Архив за 1991 год
Способ очистки стального длинномерного изделия

Номер патента: 1674994
Опубликовано: 07.09.1991
Авторы: Журавский, Исмайлов, Эльяш
МПК: B08B 11/00
Метки: длинномерного, изделия, стального
...изделий от грязи и ржавчины и может быть использовано в различных областях народного хозяйства, использующих машины и механизмы со стальными длинномерными изделиями, например стальными канатами.Цель изобретения - упрощение процесса очистки.Поставленная цель достигается за счет того,что согласно способу очистки стальных изделий, заключающемуся в протаскивании изделия через стакан, заполненный ферромагнитными элементами, с воздействием на них в процессе очистки вращающимся магнитным полем, например, от синхронного двигателя переменного тока, иэделие в процессе протягивания намагничивают электромагнитом постоянного тока, при этом ток подают прерывисто, меняя этим намагниченность каната, Ферромагнитные частицы выполняют иэ магнитотвердого...
Способ утилизации садовых отходов хлыстов плодовых деревьев

Номер патента: 1674995
Опубликовано: 07.09.1991
Автор: Попов
МПК: B09B 3/00
Метки: деревьев, отходов, плодовых, садовых, утилизации, хлыстов
...деревьев. С целью повышения степени утилизации отходов хлысты плодовых деревьев закладывают в почву на месте последующей посадки растений и выдерживают в течение зимнего периода. Весной хлысты извлекают иэ почвы и используют для изготовления колышков, а отделившуюся кору, оставшуюся в месте Их закладки, перемешивают с почвой в качестве органического удобрения,весной при выдергивании хлыстов из почвы кора отваливается частично или полностью, в зависимости от породы деревьев, Оставшуюся в почве кору перемешивают с почвой,Таким образом, кора служит органическим удобрением и, роме того, при перемешивании ее с почвой улучшается структура почвы, ее водный и воздушный режим, что благоприятно сказывается на росте растений, выращиваемых...
Способ прокатки сортовых заготовок

Номер патента: 1674996
Опубликовано: 07.09.1991
Авторы: Белевитин, Геллер, Капустин, Минаев, Носанев, Смирнов, Шишкевич, Щербачев
МПК: B21B 1/00
Метки: заготовок, прокатки, сортовых
...50 55 метрических счагов деформации. Лишь превышение единичных обжатий в нечетных пропусках над единичными обжатиями в непосредственно предшествующих пропусках обеспечивает предупреждение возникновения растягивающих напряжений, снижающих пластичность и увеличивающих тем самым вероятность дефектообраэования, особенно в углах на оси симметрии раската,Относительное повышение единичных обжатий для чистовой группы клетей в четных пропусках над единичными обжатиями в непосредственно следующих за ними нечетных пропусках на величину, меньшую 5%, является недостаточным для активизации заблокированных в черновой группе клетей дополнительных плоскостей скольжения, Большие чем на 5 единичные обжатия в четных пропусках соответствуют достаточной для...
Способ изготовления прутков из концевых отходов

Номер патента: 1674997
Опубликовано: 07.09.1991
Авторы: Андреев, Котляр, Мохнев, Смирнов
МПК: B21B 1/02, B21B 19/04
Метки: концевых, отходов, прутков
...прокатки; на фиг. 4 - прокат после удаления егодефектных концов,5 В 21 В 1/02, 19/04 гранных) отходов на меньший диаметр прутка с пбследующим его использованием в качестве исходного сортамента металлопроката. Цель изобретения - увеличение выхода годного. Способ заключается в предварительной подготовке концевых отходов путем токарной обработки переходов под один диаметр в соединяемом сечении перед операцией сварки трением этих частей. После сварки трением производится обработка заготовки из нескольких концевых отходов под один диаметральный размер, Обработку заготовки под окончательный размер осуществляют радиальносдвиговой (винтовой) прокаткой, Перепады диаметров двух смежных соединяемых концов не должны превышать 25, Это позволяет...
Способ прокатки полосовой стали

