помощью механизма 2 перемещенияверхняя подвижная часть печи 1 понаправляющим колоннам 3 опускаетсявниз до соприкосновения с поддоном 5,Заслонки при этом перекрывают проемыв печи 1. В результате образуетсянагревательная камера, закрытая совсех сторон...
Способ получения многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1205986
Опубликовано: 23.01.1986
Авторы: Боровинская, Деев, Ершов, Мержанов, Тимохин, Торопов, Юхвид
Метки: выплавляемым, многослойных, моделям, оболочковых, форм
...18 ч (в известномседиментационная устойчивость неприведена).Приготовленную суспензию наносятна поверхность стандартной оболочковой литейной формы с толщинойстенки 4 мм (в известном толщинастенки 25 мм). Стандартную оболочковую литейную форму изготавливаютиз корунда (в известном из цирконового песка). Смесь наносят послойнос сушкой каждого слоя в .сушильномшкафу при атмосферном давлении итемпературе 100- 150 С (в известномсушку проводят при разряжении380 мм рт.ст. при 60 в 1 С) в тече -ние 20-30 мин (в известном 10-14 мин).Толщину слоя термитной смеси постепенно доводят до 3 мм (в известномтолщину защитного покрытия доводятдо О, 15 - 0,40 мм, на этом приготовление защитного слоя заканчивается).Полученный на поверхности стандартной...
Автоматическая линия для изготовления многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1207627
Опубликовано: 30.01.1986
Авторы: Владов, Данилевский, Калинин, Клюкин, Орлов, Стафеев, Троицкий, Шумилов
МПК: B22C 9/04, B22D 47/02
Метки: автоматическая, выплавляемым, линия, многослойных, моделям, оболочковых, форм
...5 (фиг, -4) включает основание 29, на котором сверхуразмещены ложемент 30 для модельногоблока с односторонними прорезямиокнами 31, а снизу - направляющие32 для перемещения кассет-спутниковпо роликам 33, размещенным на поддоне вакуумно-аммиачной сушильной камеры и транспортных ветвях автоматической линии,6.ф", /Автоматичекая линия работаетследующим образом,Модельные блоки 3 устанавливаются в кассеты-спутники 5, которые загружаются ца поддон 6 вакуумно-аммиачной сушильной камеры 7 и транспортное средство Я (фиг, 7), например,по три ца. каждую позицию (на транспортном средстве 8 фиг,две кассеты-с-.утцика условно не показаны),включается система управления автоматической линии ка пульте. 16 и транспортные средства 8 и 9...
Способ прокаливания оболочковых форм для литья по выплавляемым моделям

Номер патента: 1210956
Опубликовано: 15.02.1986
Авторы: Ашихмина, Кириевский, Куц, Озеров, Приступа, Чихачев
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, оболочковых, прокаливания, форм
...прокалке форм сложной конфигурации, последняя подается через стояк формы, через сопло трубопровода, отстоящего от стояка на 100 мм, под избыточным давлением 0,6-1,0 кгс/см. При избыточном давлении смеси ниже0,6 кг/см не обеспечивается ее проникновение в труднодоступные участки полости формы, а при избыточном давлении свыше 1,0 кгс/см наблюдается понижение температуры формы, что также не способствует сокращению времени прокаливания Форм.Количество подаваемой в форму паровоздушной смеси должно соответствовать 20-24-кратному объему прокаливаемой Формы. Количество смеси менее 20-кратного объема формы не приводит к сокращению времени прока.тивания, а при более 24-кратного Оболочковые Формы в опорном наполнителе помещали в печь с...
Оболочковая форма, получаемая по выплавляемым моделям методом электрофореза

