Патенты с меткой «выплавляемым»
Установка для изготовления огнеупорных оболочек по выплавляемым моделям

Номер патента: 1329888
Опубликовано: 15.08.1987
Авторы: Богоявленский, Веденьев
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочек, огнеупорных
...6 подъема, а другое плечо 34 рычага 29 посредством шатуна 35 связано шарнирно с круглой штангой 36 и подвижной штангой 37 шахты 7 опускания. Проход круглой штанги Зб в шахту 7 опускания герметизирован уплотнением 38, круглая штанга Зб состокт из двух частей жестко соединенных в одно целое размыкаемым элементом 39, например электромагнитной муфтой.Установка работает следующим образом.Установка для изготовления огнеупорных оболочек по выплавляемым мо-" делям, содержащая установленные в технологической последовательности ванны для нанесения суспензии и устройство для обсыпки моделей в псевдокипящем слое наполнителя, камеры воздушной и вакуумно-аммиачной сушки с окнами загрузки и выгрузки и трайспортные средства с приводом, о т - л и ч а ю...
Способ изготовления форм по выплавляемым моделям
Номер патента: 1331610
Опубликовано: 23.08.1987
Авторы: Макеев, Рыбкин, Юсипов
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...и частичное или полноевыплавление модели, в зависимости отсложности или массы формы. П р и м е р, При проведении эксперимента используют модель детали гидроаппаратуры. Модель и литниковую систему выполняют из пористого модельного состава (30-402), например из модельного состава РЗ или МВС, Затем модель погружают в суспенэию, состоящую из гидролизованного малым количеством воды этилсиликата и пыпевидного кварца. В качестве растворителя используют эфироальдегидную фракцию. После погружения блоки обсыпают кварцевым песком зернистостью 0,2 и затем сразу помещают в камеру с парами аммиака на 2-3 мин, Это время достаточно для удаления иэ нанесенного слоя небольшого количества растворителя (10-153), затем слой обдувают воздухом 1-2 мин, в...
Способ приготовления связующего для изготовления литейных керамических форм по выплавляемым моделям

Номер патента: 1335366
Опубликовано: 07.09.1987
Авторы: Гращенко, Сорокин, Тимашкова, Трубченко
Метки: выплавляемым, керамических, литейных, моделям, приготовления, связующего, форм
...М г/см Силикатный Плотмодуль М ность,/ж 3,45 20 1,29 10 1,48 2,6 1,48 10 1,30 3,30 2,6 1,48 20 3,60 2,8 1,30 1,48 3,45 2,8 1,30 3,40 1,48 2,8 10 1,29 Изобретение относится к литейному производству, а именно к способам приготовления жидкостекольных связующих для получения отливок методом точного литья,Целью изобретения является интенсификация процесса изготовления керамических форм за счет сокращения продолжительности приготовления связующего.Подготовку связующего по предлагаемому способу производят следующим образом.Выбор исходной концентрации ортофосфорной кислоты производят путем расчета ее по формуле За счет использования предлагаемого способа процесс подготовки жидкостекольного связующего сокращается в 9 - 12 раз, Это позволяет...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1337183
Опубликовано: 15.09.1987
Авторы: Мартынюк, Ривина, Синюшин
МПК: B22C 1/16
Метки: выплавляемым, моделям, суспензия, форм
...магния, гидроксида алюминия, оксида железа.Общая формула 2 МдСг О МоА 10 хх МуГеОили иначе можно представитьпродукт после термообработки в видеформулы 2 МдО 2 СгО; МдО А 0,МуО ГеО (Мц, ге") СгО,СХШ (хромшпинелиды, хромиды) относятся к группе шпикелидов. 20Состав хромшпинелидов представленв табл. 1,83 2Аналогичным образом были приготовлены 2 других состава.В табл. 2 представлены составы в 3, а в табл. 3 - свойства образцов, полученных из суспензии по изобретению. На основе предлагаемых составовсуспензий были изготовлены 4-слойныеобразцы для испытания керамики наизгиб по известкой методике,Живучесть суспензии определялипосредством измерения ее вязкости.Как только вязкость суспензии резковозрастала, отсчетвремени живучестипрекращался....
Модель фильтра для литейной формы по выплавляемым моделям

