B23Q 41/02 — особенности, относящиеся к транспортировке обрабатываемых изделий между станками
Автоматическая сборочная линия спутникового типа

Номер патента: 1346384
Опубликовано: 23.10.1987
Авторы: Иванов, Каспин, Контобойцев, Морозов, Назаров, Пейков
МПК: B23P 21/00, B23Q 41/02
Метки: автоматическая, линия, сборочная, спутникового, типа
...., На кронштейнах 36 установлены с возможностью поворота на неподвижных осях 37 подпружиненные рычаги 38, шарнирно закрепленные осями 32 с рычагами 33, взаимодействующими с осями 27 двух передних колес спутника 14, неподвижные упоры 34, взаимодействующие с рычагами 33, и датчики 35, эле. ктрически связанные с. технологическими головками, Рычаги 33 механизма 30 останова спутников имеют, как и рычаги 33 механизма 20 останова, две рабочие поверхности, одна из которых Б выполнена наклонно относительно направления перемещения спутника, а другая перпендикулярно ему. Кронштейны 36 имеют. упорную поверхность Ж, взаимодействующую с.рычагами 33. Толкатели 39 установлены с возможностью перемещения внаправляющих 40 корпуса, закрепленного на...
Способ разделения деталей от заготовок в автоматической линии

Номер патента: 1348143
Опубликовано: 30.10.1987
МПК: B23Q 41/02
Метки: автоматической, заготовок, линии, разделения
...заготовоки датчики 15, определяющие наличиестола-спутника 10 на позиции загрузкистанка.Автоматическая линия работает следующим образом, 40Заготовка 12 на столе-спутнике 10подается по транспортеру 9 на отсекатель 11 первого станка, на котором в это время производится обработка другой заготовки. После окончанияобработки первая рука захвата 6портального автооператора снимает состанка 1 обработанную деталь 13,а вторая рука устанавливает новуюзаготовку50Каретка 5 перемещается до срабатывания датчика 7, После остановкикаретки 5 вторая рука захвата 6 забирает заготовку 12 со стола-спутника 10, затем каретка 5 перемещаетсявправо до срабатывания датчика 8 ипервая рука захвата 6 укладываетобработанную деталь 13 на стол-спутник 10В результате...
Автоматическая линия

Номер патента: 1348144
Опубликовано: 30.10.1987
Автор: Лысенко
МПК: B23Q 41/02
Метки: автоматическая, линия
...Рычаг 13 закрывается и каретка 39 со спутником 7 и деталью 8 начинает двигаться вниз, Деталь 8 своим фланцем 4 16 устанавливается на верхнюю опорную поверхность рычагов 12 и 13 и, таким образом, отсекается механизмом 11 переустановки, а каретка 39 с пустым спутником 7 продолжает движение до совпадения с нижним ярусом транспортера 6. В нижнем крайнем положении происходит сцепление зубчатой передачи привода роликов 40 стола с ведущим колесом приводного вала 53 транспортера 6, при этом направление вращения роликов 40 стола 10 и транспортера 6 совпадают и спутник 7 автоматически перемещается приводными роликами 47 по нижнему ярусу до упора 55 отсекателя 9 нижнего ярус.На участках 2 и 4, прц загрузке,в то время как спутник 7 с деталью8...
Поточная линия для изготовления деталей, например отвалов плугов

Номер патента: 1349868
Опубликовано: 07.11.1987
Авторы: Ботов, Дусенок, Новикова, Редекоп
МПК: B21K 19/00, B23Q 41/02
Метки: линия, например, отвалов, плугов, поточная
...деталей из кассет 13 установлены роль- ганг 27 и тара 28. Поточная линия работает следук)щим образом.Заготовки деталей 29 стопкой устанавливаются на транспортер-накопитель 8 и подаются на позицию загрузки, где магнитными захватами (не показаны) заготовки захватываются по одной и подаются в индукционный нагреватель 1. Затем нагретая заготовка переносится в пресс 2, где производится формирование детали, после чего она устройством 23 выгружается на стол 24. Механизмом 26 деталь загружается в кассету 13, расположенную на столе 24 горизонтально и соединенную со штоком цилиндра 22. Далее цилиндр 25 поворачивает стол 24 и кассета 13 под действием силы веса принимает вертикальное положение. Цилиндром 14 переноса кассета 13 по штанге 9...
Гибкий производственный комплекс

