Архив за 1992 год
Многоместная виброформа для изготовления изделий из бетонной смеси

Номер патента: 1706871
Опубликовано: 23.01.1992
Авторы: Гудимов, Кафтан, Мертвяченко, Онищук
МПК: B28B 7/24
Метки: бетонной, виброформа, многоместная, смеси
...образована продольными бортами 6 с поворотными рычагами 5 и боковыми бортами 22,Виброформа работает следующим образом.Раскрытую форму очищают от остатков бетона. Проверяется посадка съемной распалубочной рамы 8 в кронштейны 4 виброподдона 3, Производится грубая установка нужного числа перегородок 1. Чстанавливаются части разъемной парной перегородки 14 с клиновидной вставкой 15. После окончания установочных работ все стенки полости виброформы смазываются соответствующими смазками и укгадывается арматура. После укладкиарматуры с помощью силовых цилиндров 181020253035404550 борта 6 виброформы закрываются, В момент закрытия бортов 6 перегородки 7 и 14 центрируются по месту конусами 16 по соответствующим конусным гнездам...
Установка для изготовления бетонных изделий

Номер патента: 1706872
Опубликовано: 23.01.1992
Авторы: Карпов, Сидоров, Толстихин, Цветков, Чипизубов
МПК: B28B 7/24
Метки: бетонных
...дсбэткдни И ФОЛЬГИ, АЛЮМИНИЕВЫЕ С;Ойки 8 ШПрвнгвля устанавгиваются Р специальные о;верстия Р теп "Онзопяцисн-Ом экране э, для уменьшения теппообмсна стойка 8 покрывается ЭЛ дСТИЧНЫМ, МЯГКИМ ТЕ ГЛОИЗППЯТОРОМ 1 Из стекла или дсбо 1 кани, свэ; -.д стойк,. 8 Уотдндвп;.:Вдхет ЭЕПЛЭИ ОППЦ 1 -Н;:; И кладку гб иэ асбокаргонд г 1 эгп ровднные концы стойки шпренгеля крепят к центральной горизонтальной тяге 11 с помощью опор 16, наваренных по ее краям.Центральная горизонтальная тяга 11 5 соединена с наклонной тягой 13 через шарнир 12. Устднавлиавют качающийся шарнир 9, изолируя его основание в теплоизоляционн.:й экран 5 таким образом, чтобы алюминиевый лист 10 боковой поверхности 10 термоформы упирался в это основание, Через качающийся шарнир 9...
Устройство для образования пустот в бетонных изделиях

Номер патента: 1706873
Опубликовано: 23.01.1992
Автор: Рябцев
МПК: B28B 7/30
Метки: бетонных, изделиях, образования, пустот
...стенке формы 4. Далее, продвинувшись по полости формы 4, эластичная оболочка 1 упирается в заднюю стенку формы 4, причем в это время клиновидный сердечник 2 перемещается относительно упругой оболочки 1 навеличину рабочего хода (фиг.9) через отверстие в задней стенке формы 4.Перемещаясь относительно эластичной оболочки 1, клинообразный сердечник 2 растягивает эластичную оболочку 1 изнутри, увеличивая ее поперечные размеры (фиг,9), которые превышают размер отверстия в передней стенке формы 4. Продольные же размеры эластичной оболочки 1 остаютсяереУняя постоянными за счет того, что продольному растяжению эластичной оболочки 1 препятствуют стенки формы 4. После этого в форму 4 закладывают бетон 5, уплотняют его и ждут затвердевания. 5После...
Способ производства асбестоцементных труб

Номер патента: 1706874
Опубликовано: 23.01.1992
Автор: Иорамашвили
МПК: B28B 21/92
Метки: асбестоцементных, производства, труб
...ол уфабриката при проведении опер.,;и РаетЯжЕНИЯ ГТЕ г К. ДИаМЕ 1 Ра 11 З Сл ЭВЛИ:РЕ мой трубы, толщины ее стенок особено стей применяемого цемент и т дНа чертеже схематически показан пример реализации технического решения при изготовлении асбестоцемен 1 ых напорных труб ВТ 9 внутренним диаметром 100 мм и толщиной стенки 11 мм на белгородгком цементе: 1 - формование полуфабри ата труб на круглосеточной трубоформовочной машине: 2 - проведение начальнои стадии процесса твердечия путем гидротерминальной обработки полуфабг 1 ихата в течение 6 ч на конвейере твердения 3 - растяжение стенок полуфабриката путем герметизации его полости, нагнетания в эту полость воды постепенного повышения давления воды до1706874 20 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТА ПО...
Способ изготовления конструкций сложной формы диффузионной сваркой