Номер патента: 1212687
Опубликовано: 23.02.1986
МПК: B22C 9/24
Метки: выплавляемым, методом, моделям, оболочковая, получаемая, форма, электрофореза
...М,В 16 и 40)Каолин технический марки КР 4(сверх100%)5 Полученные формы сушат 20 ч кон-.вективным способом. На оболочковыхформах определяют величину потенциала, толщину оболочки по высотеблока, а также механические и тех 10 нологические свойства оболочки.Характеристики оболочковой формы приведены в табл. 1 и 2,П р и м е р 2. Выплавляемаямодель, составы суспензий, способы15 их нанесения и отверждения те же,что и по примеру 1, кроме составараствора для получения пленки изхрома,Применяют раствор состава, г:20 ХлористоеоловоТрилон БЛимоннокислыйнатрий 3525 Магниеваяпудра 10Вода До 1000 млНа ОС образуется ПВС иэ пленкиолова толщиною 3-5 мкм,30 П р и м е р 3. Выплавляемаямодель, составы суспенэий, способыих нанесения и отверждения те...
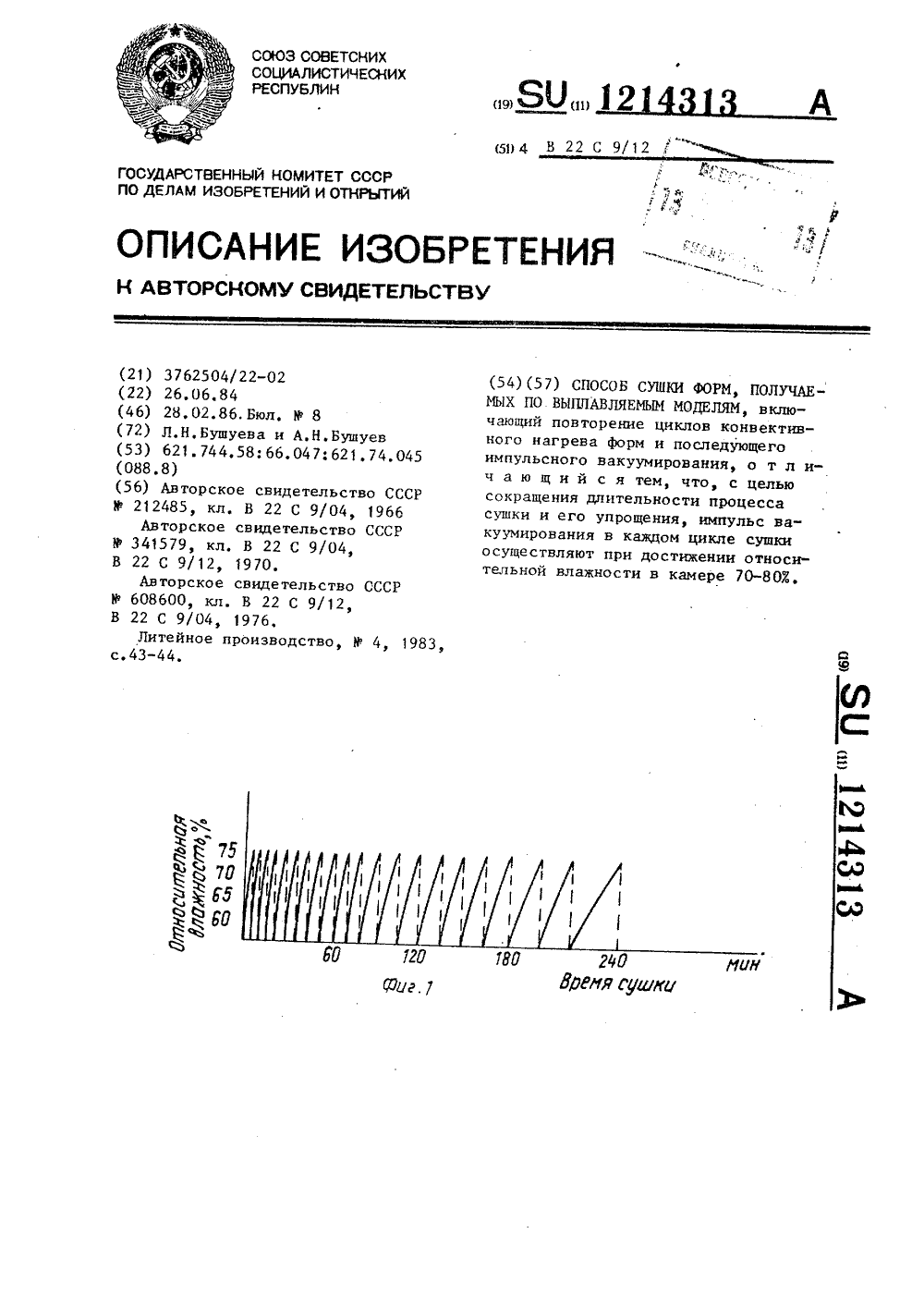
Способ сушки форм, получаемых по выплавляемым моделям
Номер патента: 1214313
Опубликовано: 28.02.1986
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, сушки, форм
...на фиг,1,из которого следует, что по мере высушивания форм, время, необходимоедля достижения в камере относительной влажности 75%, возрастает. Поэтому длительность периода конвективного нагрева переменна - увеличивается от,цикла к циклу, Общая продолжительность процесса сушки составляет 250 мин.П р и м е р ы 2-5. Сушка формвыполняется способом, аналогичнымпримеру 1, но выбраны другие значения относительной влажности в камере, при которых заканчивается период конвективной сушки, Значения влажнос. ти, а также общая длительность процесса сушки приведены в таблице, П Общая рим р35 Влажность в камере вконце конвективногопериода сушки, % продолжительность сушки,мин75 250 275 80 285 325 360 85 4313 2П р и м е р 6, (Прототип). Формыпосле...
Пресс-форма для литья по выплавляемым моделям