Номер патента: 1338960
Опубликовано: 23.09.1987
Автор: Строганов
Метки: выплавляемым, литейной, модель, моделям, фильтра, формы
...ребрами 4, внешние поверхностикоторых имеют конфигурацию внешнейповерхности пластин и 2, а внутренние - конфигурацию пазов 3,Для свободного проникновения суспензии при обмазке модели необходиморазмещать центры пазов от края верхней и нижней пластин 1 и 2 на расстояние (3/4-1/2) радиуса этих отверстий. Это смещение позволяет в широких пределах изменять ширину открытой части пазов 3.Изменение толщины верхних и нижних ребер 4 позволяет учитывать условия фильтрации для конкретных условий.Расстояние между верхней и нижнейпластинами 1 и 2 должно быть не менее 10-15 мм, а самое тонкое месторебра 4 может быть выполнено в пределах, обеспечивающих условия фильтрации сплава,Модель фильтра позволяет изготовить методом литья по...
Состав суспензии для форм по выплавляемым моделям

Номер патента: 1353563
Опубликовано: 23.11.1987
Авторы: Жданов, Зоркина, Конторович, Лунева, Семененко, Тагиль
МПК: B22C 1/02
Метки: выплавляемым, моделям, состав, суспензии, форм
...за счет того, что ионоактивная добавка покрыта жидким стеклом рассредотачиваясь на поверхности зерен мертеля и огнеупорного наполнителя, во время обжига форм взаимодействует с эвтектическим рааплавом, образует новообразования, расположенные в межзеренных пространствах, которые, соединяясь с зернами мертели и наполнителя, образуют ячеистую структуру. При этом образуется пористая структура, а поры являются компенсационными элементами, снижающими напряжение, что повышает термостойкость форм.В таблице приводятся конкретные примеры составов суспензии, подтверждающие граничные пределы составляющихИз приведенных данных таблицы видно, что, если мертели ввести в суспензию менее 15%, не достигается эффект получения термостойкой структуры, если...
Способ изготовления форм по выплавляемым моделям
Номер патента: 1386355
Опубликовано: 07.04.1988
Авторы: Бегак, Демидова, Крутиков, Можаев
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...цвета,. химическая Формула(И 1 д) э Ге(СО) э 3110, предельнаярастворимость в воде 250 г/л, температура разложения 16.з С), разлагаясьпри нагреве, выделяют пары ИН, Н,СОи металлическое железо. Перечисленные газы создадут в печи, где формы нагревают перед заливкой, восстановительную атмосферу, которая предохранит образовавшееся мелкодисперсное железа от преждевременного окисления, После извлечения формы из печи и заливки ее металлом мелкодисперсное железо, равномерно распределенное в Форме, активно взаимодействует с кислородом воздуха, предотвращая тем самым обезуглероживания поверхности отливок.П р и м е р, На модельный блок наносят шесть слоев суспензии на основе электрокорунда и гидролизованного этилсиликата, Каждый слой обсыпают...
Суспензия для изготовления форм по выплавляемым моделям

Номер патента: 1397102
Опубликовано: 23.05.1988
Авторы: Завьялов, Звездин, Зеленин
МПК: B22C 1/22
Метки: выплавляемым, моделям, суспензия, форм
...в суспензии керосинового кон такта Петрова.Суспензию готовят следующим образом. Растворяют связующее в 2/3 ч растворителя, загружают наполнитель и перемешивают, затем при перемешивании вводят разбавленный 1/3 ч. растворителя отвердитель и окончательно перемешивают суспензию.Формы и образцы для испытаний изготовлялись по выплавляемым моделям путем последовательного нанесения слоев суспензий, которые затем обсыпались. Наносили девять слоев, затем после сушки выплавляли модель и производили обжиг в течение 2 ч при 750 о800 С, Вторая стадия обжига - в вакууме при 1600 С в течение 2 ч. После окончательного обжига производили испытание образцов на прочность при изгибе. Живучесть определяли по началу желатинизации суспензии.Для получения...
Смесь для формовки оболочковых форм в литье по выплавляемым моделям

Номер патента: 1400758
Опубликовано: 07.06.1988
Авторы: Иванцов, Кириллов, Крапивина, Морозов, Осинский, Паповян, Соловьев
МПК: B22C 1/18
Метки: выплавляемым, литье, моделям, оболочковых, смесь, форм, формовки
...35 40 45 50 55 повышенные пластические свойства и дополнительно снижает оседание кварцевого песка, упрочняет смесь во время прокалки форм, сохраняя прочность на сжатие на уровне о = 1,1 - 1,3 МПа, что компенсирует побочное влияние МОПЦ или МЦ без увеличения концентрации КАЦ.Кроме того, в сочетании с КАЦ каолин выполняет функции поверхностно-активного вещества (ПАВ), увеличивая жидкогекучесть до 160 170 мм.Введение в состав смеси ПК снижает пористость керамики. Перемещение ПК (ЯО) и гидроокиси алюминия (АГ(ОГ после затворения КАЦ водой повышает плотность сырой формовочной смеси. 1)осле прокалки форм при 900 950"С А 0 (ОН)з переходит в АГОз и в виде мелкодисперсной фазы распределяется между зернами ПК и песка, повышает плотность керамики,...
Устройство для обработки воздухом нагретых форм для литья по выплавляемым моделям

