Патенты с меткой «оболочковых»
Способ получения многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1205986
Опубликовано: 23.01.1986
Авторы: Боровинская, Деев, Ершов, Мержанов, Тимохин, Торопов, Юхвид
Метки: выплавляемым, многослойных, моделям, оболочковых, форм
...18 ч (в известномседиментационная устойчивость неприведена).Приготовленную суспензию наносятна поверхность стандартной оболочковой литейной формы с толщинойстенки 4 мм (в известном толщинастенки 25 мм). Стандартную оболочковую литейную форму изготавливаютиз корунда (в известном из цирконового песка). Смесь наносят послойнос сушкой каждого слоя в .сушильномшкафу при атмосферном давлении итемпературе 100- 150 С (в известномсушку проводят при разряжении380 мм рт.ст. при 60 в 1 С) в тече -ние 20-30 мин (в известном 10-14 мин).Толщину слоя термитной смеси постепенно доводят до 3 мм (в известномтолщину защитного покрытия доводятдо О, 15 - 0,40 мм, на этом приготовление защитного слоя заканчивается).Полученный на поверхности стандартной...
Автоматическая линия для изготовления многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1207627
Опубликовано: 30.01.1986
Авторы: Владов, Данилевский, Калинин, Клюкин, Орлов, Стафеев, Троицкий, Шумилов
МПК: B22C 9/04, B22D 47/02
Метки: автоматическая, выплавляемым, линия, многослойных, моделям, оболочковых, форм
...5 (фиг, -4) включает основание 29, на котором сверхуразмещены ложемент 30 для модельногоблока с односторонними прорезямиокнами 31, а снизу - направляющие32 для перемещения кассет-спутниковпо роликам 33, размещенным на поддоне вакуумно-аммиачной сушильной камеры и транспортных ветвях автоматической линии,6.ф", /Автоматичекая линия работаетследующим образом,Модельные блоки 3 устанавливаются в кассеты-спутники 5, которые загружаются ца поддон 6 вакуумно-аммиачной сушильной камеры 7 и транспортное средство Я (фиг, 7), например,по три ца. каждую позицию (на транспортном средстве 8 фиг,две кассеты-с-.утцика условно не показаны),включается система управления автоматической линии ка пульте. 16 и транспортные средства 8 и 9...
Способ изготовления оболочковых форм по моделям из вспененного материала
Номер патента: 1210955
Опубликовано: 15.02.1986
Автор: Померанец
МПК: B22C 9/04
Метки: вспененного, моделям, оболочковых, форм
...давлением 0,2-С,б ИПа с деформацией моделидо образования зазора между модельюи оболочкой, После образования междумоделью и оболочкой зазора давлениеснимают. Удаление модели производятнагревом до температуры полной еегазификации при нормальном давленииили в вакууме для ускорения процессаи снижения температуры газификации.Оболочки с полистироловыми моделями,плотностью до 0,03 г/см, обжимаютгазом или жидкостью давлением 0,5 О,б ИПа при нормальной температуре.Оболочки с полистироловыми моделями,плотностью 0,08 г/см (высокой прочности), для снижения давления обжатия одновременно с обжатием газомили жидкостью давлением 0,2-06 ИПаподвергают нагреву до температурыразупрочнения (размягчения) - 70120 С.Изготавливаются керамические оболочки по...
Способ прокаливания оболочковых форм для литья по выплавляемым моделям

Номер патента: 1210956
Опубликовано: 15.02.1986
Авторы: Ашихмина, Кириевский, Куц, Озеров, Приступа, Чихачев
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, оболочковых, прокаливания, форм
...прокалке форм сложной конфигурации, последняя подается через стояк формы, через сопло трубопровода, отстоящего от стояка на 100 мм, под избыточным давлением 0,6-1,0 кгс/см. При избыточном давлении смеси ниже0,6 кг/см не обеспечивается ее проникновение в труднодоступные участки полости формы, а при избыточном давлении свыше 1,0 кгс/см наблюдается понижение температуры формы, что также не способствует сокращению времени прокаливания Форм.Количество подаваемой в форму паровоздушной смеси должно соответствовать 20-24-кратному объему прокаливаемой Формы. Количество смеси менее 20-кратного объема формы не приводит к сокращению времени прока.тивания, а при более 24-кратного Оболочковые Формы в опорном наполнителе помещали в печь с...
Раствор для выплавления легкоплавких моделей из многослойных оболочковых форм