Номер патента: 1349970
Опубликовано: 07.11.1987
Автор: Журба
МПК: B23Q 41/02
Метки: гибкий, комплекс, производственный
...29. Одновременно включается привод перемещения тележки 16 и тележка перемещается по несущим балкам 14, при этом каретка 19 находится в положении, при котором захват 24 может свободно опускаться вниз (правое положение). Над крайней позицией оперативного накопителя 29 происходит плавная остановка крана-манипулятора 6 и тележки 16 с необходимой точностью, Затем включается привод груэоподъемного механизма 21, захват 24 опускается вниз и захватывает спутник 4 с дета 13499злью 5 на первой позиции оперативного накопителя 29, Снова включается привод грузоподъемного механизма 21 и захват 24 со спутником 4 поднимаются в крайнее верхнее положение. Далее включается привод 26 поперечного перемещения каретки 19, который через гайку 27 и винт 28...
Автоматическая линия для изготовления войлочных кругов

Номер патента: 1349971
Опубликовано: 07.11.1987
Авторы: Евдокимов, Жирнов, Иванов
МПК: B23Q 41/02
Метки: автоматическая, войлочных, кругов, линия
...изделий, связанные с приводом 40 вращения.Передаточный механизм 6, осуществляющий технологическую связь между устройствами 3 и 4, выполнен в виде элеватора с отводящим лотком 41. Полки 42 элеватора так же, как и лоток 32 имеют сквозные прорези для прохождения сквозь лоток 32. При этом лоток 41 имеет также сквозные прорези для прохождения полок 42,Линия работает следующим образом. Предварительно перед началом работы для прогрева роликов 10 устройства 2 и роликов 33 устройства 4 подается по трубопроводу 13 теплоноситель. Одновременно включают приводы 12 и 34 вращения роликов этих устройств.Изделия 43 подают на транспортер 7 питателя 1, который перемещает их и подает их по одной на вход устройства 2, так как при прохождении изделия 43...
Робототехнический комплекс

Номер патента: 1349972
Опубликовано: 07.11.1987
Авторы: Марченко, Новак, Попов, Романов
МПК: B23Q 41/02
Метки: комплекс, робототехнический
...8 магазином 11 с кассетами заготовок кран-штабелер покидает позицию загрузки диска 8 для взятия другого магазина с кассетами заготовок. Приводной стол осуществляет поворот платформы 7 вокруг своей оси на 180 , где и устанавливается магазин с кассетами заготовок на позицию 11 поштучной перегрузки, причем пустая кассета 13 под стопу заготовок занимает позицию 11 Ь поштучного приема готовых иэделий, а позиция 11 а поштучной выдачи изделий готова к поштучной выдаче заготовок из кассеты (фиг. 2). При этом штоки механизмов поштучного приема готовых изделий и выдачи заготовок располагаются согласно Фиг. 3.Механизм 9 выдачи осуществляет подъем штока на величину толщины заготовки, шток механизма 10 приема изделий опускается на величину, равную...
Межоперационная транспортная система автоматической линии

Номер патента: 1351746
Опубликовано: 15.11.1987
Авторы: Бараб-Тарле, Беркович, Остреров, Ройт, Ройтман, Сойфер, Фавелюкис, Хейфец, Черевков
МПК: B23Q 41/02
Метки: автоматической, линии, межоперационная, транспортная
...объединяя передачами19 определенное число валов можно регулировать нагрузку на один привод. 46 2Для равномерной загрузки приводов 10- 12 каждый из них обеспечивает вращение части валов 18 транспортирующих роликов 20 верхнего и нижнего ярусов. Вращение валов 18 второй секции верхнего яруса транспортера-накопителя 1 осуществляется от приводов 10 и 12, эти же приводы используются для вращения валов части других секций. В связи с тем, что направление перемещения спутников во второй (средней) секции верхнего яруса транспортера-накопителя 1 противоположно направлению перемещения спутников по первым и третьим секциям, передача вращения валам средней секции осуществляется с помощью зубчатых колес 21,22. Зубчатые колеса 21 находятся на...
Гибкое автоматизированное производство