Номер патента: 1674998
Опубликовано: 07.09.1991
Авторы: Баталов, Ершов, Малюк, Рудков, Шкурко
МПК: B21B 1/22
Метки: полосовой, прокатки, стали
...в зоны уширения, получено соотношение А - а с=Ь ДЬ12 20 12 а 2 = ЬДЬ;(3) 30 Таким образом, требуемый размер ширины Во подката составляет 12 а2Ь 35(4) Аналитически и экспериментально определено, что выбор значения а обусловлендвумя показателями: толщиной полосы и ееличиной уширения, Проведенные опыты показали, что при уширении не более 2,0 ммкачество боковых кромок полосы и точностьих размеров удовлетворяют требованиямстандартов на поставку полосового проката 45с острыми кромками и высокой точностью,Поэтому на основании уравнения (3) построен график (фиг. 2), из которого следует, чтов зависимости от толщины полосы диапазонзначений а находится в пределах 0,5-1,1 50мм. "Рабочая" часть графика заштрихована,Для нее составлена таблица...
Универсальная клеть прокатного стана

Номер патента: 1674999
Опубликовано: 07.09.1991
Авторы: Есипов, Коковихин, Яровая
МПК: B21B 13/10
Метки: клеть, прокатного, стана, универсальная
...9 донной части кассеты 3. После установки обоймы 1 и винта 4 в направляющую кассету 3 последняя устанавливается в окно станины 15 так, чтобы боковые выступы 7 вошли в соответствующие пазы 16 стоек 14 станины клети, а шпильки 13 прошли через овальные отверстия 12 фланца 8 направляющей рамы, После этого на шпильки 13 наворачиваются гайки 18, а в резьбовые отверстия 10 вводятся винты 12, затем производится настройка четырехвалковго калибра.В клети обеспечивается независимая регулировка зазора между горизонтальными валками 17, так как подушки 19 не соприкасаются с кассетой 3, а такж 5 10 15 20 25 30 35 40 45 50 55 производится независимая плавная регулировка каждого вертикального веялка 2 е горизонтальной и вертикальной плоскостях, не...
Непрерывный трубопрокатный стан

Номер патента: 1675000
Опубликовано: 07.09.1991
Авторы: Блинов, Дервоед, Жуков, Зайцев, Клочко, Марченко, Хайдуков, Южаков
МПК: B21B 17/14
Метки: непрерывный, стан, трубопрокатный
...этом происходит механическое истирание брикета, и твердая смазка наносится на поверхность ручья рабочего валка,Слой твердой смазки, попадая в очаг деформации, разделяет контактные поверхности рабочих валков и металла трубы, что повышает стойкость рабочих валков и улучшает качество труб. По мере истирания брикетов твердой смазки пневмоцилиндр 9 перемещает толкатель 10 в крайнее переднее положение по направлению к валкам 3 5 10 и упором 12 замыкает контакты переднего конечного выключателя 13, который подает электрический сигнал управления для отвода толкателя в крайнее заднее по направ 15 лению к рабочим валам положение, После отвода талкателя в крайнее заднее положение брикеты 7 твердой смазки, находящиеся в полости магазина 15, под...
Способ производства холоднодеформированных труб

Номер патента: 1675001
Опубликовано: 07.09.1991
Авторы: Гул, Кириченко, Лещенко, Фейглин
МПК: B21B 21/00, C21D 9/08
Метки: производства, труб, холоднодеформированных
...сжимающих напряжений создается пропорционально степени неоднородности остаточных напряжений, т. е, степени холодной деформации. Экспериментально установлено, что при суммарной степенй холодной деформации 30 снижение уровня пиковых остаточных напряжений до безопасного происходит при переохлаждении иэделия до -40 С. Если труба подвергается холодной деформации со степенью 40, ее трещиностойкость увеличивается при последующем переохлаждении до (-80) - (-90)С и т. д,; если степень холодной деформации составляет 60 ф(, переохлаждение следует производить до (-160) - (-190) С,Эффективные сжимающие напряжения в трубе создаются в том случае, если охлаждение производят от наружной к внутренней поверхности иэделия, для чего производится либо...
Привод возвратно-поступательного перемещения частей пилигримового стана

Номер патента: 1675002
Опубликовано: 07.09.1991
Авторы: Баранов, Зелова, Макаркин, Потапов, Стыркин
МПК: B21B 21/00
Метки: возвратно-поступательного, перемещения, пилигримового, привод, стана, частей
...19, На ривошипе 6 установлен палец 20, посредствомкоторого он взаимодействует с тягой 21 иползуном 22. Последний установлен в направляющих 3.Привод работает следующим образом.При вращении электродвигателя 14приводится во вращение приводной ротор2, Сателлит 4 откатывается по внутреннемузубчатому венцу неподвижного солнечногоколеса 5. Кривошипный вал 3 вращается,Палец 20 кривошипа, участвующий в планетарном движении механизма, совершает возвратно - поступательное движениепо прямолинейной траектории ААп, Прямолинейность траектории обеспечиваетсясоотношением радиусов основных окружностей сателлита, солнечного колеса идлиной кривошипа, Возвратнс поступательное движение пальца 20 передается тяге 21 и ползуну 22.Для изменения...
Подвижная опора винта подачи пилигримового стана