Номер патента: 1706875
Опубликовано: 23.01.1992
Авторы: Бердин, Кашаев, Круглов, Лутфуллин
МПК: B23K 20/14
Метки: диффузионной, конструкций, сваркой, сложной, формы
...заключительном этапе формовки листы и заполнитель соединяют диффузионной сваркой. В процессе сварки во времяизотермической выдержки происходит выравнивание цо химическому составу материала, заполнившего пустоты в галтелях, сосновным материалом. По окончании сварки давление снимают, штамп оазбираат иизвлекают отовую деталь.Изготавливали обечайку с внутреннимикольцевыми ребрами жесткости диаметром200 мм, высотой 160 мм. Материалом заготовок является титановый сплав ВТ 14 Заготовка включала в .ебя две цилиндрическиеоболочки, сваренные из листа 0,8 мм. К внутренней поверхности большей оболочки надиаметре 198,4 мм прикрепляли аргоновойсваркой заполнитель, выполненный в видеколец прямоугольного сечения с наружным диаметром 198,4 мм....
Режущий инструмент для грануляции пластмасс

Номер патента: 1706876
Опубликовано: 23.01.1992
Авторы: Гражул, Ефимов, Орлов, Розанов
МПК: B29B 9/00
Метки: грануляции, инструмент, пластмасс, режущий
...1 к ножевой головке (не показано), прижат к рабочей поверхности 8 фильеры 9 и вращается относительно неподвижной фильеры, Задняя поверхность режущего элемента, образованная участком б из инструментальной стали и участком 7 иэ твердого сплава, скользит по поверхности 9, При этом твердосплавный слой 3 режущего элемента, имеющий высокую износостойкость, участком 7 задней поверхности воспринимает давление прижатия ножа к фильере и тем самым эффективно снижает износ задней поверхности в целом, включая режущую кромку и участок б, изготовленной из инструментальной стали.: нгого комигета по изобретениям и открытиям при ГКНТ СГГ " 035, Москва, Ж, Раушская наб., 4/5 1 лательский комбинат "Патант" г. Ужг гга П"; нз п;:."тзю;,В свою очередь слой 3...
Устройство для формования пластичных материалов

Номер патента: 1706877
Опубликовано: 23.01.1992
Авторы: Айвазов, Алехин, Боевец, Пристайлов
МПК: B29B 11/12, B29C 43/08
Метки: пластичных, формования
...для производства непрерывным методом изделий из полимерных материалов. Цель изобретения - снижение материалоемкости и энергозатрат. Для этого второй формообразующий элемент выполнен стационарным и частично охватывающим первый поворотный элемент и снабжен каналом для хладагента, а также обогреваемым литниковым каналом для прохода расплава из го;оеки питателя е формующее гнездо. 3 ил Формообразующий элементнен поворотным, устансвлен е нном элементе 7. На боков й повповоротного формообразующего8 выполнены формообразующие грасстояниемежкоторыми неаметра.прохода для расплава (фичем поворотный элемент 8индивидуальным приводом 12 и13 выталкивания отформованныхсодержащей толкатели 14.Устройство работает следующзом.Гранулы полимера из...
Установка для измельчения изношенных покрышек

Номер патента: 1706878
Опубликовано: 23.01.1992
Авторы: Алтухов, Левченко, Онопченко, Чупина
МПК: B29B 17/00
Метки: измельчения, изношенных, покрышек
...на оси шинодержатепя 2 у его нижнего торца иглами в сторону полости цилиндра и установлены на полых валах 8 и 9 с воэможностью вращения в про 1 ивоположные стороныУстановка снабжена штоком 10, установленным соосно с цилиндром 2, причем диаметр штока 10 меньше внутреннего диаметра иэмельчаемых покрышек 11.Установка работает следующим образом.Полые валы 8 и 9 получают вращение от приводов в противоположные стороны, На шток 10 сверху надеваются иэмельчаемые покрышки 11, которые под своим весом опускаются, причем ребра 6 обеспечивают перемещение покрышек вниз беэ их прокручивания. Покрышки 11, достигнув иглофрез 4 и 5, интенсивно измельчаются иглами, а порошок резины под действием центробежных сил проходит через щель между цилиндром 2 и...
Вулканизационный аппарат для вулканизации автомобильных покрышек

Номер патента: 1706879
Опубликовано: 23.01.1992
Авторы: Бондаренко, Виноградов, Косякин, Кривун, Чуприна
МПК: B29C 35/04
Метки: автомобильных, аппарат, вулканизации, вулканизационный, покрышек
...обеспе (с(ая надежный и герметичныйзе)(оо апгарата во время вулканизации,Я П.сле этг)о начинается процесс вулканизации для его в корпус аппарата давлен(ем подаетсч греюций пар, а в диафрагмыпда,т я перв ре(ая вол-. которая постояно циркулирует в ст -(. пресс-форм через45 (.(тральнеэ и пе)Г(е 1)ерийные отверстияверх(ей крышки и стола аппарата. ПО ОконЧЛНИ Е/)(КаНИЭацк(И Г;)Г)ИЗВОдИТСя удаЛЕ (ЛЕсЕПЛОНОСИТЕЛЯ ИЗ аППаРата,Разгрузка аппарата производится в следующем порядке, Снимается высокое давление в силовом цилиндре 6 и подается низкая гидравлика. Открывается загрузочное окно, для этого шток цилиндра 14 перемеща ется вверх, увлекая за собой центральный шарнир 15 системы складывающихся рычагов 12 и 13, переламывая осевую линию их...
Устройство для удаления облоя с резиновых изделий