Номер патента: 1351747
Опубликовано: 15.11.1987
Авторы: Воронин, Мирошникова, Наянзин
МПК: B23Q 41/02
Метки: автоматизированное, гибкое, производство
...как дляпервого, так и для второго вариантаорганизации обслуживания секций 4манипулятором 10 может быть фиксирована (расположена в одном определенном месте) и не фиксирована. Если зона загрузки - разгрузки не фиксирована, то обмен объектами производствас секциями 4 ТНС 2 выполняется одновременно любыми секциями 4. В функции 5манипулятора 10, кроме выдачи изделиййз ячеек 6 секции 4 на станок 1 иукладки их в секцию 4, входит загрузка и разгрузка секций 4. При фиксиро 474ванной зоне загрузки-разгрузки манипуляторы, установленные в этой зоне, обслуживают станок 1 и две стороны смежных секций 4 (фиг.1).Для обеспечения ускорения передачи ,лзделий из склада-накопителя 3 на станки 1 илн на разгрузочные позиции секции 4 могут иметь...
Поточно-механизированная сборочная линия

Номер патента: 1351748
Опубликовано: 15.11.1987
Авторы: Кивенсон, Скляр, Толстяк
МПК: B23Q 41/02
Метки: линия, поточно-механизированная, сборочная
...а также с возможностью перемешения относительно направляющих 9, жестко закрепленных на валу 10 привода 8 поворота, при помогци привода 11 перемещения. Привод 11 перемещения выполнен в виде гидравлического цилиндра 12, корпус 13 которого жестко связан с консольной площадкой 5. а шток 14 с поршнем 15 - с направляющими 9, причем обе полости а и б цилиндра 12 заполнены маслом и соединены между собой трубопроводом 16 с запорным вентилем 17. Для фиксации консольной площадки 5 в рабочем положении предусмотрен зажим 18.Линия работает следующим образом.На первом рабочем посту 7 на консольной площадке 5 крепят корпусную базовую деталь собираемого изделия 6. На последующих рабочих постах в заданной технологической последовательности производится...
Транспортное устройство автоматической линии

Номер патента: 1351749
Опубликовано: 15.11.1987
Автор: Свиноренко
МПК: B23Q 41/02
Метки: автоматической, линии, транспортное
...о подпружиненные упоры 24, 25 (фиг. 4), которые смягчают удар и создают импульс, обратный перемещению спутников, способствуя тем самым совмещению центров угловых выемок 20 и роликов 16.При обратном ходе толкателей 22, 23 спутники 21 под действием упругих сил пружин 18 и подпружиненных упоров 24, 25 устанавливактся точно на рабочих позициях обработки с зазорами между собой. После полного отхода тол кателей 22, 23 производится обработка изделий. В таком положении в момент обработки спутники 21 под действием исполнительных механизмов могут перемещаться на некоторую величину по вертикали и в горизонтальной плоскости в пределах зазора.В то же время начинают двигаться каретки 31, 32 перегрузочных транспортеров 12, 13 для захвата очередного...
Автоматизированная транспортно-накопительная система

Номер патента: 1351750
Опубликовано: 15.11.1987
Авторы: Беляков, Максимов, Седельников, Соколянский, Шмырев
МПК: B23Q 41/02
Метки: автоматизированная, транспортно-накопительная
...1 - И 1, из которых 1 и Ч соответствуют исходным положениями захвата 15, а 11, 1, Ч и 711 - заходу захвата в приемовыдачные позиции 5. Положениям Ю изахвата 15 соответствуют положения ползунов 32 и зацепов 33 (фиг. 8). Конец захвата 15 имеет сложную ступенчатую форму с размерами ступеней Гь Г. Расстояние от конца ползуна 32, контактирующего с копирной планкой 26 или 27, до конца зацепа ЗЗ обозначено 1 з, а расстояние между профильными канавками 34 - аь При этихусловиях нормальной работе системы соответствуют следующие соотношения указанных выше геометрических размеров:Г) Г, (а- 2 Гз) ) Г, (а- 2 Гз) (1Положениям 111 и И захвата 15 соответствуют положения пслзунов 32 и зацепов 33, показанные на фиг. 9. Если расстояние между...
Транспорно-технологическая линия для изготовления сварных металлоконструкций в кондукторах

Номер патента: 1355418
Опубликовано: 30.11.1987
Авторы: Белоцерковский, Буренков, Закитный, Козлов, Коростелев, Пучков, Пушкарев, Селезнева, Чаркин, Шаблевский, Штыпуляк
МПК: B23K 37/04, B23Q 41/02
Метки: кондукторах, линия, металлоконструкций, сварных, транспорно-технологическая
...из постов); на фиг. 6 - вид Д на фиг. 5 (взаимодействие копирного ролика и ловителя); на фиг. 7 - узел 1 на фиг 4 (соединение подъемного механизма с схватом 25 кондукторов).Транспортно-технологическая линия содержит транспортныи путь 1, сварочные посты 2, автооператор 3 и транс- манипулятор 4, пост 5 загрузки и30 пост 6 выгрузки. Транспортный путь 1 проходит через все оборудование4 лини.1. Транспортно-технологическая линия для изготовления сварных металлоконструкций в кондукторах, содержа щая смонтированные по ходу технологического процесса вдоль транспортногопути комплектовочные столы, сварочные посты, посты загрузки и выгрузкикондукторов, смонтированный с возмож ностью перемещения по транспортномупути автооператор с подъемным...
Роботизированная линия горячей штамповки