Номер патента: 1400764
Опубликовано: 07.06.1988
Авторы: Голованов, Новиков, Пиралишвили, Серебряков, Чеканов
МПК: B22C 23/00, B22C 7/02
Метки: воздухом, выплавляемым, литья, моделям, нагретых, форм
...6 (фиг.3) представляетиз себя перегородку, в центральнойчасти которой выполнено отверстие,Отверстие спрофилировано так, что состороны торца диафрагмы, примыкающегок соплу эавихрителя, оно имеет сужа644В центральной части камеры образуется разрежение, что способствует инжектированию эасора со дна стояка.Часть подаваемого сжатого воздуха через зазор между всасывающим патрубкоми перфорированной трубкой (труба активатора) отводится в питатели формы,окисляя остатки модельной массы ипредупреждая брак отливок. Другаячасть воздуха отводится по перифериипрофильного канала диафрагмы, усиливая разрежение в приосевой зоне га-зораспределительной коробки, и выбрасывается в окружающую среду. Капельная влага и масло, практически всегда...
Пресс-форма для литья по выплавляемым моделям

Номер патента: 1407656
Опубликовано: 07.07.1988
Авторы: Горюнов, Зинченко, Щелкунов
МПК: B22C 7/02
Метки: выплавляемым, литья, моделям, пресс-форма
...исключить коробление полуформ, улучшить циркуляцию и теплообмен, а также устранить такой дефект, как вздутие литниково. го кольца за счет более близкого подвода охладителя. Формула изобретения 1. Пресс-форма для литья по выплавляемым моделям, содержащая подвижную и неподвижную полуформы, в каждой из которых выполнены полости охлаждения, отличающаяся тем, что, с целью устранения коробления полуформ и расширения гехнологических возможностей, полости охлаждения выполнены с ребрами жесткости, размещенными перпендикулярно направлению движения потока охлаждающей среды.2. Пресс-форма по и. 1, отличающаяся тем, что ребра плоскости выполнены чередующимися на верхней и нижней стенках охлаждающей полости. Х гюУер,чули рог. 5 Составитель ВТехред...
Обсыпочный материал для керамических форм-оболочек по выплавляемым моделям

Номер патента: 1419788
Опубликовано: 30.08.1988
Авторы: Перевозкин, Ривина, Синюшин, Славгородский, Талпа
МПК: B22C 1/00
Метки: выплавляемым, керамических, материал, моделям, обсыпочный, форм-оболочек
...собой продукт термического разложения хромата магния, гидроксида алюминия, окиси железа,Общая Формула 2 МпСгОд МпА 10М 9 Ге 0 или в виде основ нных оксидов: 2 М 90 2 СгпО М 90 А 10 З, МпОГе 0 .Синтетический хромппицелид в количестве 7 мас.7 смешивали с подготовленным термолитом в количестве93 мас,7. Приготовленную смесь использовали в качестве обсыпочногоВ табл. представлены составыобсыпочного материала,ТаблицаСодержание ингредиентов в образцах,мас.7 Компоненты состава2 ) 3 Термолит 95 90 Синтетическийхромппинелид 10 гии и подвергали испытаниям.Р табл,2 представлены результаты испытаний,Таблица 2 Свойства Показатели свойствсоставов образцов 1 1 2 3 Предел прочности при статическом изгибе при900 С, МПа 3,2 3,8 3,5...
Способ изготовления крупногабаритных форм по выплавляемым моделям

Номер патента: 1419828
Опубликовано: 30.08.1988
Авторы: Каширин, Лакеев, Лучко, Мордвинов, Пелых, Пилипенко, Рыжков, Сыч
МПК: B22C 9/04
Метки: выплавляемым, крупногабаритных, моделям, форм
...Далее блок сушат в сушильной камере при 40 - 50 С в течение 120 мин до остаточной влажности 1,0% по режиму 30 мин 30 мин 30 мин 30 мин 1 камера 2 камера 3 камера 4 камера 40+ 2 С 70+2 С 100+2 С 150 + 2 С При изготовлении крупных отливокна оболочковую Форму наносят слоиметодом электрофореза из токопроводной и Форетической суспенэии повторно(2-3 цикла). Перед нанесением каждого повторного цикла Форму охлаждают до 20 - 25 С путем обдувки ее воздухом в течение 15-20 мин.Нанесение последующих слоев методом электрофореза обеспечивает ловышение производительности и уменьшение времени формирования оболочкивследствие нанесения спаренных слоевиэ токопроводной и Форетической суспензии, увеличения толщины слоев иодновременной их сушки при...
Суспензия для изготовления оболочковых форм по выплавляемым моделям и способ ее приготовления