Номер патента: 1215837
Опубликовано: 07.03.1986
Авторы: Бочаров, Иванов, Троян, Фролов, Чулкова, Яковлева
МПК: B22C 7/02, B22D 29/00
Метки: выплавления, легкоплавких, многослойных, моделей, оболочковых, раствор, форм
...сравнению с раствором контактПетрова. Содержание соли сернокислыхэфиров жирных спиртов Со С щ 8 В растворе определяют по эффективностиразделения модельной массы от воды,Разделение осуществляют по следующей методике. В стакан наливают 300 мл воды или соответствующего раствора и нагревают до кипения, загружают 50 г модельной массы (состав Р) и тщательно стеклянной палочкой перемешивают до получения однородной массы. Полученную массу охлаждают до 20+2 С и отстаивают в течение 4 ч, а затем проводят разделение модельного состава и воды, По общеизвестной методике определяют содержание воды в модельном составе.Результаты испытаний приведены в табл. 2 в сравнении с известным и с выплавлением в воде,Применение состава выплавляющего водного...
Способ формовки и нагрева в опоках многослойных оболочковых форм

Номер патента: 1217558
Опубликовано: 15.03.1986
Авторы: Гудзенко, Жаботинский, Терехов, Цопик
МПК: B22C 9/04
Метки: многослойных, нагрева, оболочковых, опоках, форм, формовки
...зоны, примыкающей к прибылям, осуществляется в период подогрева всей опоки с керамическими формами до заливки жидкого металла, Из-за низкой теплопроводности напонительного слоя, примыкающего к прибялым и состоящего из шамотной крошки, дополнительный обогрев этой зоны обеспечивает сохранение тепла в прибыльной части в период заливки металла в форму и затвердевания отливки. Металл в прибыли сохраняется в жидком состоянии более длительное время, что обеспечивает устойчивое питание отливки в течение всегопериода ее затвердевания,Оболочку до основания прибыли формуют в дробь размером 0,5-1,5 мм,что обусловлено теплопроводностьюнаполнителя в зависимости от размера дроби, Так, с увеличением размера чугункой дроби более 1,5 мм, увеличивается...
Суспензия для изготовления многослойных оболочковых форм

Номер патента: 1227310
Опубликовано: 30.04.1986
Авторы: Буланова, Кривощепов, Лебедев, Рошан, Самуйлова, Фролов, Холоденко
Метки: многослойных, оболочковых, суспензия, форм
...суспенэий поВ 3-4, с 62 40 44 37 45 50 52 104 35 37 43 48 непрокаленных, снятых,послепрока- ливания 30 26 2819 35 60 58 56 20 29 55 43 Прочностьобразцов оболочковых формпри изгибе,кгс/смСоставы д Свойства 19 20 21 22 23 24 13 14 15 16 17 18 Условнаявязкостьсуспенвий поВ 3-4, с ленных ю снятых (су-хих) 33 22 непро- каленных,после вы- плавления модельной массы в кипящей воде,сырыхПриготовление суспензий начинают с приготовления растворов полимеров известной концентрации. Рассчитанное количество растворов полимеров добавляют в кремнезоль и после непродолжительного перемешивания вводят огнеупорный наполнитель. Суспензию перемешивают 15-20 мин. Проверяют условную вязкость суспензии по ВЗ. Полу.ченную суспензию наносят послойно 1 О на...
Суспензия для изготовления оболочковых литейных форм по выплавляемым моделям

Номер патента: 1238880
Опубликовано: 23.06.1986
Авторы: Александров, Бородовицын, Корнеев, Круглов, Кулаков, Солодянкин
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...форм составляет 8 - 9 мас,Я, а для дистенсиллиманитовых 11 - 13 мас.Я, Вязкость электрокорундовой суспензии по вискозиметру ВЗ - 4 для 1-го слоя 45 - 50 с, для 2-го 30 - 35 с и для остальных 15 - 20 с, для дистенсиллимантовой суспензии соответственно 60 - 70 с, 35 - 40 с и 25 - 30 с.В качестве присыпки используют электрокорунд белый фракции20 для 1-го слоя и фракции50 для остальных.Сушку слоев осуществляют вауумноаммиачным способом, выгонку моделей - в горчей модельной массе, прокалку форм - в окислительной атмосфере (на воздухе) при 980 - 1000 С в течение 4 - 5 ч.Изготавляют 5-ти слойные стандартныекерамические образцы и 9-ти слойные формы - электрокорундовые для отливок из титанового сплава ВТ 9 Л и дистенсиллиманитовые для...
Смесь для изготовления литейных оболочковых форм и стержней по нагреваемой оснастке