Номер патента: 1215839
Опубликовано: 07.03.1986
Авторы: Анашкин, Кудрявцев, Лаюров
МПК: B22C 7/02
Метки: выплавляемым, литья, моделям, пресс-форма
...1 подпружинена пружинами 8 относи. тельно матрицы 3 и оснащена выступами 9 замкового механизма, центрирующей втулкой 10, а неподвижная матрица 2 снабжена втулкой 11 и имеет пазы 12 с перемещающимися по ним левой и правой боковыми полуматрицами 13 и 14, снабженными жесткими рамками 15, взаимодействующими с выступами 9 матрицы 1, и ползунами 16 с направляющими пластинами. Прессформа содержит также опорную плиту 17, выталкивающую плиту 18 с толкателями 19 и колонки 20.Пресс-Форма работает следующим образом.Исходное положение - форма закрыта (фиг. 1-3). Подвижная дополнительная матрица 3, несущая литниковую втулку 4, ограничители 5 и наклонные клинья 6, сжимает пружины 8 и опирается в матрицу 1, ограничители 5 задвигают боковые полуматрицы...
Способ литья по выплавляемым моделям

Номер патента: 1215841
Опубликовано: 07.03.1986
МПК: B22C 9/04, B22D 27/09
Метки: выплавляемым, литья, моделям
...Формыконтролируют повышением температурыформы по ее высоте. Для подъема жидкой стали на 500 мм достаточно разрежения 0,04 ИПа.После этого отсос воздуха прекращают и сразу включают нагнетательное устройство, например компрессор, и над зеркалом металла в литниковом ходе создают избыточное давление. Что обеспечивает слив металла из стояка и действие избыточногодавления на жидкий металл отливок.,Площадь сечений питателей должнарасполагаться на уровне более высоком по сравнению с уровнями полостейотливок и прибылей,На фиг. 1 представлена литейнаяформа продольный разрез; на фиг. 2 сечение А-А на Фиг. 1.Форма состоит из полостей отливок 1, питателей 2, прибыпей 3 и центрального литникового хода 4,выполненного сквозным и имеющимнижнее открытое...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1224089
Опубликовано: 15.04.1986
Авторы: Воздвиженский, Добродеев, Кудрявцева
МПК: B22C 1/06
Метки: выплавляемым, моделям, суспензия, форм
...в суспензию пороооразователь - карбонатаммония. При содержании в суспензииграфитового наполнителя меньше21 мас,Е, толщина пленки связующего 5 больше верхнего оптимального предела, при этом увеличивается коробление форм при карбонизации, уменьшается прочность форм вследствие повышения относительного количества 10 связующего, падает размерная точность форм. Если суспензии наполнителя больше 25 мас.Е, образующаясятолщина пленки связующего меньшенижнего оптимального предела, т.е. 5 снижается прочность форм, их размерная точность, усадка нестабильная.Прц содержании в суспензии меньше19 мас.% связующего прочность формпадает, усадка нестабильная, так 20 как толщина пленки связующего меньше нижнего оптимального предела.. Если связующего больше...
Суспензия для изготовления оболочковых литейных форм по выплавляемым моделям

Номер патента: 1238880
Опубликовано: 23.06.1986
Авторы: Александров, Бородовицын, Корнеев, Круглов, Кулаков, Солодянкин
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...форм составляет 8 - 9 мас,Я, а для дистенсиллиманитовых 11 - 13 мас.Я, Вязкость электрокорундовой суспензии по вискозиметру ВЗ - 4 для 1-го слоя 45 - 50 с, для 2-го 30 - 35 с и для остальных 15 - 20 с, для дистенсиллимантовой суспензии соответственно 60 - 70 с, 35 - 40 с и 25 - 30 с.В качестве присыпки используют электрокорунд белый фракции20 для 1-го слоя и фракции50 для остальных.Сушку слоев осуществляют вауумноаммиачным способом, выгонку моделей - в горчей модельной массе, прокалку форм - в окислительной атмосфере (на воздухе) при 980 - 1000 С в течение 4 - 5 ч.Изготавляют 5-ти слойные стандартныекерамические образцы и 9-ти слойные формы - электрокорундовые для отливок из титанового сплава ВТ 9 Л и дистенсиллиманитовые для...
Смесь для изготовления гипсовых литейных форм по выплавляемым моделям