Номер патента: 1423249
Опубликовано: 15.09.1988
Авторы: Кузовлев, Фесенко, Чулкова, Яковлева
МПК: B22C 1/00, B22C 1/16, B22C 5/04 ...
Метки: выплавляемым, моделям, оболочковых, приготовления, суспензия, форм
...ПАВ и перемещвают ингредиенты в течение 40 - 0 мин. Указанный порядок введения беспечивает проведение гидролиза ТС в присутствии АЭФС, что способ 4 твует образованию гомогенных связующих растворов.Кроме того, АХФС при таком порядке Эведения ингредиентов в смеситель Равномерно диспергируется во всем 45 Объеме суспензии, приготовленной с Органическим растворителем, т,е., попадая вместе с подкисленной водой в Органическую среду при интенсивном церемешивании, АХФС выделяется в виДе мельчайших твердых частиц, служащих центрами поликонденсации гидролизуемых молекул ЭТС, изменяя тем самым Состав, а следовательно, и свойства ЭТС - связующего.55П р и м е р. В смеситель с числом Оборотов мешалки 2800 об/мин. вводят раствор ЭТС в ацетоне,...
Устройство для нанесения покрытий на модели при изготовлении форм по выплавляемым моделям

Номер патента: 1423265
Опубликовано: 15.09.1988
МПК: B22C 23/02
Метки: выплавляемым, изготовлении, модели, моделям, нанесения, покрытий, форм
...вступают в работу силовые цилиндры 5-7, опускающие стрелу 4, врезультате чего модель 8 погружаетсяв обмазку 3. При этом постоянный магнит 14 перемещается в направлениидатчика 12. При подходе магнита 14 к датчику 12 на определенное заранее отрегулированное расстояние срабатывает контактная система датчика 12 и выдает сигнал на останов цилиндра 5 посредством тормозного устройства. Стрела 4 останавливается. Производится нанесение на модель 8 обмаэки 3. Затеи посредством цилиндров 5-7 поднимают стрелу 4, модель 8 извлекают иэ бака 2, выдерживают для стекания излишков обмазки 3 и переносят модель 8 в бак с песком. Далее цикл повторяется.Применение предлагаемого устройства позволяет оптимизировать глубину погружения модели в обмаэку эа...
Устройство для обработки нагретых форм по выплавляемым моделям

Номер патента: 1424943
Опубликовано: 23.09.1988
Авторы: Пиралишвили, Серебряков
МПК: B22C 9/12
Метки: выплавляемым, моделям, нагретых, форм
...со специально спрофилированным сопловым 50 отводом, которая вворачивается в воэдухораспределительную коробку 1.В наклонной перегородке 2 выполнены суфлирующие отверстия 17, соединяющие рабочую полость 18 воэдухораспределительной коробки 1 с бустЕрной полостью 19 отбора части осушенного воздуха, В подводящем патруб ке 8 выполнены отверстия 20 по его поверхности для равномерной подачи осушенного воздуха внутрь обрабатываемой Формы.Устройство работает следующим образом,Сжатый воздух, содержащий капельную влагу и масло, из магистрали через штуцер 13 и тангенциальный круговой лоток 12 - завихритель - подается внутрь воздухораспределительнойкоробки 1 в виде вихревого потока,перемещающегося от соплового вводак центру, к активному соплу 13,...
Наполнительная смесь для изготовления форм по выплавляемым моделям

Номер патента: 1435367
Опубликовано: 07.11.1988
Авторы: Кириллов, Крапивина, Осинский
МПК: B22C 1/18
Метки: выплавляемым, моделям, наполнительная, смесь, форм
...и скопление в верхней части Формы жидкости существенно влияетна достижение равномерной плотностиво всем объеме, Неравномерная плотность смеси в объеме является причиной ее растрескивания уже на этапесушки,Функцию стабилизатора от оседания выполняет О, 1-0, 15 -ееый водный раствор метилоксипропилцеллюлозы (МОПЦ) или метилцеллюлозье (МЦ), Приведенная концентрация является оптимальной для обеспечения седиментационной устойчивости. Избыток МОПЦ или МЦ отрицательно влияет на прочность Форм. Дополнительно снижает оседание каолин. Кроме того, опытным путем установлено, что в сочетании с КАЦ и кремнезолем каолин способствует повышению жидкотекучести и дополнительно упрочняет смесь после прокалки форм.Смесь приготавливают следующим образом.В...
Литниково-питающая система для формы литья по выплавляемым моделям