Номер патента: 1355454
Опубликовано: 30.11.1987
Авторы: Абрамов, Игнатова, Рудецкий
МПК: B23Q 41/02
Метки: горячей, линия, роботизированная, штамповки
...флажка 41 связан с датчиком 43, установленным с помощью кронштейна 44 на стойке 15 (фиг. 4). Кроме того, линия включает также светоприемник 45 (фиг. 1), штамп 46, тару для брака 47, гравитационный лоток 48 и тару 49 лля готовой продукции.Линия работает следующим образом.В исходном положении толкатель 17 находится в крайнем нижнем положении (фиг. 3), рука промышленного робота 9 расположена над нагревателем 8 (фиг. 1), ползун горячештампоночного пресса 10 - в крайнем верхнем положении, штам п 46 раскрыт. Г 1 осле включения линии заготовки 14 из вибробункера 1 поступают по приемному лотку 3 (фиг. 2), в приемное гнездо 3 (фиг. 3) вертикального лотка 5. Если заготовка 14 заняла правильное положение (фиг. 3), т. с. она воздействует на щуп 39,...
Автоматическая линия

Номер патента: 1355455
Опубликовано: 30.11.1987
Авторы: Гурвич, Липник, Невлер
МПК: B23Q 41/02
Метки: автоматическая, линия
...собой жестко штангами 51, которые размещецы в роликовых опора; 52 и 53, ус Гановлсццы. на боковых понсрхностях корпусов 10 приспособлений. Рычажная система полъема и опускания захватов 43 транс портера (фцг. 4 и 6) состоит из тяг 50, прочсжутоцных Лит 48 и цацф 54 крайних лит 35, шарнирно связанных с рычагахи 36 осями 50, а мс)клу соб 011 стяжками 56 посрсдствоч винтов 57 и аек 58.Стяцкц 3 (риг.и 5) содержат основа. цне 59, сцловс)й стол 60 и пшинлельцый узел 61.Автоматическая линия работает следующим образом.После обработки силовые столы 60 со шцицлельнымц узламц 61 отводятся в исходцос Полокцце н От соответствуюцРх ОрГЯюв управления (це цоказаны) поступает команде ця цацало ссслу 0 него цикла.В цсхолюч цослжеци транспортер 5 с...
Конвейер автоматической линии

Номер патента: 1355456
Опубликовано: 30.11.1987
Автор: Февронин
МПК: B23Q 41/02, B65G 25/00
Метки: автоматической, конвейер, линии
...Перемсщение деталей на больший шаг Т, осуществляется двумя упорами 4, а на меньший шаг Т, упором 5 и храповой собачкой 6, установленными ца штанге 3 со смещением Т, = Т -- Т, . Последняя размещена на оси 7 в штанге 3 и связана с пружиной кручения 8 один конец которой закреплен в собачке 6, а другой в штанге 3. В рабочем положении поворот собачки 6 ограничивается упором 9. Штанги 3 конвейера размещены параллельно друг другу в опорах 10 и связаны с приводом продольного цеременцения (це показан), имеющего ход, равный величине оольшого шага Т.Устройство работает следующим образом.Г 1 ри повороте штанг 3 на деталь 1 упоры 4 охватывают деаль ца 1 позиции, храповая собачка 6 упирается поверхностью М в боковую поверхность детали на 11 позицию...
Гибкая производственная система