Номер патента: 1706880
Опубликовано: 23.01.1992
Авторы: Башнин, Копаев, Пузиков
МПК: B29C 37/02
Метки: облоя, резиновых, удаления
...завеса создается выходящим иэ отверс 1 ий газораспределителя сжатым воздухом, Затем изделия со сжатым облоем транспортируются к выгруэному лотку и попадают в контейнер готовой продукции 3 ил. На фиг. 1 представлено устройство, общий вид; на фиг, 2 - А на фиг 1; на фиг. 3 - разрез Б-Б на фиг. 2.Устройство состоит из рамы 1, на которой жестко закреплен корытообраэный корпус 2 с теплоизолирующей наружной поверхностью. Корпус 2 закрыт теплоизоли)1;Г- г), ),1) )лл хр г)к им. Жидкий хладагент(азот) испаряет- .) г) виде парообразного тумана поднимв- Г)ся к злгрузочной горловине 9, Выходу и:.р тв хладагента из горловины 9 препятству 1 1 зздушная завесэ, образованная выхо 11)м из Отверс гий 20 газораспределителя) .жаг; - м воздухом, а также...
Литьевая форма

Номер патента: 1706881
Опубликовано: 23.01.1992
МПК: B29C 45/14
...упоры 31 воздействуют на вэл 26 механизма подачи, и 2; а )мэтура 27 проходит по отверстиям верхне) О оформляющего элемента 30 к выходу, В самом начале движения подвижной полчформы н.- смыкание толкатели 6 под воэдейсвием усилий пружин 8 занимают 25 исходное положение. При выходе арматуры27 иэ оформляющего элемента 30 с ним соприкасаются подвижные вставки 13, и армагура 27 гарантированно входит в псГ)ободившиеся от толкателей 6 отверстия 31) содвижных вставок 13, При этом подвижные вставки 13 останавливаются, а арматурэ 27 продолжает входить в их отверстия на величину. равную длине вывода.Г 1 ри смыкании штифты 20, перемещаясь 35: Основанием 9, входят в пазы 21 серег 17 ипоеОрэси/)эк)т их на оси 16, Не доходя до полного смыкания,...
Литьевая форма для изготовления полимерных изделий

Номер патента: 1706882
Опубликовано: 23.01.1992
Автор: Бочихин
МПК: B29C 45/26, B29C 45/44
Метки: литьевая, полимерных, форма
...частью формы для обеспечения разъемаформы по плоскости 1 - 1, где происходит отрыв и сброс литников. Упорные колонки 19удерживают матрицу в неподвижной частиполуформы при дальнейшем раскрытииформы по основной плоскости разъема Н 1,Литьевая форма работает следующимобразом,После впрыска расплава полимера итехнологической выдержки происходитразьем формы. Вначале происходит разьемпо плоскости - 1. Пана 2 матрицы. связанная колонками 20 с подвижной полуформой,отходит от неподвижной литниковой плиты1 на расстояние, обеспечивающее отрыв исброс литников.При дальнейшем раскрытии формыупорные колонки 19 удерживают плиту 2матрицы в неподвижной поауфорле, и раскрытие происходит по плоскости 11-. Приэтом иэделие выходит из оформаяющей полости...
Механизм пластикации и впрыска литьевой машины

Номер патента: 1706883
Опубликовано: 23.01.1992
Автор: Мещанинец
МПК: B29C 45/46
Метки: впрыска, литьевой, механизм, пластикации
..., 1 1 О(1.,) с: еГ)кня с) таки;, ОТ р, ".,.а 1."т(" . ,дрни 1)ную об 1)у) " ., .1)и к)1)(Ом сеет)э ДУ : )1) 111 а,Г"ТРК(ис)ГТ 1)В Об(.1(.л.)11, : )1.г,", )ГОГлпвд 1 О,0Ь )(. н УОЛ )РИ ОГЭ)ОМ дг 11( О С с)" Р "Нг)1", Гт Г;ОЬЧ(Ии Обой)ь , ),:1:,л ,и (1)ик )уго опо )ку О т с) с е э х(1 О,; , . Ще и .с( Г 1.)О Р н и ю ( бймет)Т Г х л и э м и л д) дии вр ык д л и тЕг(1;,1, ТНЬ О 1 1 )С СЛР/101111 М г)Тг)1 ОВ Л длв 1;.Кпд ) Н;К 3 Нд,гс(ИТС)цодво). по О- н: ти ткк)(ен)11 пригодд 1т)г 1 С 1; Т,ОТ, д, -111 НК У гГ)Г ИЛЬ ) с т е Г: (6 с;и иГ 11(1ГН К. Г 1Г г) Т Е г) 1 Еэдас те(г,.; 7 и , ;)1:рн) с с).),иму 8 11.1 )е) 3Б)1 тКДК ЗДХЕДсЕ )с)К ) ,СРОЕгН 11 И 11(г 1И Ы"., Т г ь и ; Д 1:. Л) У( ДО(1 г 1 141 аг 1) 1) Г,м(-.:рн ь 1 тд (с)(,с)...
Пластикационный узел литьевой машины