Номер патента: 1447529
Опубликовано: 30.12.1988
Авторы: Антипенко, Бочаров, Москаленко, Семененко, Туровский
МПК: B22C 9/08
Метки: выплавляемым, литниково-питающая, литья, моделям, формы
...металла в заливочной воронке 1 не должен перекрывать газоотводные каналы 4. Иеталл, попадая в стояк 2 и в полости Формы б, вытесняет из них газовоздушную смесь. При этом часть 40 газовоздушной смеси выходит через поры керамики, а большая ее часть - через газоотводные каналы. Появление металла в газоотводных каналах 4 свидетельствует об окончании заливки формы.Предлагаемая литниково-питающая система обеспечивает снижение брака литья по газовым раковинам в 3-5 раз и проста в изготовлении, Газоотводные каналы располагаются в плоскости разъема пресс-Формы и формируются одновременно с заливочной воронкой, стояком и тормозящим устройством.Таким образом, существующие пресс-Формы для изготовления литниково-питающих систем не требуют...
Устройство для обработки воздухом литейных форм по выплавляемым моделям

Номер патента: 1447535
Опубликовано: 30.12.1988
Авторы: Пиралишвили, Серебряков, Чеканов
МПК: B22C 23/00
Метки: воздухом, выплавляемым, литейных, моделям, форм
...и отсасывающим патрубком 14,откуда по отверстиям 6 распределяется на обработку Формы. В Форме кислород воздуха окисляет коксовый оста ток модельного состава. При этом продукты реакции, а также пыль и засоротсасываются из формы через открытыйконец отсасывающего патрубка 4. Всопловой части 15 создается направ ленный вверх эжектирующий поток.Результаты испытаний описываемогоустройства в сравнении с данными испытания устройства по прототипу приведены в таблице.2 О 1(ак видно из таблицы, предлагаемоеустройство имеет меньший вес и металлоемкость, не требует настройки приработе, обеспечивает большее разрежение всасывания и лучший отсос зазора из горячих керамических Форм(при температуре 950 С) перед их заливкой металлом. Ввиду...
Установка для изготовления керамических форм по выплавляемым моделям для точного литья

Номер патента: 1450900
Опубликовано: 15.01.1989
Авторы: Гелсциннус, Хоффман
МПК: B22C 9/04
Метки: выплавляемым, керамических, литья, моделям, точного, форм
...как и поднимающийсяучасток 5 транспортера, связываетнижний туннель 1 камеры сушки с еговерхним каналом, что позволяет достаточно долго двигаться оболочковым Формам 4.Нижний туннель 1 состоит из некоторых прямых участков 10, 11 и 12,которые попарно и переменно связаныпромежуточными участками 13 и 14так, что получается меандрообразноевыполнение туннеля 1, В зоне 15 расположения загрузочного отверстия нижнего туннеля(в направлении движения оболочковых Форм) и после разгрузочного отверстия б расположеныустройства 1 б, 17 обмазки блока моделей керамическим покрытием и устройства 18 и 19 для обсыпки огнеупорным материалом, при этом устройства 16.и 18 предназначены для нанесения первого слоя керамического покрытия, а устройства 17 и 19 -...
Опока для литья по выплавляемым моделям