Номер патента: 1675003
Опубликовано: 07.09.1991
Авторы: Зелова, Макаркин, Потапов, Стыркин
МПК: B21B 21/06
Метки: винта, опора, пилигримового, подачи, подвижная, стана
...во взаимодействии с ним червячного колеса 7, Совместно с колесом 7 поворачивается установленный в подшипниках 9 вал 6 и насаженная на него шестерня 5. Шестерня 5, обкатываясь по неподвижной рейке 4, перемещает корпус 1 в направляю;цих 2 станины 3. Винт 8 опирается на корпус 1 через втулки 10.Параметры зубчатых передач винт 8 - червячное колесо 7 и шестерня 5 - рейка 4) определяются количеством подвижных опор, устанавливаемых по длине винта 8. Так, например, при установке в линии стана одной опоры последняя должна пройти путь в два раза меньший, чем перемещение винта 8, Тогда при полном выдвижении винта 8 опора будет находиться на его середине. т. е. в месте наибольшего прогиба винта 8. Такое условие выполняется при равенстве диаметров...
Оправка для винтовой прокатки

Номер патента: 1675004
Опубликовано: 07.09.1991
Авторы: Алькема, Кореняко, Навныко, Олейник, Рехтер, Съемщиков
МПК: B21B 25/00
Метки: винтовой, оправка, прокатки
...поверхности - 1,4 мм (диаметр тела оправки в этом сечении 70 мм), Для 2 - го варианта оправок в начале конусной рабочей поверхности радиус полукруга (выступа и углубления ребер) равен 1,0 мм (диаметр тела оправки 35 мм), а в конце конусной рабочей поверхности - 2,1 мм (диаметр тела оправки 70 мм). Для 3 - го варианта оправок в начале конусной рабочеи поверхности радиус полукруга (выступа и углубления ребер) равен 2,1 мм (диаметр тела оправки 35 мм), а в конце конусной рабочей поверхности - 4,2 мм (диаметр тела оправки 70 мм), Для 4 - го варианта оправок в начале конусной рабочей поверхности радиус рабочей поверхности радиус полукруга (выступа и углубления ребер) равен 3,2 мм (диаметр тела оправки 35 мм). а в конце конусной рабочей...
Устройство для поступательного и вращательного перемещения длинномерного проката

Номер патента: 1675005
Опубликовано: 07.09.1991
Авторы: Анацкий, Добротин, Островский
МПК: B21B 39/00
Метки: вращательного, длинномерного, перемещения, поступательного, проката
...с конической шестерней 4, жестко закрепленной на одной оси с цилиндрической шестерней 5, которая приводит во вращение цилиндрическую шестерню 6, закрепленную на одной оси с приводным роликом 7, Направляющие ролики 8 выполнены подпружиненными в опоре 9, Ось передаточных шестерен 4 и 5 перпендикулярна оси вращения проката и закреплена в подшипнике 10, установленном в проеме приводного колеса.Устройство работает следующим образом.При вращении корпуса 1 коническая шестерня 4, входящая в зацепление с параэитной конической шестерней 3, начинает вращаться вместе со своей осью, перпендикулярной оси вращения проката. При этом получает вращение цилиндрическая шестерня 5, жестко закрепленная на этой же оси, и соответственно шестерня 6,...
Устройство для торможения проката на рольганге