Номер патента: 1242287
Опубликовано: 07.07.1986
Авторы: Гаврилов, Ельцов, Ковина, Романов, Русскина, Стрельцов
МПК: B22C 1/22
Метки: литейных, нагреваемой, оболочковых, оснастке, смесь, стержней, форм
...трудозатрат при изготовлении смеси.Сущность изобретения заключается в следующем.Трилон "Б" - дигидрат двунатриевой соли этилендиаминтетрауксусной кислоты - при навреве способствует значительному повышению активности фенольных групп в связующем и его быстрому взаимодействуию с формальдегидом, выделяющимся при разложении уротропина, что приводит к увеличению скорости твердения, в результате чего в более короткий срок завершается формирование структуры полимера. Одновременно трилон "Б" участвует в создании дополнительных межмолекулярных связей, что сказывается на повьппении прочностных свойств смеси,При содержании трилона "Б" ниже нижнего из указанных пределов скорость нарастания оболочки изменяется .незначительно, а при содержании...
Автоматическая линия для изготовления оболочковых форм

Номер патента: 1245402
Опубликовано: 23.07.1986
Авторы: Андрюшин, Асланян, Брунцев, Груничев, Шатров
МПК: B22C 13/08, B22D 47/02
Метки: автоматическая, линия, оболочковых, форм
...представляющей собой шаговый конвейер с пневмоприводом.Линия работает следующим образом.Со стола 2 линия наполняется модельными комплектами (моделями), Модели поступают в проходную рольганговую печь 3, где разогреваются в течение определенного времени до необходимой температуры. Из электропечи оснастка поступает на стол 7, на котором происходит установка наполнительной рамки на модель. Наполнительные рамки падаются к сборке транспортным рольгангом 8 с угловыми подьемными столами. Модель с установленной наполнительной рамкой рольганговым конвейером 8 подается под дозатор 6, наполняется смесью, смесь на модели уплотняется на вибромашине 9, и затем подается в кантователь 10, где неспекшаяся смесь сбрасывается с модели и убирается...
Способ изготовления по удаляемым моделям литейных оболочковых форм
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
Метки: литейных, моделям, оболочковых, удаляемым, форм
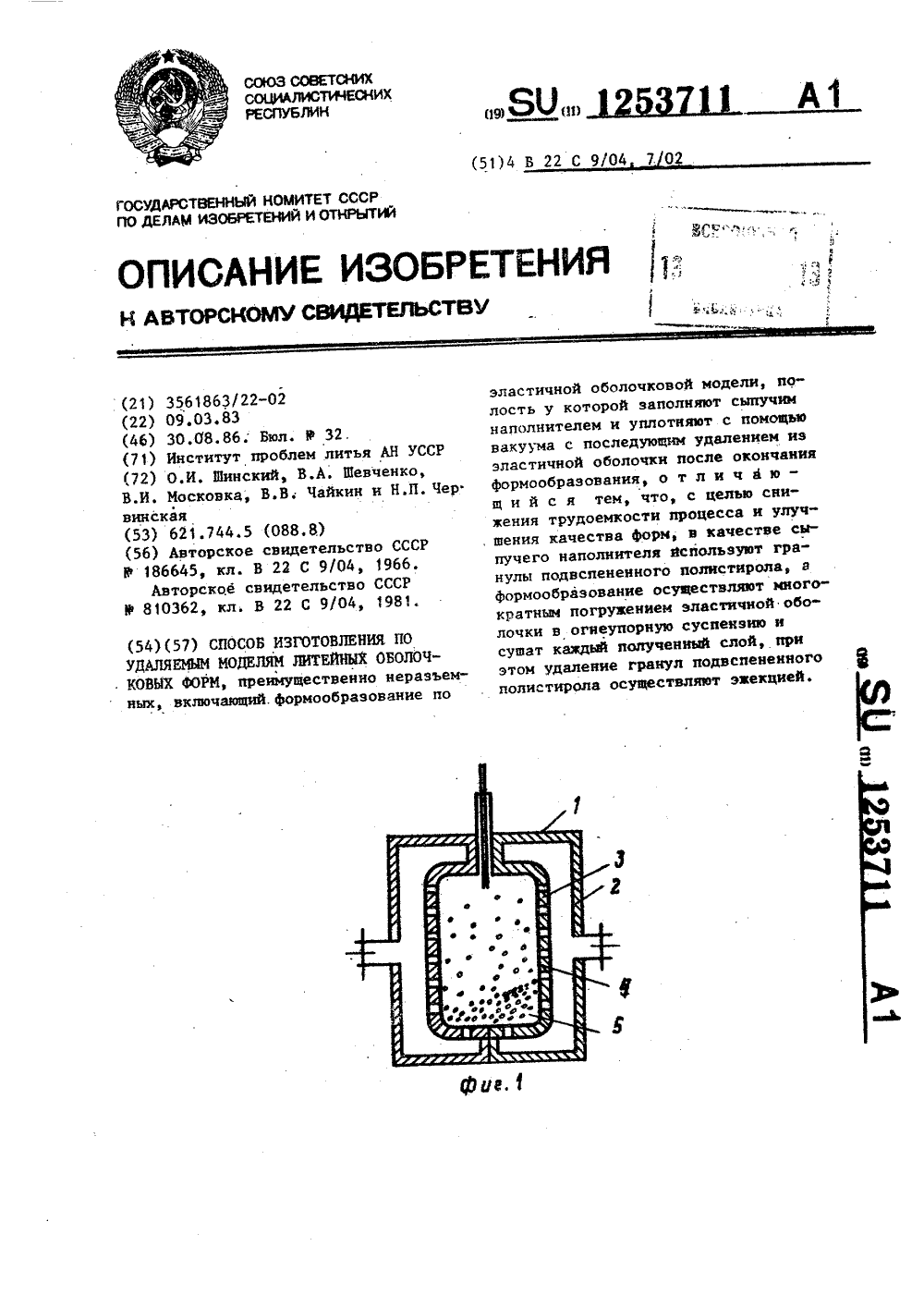
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Линия изготовления фасонных отливок в оболочковых формах