Номер патента: 1357193
Опубликовано: 07.12.1987
Авторы: Дороничев, Дорофеев, Дьяченко, Раниш, Сафонов
МПК: B23Q 41/02
Метки: гибкая, производственная
...стола 7 размещена с возможностью приема с нее устройством передачи на станок, выполненным в виде манипулятора 12, деталей из многоместной тары. Вдоль станков 1 проходит трасса 13 для тележ ки 14, кроме того, в зоне поворотных столов трасса проходит под валом 10 механизма 11 подъема и поворота стола 7, т, е. тележка 14 имеет возможность проходить под столом 7. Площадки 8 и 4 О 9 двухпозиционного поворотного и подъемного стола 7 выпонены в виде вилочных захватов. В системе имеется также участок комплектации 15.Гибкая производственная система работает следующим образом. 45Робот-штабелер 3 со стеллажей 2 вынимает тару 4 и перемещает ее к транспорт 932ному столу 5. После установки тары 4 на стол 5 последний транспортирует ее в сторону...
Автоматическая сборочная линия спутникового типа

Номер патента: 1359095
Опубликовано: 15.12.1987
Авторы: Горковенко, Онипченко
МПК: B23Q 41/02
Метки: автоматическая, линия, сборочная, спутникового, типа
...перемещения в вертикальной и горизонтальной плоскостях.В верхней части технологического15 блока 17 выполнено гнездо для базовой детали сборки, а в нижней частиустановлены фиксирующие пальцы 18(фиг.З, 4) с конической улавливающейповерхностью. В направляющих 1920 конвейера 2 в зоне рабочих позицийвыполнены окна для взаимодействияФиксирующего элемента 20 устройства7 для Фиксации спутника 8 с технологическим блоком 17,25 На Фиксирующем элементе 20 выполнены поверхности, взаимодействующиес Фиксирующими пальцами 18 технологического блока 17.Поверхности толкателя 21, взаимоЗО действующие с поверхностями корпусов16 спутников 8, выполнены как частьповерхностей направляющих 19, асам толкатель 21 перемещается впазах направляющих...
Устройство для транспортирования и перегрузки деталей из кассет

Номер патента: 1364443
Опубликовано: 07.01.1988
МПК: B23Q 41/02
Метки: кассет, перегрузки, транспортирования
...Промышленный робот 3 поворачивается, устанавливает стыковочное устройство 11 над исполнительным органом 8 н опускает его. Базовые пальцы 15 стыковочного устройства 11 входят в отверстия исполнительного органа 8 (фиг. 3). Фиксаторы 13, наезжая нижним скосом на штырь 18, расходятся в стороны, сжимая пружины 12 (пунктир на фиг.3), при этом ролики 14, воздействуя на собачки 23, поворачивают их, скручивая пружину 29 (фиг. 3 .и 5) . При дальнейшем движении вниз стыковочного устройства 11 Фиксаторы под действием пружин 12 входят верхним скосом в кольцевую канавку штыря 18, выбирая зазоры между стыковочным устройством 11 и исполнительным органом 8, сжимая уплотнение 16. Электрический разъем 17 соединяется с ответной частью в исполнительном...
Автоматическая линия для обработки цилиндрических деталей типа ниппелей

Номер патента: 1366362
Опубликовано: 15.01.1988
МПК: B23Q 41/02
Метки: автоматическая, линия, ниппелей, типа, цилиндрических
...27 установлен горизонтальный стержень 29, несущий на своих концах попарно установленные и противоположно направленные захваты 30, 31 и 32, 33. Поворот стержня 29 осуществляется от гидроцилиндра 34.Автоматическая линия работает следующим образом.Обработка деталей в двухшпиндельных фронтальных автоматах линии может происходить как параллельно (в обоих шпинделях совершаются одинаковые операции), так и последовательно (одна сторона детали обрабатывается в одном шпинделе, вторая в другом)Формула изобретения Автоматическая линия для обработки цилиндрических деталей типа ниппелей, содержащая установленные вдоль. транспортера по ходу технологического процесса двухшпиндельные станки- автоматы с устройствами. загрузки- разгрузки, каждое из...
Автоматизированный участок механической обработки корпусных деталей