Номер патента: 1706884
Опубликовано: 23.01.1992
Авторы: Квасенков, Квасенкова
МПК: B29C 45/50, B29C 45/52
Метки: литьевой, пластикационный, узел
...заканчивается соплом 9,Пластикационный узел литьевой машины работает следующим образом.Вращающийся от привода (не показан) в материальном цилиндре 1 шнек 2 нарезкой 8 нагнетает расплав перерабатываемого материала в пространство между головкой 3 и соплом 9. При этом давлением материала на обратный клапан 7, жестко соединенный одним концом с головкой 3, последняя перемещается вперед до упора шпенька б в стопор 4 (фиг. 1). Обратный клапан открыт, После набора дозы материала шнек 2 отходит назад и прекращает вращение, Затем, действуя как поршень,шнек 2 перемещается вперед для осуществления впрыска материала в форму (не показана) через отверстие сопла 9. При этом5 под действием материала на обратный клапан 7 и головку 3 последняя...
Станок для изготовления труб из композиционного длинномерного материала

Номер патента: 1706885
Опубликовано: 23.01.1992
Авторы: Артюшкин, Балакин, Карпухин, Кузнецов, Линдфорс, Скачков, Цвелев, Элькин
МПК: B29C 53/56
Метки: длинномерного, композиционного, станок, труб
...не только искпачается г 1 рогиб оправки, но и происходит уплс-пение материала. что положительно сказывается на физико-механических свойствах изделия,Во врелч намотки тканью последняя, сматываясь с отдающей бобины 18, проходит через натяжное устройство 19 и выходит на ролик 14, который является одновременно и обогреваемым, и прикаточным, Усилие прикатки создается силовым цилиндром 17. Для предотвращения прогиба оправки вместо выкладочного ролика устанавливается фторопластовый прикаточный ролик 20, ось которого устанавливается горизонтально. Противоусилие создается силовым цилиндром 17. При подмотке тканью оправка 1 не перемещается, а только вращается,Станок работает следующим образом.На вращающуюся оправку 1 производится намотка...
Устройство для изготовления утолщений на концах термопластичных труб

Номер патента: 1706886
Опубликовано: 23.01.1992
Авторы: Цецюра, Шатохин, Шмульский
МПК: B29C 57/00, B29C 57/02
Метки: концах, термопластичных, труб, утолщений
...обра- ЗОМ.Фиксаторы 9 устанавливают так, чтобы они ограничивали возможное перемещение матрицы 4. Конец трубной заготовки 25 вводят в пространство между матрицей 4, опорным элементом 5 и дорном 7 до упора в формующее кольцо б, Формуемый конец заготовки 25 может быть или предварительно нагрет, или нагрет вместе с устройством. Под действиел нажимной плиты 10 конец заготовки 25. деформируясь. заполняет пространство между матрицей 4. формующим кольцом б и опорным элементом 5. При этом матрица 4 под воздействием деформируемой части заготовки 25, поднимается до взаимодействия с фиксаторами 9. После окончания формования и остывания изделие удаляют, используя при этом, е случае необходимости, тот же силовой механизм. Для этого отворачивают...
Устройство для непрерывной ультразвуковой сварки термопластичных материалов

Номер патента: 1706887
Опубликовано: 23.01.1992
Авторы: Волков, Емельянов, Саяпин, Шестель
МПК: B29C 65/08
Метки: непрерывной, сварки, термопластичных, ультразвуковой
...элемента и толщины свариваемого материала. Формующий элемент закреплен в держателе 7 кронштейна 8. Прокатывающий ролик 3 установлен на оси кронштейна 9 Прокатыеающий ролик 3 и формующий элемент 5 установлены с воэможностью еээимодейст вия между собой, при этом прокатыеающий ролик подпружинен е сторону рабочей поверхности формующего элемента пружиной 10.Устройство работает следуГощим образом,Край сваривэемых деталей к рабочему торцу инструментанижняя деталь располагалась под горизонтальной пластиной кронштейна 8, а верхняя - над ней. При перемещении деталей под действием вращающейся опоры 2 свариваемый материал, находящийся под рабочим торцом инструмента 1, приводится в жидкотекучее состояние под действием ультразвуковых колебаний,...
Устройство для изготовления выпуклых часовых стекол из органического листового материала