Номер патента: 1242286
Опубликовано: 07.07.1986
Авторы: Горенко, Плющ, Шадрин, Шадрина
Метки: выплавляемым, гипсовых, литейных, моделям, смесь, форм
...формы, для чего смесьвакуумируют при остаточном давлении1,333 кПа в течение 2-3 мин и заливают в оснастку, Затем опять вакуумируют для удаления газов, попавших всмесь при заливке, После снятия вакуума форма затвердевает в течение 2540 мин, затем "провяливается" на воздухе 10-24 ч. После этого форму термообрабатывают по ступенчатому режи 42286 2му при 150-800 С 8-9,5 ч, Прокаленные формы после охлаждения заливаютметаллом.Составы смесей приведены в табл . 1,5причем составы 3-5 соответствуют изобретению, а в составах 1, 2, 6 содержание компонентов выходит за оптимальные пределы, Состав 7 являетсяизвестным. Он, а также формы из этого состава, изготовлены тем же способом, что и по изобретению.Результаты испытаний приведеныв табл....
Подвеска для керамических блоков форм и отливок по выплавляемым моделям

Номер патента: 1242289
Опубликовано: 07.07.1986
Авторы: Нагорный, Савкин, Фомин, Шубников
Метки: блоков, выплавляемым, керамических, моделям, отливок, подвеска, форм
...г. Ужгород, ул.Проектная роиэводс Изобретение относится к литейному производству, а именно .к агрегатам обжига, заливки и охлаждения залитых блоков при производстве литья по выплавляемым моделям.Цель изобретения - повышение производительности конвейера и улучшениеусловий эксплуатации.На фиг. 1 изображена подвесКа,общий вид; на фиг. 2 - то же, видсбоку с залитым блоком; на фиг. 3 -вид А на фиг. 1.Подвеска для керамических блоковформ и отливок литья по выплавляемыммоделям состоит нз несущей,1 и рабочей 2 частей кронштейна, основания 3,на котором установлены керамическиеблоки 4, зафиксированные колпачком 5,укрепленным на обечайке 6, или залитый блок 7, установленный наклонночашей к кронштейну,Подвеска работает следующим...
Способ регенерации огнеупорных материалов из отходов форм, используемых в производстве литья по выплавляемым моделям и установка для их регенерации

Номер патента: 1245395
Опубликовано: 23.07.1986
Авторы: Деркач, Есаков, Никольская, Чарнецкий
МПК: B22C 5/00
Метки: выплавляемым, используемых, литья, моделям, огнеупорных, отходов, производстве, регенерации, форм
...линию непрерывной обработки отходов керамических Форм и стержней, используемых в производстве литья по выплавляемым моделям. Установка содержит бункер 1 для загрузки отходов керамических форм, электровибрационный питатель 2, ком. бинированную дробилку 3, ленточный конвейер 4 с электромагнитным сепаратором для отделения металлических включений, элеватор 5, бункер 6 для загрузки порошков огнеупорных материалов, электровибрационный питатель 7, мерную тару 8 с подвесным путем 9 для ее перемещения, реакторы 10 для обработки порошков огнеупорных материалов щелочью, напорные трубопроводы с насосами 11 для подачи щелочной суспензии в напорный аппа 3. Установка по п,2, о т л и ч а - ю щ а я с я тем, что, с целью более полного отделения зерен...
Устройство для литья по выплавляемым моделям направленной кристаллизацией