Номер патента: 1368161
Опубликовано: 23.01.1988
Авторы: Ильин, Письменюк, Пшенцов
МПК: B23Q 41/02
Метки: автоматизированный, корпусных, механической, участок
...венцом и установленной в горизонтальном редукторе 22.На первой ступени редуктора 22 установлен электродвигатель 23, обеспечи-вающий вращение гайки 21.25 На раме 8 установлены конечныеконтактные микропереключатели 24 и25, ограничивающие ход ползуна 11,бесконтактный датчик 26, сигнализирующий о наличии стола-спутника 2 30 на устройстве 7 и инфракрасные датчики 27 и 28, контролирующие наличиегрузозахватного органа крана-штабелера 5 под днищем стола-спутника 2, атакже упоры 29.35Гибкая .производственная системаработает следующим образом.На участке снаряжения производится установка заготовок на столы-спут ники 2, Краном-штабелером 5, в зависимости от заданной ЭВМ программы, стол-спутник 2 доставляется либо в13681 стеллаж-накопитель 6,...
Передающее устройство поддонов
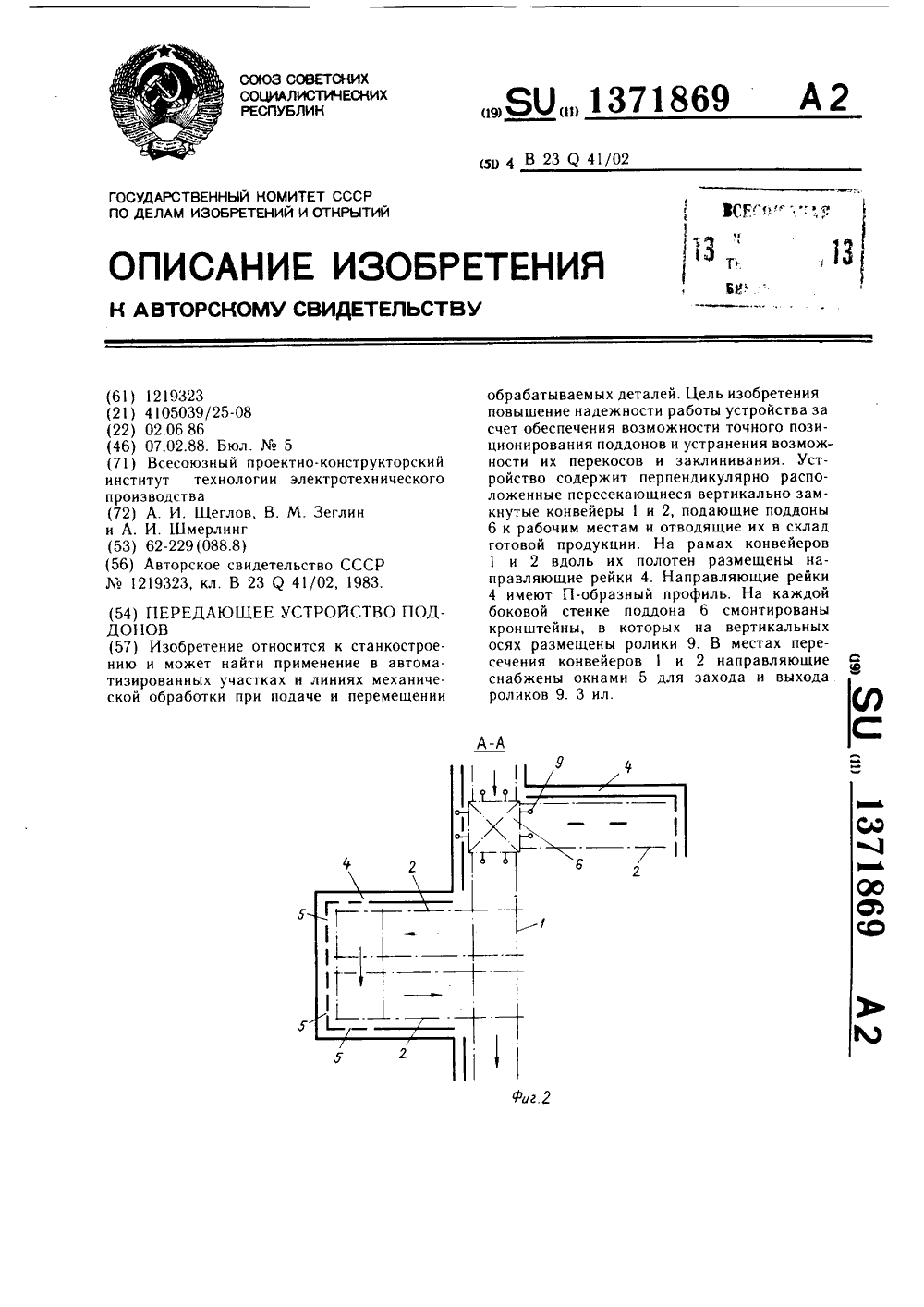
Номер патента: 1371869
Опубликовано: 07.02.1988
Авторы: Зеглин, Шмерлинг, Щеглов
МПК: B23Q 41/02
Метки: передающее, поддонов
...устройства по авт. св.1219323.Цель изобретения - повышение надежности работы устройства за счет обеспечения возможности точного позиционирования поддонов на передающем устройстве 1 О и устранения возможности перекосов и заклиниваний поддонов.На фиг. 1 изображено устройство, сечение в месте пересечения двух конвейеров; на фиг. 2 - сечение А - А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1, место соединения15 ролика с направляющей. Передающее устройство поддонов состоит из магистрального конвейера 1, расположенных к нему под прямым углом подающих конвейеров 2. Конвейеры 1 и 2 смонтированы на раме 3, на которой расположены направляющие рейки 4. Направляющие имеют П-образный профиль и конические окна 5, на каждой стенке поддона 6 расположены...
Автоматическая линия