Номер патента: 1706888
Опубликовано: 23.01.1992
Автор: Бирилко
МПК: B29D 11/00, G04D 3/06
Метки: выпуклых, листового, органического, стекол, часовых
...острой режущей кром 3, и, ф-лы,2 ил,борудованию тения - повыромки стекла,его размера, иства и техно вления часотво снабженоксации пуанковые стенки ими для обраки на торце, 1 вают на матрицу и подвергают обжатию пуансоном 4, выполненным в фсрме выпуклого стекла.Пи обжатии заготовки с усилием 2 - 3 кг/см происходит формовка стекла и обрезание лишнего материала острыми режущими кромками матрицы 3. СОПосле подъема пуансона торцовая по- (ф верхность изготовленного .асового стекла требует незначительной дополнительной обработки - 3 - 5 круговых движений стекла по поверхности шлифовальной шкурки зернистостью 10 - 15 мкм.Предварительная установка пуансона относительно матрицы (которым может являться корпус часов) осуществляется путем его...
Устройство для изготовления заготовок полых резиновых изделий

Номер патента: 1706889
Опубликовано: 23.01.1992
Автор: Мамаев
МПК: B29D 22/00
Метки: заготовок, полых, резиновых
...аливиая трубка прекращает поворот, ашток 8 силового цилиндра 6 продолжаетГ)с, иматься Продолжается поворот шесГ ПГ)1 и 13 с Ограньчигелем 15 и сближениерзгупиропочого вин(а 10 с поршнем 7 пор 1.ОГого нас.са 5 Пр)дальнейшем подъемештока 8 сипово о цилиндра 6 наступает конакт регулирово)нсгп гинта 10 с поршнем 735 )оршневгло насоса 5;)ри этом поршень 7апинает выдавлива)ь жидкий газообразов;ель через распредрли ель 18 жидкости вналивную трубку 11, которая до того былаЮЕдЕНа В ЛЕПЕСГКОВуЮ ГОЛОВКУ 2. ПОСЛЕ За 4 псршения движения штока 8 вверх прекра;цаРгся пода 4 а жид;Ого газообразователя икпа)ан пос)ед)вате,)ьости 22, фиксируюц(ий ООГ кр)це 4 ие движения штока 8 силоГ)го ци 1 индра 6 вврГ)х, переключаетГ. пневмг распределитель 20 на...
Способ стыковки транспортерной ленты по месту ее эксплуатации

Номер патента: 1706890
Опубликовано: 23.01.1992
Авторы: Соколин, Теклев, Файзиев
МПК: B29C 65/72, B29D 29/06
Метки: ленты, месту, стыковки, транспортерной, эксплуатации
...приводные бг,.кабаны 8 и роликоопоры 9,Умен.ша-.т нэ жет - нт. 1 путем Ослабл .н. .; :. барабанов 6, фиксируЮт ЛЕНту т;тЧ.: -ЕЛЬНО раМЫ 5транспортера с помощ ю швеллеров 10 так,чтобы соединяемые лонцы ленты 1 располагались внахлест и не могли перемещатьсяОтнОСИтЕЛ.НГ Дг :", гг ГСЗМОжно ЗаКРЕПЕ,Л =,-,;:-. ,;.Вме;. ра: СПООтЕра2 ПОС-=;- ВС т, , Нат ала ВруЧНу Оудглгчс-: Вар ".:; = .";НОВ.тл-. Обкладку 2тРанСПСРтЕР ., Л.-нтв 1 -. С,-,НОГО ССЕДИНЯемогс кс ,.: н,-:=.Вичсву О Обкладку13 С, ; Г.: : ц,- т тИГОПОЛОжной Стоп;,. :. . .: т: ,Внь на ОДнол:КОНЦР ,Э Д;В: т,-,;ИНЯЕМЫЕ КОНр - : ";1 тОглгичс нг Зада- ,т,: =: связующесОьира стык Г.и сборке стт.ка слои укладывают последовательно Один на другойВНЭХЛЕСТ. Пт .;" Сндяа "Э тИЖНИЙ СЛОИ 14...
Способ изготовления резинометаллической футеровки