Номер патента: 1675006
Опубликовано: 07.09.1991
Авторы: Брыков, Волковой, Дружинская, Копылов, Костицын, Мамаев
МПК: B21B 39/14
Метки: проката, рольганге, торможения
...18. На раме устоойства расположена упорная плита 19 упора.Устройство работает следующим обраПо роликампрофиль 20 содвижения захороликов 1 и 2, пвращении нижнгрузы 13 эа счесил Р 1 расходятягивая пружинповог ачизаясьгглече о рычагаво (фиг, 1), Прьсвободно передействуег с раэркет в диаметрВ зтс же время рольганга перемещается скоростью Ч и в проце се дит в калибр между нарой риводя их в движение. При его ролика 2 центробежные т действия центробежных тся в разные стороны, расы 14. Дву эечий рычаг 10, на оси 11, плечом 15 дв 10 перемещ-;ет т16 вле этом клиновая вту ка 8, мещаясь на оси 4, взаиможимной втул"ой 7 и расшив Оо бандаж 6 усилием Р; другой пнец тяги 16 пере 1675006мещает муфту 17, соединяя ее с нагружающим механизмом 18....
Способ охлаждения и нагрева слябов

Номер патента: 1675007
Опубликовано: 07.09.1991
Авторы: Гончаров, Зайцев, Каракин, Каретный, Коновалов, Нагорнюк, Оробцев, Остапенко, Перельман, Пономарев
МПК: B21B 45/02
Метки: нагрева, охлаждения, слябов
...700 - 900 С) уменьшается в 1,6-1,85 раза, а слябов с меньшей начальной температурой (300 - 500" С) - в 1,3- 1,65 раза.В вариантах 1 и 2 охлаждают и нагревают слябы, когда горячие слябы поступают, например, непосредственно после МНЛЗ, В варианте 3 горячие слябы охлаждают по1675007 значение при нагреве слябов с ограниченной скоростью подъема температуры.Предварительный подогрев слябов на 100 С обеспечивает снижение удельного расхода топлива на 3 - 4 кг у.т/т. При подогрева слябов до 500 С и объемв их использования 500 тыс. т в год экономия топлива составляет 7500 т условного топлива. Кроме того, предлагаемый способ охлаждения предполагает существенное уменьшение складских площадей и сокращение времени подготовки слябов для дальнейшей...
Волочильный стан

Номер патента: 1675008
Опубликовано: 07.09.1991
Авторы: Клековкина, Кузнецов, Харлов
МПК: B21C 1/00
Метки: волочильный, стан
...валу 19 с помощью цанги 20, Ротор оснащен направляющими втулками 21 и установлен на подшипниках в стойке 22.На валу ротора закреплена шестерня 22, находящаяся в зацеплении с ведущей шестерней 24, связанной с электродвигателем переменного тока (не показан), Намоточное устройство выполнено в виде ротора 25, установленного на подшипниках в стойке 26, внутри ротора на стойке 27 размещен вал 28 с гильзой 29, имеющей возможность возвратно - поступательного движения на валу и оснащенной притормаживающим ее устройством (не показано) и цангой 30 с закрепленной на ней переменной шпулей 31; на свободном конце вала, на шлицах, установлен втяжной шкив 32,Рабочая поверхность деформирующего инструмента может быть выполнена по цилиндрической...
Способ волочения труб

Номер патента: 1675009
Опубликовано: 07.09.1991
Авторы: Вайс, Дмитриев, Исаенко, Толстиков, Яковлев
МПК: B21C 1/00
...воэможность налипания металла на инструмент при последующем волочении. зонах критической деформации (г, е в поверхностных слоях) идет интенсивный рост зерна, После охлаждения на воздухе на поверхность трубы наносят смазку и осуществляют волочение на короткой неподвижной оправке. Крупнозернистая структура поверхностного слоя играет роль подсмазочного слоя и исключает налипание металла на инструмент, улучшая тем самым качество труб и повышая производительность процесса.Экспериментально установлено, что диаметр трубы О после ссаживания беэоправочным волочением связан с величиной критической деформации внутреннего поверхностного слоя ( к = 0,5 - 0,1), толщиной стенки заготовкии ее диаметром 00 эави. симостьюО - (1 - с) (С)0 . 1,75) +...
Устройство для волочения в режиме гидродинамического трения

Номер патента: 1675010
Опубликовано: 07.09.1991
Автор: Шевляков
МПК: B21C 3/14
Метки: волочения, гидродинамического, режиме, трения
...проволокой, после чего осуществляют волочение проволоки с помощью устройства. При волочении смазка под давлением, создаваемым напорным элементом 5, подается в очаг деформации рабочей волоки 2, далее в смазочную камеру между волоками 2 и 3, в полость высокого давления, образованную в радиальном зазоре между расточкой корпуса и волоками, и в очаг деформации рабочей волоки 3, разделяя при этом трущиеся поверхности протягиваемой заготовки и рабочих волок и создавая наружный подпор рабочих волок. Высокое гидростатическое давление в смазочной камере и полости высокого давления сохраняется в течение всего процесса производства проволоки (как при волочении, так и во время оста н ов ки вол оч ил ь н о го обо рудо вани я), обеспечивая тем самым...
Устройство для формирования головки на стержне