Номер патента: 1371870
Опубликовано: 07.02.1988
Автор: Грудинкин
МПК: B23Q 41/02
Метки: автоматическая, линия
...из подвижной штанги 1, на которой установлены базовые элементы 2 для удержания обрабатываемой на автоматической линии детали 3 при ее транспортировании, Между базовыми элементами установлена пластина 4, плоскость 5 которой выполнена заподлицо с плоскостью 6 обрабатываемой детали. На неподвижном кронштейне 7 смонтирована подпружиненная пиноль 8, в которой установлен осевой режущий инструмент - цековка 9, одноплечий рычаг 10 и упортолкатель 11 с роликом. Для возможности поворота режущего инструмента пиноль установлена в шлицевой втулке 12 со спиральны ми шлицами.Автоматическая линия работает следующим образом.Штанга 1 транспортера-перекладчика работает по циклу: подъем вверх, перемещение вперед на шаг линии, опускание и возврат штанги в...
Автоматизированный участок механической обработки деталей

Номер патента: 1371871
Опубликовано: 07.02.1988
Авторы: Амонс, Гинзбург, Уралов, Шлафер
МПК: B23Q 41/02
Метки: автоматизированный, механической, участок
...7 продолжает перемещение, при этом шестерня 19, находящаяся в зацеплении с толка.телем 11 и штырем 13, опускает последний, и подвижная плита 9 расфиксируется.После этого грузоподъемник опускает приспособление-спутник 3 до взаимодействия с нижней шариковой опорой 20 двуплечего30 35 40 формула изобретения 45 50 55 5 1 О 15 20 25 рычага 17, поворачивая его вокруг оси. При этом верхние шариковые опоры 21 ры. чага 17 воздействуют на приспособление- спутник 3, и ролики 16 перемещаются в направляющих 14. Приспособление-спутник 3 ориентируется верхними шариковыми опорами 21 до установки его в позицию загрузки на транспортные ролики 22 и 23. Направляющие 14 подпружинены друг к другу пружинами 24.Ход плиты 9 ограничен упорами 25 и 26, Ролики 16...
Гибкая производственная система

Номер патента: 1373535
Опубликовано: 15.02.1988
МПК: B23Q 41/02
Метки: гибкая, производственная
...О дальнейшей работе ГПС оперативная информация в систему 10 поступает по кабелям 31.По заложенной программе системой 10 управления оптимизируются маршруты обработки различных по номенклатуре заготовок 35 с учетом получения высокой производительности ГПС максимального коэффициента загрузки оборудования (сведения к минимуму простоев станков 33 в ожилаццц поступления ца них очередной детали), оптимизируется интенсивность обьема инструментов 36 и оснастки 37 (т. е. их распределение во времени между станками) между складами-накопителями 1 и станками 33 и между самичи станками ЗЗ. Сигналы уц равленин усиливаются системой согласова ния и НО кабелям 31 поступают к индивидуальному приводу поворота 11 яруса 4 Привод 11 через базовые...
Транспортно-накопительный участок автоматической линии

Номер патента: 1380905
Опубликовано: 15.03.1988
Авторы: Гудзь, Зданевич, Пичугин, Таран, Шумаков
МПК: B23Q 41/02, B23Q 7/10
Метки: автоматической, линии, транспортно-накопительный, участок
...пружина 6 кручения, один конец которой закреплен на общей стенке 13, а другой - на одном из рычагов распределителя 4.Поверхность скольжения спирального лотка 6 подъема выполнена с уступа 5 10 15 20 25 30 35 40 45 50 55 ми 16, которые установлены под углом, не превышающим угол опрокидывания транспортируемой детали 17. Поверхности скольжения основного 3 и дополнительного 4 спиральных лотков накопителя выполнены в виде шариков 18, закрепленных на направляющих 19.Устройство работает следующим образом.Транспортно-накопительный участок является частью автоматической линии и устанавливается между отдельным, автономным технологическим оборудованием в последовательном технологическом процессе. В исходном положении рычаг распределителя...
Поточная линия для обработки деталей