Номер патента: 1706891
Опубликовано: 23.01.1992
Авторы: Алехина, Бирдус, Кукушкин, Лебедев
МПК: B29C 37/00, B29C 63/18, B29C 67/14 ...
Метки: резинометаллической, футеровки
...1, закрепленного на поворотной оправке 2, резиновой полосы 3 прижатием ее прикаточным роликом 4. Затем слоистую трубчатую заготовку фиксируют на арматуре эластичной полосой 5.Под воздействием температур и давл ния при вулканизации резина растекаетс по поверхности арматуры, заполняя все не- плотности между слоями спирально прикатанной резиновой полосы 3.После вулканизации и сняной полосы 5 на цилиндричесповерхности б наносится необходимый рисунок 1 режущим элементом 8, Затем слоистую трубчатую (резинометаллическую) заготовку 9 разрезают режущим элементом 10 на иэделия 11 необходимого размера, для чего нв оправке 2 предусматриваются пазы 12 для выхода режущего элемента 10.К преимуществам способа относится простота замены футеровки на...
Устройство для резки ленточного гибкого материала

Номер патента: 1706892
Опубликовано: 23.01.1992
Авторы: Гергиль, Ландер, Сулима
МПК: B31B 1/16
Метки: гибкого, ленточного, резки
...а вертикальный - гоединРн верхним улом с последним посредс(вом пружины, а с приводом - через систему рычагов.На фиг 1 изображено предлагаемое устройство, аксономерия, на фиг 2 - схема 1 Г рас.положения ножей В вертикальной плоскОс Ги на фиГ. 3 то жР В ГОризонтдльной пл(скос(и, Вид снизу.Устроистао содержит основание 1, гоизонтальнь(й 2 и вертикальный 3 ножи. Ос нование установлено нэ стойках 4,4 аризонтальный нож 2 жестко закреплен на основании 1 ВРотикальный нож 3 расположен )аким образом, что его верхняя кромка 5 составляет с передней кромкой 6 горизон т,.ль 3о ножа 2 следующие углы: 3 26 -420 в вертикальной, и 1 "1 - 1 22 в (оризонтальной плоскости При этом верти;альный нож 3 крепится к горизонтальному 2 В своем верхнем углу...
Слоистый материал

Номер патента: 1706893
Опубликовано: 23.01.1992
Авторы: Бокшицкий, Паризенберг, Роскошо
МПК: B32B 25/04
...клеев по уравнениюЬааповРгде С - концентрация клея;Р, - вес клея;Ь, - толщина слоя адгезива;р - плотность адгеэива;5 пов, - площадь поверхности, на которую наносится адгезив.Плотность клея "Армлок" составляет 1,75 г/см; плотность клея "Армлок" составляет 1,53 г/см,Нанося каждый клей в количестве Р,=1,5 г на поверхность, площадь которойг5 по.=100 см, и задав велчиу Ь равной требуемому значению, иэ приведенного уравнения можно рассчитать требуемую концентрацию клея С.Для получения слоистого материала используют клеи "Армлок" и "Армлок" выпускаемые по ТУ 6-01-4-50-84 с концентрацией (22+2), которые разбавляются иливысушиваются до получения концентрации,рассчитанной по приведенному уравнению.5 чем обеспечивается создание адгеэива...
Устройство для маркирования изделий на перфорированном ленточном носителе

Номер патента: 1706894
Опубликовано: 23.01.1992
Авторы: Коваленко, Серебрянников
МПК: B41F 17/00, H01G 13/00, H01L 21/00 ...
Метки: ленточном, маркирования, носителе, перфорированном
...на котором имеются две собачки 7,Полэун 6 связан с возвратной пружиной 8 иупирается в регулируемый ограничитель хода ползуна. Устройство снабжено гребенкой 10 с подпружиненными зубьями 11.Маркируемые изделия 12 находятся вленточном носителе 13, который имеет пошаговую перфорацию 14 и окна 15 перфорации (элементы перфорации). 30Маркирующий ролик 2 кинематическисвязан с ползуном 6 через шестерни 16 и 17,коническую передачу 4 и профильный кулачок 5.Устройство работает следующим абраэом.Ленточный носитель 13 подается наползун 6 в зону собачек 7 до их зацепленияс перфорацией 14. Ползун б совершает возвратно-поступательные перемещения от ку лачка 5,и собачки 7 осуществляют пошаговую подачу ленточного носителя 13. Скорость движения ползуна 6...
Пластичный материал для скульптурных работ