Номер патента: 1675011
Опубликовано: 07.09.1991
Автор: Кирьянов
МПК: B21F 1/00
Метки: головки, стержне, формирования
...врадиальном направлении колец 10 и 11смонтированы на последних посредствомкареток 14. Подпружиненные во втулках29 кареток 14 колец 10 и 11 заготовительные 12 и отделочные 13 пуансоны установлены в количестве и с шагом, равнымколичеству и шагу матриц 8 кольцевогороторного инструмента 9. Втулка 29 закреплена в зксцентриковой втулке 30, располагающейся свободно в отверстииразрезной эксцентриковой втулки 31, размещенной в радиальном отверстии каретки14 и поджимаемой в последней с помощьювинта.Плоскости вращения колец 10 и 11 расположены под углом к плоскости вращениякольцевого роторного инструмента 9 и равны установленному углу у кареток 14 колец10 и 11 в секторах 32 и 33 технологическойобработки кольцевого роторного инструмента 9,...
Устройство для отмера длинномерных заготовок в правильно отрезных автоматах

Номер патента: 1675012
Опубликовано: 07.09.1991
Авторы: Лейдерман, Махтюк, Рыбак, Салабай
МПК: B21F 11/00
Метки: автоматах, длинномерных, заготовок, отмера, отрезных, правильно
...1 на величину рабочего хода. Рабочий ход полэушки ограничивает резьбовая втулка 15, установленная в державке 2 и позволяющая производить регулировку максимального рабочего хода, С помощью ползунов с флажками б в продольных пазах планок 5 производится регулировка времени подачи планок на отключение механизма подачи заготовки и включения механизма отрезки,Местонахождения ползунов с флажками определяются при настройке и наладке автомата на определенную длину прутка в зависимости от скорости подачи. При движении ползушки по направляющим флажки поочередно входят в паз бесконтактных конечных выключателей 11, в результате чегопоступают электрические сигналы - команды в цепи управления электромагнитноймуфты механизма подачи и электромагнитной...
Устройство для резки монтажного провода на мерные заготовки

Номер патента: 1675013
Опубликовано: 07.09.1991
Авторы: Карпов, Пересторонин
МПК: B21F 11/00
Метки: заготовки, мерные, монтажного, провода, резки
...на определеннуювеличину в гнездо кассеты, установленнойна штырях 29,Далее установленный на оси 14 рычаг15 при подъеме по профилю кулачка 5 ролика 16, установленного на конце рычага, поворачивается вокруг своей оси, при этомпротивоположный конец рычага, связанныйс осью 17, перемещается вниз, увлекая засобой через ось нож 18, и производит отрезку провода. Одновременно движение передается коромыслу 19, установленному наоси 20, и тяге 21.Противоположный конец тяги, связанный с вилкой анкера 51, поворачивает анкерпротив часовой стрелки, сухарь 39 расцепляется со штырем неподвижной рейки 30,закрепленной на рамке 28, Рамка 28 с установленной на ней кассетой перемещается вниз под действием собственного веса,не препятствуя процессу резки...
Устройство для подачи проволоки