Номер патента: 1386024
Опубликовано: 30.03.1988
Автор: Вальтер
МПК: B23Q 41/02
...Приводные ролики 40 черезпружину 41, усилие которой может регулироваться с помощью гайки 42, иплиту 43 прижимаются к фрикционноймуфте 38, причем с помощью гайки 42можно регулировать крутящий момент,передаваемый с приводных роликов 40на фрикционные ролики 28.Для каждого участка трассы транспортирования предусматривается свойпривод, от которого движение череззубчато-ременную передачу передаетсяна ролики 40.Валы 33 фрикционных роликов, расположенных по одну сторону от линиитранспортирования, соединены междусобой зубчато-ременной передачей.Если имеются две ветви транспортной трассы, то для каждой предусматривается свой привод.В зонах обработки имеется механизм останова спутника, выполненныйв виде пальцев 44. Для фиксированияспутника...
Устройство для раскладки стержневых заготовок

Номер патента: 1386410
Опубликовано: 07.04.1988
Авторы: Вдовин, Минкин, Овчинников
МПК: B23K 11/10, B23K 37/04, B23Q 41/02 ...
Метки: заготовок, раскладки, стержневых
...планки 4 для размещения раскладываемых заготовок 3 ипрчвод 5 шагового перемещения. На неподвмных пилообразных планках 4 вгоризонтальнь х пазах 6 установлены 40опорные элементы . На опорных элементахзакреплены подвижные рейки8. На неподвижных пилообразных планках 4 закреплены регулируемые упоры9 для ограничения перемещения подвжкных реек 8, На станине 1 с противопо"ложной стороны от упоров 9 закреплены демпферы 10, связанные с подвижными рейками 8, На подвижных рейках8 установлены оси 11, на которыхсмонтированы захваты 12. Шаг размещения осей 11 на подвижных рейках 8равен шагу зубьев пилообразной планки 4. На подвижных рейках 8 имеетсярегулируеььй упор 13. Захваты 12 сво 55бодными концами шарнирно установленына осях 14 тяг 15. Тяги...
Транспортно-загрузочное устройство

Номер патента: 1393593
Опубликовано: 07.05.1988
Авторы: Малинин, Мамин, Саванов
МПК: B23Q 41/02, B23Q 7/14
Метки: транспортно-загрузочное
...2, т.е. шарнир смещается относительно кронштейна 7, прикреплен ползун 9 с захватом 10, Ползун 9 установлен с возможностью перемещения н направляющих 11, поддерживается роликами 12.Расстояние от центра шарнира 6 до центров обеих осей 13 и 14 звена цепи, соединенного с поводком 5, равно радиусу начальной окружности звездочек 3 и 4, чтобы ползун 9 оставался неподвижным при огибании звеном цепг 2 с поводком 5 звездочки 3 или 4,Приводная звездочка 15 расположена на валу мотор-редуктора 16.Устройство работает следующим образом.При вращении приводной звездочки 15 от мотор-редуктора 1 Ь приходит н движение цепь 2 н через поводок 5,25 30 35 40 шарнир 6, кронштейн 7 с пазом 8 перемещает поступательно ползун 9 с захватом 1 О.При огибании звеном...
Транспортная система автоматической линии

Номер патента: 1393594
Опубликовано: 07.05.1988
Авторы: Протасевич, Резванов
МПК: B23Q 41/02
Метки: автоматической, линии, транспортная
...контролируются датчиками 17 и 18,Оистема работает следующим обра 40зом.При вращении приводного элемента1 от привода (не показан) приспособление-спутник 4 перемещается с изделием 5 по рабочей ветви 2 между технологическими позициями, на которых 45установлено оборудование 3,Датчик 17 показывает, что поворотная платформа 10, зафиксированнаязащелкой 15 ч опускном устройстве 8,находится в исходном положении дляпринятия приспособления-спутника 4,Последний входит в опускное устройствоф8 и,заняв вое и зожение на платформе 1 О, воздействует на датчик14, которнй открывает защелку15. После открытия защелки 15 платформа 1 О со спутником 4 под действием силы тяжетп, поворачиваясь нао90 , опушек 1 ется до возвра ной ветви 4 26 и действует на датчик...