Номер патента: 1253713
Опубликовано: 30.08.1986
Авторы: Аликин, Колганова, Кузнецова, Матакова, Николаев, Прокофьев, Промохов, Синева, Толмачев, Трофимов, Урусов, Фаддеев, Шандура
МПК: B22D 47/02
Метки: линия, оболочковых, отливок, фасонных, формах
...конвейеров 23 с подвесками 24, выполняющей роль транспортного средства иодновременно подвесных складов.Предлагаемая линия работает сле"дующим образом,24 загружаются последовательно четырьмя автоматическими сборщиками 2 Форм. Для фиксации и останова подвески на позиции загрузки на конвейере 23 предусмотрены автоматические останови 25, сблокированные со сборщиком 2 формы. После загрузки подвески определенным количеством оболочек сборщик форм подает команду на открытие останова, и груженная подвеска следует на следующую позицию, После сборки форма проходит визуальный контроль, в нее проставляются холодильники, и подвеска 24 с собранной формой отправляется на склад подвесок с собранными Формами. Со склада подвеска с Формами следует...
Суспензия для изготовления литейных оболочковых форм по выплавляемым моделям

Номер патента: 1256846
Опубликовано: 15.09.1986
Авторы: Иванов, Медведкова, Петров, Фролов, Чулкова, Шабанова, Шинкар
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, оболочковых, суспензия, форм
...приготовления суспензии аналогичен примеру 1,но вместо смеси НС 1 и НРО(водятсерную кислоту (плотность 1,83 г/мл).В качестве поверхностно активноговещества использован сульфанол.П р и м е р 4, Проводят аналогично примеру 1. В качестве разбавителя использована смесь воды и ацетона в соотношении по массе 1:4. Порядок приготовления суспензии: вбак смесителя вводят 2,0 л ацетона,5 г жирных спиртов фракции С-С 8(ПАВ), 849 мл этилсиликата, 6,9 кгогнеупорного наполнителя (плавленного кварца). Затем в суспенэию вводят400 мл воды, в которой предварительно диспергировано 150 г пасты коллоидного кремнезема и введено 29,7 млсоляной и 8,2 мл серной кислоты,П р и м е р 5, Проводят по примеру. 1Иллюстрирует повьппение прочности форм по сравнению с...
Способ изготовления сварных оболочковых конструкций

Номер патента: 1291337
Опубликовано: 23.02.1987
Авторы: Аснис, Гаврилов, Гончаров, Заболотин, Кирилюк, Корнюшин, Нероденко, Прохоренко, Разумный, Чертов
МПК: B23K 31/06
Метки: конструкций, оболочковых, сварных
...реализуется следующим образом.Собирают карты иэ прокатанных листов, располагая их в одном направлении проката, сваривают карты. Из карт вальцуют сегменты поперек направления проката так, чтобы направление проката совпадало с направлением образующей сегмента. Затем сегменты собирают в кондукторе и известным способом производят сварку, например гелиеводуговую, продольных стыков.Продольные стыки в этом случае будут ориентированы вдоль направления проката. Полученные короткие обе чайки калибруют, стыкуют между собой, прихватывают известным способом и производят сварку кольцевых стыков. 5 10 15 20 25 30 35 40 2П р и м е р. Согласно предлагаемому способу изготавливают опытную обечайку из ниобия НВЧ толщиной 1 мм диаметром 800 мм и длиной...
Устройство для прокалки оболочковых форм в слое дисперсного подвижного материала