Номер патента: 1706895
Опубликовано: 23.01.1992
Автор: Сурова
МПК: B44C 3/04
Метки: материал, пластичный, работ, скульптурных
...свок расплавлению петролатума нна в мешалке с паровой рубашкогреванию до 90 фС, а затем смешес сухой тонкомолотой скульптуглиной и перемешиванию в теч и(54) ПЛАСТИЧНЫЙ МАТЕРИАЛ ДЛЯ СКУЛЬПТУРНЫХ РАБОТ(57) Изобретение относится к пластичным материалам для скульптурных работ и позволяет улучшить качество материала за счет повышения эксплуатационных свойств. Компоненты смешиваютпри следующем соотношении, мас.Е:33,95-36,50 петролатума, 3,10-4,94парафина нефтяного и глины скульптурной остальное. 2 табл. физико-механические свона приведены в табл. 2. Предлагаемый материал повыполнять скульптуры высото15 м. Пластичный материалных работ, содержащийглину и добавки, о тщ и й с я тем, что,ния качества материалшення эксплуатационныхчестве...
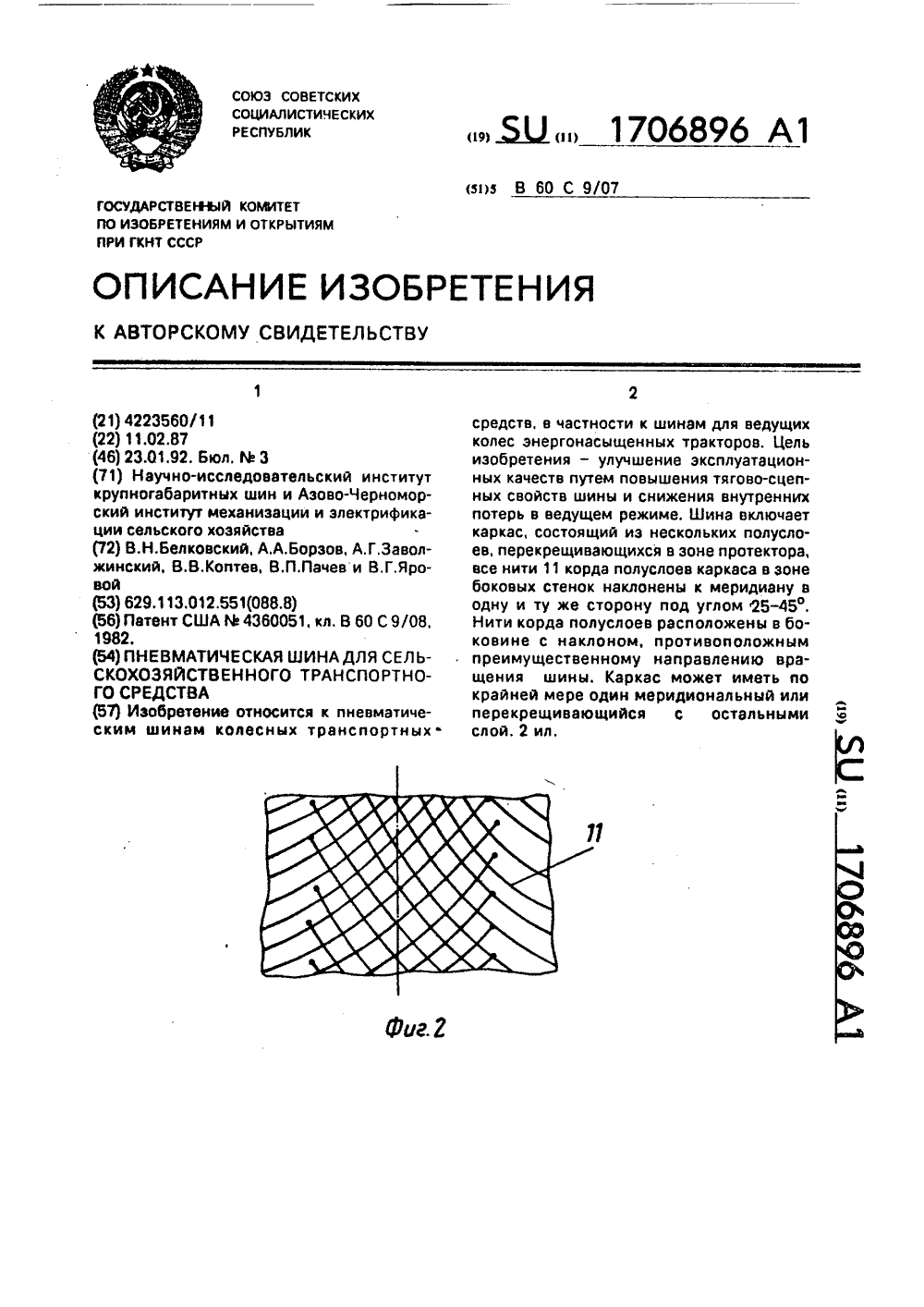
Пневматическая шина для сельскохозяйственного транспортного средства
Номер патента: 1706896
Опубликовано: 23.01.1992
Авторы: Бельковский, Борзов, Заволжинский, Коптев, Пачев, Яровой
МПК: B60C 9/07
Метки: пневматическая, сельскохозяйственного, средства, транспортного, шина
...направлению вращения колеса. Для этого желательно для шин всех рисунков протектора(а вращения, например, методом оттиска от вулканизационной пресс-формы,В случае расположения всех нитей слоев каркаса под положительными (или отрицательными) углами наклона к меридиану покрышки радиальная жесткость боковых стенок уменьшается, так как нити уже не лежат в плоскости изгиба сечений, как это имеет место в радиальной шине. Поэтому нагрузка на нити уменьшается, а на резину боковины возрастает, Вследствие этого изгибная жесткость резины, армированной наклонными нитями, существенно меньше резины, армированной нитями в плоскости изгиба.Меньшая изгибная жесткость боковых стенок предлагаемой шины (все нити слоев наклонены в одну сторону от меридиана)...
“противобуксовочное приспособление “браслет” для колеса автомашины”