Номер патента: 1675014
Опубликовано: 07.09.1991
Автор: Асыченко
МПК: B21F 23/00
...Валы связаны один с другим, например, с помощью зубчатых колес 13, приводимых от вала 14 привода и взаимодействующих при работе устройства с круглым или лентообраэным электродным материалом 15, транспортируемым через направляющие втулки 16 и 17.Устройство работает следующим образом.При работе устройства вращение от вала 14 через зубчатые колеса 13 передается приводным валам 7 и 8, вращающимся в опорах корпуса и крышки беэ их осевого перемещения. Винтовые резьбы обоих валов перемещают при этом конические ролики один навстречу другому в осевом направлении до сжатия их коническими поверхностями электродного материала 15, например проволоки. После этого между роликами и электродным материалом создается толкающее усилие и ролики, не...
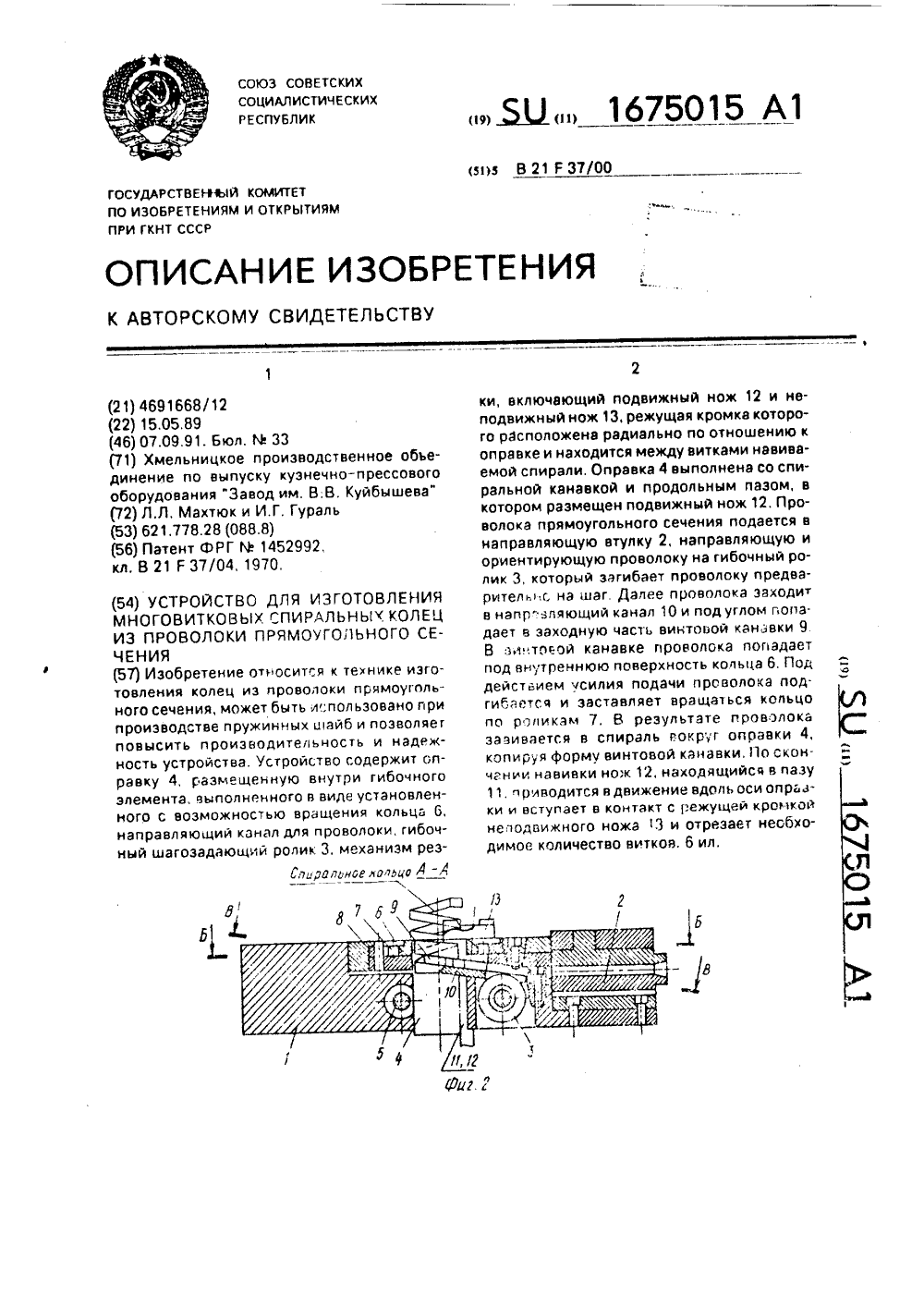
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения
Номер патента: 1675015
Опубликовано: 07.09.1991
МПК: B21F 37/00
Метки: колец, многовитковых, проволоки, прямоугольного, сечения, спиральных
...от выпадания круглой пластиной В, Оправка имеет винтовую канавку 9 с заходной частью, совпадающей с направляющим каналом 10, и продольный паз 11, в котором расположен подвижный нож 12. Имеется неподвижный нож 13, режущая кромка которого расположена радиально по отношению к оправке и находится между витками навиваемой спирали,Устройство работает следующим образом.Проволока прямоугольного сечения подается в направляющую втулку 2, направляющую и ориентирующую проволоку на гибочный ролик 3, который загибает проволоку предьгрлтельно на шаг. Далее проволока захо- направляющий канал 10 и под углом пяадает в заходную часть винтовой кянавк. 3 3 винтовой канавке проволока попадачт под внутреннюю поверхность кольца 6. Псд действием усилия...
Способ изготовления заготовок биметаллического инструмента