Номер патента: 1252036
Опубликовано: 23.08.1986
Авторы: Брагин, Власов, Стукалов, Фролов
МПК: B22D 27/04
Метки: выплавляемым, кристаллизацией, литья, моделям, направленной
...4.Устройство работает следующимобразом.Поддон-холодильник 1 заполняютпорошкообраэным материалом с высокойтеплопроводностью и толщиной Слоя 6равной 1,0-1,5 толщины стенки формы.Затем на слой порошка устанавливаютопредварительно нагретую до 1300 С Как видно из таблицы, оптимальное значение толщины слоя порошка составляет 1,0-1,5 толщины дна литейкой формыеНизкое качество структуры отливки при толщине слоя порошка 1,0 мм вылитейную форму. После охлаждениядна установленной на холодильникформы до 700-900 С в форму заливается расплав магнитотвердого сплава ина поддон-холодильник устанавливаюткожух-крышкуу.По завершении кристаллизации расплава в форме снимают кожух-крышку4 и литейную форму с поддона-холодильника 1 и производят выравнивание...
Суспензия для форм в литье по выплавляемым моделям

Номер патента: 1253707
Опубликовано: 30.08.1986
Авторы: Ласкин, Усов, Хорошилов
МПК: B22C 1/16
Метки: выплавляемым, литье, моделям, суспензия, форм
...литейной формыводорода, фтористого водорода, трехФтористого бора, что способствует нетолько созданию защитной атмосферы,40но и снятию ранее образовавшихся окислов на твердосплавной пластине с приприпоем. После прокаливания в керамическую форму заливается жидкий металл, за счет его тепла припой, нане 45сенный на твердосплавную пластину,расплавляется, и пластина надежноскрепляется с образовавшейся державкой. Между твердосплавной пластинойи металлом державки образуется диффузионное сцепление.В табл, 1 приведены составы суспензий . В табл. 2 приведены параметры суспензии формы и отливок,П р и м е р. На поверхность твердосплавной вставки наносится слой медно.-никелевого сплава, например константана, обладающего хорошей диффузией как со...
Суспензия для изготовления литейных оболочковых форм по выплавляемым моделям

Номер патента: 1256846
Опубликовано: 15.09.1986
Авторы: Иванов, Медведкова, Петров, Фролов, Чулкова, Шабанова, Шинкар
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...приготовления суспензии аналогичен примеру 1,но вместо смеси НС 1 и НРО(водятсерную кислоту (плотность 1,83 г/мл).В качестве поверхностно активноговещества использован сульфанол.П р и м е р 4, Проводят аналогично примеру 1. В качестве разбавителя использована смесь воды и ацетона в соотношении по массе 1:4. Порядок приготовления суспензии: вбак смесителя вводят 2,0 л ацетона,5 г жирных спиртов фракции С-С 8(ПАВ), 849 мл этилсиликата, 6,9 кгогнеупорного наполнителя (плавленного кварца). Затем в суспенэию вводят400 мл воды, в которой предварительно диспергировано 150 г пасты коллоидного кремнезема и введено 29,7 млсоляной и 8,2 мл серной кислоты,П р и м е р 5, Проводят по примеру. 1Иллюстрирует повьппение прочности форм по сравнению с...
Огнеупорный материал для изготовления форм по выплавляемым моделям

Номер патента: 1278104
Опубликовано: 23.12.1986
Авторы: Артюшин, Волков, Гаранин, Муркина, Озеров, Пятигорский, Шприц
МПК: B22C 1/00
Метки: выплавляемым, материал, моделям, огнеупорный, форм
...3,48 - 3,55 г/смз, твердость 5 - 6 по минералогической шкале, химический состав, мас./и. ТО 29 - 30; 8 О 30 - 31; СаО 25 - 26: АЬ.Оз 1 - 3; Р 0 0,8 - 1,0; Ге,О 4 - 5; (хЬ, Та),0 0,4 - 0,9; коэффициент термического пинейного расширения составляет 5,1 10 1/С.В качестве основы суспензии используют пылевидный сфеновый концентрат зернистостью не более 50 мкм и с удельной поверхностью 4000 - 6000 см /г. В качестве обсыпочного материала используется сфеновый концентрат зернистостью О,- 0,2 мм для первого и второго слоев суспензии, а для остальных слоев зернистостью 0,315 - 0,4 мм.Изготовление опытных образцов для определения прочности на изгиб величины относительного удлинения, коэффициента термического линейного расширения и термостой...
Модель фильтра литейной формы для получения отливок по выплавляемым моделям