Номер патента: 1459815
Опубликовано: 23.02.1989
МПК: B22C 21/00, B22C 9/04
Метки: выплавляемым, литья, моделям, опока
...приводит наполнитель в псевдосжиженное состояние. В опорный наполнитель погружают керамические формы. После устайовки форм подача воздуха прекращается, клапаны 5 закрываются, и опока поступает(54) ОПОКА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ(57) Изобретение относится к литейному производству, в частности к оснастке :т 1 я литья по выплавляемым моделям. Цель изобретения - сокращение производственно: о цикла и многократное использование нанслнителя. Опока состоит из основания и обечайки. Основание вьполнено в виде камеры, верхняя стенка которой перфорирована, а в отверстиях перфорации установлены обратные клапаны. 2 ил. ующие операции (заливку, охлаж. д.).СНа позиции удаления залитых блоков в камеру 2 вновь подается сжатый воздух, клапаны 5...
Литниковая система для форм по выплавляемым моделям
Номер патента: 1470424
Опубликовано: 07.04.1989
Автор: Рускол
МПК: B22C 9/08
Метки: выплавляемым, литниковая, моделям, форм
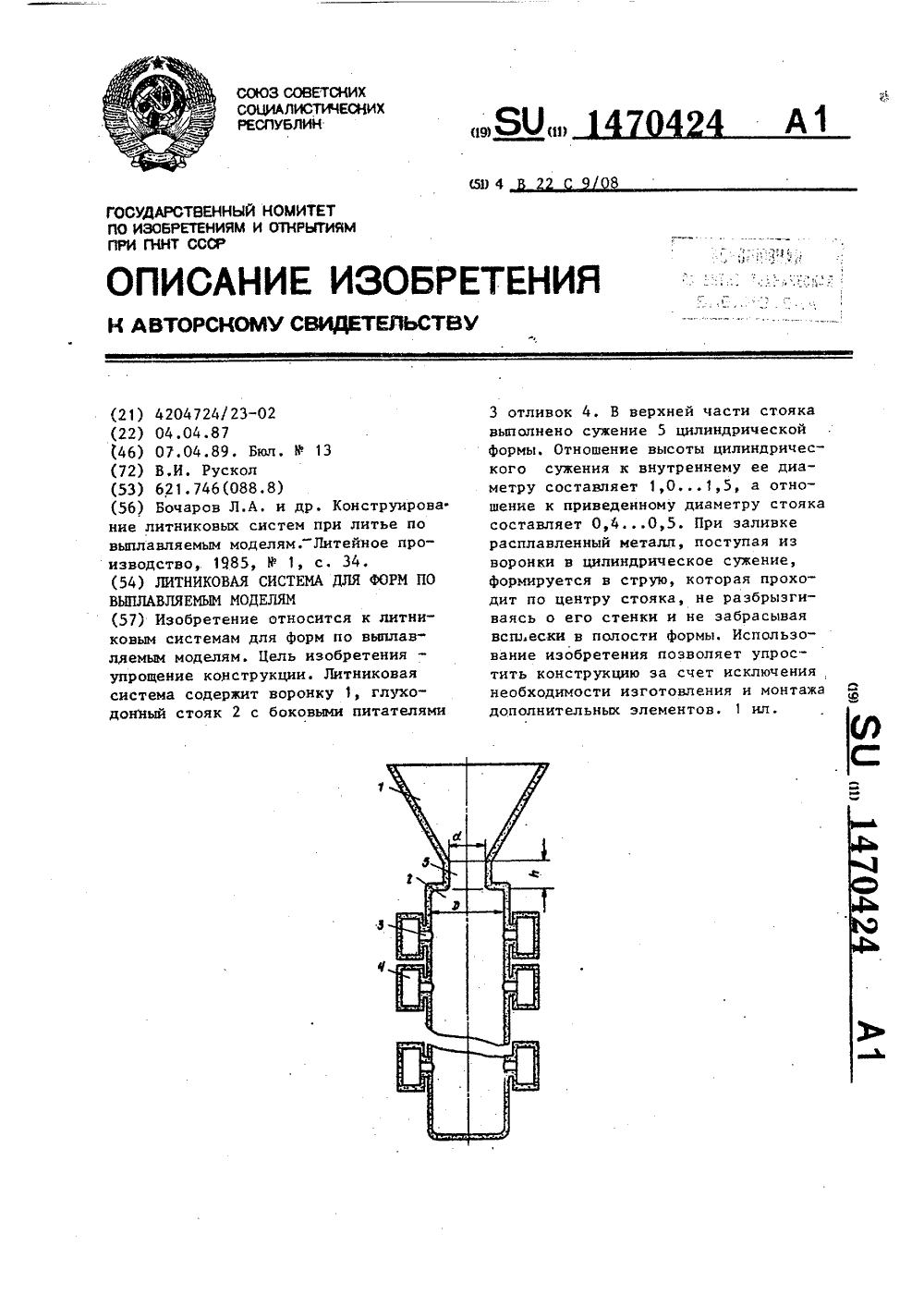
...дополнительных элементов . Формула изобретенияЛитниковая система для форм по выплавляемым моделям, содержащая литниковую воронку, глуходонный стояк с боковыми питателями, о т л и ч а - ю щ а я с я тем, что, с целью упрощения конструкции, в верхней части стояка выполнено сужение цилиндрической формы, причем отношение высоты цилиндрического сужения к внутреннему ее диаметру составляет 1,0 1,5, а отношение диаметра сужения к приведенному диаметру стояка составляет 0,40,5. Ь = 1,25 с 1 и й = 0,45 В,тулова Корректор М. Васильева Заказ 1415/12 Тираж 710 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5а Производственно-издательский комбинат "Патент", г.ужгород, ул,...
Смесь для изготовления литейных форм по выплавляемым моделям