Номер патента: 1344501
Опубликовано: 15.10.1987
Авторы: Варыгин, Прозоров, Ряузов
МПК: B22C 9/12
Метки: дисперсного, оболочковых, подвижного, прокалки, слое, форм
...при 500-550 С, а закалку, например, алюминиевыми сплавами производят приа350 С, при включенной вибросистеме 15 в верхнюю часть аппарата из бункера 18 по патрубку 16 при открытом вентиле 17 подают охлажденный дисперсный материал. Одновременно открывают вентиль 20, и по патрубку 19 горячий дисперсный материал подается пневмотрубой 21 через циклон 22 в бункер 18. После достижения в аппарате 1 температуры, близкой к 350 С, вентили 17 и 20 закрывают и отключают вибросистему 15, Сепарационную камеру 5 поворачивают на 180вокруг цилиндрического стержня 11, устанавливают на площадку 12 и поднимают защитные колпачки 10 по направляющей съемной кассеты 9. После этого производят заливку оболочковых форм. В дальнейшем заполненные металлом формы...
Состав для обсыпки оболочковых форм

Номер патента: 1368104
Опубликовано: 23.01.1988
Авторы: Гращенко, Сорокин, Тимашкова, Трубченко
МПК: B22C 1/00
Метки: оболочковых, обсыпки, состав, форм
...температуры. При достижении 650-700 С, когда начинается размягчение жидкостекольного покрытия, уже образовано достаточное количество тугоплавкой многокомпонентной структуры, обеспечивающей механическую прочность и точ 8104 35 количестве 3,5; 4,0; 4,57 от массыобсыпочного материала.В таблице приведены сравнительныерезультаты испытания. Снижение содержания оксида бора в материале обсыпки менее 1,57 не обеспечивает образования достаточного количества тугоплавкой структуры тройных систем для достижения необходимой прочности керамической оболочки. Увеличение количества оксида бора в материале обсыпки более 2,57 нецелесообразно, так как это не приводит к существенному повышению прочности форм.Количественное содержание ортоборной кислоты...
Смесь для формовки оболочковых форм в литье по выплавляемым моделям

Номер патента: 1400758
Опубликовано: 07.06.1988
Авторы: Иванцов, Кириллов, Крапивина, Морозов, Осинский, Паповян, Соловьев
МПК: B22C 1/18
Метки: выплавляемым, литье, моделям, оболочковых, смесь, форм, формовки
...35 40 45 50 55 повышенные пластические свойства и дополнительно снижает оседание кварцевого песка, упрочняет смесь во время прокалки форм, сохраняя прочность на сжатие на уровне о = 1,1 - 1,3 МПа, что компенсирует побочное влияние МОПЦ или МЦ без увеличения концентрации КАЦ.Кроме того, в сочетании с КАЦ каолин выполняет функции поверхностно-активного вещества (ПАВ), увеличивая жидкогекучесть до 160 170 мм.Введение в состав смеси ПК снижает пористость керамики. Перемещение ПК (ЯО) и гидроокиси алюминия (АГ(ОГ после затворения КАЦ водой повышает плотность сырой формовочной смеси. 1)осле прокалки форм при 900 950"С А 0 (ОН)з переходит в АГОз и в виде мелкодисперсной фазы распределяется между зернами ПК и песка, повышает плотность керамики,...
Способ изготовления оболочковых форм и стержней из песчано смоляных смесей по нагреваемой оснастке

Номер патента: 1416260
Опубликовано: 15.08.1988
Авторы: Дедюхин, Ляпкин, Плашкина, Суворов, Чуракова
МПК: B22C 13/08
Метки: нагреваемой, оболочковых, оснастке, песчано, смесей, смоляных, стержней, форм
...в течение 5 с. Проводили выдержку в течение 1 мин и затем с помощью вакуум-насоса про" водили продувку стержня воздухом через загрузочный бункер в течение 30 с, Отходящие газы очищали путем контактирования их с песчано-смоляной смесью, помещенной в адсорбере за бункером. Количество смеси в адсорбере составляло 150 г, Количество фенола в отходящих газах после очистки составляло 0,65 мг. После продувки ящик раскрывали и извлекали готоАвые стержни, Прочность охлажденных стержней составляла 25,1 кг/см.Обработанную отходящими газами песчано-смоляную смесь загружали в бункер для следующего цикла изготовления стержней. Стержни изготовляли аналогичным способом. Содержание фенола в отходящих газах после очистки 0,63 мг. Прочность стержней 28, 2...
Суспензия для изготовления оболочковых форм по выплавляемым моделям и способ ее приготовления