Номер патента: 1284676
Опубликовано: 23.01.1987
Авторы: Иванов, Стефанюк, Фролов
Метки: выплавляемым, литейной, модель, моделям, отливок, фильтра, формы
...стояками.Площадь сечения заливочного стояка диаметром 20 мм равна 314 мм. Суммарная площадь сечения ребер последних от заливочного стояка рядов больше площади сечения заливочного стояка в 1,15 - 1,60 раза в зависимости от количества рядов, щелей и вязкости расплава. Для случая с тремя рядами фильтров и магнитного сплава этот коэффициент принимаем равным 1,4. Тогда площадь сечения одного ряда ребер равна 220 ммгПлощадь сечения ребер второго от заливочного стояка ряда должна быть больше площади сечения ребер последнего ряда в 1,2 - 1,8 раза, а площадь сечения ребер первого от заливочного стояка ряда в зависимости от марки и чистоты расплава. Для случая технологии выплавки магнитного сплава в открытых индукционных печах этот...
Суспензия для изготовления керамических форм по выплавляемым моделям
Номер патента: 1304975
Опубликовано: 23.04.1987
Авторы: Аппилинский, Деуля, Дорошенко, Дубровский, Мельников, Сумин
МПК: B22C 9/04
Метки: выплавляемым, керамических, моделям, суспензия, форм
...качестве наполнителя используют дистенсиллиманит или электрокорунд, обсыпку 5 2производят электрокорундом В 50 или9 63,Трещиноустойчиность керамики присушке определяется для каждого состава на дисковых образцах диаметром80 мм и толщиной 2 и 4 мм. Образцыизготовляют заливкой в ванночки свысотой стенок 2 и 4 мм. После естественной сушки в течение 1-1,5 ч образцы проходят цикл вакуумно-аммиачной сушки, выдерживаются на воздухе12-16 ч. Для каждого состава суспензии изготавливают по 5 образцов. Приналичии трещины хотя бы на одном образце керамику из данной суспензиисчитают неудовлетворительной по трещиноустойчивости.Вязкость суспензий определяют повремени истечения из вискозиметра сдиаметром отверстия 1 О мм.В табл.1 приведен...
Способ изготовления гипсовых литейных форм по выплавляемым моделям
Номер патента: 1308424
Опубликовано: 07.05.1987
Авторы: Поликарпов, Полонникова, Цымбал, Юдешко
МПК: B22C 9/04
Метки: выплавляемым, гипсовых, литейных, моделям, форм
...моделей попадает на верхние, что приводит к воздушным дефектам на их поверхности Кроме того, при заливке металл по каналам, выходящим на поверхность формы, вытекает из нее, что приводит к недоливу отливок.При выдержке модельных блоков с гипсовыми стержнями перед установкой их в опоку в жидкой среде (в воде или30 в растворе поверхностно-активных веществ - ПКВ) воздух из пор заранее вытесняется указанной жидкой средой.Время выдержки блоков в жидкой среде зависит от их пористости и ве личины. В каждом конкретном случае оно определяется экспериментально.Если в качестве жидкой среды используют раствор ПКВ, то помимо удаления воздуха из стержней, происходит обезжиривание моделей.П р и м е р. Сухие гипсовые стерж" ни устанавливают в...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1310090
Опубликовано: 15.05.1987
Авторы: Болотникова, Волков, Ежов, Устюгова
МПК: B22C 1/06
Метки: выплавляемым, моделям, суспензия, форм
...брак отливок по засорам и газовым раковинам и меньше становится глубина поверхностного слоя металла отливок повышенной твердости, Для получения форм и образцов изготовлены суспензии, составы которых приведены в табл, 1.В раствор предварительно гидролиэованного этилсиликата при постоянном перемешивании добавляли смолу,затем глинозем и перемешивали в течение 0,5-0,6 ч до получения однородгой суспензии и замеряли ее вязкостьвискоэиметром ВЗ. Вязкость суспензии доводили добавлением гидролизованного раствора этилсиликата. Полученную суспензию выдерживали в течение О, 17-0,25 ч до полного удаления из нее пузырьков газа, после чего суспензия готова к употреблению,Формовку по выплавляемым моделямосуществляли окунанием моделей,изготовленных по...
Способ изготовления форм при литье по выплавляемым моделям