Номер патента: 1475758
Опубликовано: 30.04.1989
Авторы: Горенко, Губенко, Запорожец, Медведева, Плющ, Шадрин
МПК: B22C 1/00, B22C 1/02, B22C 1/16 ...
Метки: выплавляемым, литейных, моделям, смесь, форм
...г по этому методу заливают в полый цилиндр диаметром 50 мм. и высотой 100 мм, установленный на ровную и горизонтальную поверхность из оргстекла, Через 8 мин выдержки цилиндр поднимают и текучесть определяют по диаметру рас ечения смеси на оргстекле.Поры н затвердевшей и прокаленной смеси и на поверхности отливок исследуют под микроскопом МБСс применением интеграционного столика модели "ИСА".Уменьшение содержания в смеси измельченного электрокорунда меньше 38 мас,% приводит к уменьшению стабильности размеров и геометрической точности отливок. Увеличение содержания в смеси измельченного электрокорунда больше 55 мас.% приводит к снижению газопроницаемости смеси и образованию в поверхностном рабочем слое пористости.и ухудшению качества...
Установка для приготовления гидролизованного раствора этилсиликата при литье по выплавляемым моделям

Номер патента: 1482750
Опубликовано: 30.05.1989
МПК: B22C 7/02
Метки: выплавляемым, гидролизованного, литье, моделям, приготовления, раствора, этилсиликата
...муфтами 7.Жидкие компоненты поступают по 20 трубопроводу 8 через кран 9. Для удаления и доступа воздуха при заливке и сливе жидкости предусмотренкран 10. Охлаждающая жидкость подается по трубопроводу 11 через запор-ную арматуру 12. Установка работает следующим образом.Компоненты, подлежащие перемеши ванню, закачиваются по трубопроводу в водоохлаждаемый тор,7, при этом воздух при закачке компонентов и излишки после окончательного заполнения тора 2 выходят через кран 10, На сетчатые электроды 3 подается напряжение постоянного тока со сменяемой полярностью таким образом, чтобы в каждый момент у двух соседних сетчатых электродов была противополож.ная полярность. Под действием электрического поля электропроводная жидкость, находящаяся...
Многостержневая пресс-форма для литья по выплавляемым моделям

Номер патента: 1496902
Опубликовано: 30.07.1989
Авторы: Гайдуков, Камышов, Ободец
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемым, литья, многостержневая, моделям, пресс-форма
...5. Последние оттягивают направляющие части 3 от формообразующих частей 4 всех стержней 2 пресс-формы 1. Этот процесс происходит с ускорением,определяемым усилием на копире 9,связанном с подвижной частью пресс-формы, и инерцией всех приводимых в движение деталей.К моменту, когда будет выбран самый малый по величине люфт (ход) направляюцей части 3 относительно формообразуюцей части 4 соответствующего стержня 2, скорость вращения всех шестерен стабилизируется, усилие на копире 9 падает.Шпилька 15 хвостовика 12 этого стержня 2 упирается в кромку окон соответствующей втулки, набравшая скорость система движущихся деталей срывает формообразующую часть 4 с модели 14, отдавая ей часть кинетической энергии, необходимую для преодо-. ления...
Способ изготовления форм по выплавляемым моделям

Номер патента: 1496904
Опубликовано: 30.07.1989
Авторы: Абадаев, Аксенов, Замараев, Иванова, Кириллова, Соловьева, Танкелевич
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
...с выплавлением модельного состава повышается незначительно. П р и м е р. Керамические формы изготавливают послойным нанесением на модельный блок четырехслоев покрытий на основе этилсиликатного связующего без органического растворителя с последующей присыпкой каждого слоя кварцевым песком,Суыку каждого слоя покрытия проводят на воздухе в течение 30-60 мин . 4при 28 С и скорости потока воздуха2-4 м/с до остаточной влажности в керамической форме 2,0-2,57 Общее время сушки четырехслойного покрытия3,0-4,0 ч. Окончательную досушку керамической формы проводят одновременно с выплавлением модельного составав среде водяного пара при 125-250 Си давлении 0,24-1,0 МПа. Продолжительность выплавления модельногосостава в зависимости от размеров...
Суспензия для изготовления оболочковых форм по выплавляемым моделям
Номер патента: 1507510
Опубликовано: 15.09.1989
Авторы: Акарцев, Антипенко, Березин, Вавинская, Клемчук, Конотопов, Левантовский, Луцик, Москаленко, Перепеляк, Субаткевич, Тимохина, Ярошенко
Метки: выплавляемым, моделям, оболочковых, суспензия, форм
...лотностью 1,45 г/см для обеспечения выоболочковых форм.3 1507510 Серную кислоту применяют в виде добавки, снижающей гигроскопичность суспензии.Плотность кислоты 1,84 г/см, В качестве добавки, позволяющей интенсифицировать процесс сушки суспензии, используют алюминиево-калиевые квасцы согласно ГОСТ 15028-77При взаимодействии с жидким стеклом образуются люмосиликатные новообразо вания, которые связывают воду, вслед" ствие чего интенсифицируется процесс сушки суспензииАПриготовление суспензии осуществляют следующим образом,В смеситель заливают 1/2 ч. воды,после чего добавляют серную кислоту,алюмохромфосфатное или алюмоборфосфатное связующее, квасцы и 2/3 количества пыпевидного кварца. Все компоненты суспензии перемешивают в...
Установка для сушки слоев форм по выплавляемым моделям