Номер патента: 1675016
Опубликовано: 07.09.1991
Авторы: Брехов, Кантин, Степаненко
МПК: B21K 5/04
Метки: биметаллического, заготовок, инструмента
...е р, Изготавливают заготс-.,;у ме.чика М 16 с шагом резьбы 3 = 2 мм и длиои раэочеи час " = 32 мм. Для:с, с гор,чей игзмпое:ой готовят ча ти исход нги заготовки см. фиг. 3), Их сопрлган.т пс вогнутои со стороны быстосрежущей стали и выпуклой со сгороны конструкционной стали пар болэидной поверх .:.;ти о сгзри 1675016вают трением при следующих режимах: давление нмрева Рн = 80 МПа, время нагрева т,= 4 с, давление проковки Рлр = 160 МПа, время проковки тпрр = 1 с,Величинуопределяют с учетом длины 5 рабочей части метчика 1 = 2 (1 - ++ 3 = 32 (1 - ) + 3 = 13 мм. Заго 32-18322 10 товку выдавливают со степенью дефор - 32 - 18"мации е =:= -- 0,71 приО 321000 - 1100 С и отжигают по общепринятым режимам для быстрорежущей стали,Для сравнительных...
Смесь для изготовления литейных форм и стержней

Номер патента: 1675017
Опубликовано: 07.09.1991
Метки: литейных, смесь, стержней, форм
...м /г в сочетании2с поверхностно-активным веществом позволяет создэвать на поверхности раздела твердой и жидкой фаз "барьеры", которые препятствуют спеканию смеси, что улучшает ее выбиваемость. стве последней используют технический углерод с удельной поверхностью 30-100 м (г.2Технический углерод представляет собой продукт термического или термоокислительного разложения углеводородов в газовой фазе с дальностью не более 0,45 . Он инертен к ингредиентам смеси (щелочам, силикату натрия, кремнезему) и образует "барьеры". препятствующие жидко- и твердофазному спеканию компонентов смеси, что улучшает ее выбиваемость.Приготовление смеси осуществляют путем перемешивания в смешивающем оборудовании кварцевого песка с предварительно...
Состав для получения покрытия на металлических литейных формах

Номер патента: 1675018
Опубликовано: 07.09.1991
Авторы: Зябкин, Колодий, Савельева
МПК: B22C 3/00
Метки: литейных, металлических, покрытия, состав, формах
...связи покрытия с формой, а высокая термостойкость АБФК позволяет увеличить срок службы металлической формы. 2 табл,150-180 С металлические формы состава, приготовленного следующим образом,Пирофиллит и тальк затворяют 1/4 ч, воды от потребного ее содержания в составе, а затем в полученную пастообразную смесь вносят алюмоборфосфатный концентрат и остальную воду.Составы для получения покрытия на металлических формах представлены в табл. 1, а свойства состава, свойства получаемого иэ него покрытия, а также стойкость окрашенных форм - в табл. 2.1675018 Трудоемкость удаления отработанного покрытия определяется по времени, в течение которого отработанное покрытие отделяется с 1 дм формы. Таблица 2 Показатели я состава Свойства состава...
Композиция для изготовления выплавляемых моделей

Номер патента: 1675019
Опубликовано: 07.09.1991
Автор: Пастуханов
МПК: B22C 7/02
Метки: выплавляемых, композиция, моделей
...повышения жидкотекучести композиции и снижения ее линейной усадки, В композицию, содержащую парафин, шеллач:, й воск, сополимер этилена с винилац, а 1 см с содер,аханием последнего в соплимер не менее 24) дополнительно вводят ниэкомолекулярный полиэтилен с молекулярнои массол 1500-3000 и сте. пенале кристалличности,Ов количестве 7-1 мас. (. 2 абл, еллэчныи воск 1 8,6 Сополимер этилена с винил.ацетатом с содержаниемвичилацетата в сополимере не менее 24 12,7 ",4.0 Нлзкомолекулярный полиэтилен с мол, м, 1500 - 3000и степенью кристалличность 30 - 65 3) 7-15Парафин ОстальноеНлзкомолекуляр) ый полиэтилен - отходы произ одства полиэтилена высокого давления - представляет собой воск мягкой консистенции с емп .ра-урой плавления 55 - . РО С л...
Магнитная разъемная форма и транспортное средство для магнитной разъемной формы