Номер патента: 1423249
Опубликовано: 15.09.1988
Авторы: Кузовлев, Фесенко, Чулкова, Яковлева
МПК: B22C 1/00, B22C 1/16, B22C 5/04 ...
Метки: выплавляемым, моделям, оболочковых, приготовления, суспензия, форм
...ПАВ и перемещвают ингредиенты в течение 40 - 0 мин. Указанный порядок введения беспечивает проведение гидролиза ТС в присутствии АЭФС, что способ 4 твует образованию гомогенных связующих растворов.Кроме того, АХФС при таком порядке Эведения ингредиентов в смеситель Равномерно диспергируется во всем 45 Объеме суспензии, приготовленной с Органическим растворителем, т,е., попадая вместе с подкисленной водой в Органическую среду при интенсивном церемешивании, АХФС выделяется в виДе мельчайших твердых частиц, служащих центрами поликонденсации гидролизуемых молекул ЭТС, изменяя тем самым Состав, а следовательно, и свойства ЭТС - связующего.55П р и м е р. В смеситель с числом Оборотов мешалки 2800 об/мин. вводят раствор ЭТС в ацетоне,...
Способ изготовления литейных оболочковых форм и стержней

Номер патента: 1423261
Опубликовано: 15.09.1988
Авторы: Акимцев, Власов, Корякин
МПК: B22C 13/02
Метки: литейных, оболочковых, стержней, форм
...ингредиентов, мас.7:Песок К 02 95Вода 550Полученную смесь подают в бункерпескодувной машины. Подготавливают кработе стержневой ящик 1, для чегоопроизводят его охлаждение до -10 СФвключением холодильника, сообщающегося с охлаждающими элементами 2,встроенными в стержневой ящик 1. Затем с помощью рескодувной машины вполость стержневого ящика 1 лодают и,уплотняют песчано-водную смесь 3 и выдерживают ее в нем в течение 3 мин, после чего стержневой ящик 1 со смесью 3 с помощью цапф 5 лерекантовывают на плиту 6, стержневой ящик удаляют, а на полученный стержень-модель 7 наносят равномерно с помощью пульверизатора связующую суспензию, имеющую следующий состав, мас,7:Жидкое стекло 70Вода 20Маршалит 1 ОРасход суслензии составляет 10 мас.7...
Контейнер для заливки оболочковых форм

Номер патента: 1426693
Опубликовано: 30.09.1988
МПК: B22C 13/08
Метки: заливки, контейнер, оболочковых, форм
...12 и 13 для поджатия корпуса 1 контейнера к решетчатоя крьппке 9, Контейнер содержит также течки 14 и 15 для дроби, бункер 16, отбойник 17, предотвращающий попадание в литниковую чашу при многоярусном складировании корпусов с формами песка, обсыпающегося с Форм,Разъемный контейнер состоит из трех основных частей: корпуса 1, поддона 4 и решетчатой крьппки 9. Корпус 1 снабжен решеткой 2, на которую проставляются оболочковые Формы 3. Количество корпусов зависит от производительности цеха и емкости склада Форм, расположенных в корпусах, Количество поддонов 4, передвигающихся на линии зависит от ".ебуемой длины заливочной и охлацительной зоны. Решетчатое днище 9 монтируется на позиции отделения дроби ". залитых форм.Контейнер работает...
Машина для изготовления оболочковых форм

Номер патента: 1444060
Опубликовано: 15.12.1988
Авторы: Виноградов, Смагин
МПК: B22C 13/08
Метки: оболочковых, форм
...разогрев модели 6. По окончании разогрева печь 3 возвращаетсяв исходное положение, Модельная плита 5 совметсно с толкательной плитой 8 опрокидывается и крепится кповоротному бункеру 1. Затем происходит опрокидывание бункера 1 с мо 35дельной и толкательными плитами5 и 8 в исходное положение. Смесь 2контактирует с модельной плитой 5,моделью 6 и с криволинейными элементами 7, В таком положении выдерживается в течение заданного временидля Формирования оболочковой Формы12, после чего происходит медленныйвозврат бункера 1 с модельной и толкательнь я плитами 5 и 8. При возвращении бункера 1 в исходное положениесбрасывается не использованная приФормировании оболочковой формы 12смесь 2. Модельная плита 5 совместно с толкательной плитой 8 и...
Способ сушки оболочковых форм