Номер патента: 1507511
Опубликовано: 15.09.1989
Авторы: Бочаров, Конотопов, Семененко, Черкасова
МПК: B22C 9/04, B22C 9/12, B22C 9/14 ...
Метки: выплавляемым, моделям, слоев, сушки, форм
...в мелкосерийном производстве отливок по выплавляемым моделям. 5Цель изобретения - ускорение процесса сушки слоев форм и снижение энергозатрат за счет оптимального распределения потока теплсносителя.На фиг,1 изображена предлагаемая 10 установка (разрез А-А на фиг,2); на фиг.2 - то же, разрез Б-Б на фиг1.Установка состоит из камеры 1 со ступенчатыми стенками, выдвижного устройства 2 в виде выкатной тележки со 15 ступенчатой стенкой 3, на которой размещены штыри 4 для установки блоков. В результате сочетания ступенчатых стенок камеры и тележки образуются каналы 5, в которых размещены блоки. 20 Один торец камеры соединен с калорифером, а противоположный - с вытяжной вентиляцией 6.Установка работает следующим образом,25Тележка 2 с...
Суспензия для форм по выплавляемым моделям

Номер патента: 1533811
Опубликовано: 07.01.1990
Авторы: Абашина, Славгородский
Метки: выплавляемым, моделям, суспензия, форм
...с добавкой КОМа протек поглощения углекислого моноэтаноламином, содер КОМе, и кубовыми остатк собствует ускоренному твво 1 1 1,0-2,5 ОСНОВЕ ДИОКСИда кремния Остальное Брак отливок, у. Гаэопроничаемость,Живу- ), Остачесть точУ сутная 1 влаяность,у.Прочность Содераание компонентов в составе,мас,7 Состав керамики,МПаОтливка 2 Отливка 1 Керамиче -скийэаРаэОб- щий Керамический РаэПосле прока. ливаГ рн900 С Жид- КССМкое Огнеец. рывоборывобоупорный настеклочлочния полнитель ло ки сор сор ки 0,2О00 4,6 0,7 4,4 0 4,0 0 4,9 0 0,300О 3,09 4,93 :1,39 5,82 3,37 7,01 3,10 7,24 5,3 1 О 4,8 0 4,9 О51 О,б 3,1 2,7 2,8 20 20 20 18 2,3 295 2,6 2,8 10 64,0 15 61,5 2,0 58,0 2,5 52,5с 1 35 2 35 3 40 4 45 Составитель 8.ИвановРедактор В,Бугренкова Техред...
Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям

Номер патента: 1567316
Опубликовано: 30.05.1990
Авторы: Васильева, Гринберг, Карепин, Плотников
МПК: B22C 9/04
Метки: выплавляемым, крупногабаритных, моделям, отливок, тонкостенных
...рамке 2 с запрессованными моделью 3, литниками 4 иколлекторами 5 извлекают из прессформы снимают рамку 2 и передают насборку,Для осуществления операции сборкимодельного блока подготавливают элементы литниково-питающей системы,Для этого металлическй трубчатыйкаркас 7 устанавливают и специальнуюпресс-форму и опрессовывлют снаружимодельной массой ПВКБ после выдержкив течение 1,5 миц стояк 6, имеющийпосадочные гнезда 8 для коллекторови технологические упоры 9 с цеопрессованными модельной массой концамикаркаса, под чашу и цапфы, извлекают из пресс-формы. Далее изготовляютпо отдельной пресс-форме модель литниковой чаши 10Изготавливают по отдельной пресс-форме цапфы-втулки 11.Сборку модельного блока производят в следующей...