Номер патента: 1675020
Опубликовано: 07.09.1991
МПК: B22C 9/00
Метки: магнитная, магнитной, разъемная, разъемной, средство, транспортное, форма, формы
...контакта между токосъемником 16 и подпружиненным троллеем (не показан). После отсоединения токосъемника 16 от троллея электрический ток проходит от источника электроэнергии по следующей цепи: гибкий кабель 31 - токо- проводящий элемент 30 - токопроводящий элемент 20 - вводящий провод 8 - катушка 7 - выводящий провод 9 - стенка корпуса- рычаг 25 - траверса 24 - петля подвески - крюк подъемного устройства, который соединен с заземленным устройством и имеет отрицательный потенциал. После перемещения полуформы 1 ее устанавливают так, чтобы ее токосъемники вошли в контакт с троллеями, закрепленными на корпусе рольганга.Захват полуформы 1 с раздвиганием одного или двух рычагов 25 осуществляется следующим образом, Подвеска размещается над...
Оснастка для изготовления, транспортирования и сборки магнитных форм

Номер патента: 1675021
Опубликовано: 07.09.1991
Автор: Левшин
МПК: B22C 9/00
Метки: магнитных, оснастка, сборки, транспортирования, форм
...полуформу и производят заливку собранной формы,Если в сердечнике 2 отсутствуют отверстия (фиг.1 - 3), то в зазор между катушкой 1 и контрладом полуформы вводится заливочный желоб 17. По этому желобу расплав от заливочного ковша подается к литниковой воронке. В этом случае необходим повышенный зазор между катушкой 1 и полуформой, В результате увеличивается путь магнитного потока и возрастает расход электроэнергии. Кроме того, затруднен контроль окончания заливки и возможен разлив расплава по контрладу полуформы.Если в сердечнике 2 имеются технологические отверстия б и в них помещены воронки 7, то заливка осуществляется непосредственно из заливочного ковша без применения заливочного желоба, При этом зазор между катушкой 1 и полуформой...
Этажная литниковая система

Номер патента: 1675022
Опубликовано: 07.09.1991
Авторы: Киселев, Середенко, Скаженник, Туревский
МПК: B22C 9/08
Метки: литниковая, этажная
...форма с местным вертикальным разрезом.Литейная форма собрана из полуформ 1 в вертикальную стопку. Литниковая система состоит из надставной заливочной чаши 2, установленной над стояком 3, включающим местные расширения 4, ограниченные наклонными верхней 5 и нижней 6 поверхностями, имеющими уклон вниз в сторону оси стояка, Расширения 4 связаны питателями 7 с рабочими полостями 8 формы, Причем нижние поверхности 6 расширений стояка 3 расположены выше рабочих полостей формы нижележащих этажей, а верхние поверхности 5 расширений стояка 3 - непосредственно у горизонтальных питателей соответствующих этажей.Литниковая система работает следующим образом,Расплав из чаши 2 поступает в стояк 3 и через питатели 7 нижнего этажа формы проходит в...
Литниковая система для мелких отливок

Номер патента: 1675023
Опубликовано: 07.09.1991
Авторы: Иванов, Киреев, Мозолевская, Семов
МПК: B22C 9/08, B22D 31/00
Метки: литниковая, мелких, отливок
...выступов (вырывов металла из литника).Проведенные эксперименты позволяютустановить оптимальные значения угла а, атакже величину Ьу в зависимости от высотытреугольного горизонтального сечения углубления. Эксперименты проводили при 10 15 20 25 30 35 40 45 50 55 изготовлении цилиндрических литых заготовок постоянных магнитов диаметром 14 мм и высотой 7-15 мм иэ магнитного сплава ЮНДК в сухих песчаных формах. Поперечное сечение питающего коллектора имеет форму трапеции высотой 10-12 мм и с нижним основанием, равным 9,6-12 мм. Профиль краевой питающей щели имеет форму сегмента с 1 - 2 клиновидными выступами в виде равносторонних треугольников на основании хорды. Высота сегмента составляет 1,2 - 1.6 мм, высота равностороннего треугольника...