Номер патента: 1310098
Опубликовано: 15.05.1987
Авторы: Аверьянов, Васин, Евсеева, Лонзингер, Розовский, Сезганов, Хохлова
МПК: B22C 9/04
Метки: выплавляемым, литье, моделям, форм
...в тлбп.,Каждый слой покрытття сутттттптт в те - чение 3 ч. с 1 етвертттгт Г в 1 т оболочки упрочцялц в течение 60 г в растворе 45 50 алюмохпорила.В табл.2 ттрттвс;тетттт результлты иг - пытдции. 55 структурттрунщегтся млтс ридпд Ппя проЛцатттт т тдб т, 2 пкдзд.т, что в пред -пагаемом гпос в, с.ог:т;тсцо примерам ливке металлом. Сущность способл заключается в 20 25 ЗО 35 40 1-6, прочность форм повышается цриТ = 923 К цд 54,50-84,957 при 1173 1на 29,58-39,667, при одновременномувеличении термостойкостц ца 43,5956,417.,Формы, изготовленные цэ предлагаемому способу, цагревдют до температуры прокаливания 900-1000 С, прокаливают в течение 4 ч, при этом шпак,используемый как обсыпочный материалпромежуточных слоев, це...
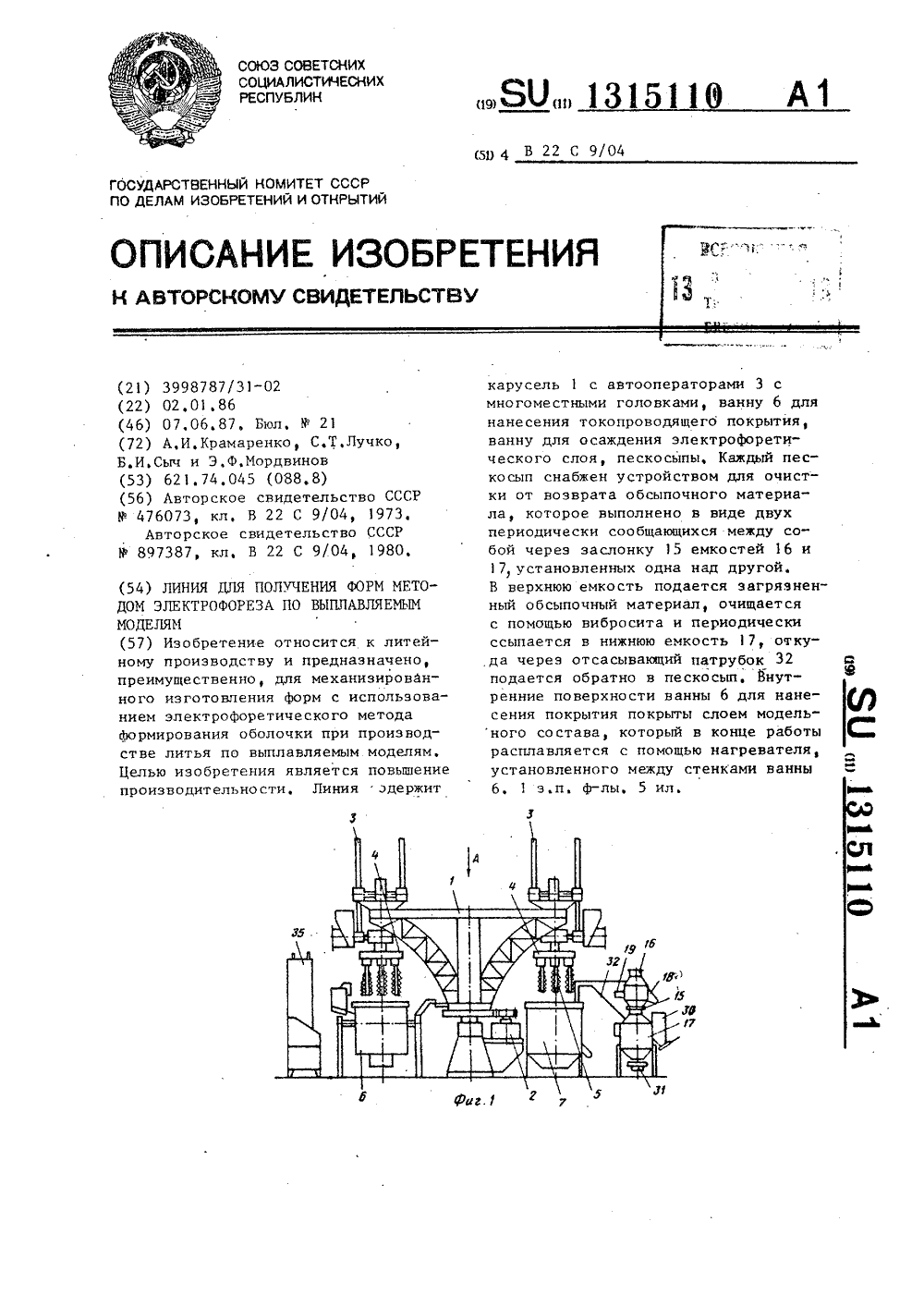
Линия для получения форм методом электрофореза по выплавляемым моделям
Номер патента: 1315110
Опубликовано: 07.06.1987
Авторы: Крамаренко, Лучко, Мордвинов, Сыч
МПК: B22C 9/04
Метки: выплавляемым, линия, методом, моделям, форм, электрофореза
...образом.В исходном состоянии автооператоры 3 находятся в крайнем верхнем положении. В доэаторы 13 и ванны 6 и 8 заливают суспензию, В пескосыпы7 и 9 подается сжатый воздух длясоздания "кипящего слоя" огнеупорного обсыпочного материала, суспенэиив ваннах 6 и 8 перемешиваются, Напозиции "Загрузка" модельные блоки 5 устанавливаются в многоместную головку 4 автооператора 3. Пуск линии осуществляется с пульта 35 управле ния, Выполнение всех технологических операций при изготовлении форм осу 1315110ществляется в автоматическом режиме согласно циклограмме (фиг.3).С пульта 35 управления подается сигнал на пуск карусели 1, которая, вращаясь по часовой стрелке, останавливается над токопроводящей ванной б с суспенэией, после чего...
Смесь для изготовления форм по выплавляемым моделям
Номер патента: 1323204
Опубликовано: 15.07.1987
Авторы: Гордиенко, Кремнев, Пиевский, Шпильский
МПК: B22C 1/06
Метки: выплавляемым, моделям, смесь, форм
...постоянного электрического тока в зоне полонлтельного (кислотного) электрода униполярного электроактиватора за счет ионно-обменных процессов между объемами воды, разделенными проницаемой перегородкой.Активированная вода с рН 2,5 - 2,8 способствует снижению растворимости в смеси гипса-полугидрата и тем самым тормозится его схватывание, а также нейтрализует щелочные окислы, присутствующие в виде примесей в кремнеземистом наполнителе. Присутствие в 35 смеси лигносульфонатов в сочетании с активированцой водой дает эффект пластифицирования и разжижения суспензии, что и обеспечивает повышение текучести смеси нижецие ее вязкости 0 водопотребности наливной смеси до 0,33-0,37 л/кг при одновременном повышении содержания гипса в сухой смеси до...
Устройство для формовки керамических блоков, получаемых по выплавляемым моделям