Номер патента: 1445848
Опубликовано: 23.12.1988
Авторы: Вайнахт, Гелсциннус, Хоффман
Метки: оболочковых, сушки, форм
...уменьшенной скоростьюдостигается улучшение качества первого слоя покрытия, Это выражается вобразовании равномерно толстого алояи на выступающих концах ч углах моделей, в уменьшении образования и склонности к отслоению первого слоя покрытия при сложных формах моделей и вуменьшении склонности к обдуву обсыпочного материала с первого слоя.улучшенное качество первого слояпокрытия ведет к улучшению качестваОТЛИВОК аПервый слой керамического покрытия сушат по одноступенчатому режиму.Температура сушки, С 28 28Относительная Влажность обдуваемоговоздуха, % 45 45Средняя скоростьпотока воздуха, м/с 1,5 3,5Время сушки, мин:при прямом потокевоздуха и одновременном вращениикерамическойформы 27,5 13,5при расположениикерамических формна неболыпом...
Устройство для испытания на прочность оболочковых образцов

Номер патента: 1456847
Опубликовано: 07.02.1989
Авторы: Иванов, Коваленко, Рыжков, Сыч, Тищенко, Хорошилов
МПК: G01N 19/04
Метки: испытания, оболочковых, образцов, прочность
...штуцера 1 и допускающего перемещение вдоль штыря 6, захваты 10 и 11, тросы 12 и, 13 с шаровыми наконечниками 14.Устройство работает следующим обчразом.Сначала производят соединение -цилиндров 1 и 2, для чего штырь 6 вводят в отверстие 4 для резьбового зацепления с цилиндром 2, упор 9 доводят до торца цилиндра 1, прикладывают нагрузку, обеспечивающую пол. ное сцепление цилиндров, затем фиксируют в этом положении упор 9 относительно штыря 6. После этого на боковых поверхностях цилиндров производят формирование и сушку до постоянного веса оболочкового образца 15. Для предотвращения засора суспенэий резьбового отверстия 5 в него предварительно вводят заглушку (не показана).Для осуществления процесса испытания оболочковых образцов из...
Суспензия для изготовления оболочковых форм по выплавляемым моделям
Номер патента: 1507510
Опубликовано: 15.09.1989
Авторы: Акарцев, Антипенко, Березин, Вавинская, Клемчук, Конотопов, Левантовский, Луцик, Москаленко, Перепеляк, Субаткевич, Тимохина, Ярошенко
Метки: выплавляемым, моделям, оболочковых, суспензия, форм
...лотностью 1,45 г/см для обеспечения выоболочковых форм.3 1507510 Серную кислоту применяют в виде добавки, снижающей гигроскопичность суспензии.Плотность кислоты 1,84 г/см, В качестве добавки, позволяющей интенсифицировать процесс сушки суспензии, используют алюминиево-калиевые квасцы согласно ГОСТ 15028-77При взаимодействии с жидким стеклом образуются люмосиликатные новообразо вания, которые связывают воду, вслед" ствие чего интенсифицируется процесс сушки суспензииАПриготовление суспензии осуществляют следующим образом,В смеситель заливают 1/2 ч. воды,после чего добавляют серную кислоту,алюмохромфосфатное или алюмоборфосфатное связующее, квасцы и 2/3 количества пыпевидного кварца. Все компоненты суспензии перемешивают в...
Смесь для изготовления оболочковых литейных форм и стержней

Номер патента: 484042
Опубликовано: 07.01.1990
Авторы: Зыков, Кругликов, Лихачев, Струпинский, Сысоев, Фарбштейн, Шувалов
МПК: B22C 1/02
Метки: литейных, оболочковых, смесь, стержней, форм
...к ухудшению санитарно-гигиенических условий труда и повышеннопо газовым раковинам. цель изобретения - повышени ности оболочковых форм и стержн вследствие чего обеспечивается шение количества вводимой в см смесь дополнительно содержит поверх ностно-активное вещество (ПАВ) при следующем соотношении компонентов,484042 0,2-0 е 90,02-0,240,1-1,2 УротропинСтеарат кальцияПАВ (ОП) 5Предпочтительно применение кварцевого песка марок 1 К 016 или 1 К 020 с содержанием глины до 0,3 Е. Смола вводится в смесь в порошкообразном состоянии нли в виде чешуек, уротропин - 10 в виде ЗОХ-ного водного раствора, стеарат кальция - в виде порошка и ПАВ - в виде эмульсии или вместе с водным раствором уротропина. 15Горячее плакнрование песка смолой производят...
Смесь для изготовления оболочковых форм и стержней в нагреваемой оснастке