Номер патента: 1706897
Опубликовано: 23.01.1992
Автор: Пьянусов
МПК: B60C 27/02
Метки: автомашины, браслет, колеса, противобуксовочное
...и цепочкой грунтоэацепов,Гребенка 11 имеет профиль полумесяца для обеспечения прилегания. Зубья гребенразности размеров нового и изношенногопротекторов. Рычаг 14 повторяет профиль гребенки 11, снабжен пазом 15 и отверстием 16 для установки вращающегося стопора 13.Приспособление устанавливается на шине 17 колеса, имеющего окна 18 в диске 19 и буртик 20 на ободе.Приспособление монтируют следующим образом.На участках дороги с пониженнойпроходимостью цепочку "Браслет" продевают через любое удобное для монтажа окно 18, охватывают им шину, располагая грунтозацелы 3-8 притупленными полочками к поверхности шины, фиксируют положение приспособления, упираясь концом гребен 5 10 15 20 25 30 ки 11 в диск 19 колеса, а упором 15 в буртик 20 на ободе...
Жесткое сцепное устройство сочлененного транспортного средства

Номер патента: 1706898
Опубликовано: 23.01.1992
Авторы: Белов, Лебедев, Макаренко
МПК: B60D 1/00, B62D 53/02
Метки: жесткое, сочлененного, средства, сцепное, транспортного
...элемента 15 обеспечивает фиксатор 22, включающий две нервзъемно соединенные детали, подвижно закрепленный на ограничителе 20 угловых перемещений. Жесткое соединение подвижной обоймы 14 и ответного элемента 15 осуществлено через отверстия 23, выполненные в подвижной обойме 14, количество которых соответствует количеству шлицев на сопрягаемых поверхностях, что позволяет не фиксировать подвижную обойму 14 перед операцией сцепления устройства, и посредством кольцевой проточки 24, выполненной на ответном элементе 15, На ответном элементе 15 установлен сепаратор с шариками 25, придающий первоначальное движение 20 подвижной обойме 14 и предотвращающий затирания в шлицевом соединении, а также профильная шайба 26 для очистки шлицев с...
Устройство для кондиционирования воздуха

Номер патента: 1706899
Опубликовано: 23.01.1992
Авторы: Михайлов, Окладников, Супрун, Школин
МПК: B60H 3/00, F24F 6/02, F28D 5/00 ...
Метки: воздуха, кондиционирования
...в известном устройстве для кондиционирования воздуха, преимущественно в кабине самоходной машины, перегородка вы- олнена с вертикально расположенными и образующими перфорации в виде окон ребрами, с которыми сопряжены по периметруподдона края отбортовки буферных камер.На фиг.1 изображена схема устройства для кондиционирования воздуха. поперечный разрез; на фиг,2 - разрез А-А на фиг.1; на фиг.3 - вариант размещения ребер в перегородке при их перпендикулярном пересечении, вид сверху; на фиг.4 - вариант при Х-образном пересечении ребер,Устройство для кондиционирования воздуха преимущественно в кабине самоходной машины содержит корпус 1 с поддоном 2, снабженным сливным патрубком 3 и отбортовкой 4, примыкающей к корпусу 1 и образующей около...
Соосная коробка передач для транспортного средства

Номер патента: 1706900
Опубликовано: 23.01.1992
Авторы: Кочергин, Платонов, Сосновская, Шаколин
МПК: B60K 17/08
Метки: коробка, передач, соосная, средства, транспортного
...и 22 управления остаются замкнуты. Мощность передается по кинематической цепи шестерен 5-13-20-21.5 10 15 20 25 30 35 40 45 50 55 Для переключения на третью передачу в процессе движения на второй включается элемент 19 управления, Переключение на третью передачу осуществляется плавным переходом с диска 4 сцепления на диск 3 сцепления, Мощность передается по кинематической цепи шестерен 7-15-20-21 с первичного вала 2 на вторичный вал 11,Во время движения на третьей передаче включается элемент 17 управления (вправо), Для переключения на четвертую передачу достаточно плавно переключиться с диска 3 сцепления на диск 4 сцепления. Мощность передается по кинематической цепи шестерен 6-14-20-21,При переключении на пятую передачу предварительно...