Номер патента: 1324747
Опубликовано: 23.07.1987
Авторы: Аничин, Макаровский, Муравьев, Санников
МПК: B22C 15/10
Метки: блоков, выплавляемым, керамических, моделям, получаемых, формовки
...керамических блоков, используемых для получения литья по выплавляемым моделям.Цель изобретения - увеличение срока службы рольганга за счет исключения на него вибровоздействий.На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же,вид 10 сверху.Устройство для Формовки керамических блоков состоит из опор 1, на которых установлен рольганг 2, одной стороной рольганг 2 опирается шарниром 15 3 на опору 1, а другой - опирается на шток ч пневмопривода 5. Между роликами б рольганга 2 располагаются стойки 7 вибрационного механизма 8, Для перемещения опок 9 по рольгангу 20 2 между роликами 6 установлена штанга 10, совершающая возвратно-поступательные движения при помощи пневмоцилиндра 11. Над вибрационным столом 8 установлен бункер...
Суспензия для получения форм по выплавляемым моделям

Номер патента: 1328059
Опубликовано: 07.08.1987
Авторы: Воздвиженский, Голубева, Добродеев, Колотило, Кудрявцева
МПК: B22C 1/06
Метки: выплавляемым, моделям, суспензия, форм
...сплавов в оболочковыхформах по выплавляемым моделям.Цель изобретения - улучшение качества форм за счет повышения прочностных свойств и снижения усадки.Суспензия содержит в качестве связующего фенолформальдегидную смолуСФЖ 30 16, в качестве огнеупорногонаполнителя коллоидный графитовыйпрепарат Сили С, в качестверастворителя связующего этиловыйспирт, в качестве кислотного отвердителя - соляную кислоту,В суспензию введены дополнительноацетон и фурфуриловый (в соотношении1:3) спирт, между которыми пройсходит взаимодействие, благодаря чемупроисходит увеличение поверхностнойпрочности оболочки, при пониженномсодержании связующего и растворителя. Кроме того, сокращается величиналинейной усадки форм и время сушкикаждого слоя,Предварительно...