Номер патента: 1600904
Опубликовано: 23.10.1990
Авторы: Боков, Ермакова, Скирдов
Метки: нагреваемой, оболочковых, оснастке, смесь, стержней, форм
...при заливке форм и стержней кубовый остаток производства гидропизо. в ванного топлива выгорает с образованием пиролитического углерода, что снижает брак отливок по пригару,Кубовый остаток получают иэ нефтяного ырья при производстве гидролизованного оплива. Он предсталяет собой смесь разТаблица 1 личных по молекулярной массе углеводородов и имеет следующие характеристики:Вязкость кинематическаяпри 20 С, мм 2/с 6,0-8,5 Температура вспышки, определяемая в закрытом тигле, С 1 20 Массовая доля ароматических углеводородов,5,5 Кислотное число, мг КОН на1 Г основы0,03 Содержание механических примесей и воды Отсутствует Температура застывания, С не нижеМассовая доля серы,Коксуемость,Выкипает до 350 СТемпература самовоспламенения, С 223 В...
Способ изготовления сварных оболочковых конструкций

Номер патента: 1609531
Опубликовано: 30.11.1990
Авторы: Михайлов, Хвалынский
МПК: B21D 11/22
Метки: конструкций, оболочковых, сварных
...укорочений сварных соедине.ний. В деформационной части решенияиспользован метод "сшивания" (см. фиг, 2),Воздействие фиктивной нагрузки насшиваемые элементы отражено в виде граничных условий упругого сопряжения разделенных элементов, При этом силовые идеформационные компоненты граничныхусловий (фиктивная сила Рсф от продольного укорочения, линейные и угловые перемещения элементов в зоне сопряжения отпоперечного укорочения сварного соединения) определяются с помощью приближенных методов расчета сварочныхдеформаций, Усилие взаимодействия Тмежду разделенными элементами находится в зависимости от указанных перемещений. После определений усилия Традиальные перемещения оболочки в зонесварного соединения определены по указанной формуле...
Способ изготовления оболочковых форм

Номер патента: 1611549
Опубликовано: 07.12.1990
Авторы: Гук, Кукуруза, Неверковец, Петровский
МПК: B22C 9/00
Метки: оболочковых, форм
...на Фиг. 3 - отделение сболочки с каркасом от плиты с моделями; на Фиг. 4 - собранная оболочковая Форма.Схема включает контейнер 1 с псевдоожжкенной сжатым воздухом плакированной термореактивной смесью, модельную плиту 2 с моделями (модельная оснастка), Формируемую оболочку 3, плиту 4 с толкателями, плиту 5 с металлическим игольчатым каркасом 6.В контейнер 1 с псевдоожиженной сжатым воздухом смесью из песка, предварительно плакированного термореактивным связующим, погружена нагретая модельная плита с моделями 2, имеющая плиту 4 с толкателями. После выдержки на модельной плите и моделях Формируется оболочка 3. Затем модельная плита с моделями и оболочкой извлекается из контейнера, перемещается и устанавливается на металлический...
Смесь для изготовления литейных стержней и форм, преимущественно оболочковых, в нагреваемой оснастке

Номер патента: 1616754
Опубликовано: 30.12.1990
Авторы: Воронин, Голованов, Мащенко, Парфенов
МПК: B22C 1/22
Метки: литейных, нагреваемой, оболочковых, оснастке, преимущественно, смесь, стержней, форм
...в 1,4 - 2 и 1,2 - 1,7 раз и увеличить прочность в холодном состоянии при времени отверждения 2 и 4 мин соответственно в 1,2 - 1,9 и 1,2-1,6 раз. 2 табл. Предварительно в отдельной металлической емкости путем механического пере- ф мешивания готовят смесь сернокислого аммония, перекиси водорода и формалина ъ В смеситель каткового типа засыпают нагретый до 140-150 С кварцевый песок, перемешивают его в течение 40 с с твердой новолачной фенолоформальдегидной смолой, вводят жидкую резольную фенолоформальдегиднуо смолу и перемешивают 30 с, вводят и редва рительно подготовленную смесь сернокислого аммония, перекиси водорода и формалина и все перемешивают 2 мин, затем вводят стеарат кальция и перемешивают в течение 40 с, после чего смесь готова к...